- Технология РЭС и моделирование ТС

Содержание
- 2. ТЕХНОЛОГИЯ КАК НАУКА Технология — это наука, которая изучает основные закономерности, действующие в процессе производства, и
- 3. ЗАДАЧИ ИЗУЧЕНИЯ ТРЭСи МТС физико-технологические основы процессов формирования механических и электромонтажных соединений, сборки и монтажа, контроля,
- 4. ПРОБЛЕМЫ ТЕХНОЛОГИИ Обеспечение микроминиатюризации аппаратуры и электронных модулей на основе достижений микро- и наноэлектроники 1. Увеличение
- 5. 2. Повышение быстродействия электронных средств С развитием полупроводниковой технологии и уменьшением размеров элементов большое внимание уделяется
- 6. Основные тенденции развития электроники Повышение плотности монтажа элементов. Плотность монтажных соединений: где p – шаг между
- 7. Основные задачи технологии на современном этапе Обеспечение конкурентоспособности изделий на внешнем рынке Пi –потребительские свойства; Зп
- 8. Интегрированные компьютерные производства (CIM) В настоящее время в связи c быстрым моральным старением изделий (особенно в
- 9. ЛИТЕРАТУРА основная Технология радиоэлектронных устройств и автоматизация производства // А.П. Достанко, В.Л. Ланин, А.А. Хмыль, Л.П.
- 10. ЛИТЕРАТУРА основная 2. Медведев А.М. Технология производства печатных плат.– М.: Техносфера, 2005. – 360 с. 3.
- 11. ЛИТЕРАТУРА основная 5. Ланин В. Л., Емельянов В.А. Электромонтажные соединения в электронике: технология, оборудование, контроль качества.
- 12. Конструктивно-технологические особенности РЭС Первое поколение (20—50-е гг.) Сборка на всех уровнях осуществлялась вручную с применением проводного
- 13. Конструктивно-технологические особенности поколений РЭС Плотность монтажа увеличилась в 10 раз и составила 15-20 соединений/см2, в 10
- 14. Изобретение транзистора
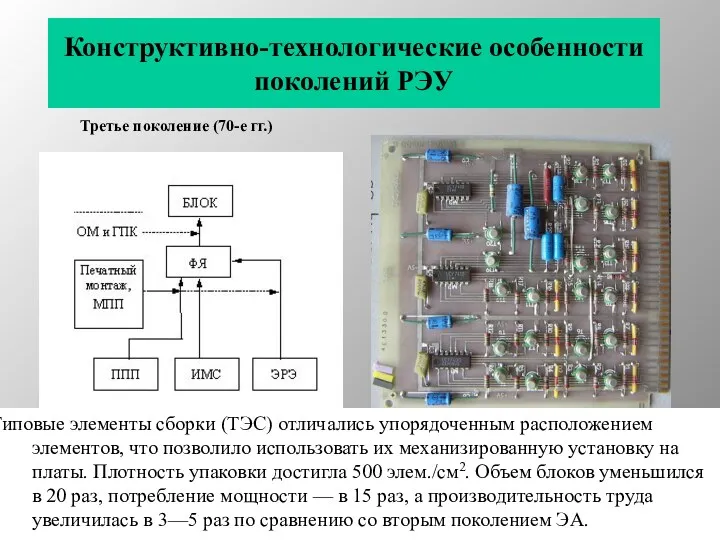
- 15. Конструктивно-технологические особенности поколений РЭУ Третье поколение (70-е гг.) Типовые элементы сборки (ТЭС) отличались упорядоченным расположением элементов,
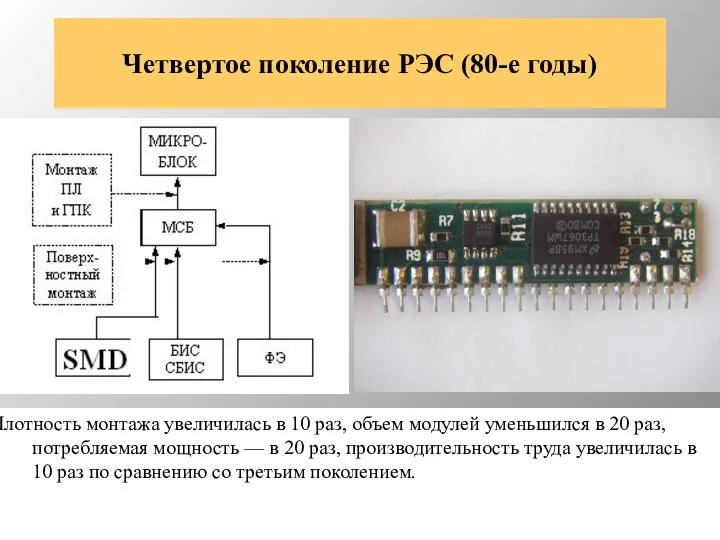
- 16. Четвертое поколение РЭС (80-е годы) Плотность монтажа увеличилась в 10 раз, объем модулей уменьшился в 20
- 18. Скачать презентацию
ТЕХНОЛОГИЯ КАК НАУКА
Технология — это наука, которая изучает основные закономерности, действующие
ТЕХНОЛОГИЯ КАК НАУКА
Технология — это наука, которая изучает основные закономерности, действующие
ЗАДАЧИ ИЗУЧЕНИЯ ТРЭСи МТС
физико-технологические основы процессов формирования механических и электромонтажных
ЗАДАЧИ ИЗУЧЕНИЯ ТРЭСи МТС
физико-технологические основы процессов формирования механических и электромонтажных
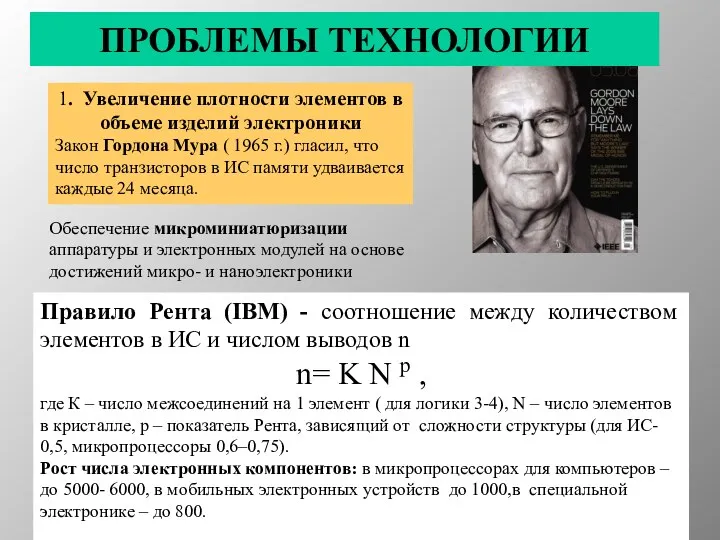
ПРОБЛЕМЫ ТЕХНОЛОГИИ
Обеспечение микроминиатюризации аппаратуры и электронных модулей на основе достижений микро-
ПРОБЛЕМЫ ТЕХНОЛОГИИ
Обеспечение микроминиатюризации аппаратуры и электронных модулей на основе достижений микро-
2. Повышение быстродействия электронных средств
С развитием полупроводниковой технологии и уменьшением размеров
2. Повышение быстродействия электронных средств
С развитием полупроводниковой технологии и уменьшением размеров
Основные тенденции развития электроники
Повышение плотности монтажа элементов.
Плотность монтажных соединений:
где p –
Основные тенденции развития электроники
Повышение плотности монтажа элементов.
Плотность монтажных соединений:
где p –
Основные задачи технологии на современном этапе
Обеспечение конкурентоспособности изделий
на внешнем рынке
Пi
Основные задачи технологии на современном этапе
Обеспечение конкурентоспособности изделий
на внешнем рынке
Пi
Интегрированные компьютерные производства (CIM)
В настоящее время в связи c быстрым моральным
Интегрированные компьютерные производства (CIM)
В настоящее время в связи c быстрым моральным
ЛИТЕРАТУРА основная
Технология радиоэлектронных устройств и автоматизация производства // А.П. Достанко, В.Л.
ЛИТЕРАТУРА основная
Технология радиоэлектронных устройств и автоматизация производства // А.П. Достанко, В.Л.
ЛИТЕРАТУРА основная
2. Медведев А.М. Технология производства печатных плат.– М.: Техносфера, 2005. –
ЛИТЕРАТУРА основная
2. Медведев А.М. Технология производства печатных плат.– М.: Техносфера, 2005. –
ЛИТЕРАТУРА основная
5. Ланин В. Л., Емельянов В.А.
Электромонтажные соединения в электронике:
ЛИТЕРАТУРА основная
5. Ланин В. Л., Емельянов В.А.
Электромонтажные соединения в электронике:

Конструктивно-технологические особенности РЭС
Первое поколение (20—50-е гг.)
Сборка на всех уровнях осуществлялась
Конструктивно-технологические особенности РЭС
Первое поколение (20—50-е гг.)
Сборка на всех уровнях осуществлялась

Конструктивно-технологические особенности поколений РЭС
Плотность монтажа увеличилась в 10 раз и составила
Конструктивно-технологические особенности поколений РЭС
Плотность монтажа увеличилась в 10 раз и составила

Изобретение транзистора
Изобретение транзистора
Конструктивно-технологические особенности поколений РЭУ
Третье поколение (70-е гг.)
Типовые элементы сборки (ТЭС)
Конструктивно-технологические особенности поколений РЭУ
Третье поколение (70-е гг.)
Типовые элементы сборки (ТЭС)
Четвертое поколение РЭС (80-е годы)
Плотность монтажа увеличилась в 10 раз, объем
Четвертое поколение РЭС (80-е годы)
Плотность монтажа увеличилась в 10 раз, объем
 Компетенция личностного самосовершенствования
Компетенция личностного самосовершенствования Разработка ресурсосберегающего способа производства топливно-плавильных материалов на основе техногенного сырья (Н3)
Разработка ресурсосберегающего способа производства топливно-плавильных материалов на основе техногенного сырья (Н3) Изготовление декоративного изделия 3D ручкой like
Изготовление декоративного изделия 3D ручкой like Готовая преза с триггерами
Готовая преза с триггерами урок по теме Карбоновые кислоты
урок по теме Карбоновые кислоты Операции Банка России на финансовом рынке. Лекция №4
Операции Банка России на финансовом рынке. Лекция №4 Общая краниология. Общие сведения о черепе
Общая краниология. Общие сведения о черепе Социальная психология личности
Социальная психология личности Роль физической культуры в сохранении здоровья
Роль физической культуры в сохранении здоровья Речь монологическая и диалогическая
Речь монологическая и диалогическая Холокост в литературе. То что забыть нельзя
Холокост в литературе. То что забыть нельзя Земля – уникальная планета (Урок-презентация).
Земля – уникальная планета (Урок-презентация). Мишка. Найди 3 отличия
Мишка. Найди 3 отличия Термодинамические процессы идеальных газов
Термодинамические процессы идеальных газов We're having a great time
We're having a great time Цветотерапия Попугаи
Цветотерапия Попугаи Фестиваль гражданского общества Добрые люди
Фестиваль гражданского общества Добрые люди ПрезентацияХлеб всему голова
ПрезентацияХлеб всему голова Родительское собрание для 1 класса.
Родительское собрание для 1 класса. Ауруханадан тыс пневманиямен ауыратын науқастарды емдеу кезіндегі пенициллин мен цефтриаксонның салыстырмалы
Ауруханадан тыс пневманиямен ауыратын науқастарды емдеу кезіндегі пенициллин мен цефтриаксонның салыстырмалы Обществознание и общественные науки
Обществознание и общественные науки Полиомиелит. Мероприятия в отношении больных полиомиелитом, острыми вялыми параличами
Полиомиелит. Мероприятия в отношении больных полиомиелитом, острыми вялыми параличами Угол. Измерение углов
Угол. Измерение углов Пищевая и легкая промышленность
Пищевая и легкая промышленность Настройка компьютера. Компьютерный вирус
Настройка компьютера. Компьютерный вирус Призентация творческого проекта Мягкая игрушка
Призентация творческого проекта Мягкая игрушка ОГАС 2.0. Программно-техническое решение системы (часть 2)
ОГАС 2.0. Программно-техническое решение системы (часть 2) Формирование стратегии и школы стратегического управления
Формирование стратегии и школы стратегического управления