- Технология сварки высоколегированной нержавеющей стали. Билет 12

Содержание
- 2. Свойства нержавейки По ГОСТ в состав нержавеющей стали включены хром (от 11% до 20%), ниобий и
- 3. Низкая теплопроводность (в 1,8-2,1 раза ниже, чем у углеродистой стали). Это мешает свободному распространению поступающего нагрева
- 4. Сварка нержавеющей стали в защитной среде из аргона и углекислоты является самой технологичной и надежной. Метод
- 5. Промышленная сварка нержавеющей стали выполняется при помощи плавящихся электродов в инертном газе с примесями аргона. Сварка
- 6. Высоколегированные корозийностойкие стали и сплавы обладают комплексом положительных свойств. Поэтому одну и ту же марку стали
- 7. Одна из основных трудностей при сварке рассматриваемых сталей и сплавов - предупреждение образования в швах и
- 8. Типы электродов для сварки нержавеющих сталей
- 9. При работе с такими сталями нужно подбирать сварочный режим, который способен гарантировать очень малую степень нагрева
- 10. Электродуговая сварка сталей с высоким содержанием добавочных компонентов выполняется короткой дугой (это значительно снижает явление угара).
- 11. Газовые баллоны и их эксплуатация. Билет 12 (2)
- 12. Сосуды для перевозки и хранения сжиженных углеводородных газов емкостью до 120 л называют баллонами. ГОСТ 15860—84
- 13. При работе с баллонами необходимо соблюдать осторожность и выполнять целый ряд рекомендаций, изложенных в рабочих инструкциях.
- 14. Защита газового баллона от механического повреждения, коррозии и окисления; При хранении крепить емкость к жесткому основанию;
- 15. Хранить газовые баллоны нужно вдалеке от открытого огня, оголенных электрических проводов, обогревателей. Нагревание баллона от солнечных
- 16. Красный цвет - пропан бутановые смеси. Голубой – Кислород. Серый – Аргон. Белый Ацетилен, метан. Черный
- 21. Скачать презентацию
Свойства нержавейки
По ГОСТ в состав нержавеющей стали включены хром (от 11%
Свойства нержавейки
По ГОСТ в состав нержавеющей стали включены хром (от 11%
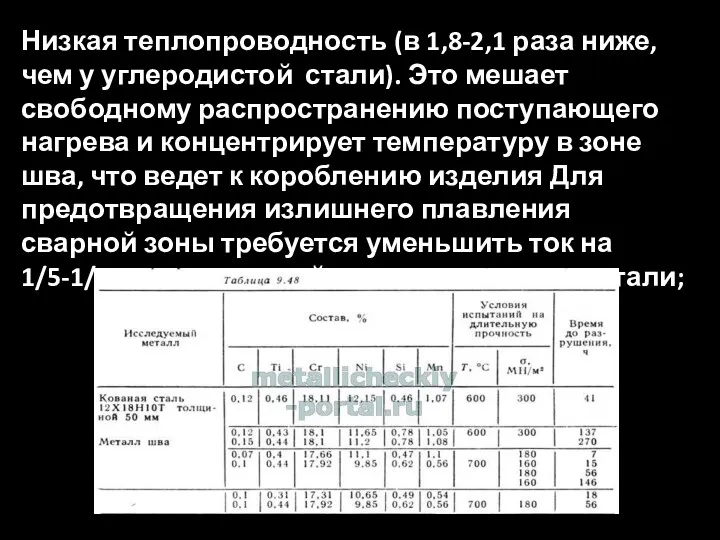
Низкая теплопроводность (в 1,8-2,1 раза ниже, чем у углеродистой стали). Это
Низкая теплопроводность (в 1,8-2,1 раза ниже, чем у углеродистой стали). Это

Сварка нержавеющей стали в защитной среде из аргона и углекислоты является
Сварка нержавеющей стали в защитной среде из аргона и углекислоты является
Промышленная сварка нержавеющей стали выполняется при помощи плавящихся электродов в инертном
Промышленная сварка нержавеющей стали выполняется при помощи плавящихся электродов в инертном
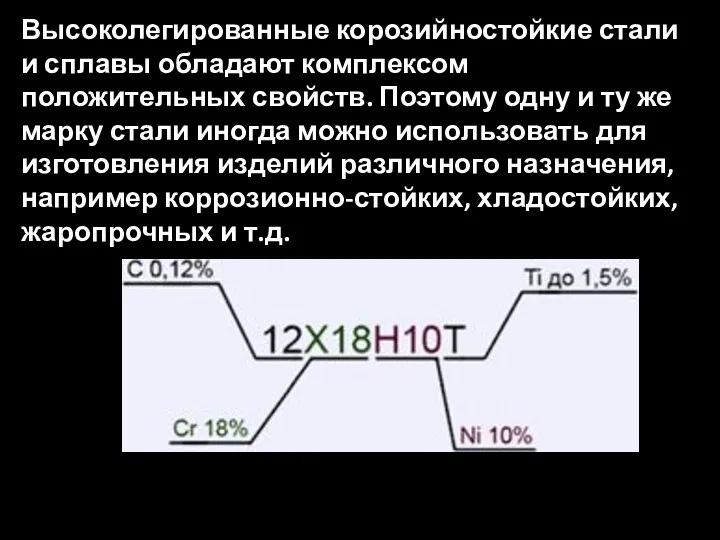
Высоколегированные корозийностойкие стали и сплавы обладают комплексом положительных свойств. Поэтому одну
Высоколегированные корозийностойкие стали и сплавы обладают комплексом положительных свойств. Поэтому одну
Одна из основных трудностей при сварке рассматриваемых сталей и сплавов -
Одна из основных трудностей при сварке рассматриваемых сталей и сплавов -
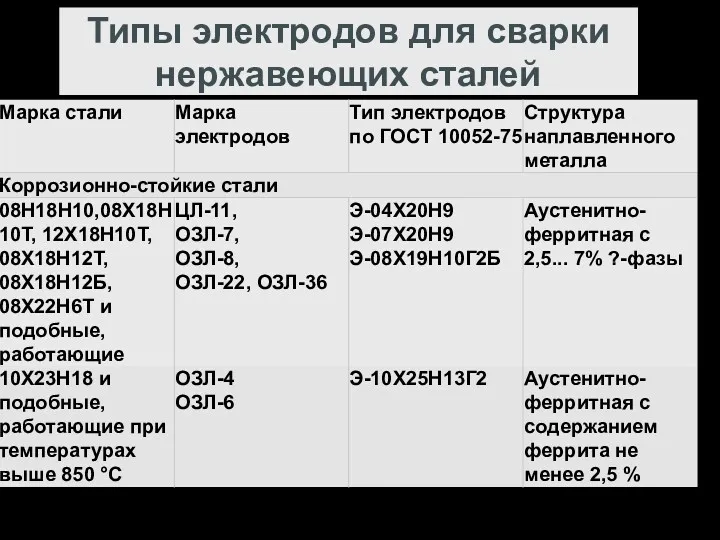
Типы электродов для сварки нержавеющих сталей
Типы электродов для сварки нержавеющих сталей
При работе с такими сталями нужно подбирать сварочный режим, который способен
При работе с такими сталями нужно подбирать сварочный режим, который способен
Электродуговая сварка сталей с высоким содержанием добавочных компонентов выполняется короткой дугой
Электродуговая сварка сталей с высоким содержанием добавочных компонентов выполняется короткой дугой
Газовые баллоны и их эксплуатация.
Билет 12 (2)
Газовые баллоны и их эксплуатация.
Билет 12 (2)
Сосуды для перевозки и хранения сжиженных углеводородных газов емкостью до 120
Сосуды для перевозки и хранения сжиженных углеводородных газов емкостью до 120
При работе с баллонами необходимо соблюдать осторожность и выполнять целый ряд
При работе с баллонами необходимо соблюдать осторожность и выполнять целый ряд
Защита газового баллона от механического повреждения, коррозии и окисления;
При хранении крепить
Защита газового баллона от механического повреждения, коррозии и окисления;
При хранении крепить
Хранить газовые баллоны нужно вдалеке от открытого огня, оголенных электрических проводов,
Хранить газовые баллоны нужно вдалеке от открытого огня, оголенных электрических проводов,

Красный цвет - пропан бутановые смеси.
Голубой – Кислород.
Серый – Аргон.
Белый Ацетилен,
Красный цвет - пропан бутановые смеси.
Голубой – Кислород.
Серый – Аргон.
Белый Ацетилен,



 Открытый отчёт профкома ГБУЗ ПК Чернушинская РБ за 2020 г
Открытый отчёт профкома ГБУЗ ПК Чернушинская РБ за 2020 г Устный журнал 9-Ж класса. Купеческий двор
Устный журнал 9-Ж класса. Купеческий двор 20231018_upr.5_uravnenie_pryamoy
20231018_upr.5_uravnenie_pryamoy Вітаю вас з днем народження мамо! Фотоальбом
Вітаю вас з днем народження мамо! Фотоальбом Активизация мыслительной деятельности воспитанников на уроках физики с использованием ИКТ
Активизация мыслительной деятельности воспитанников на уроках физики с использованием ИКТ Вода на Земле
Вода на Земле Презентация Детям о блокаде Ленинграда
Презентация Детям о блокаде Ленинграда Индивидуальный проект Хоккей
Индивидуальный проект Хоккей Что такое герундий
Что такое герундий Мультимедийная викторина Природа родного края
Мультимедийная викторина Природа родного края Установка умывальника с монтажом сифона и подключением к системе водоотведения
Установка умывальника с монтажом сифона и подключением к системе водоотведения Буддизм. Основы вероучения
Буддизм. Основы вероучения Натюрморт. Композиционное равновесие. Передача пространства
Натюрморт. Композиционное равновесие. Передача пространства Болезни пародонта у детей
Болезни пародонта у детей Augu lietošana elpceļu saslimšanas gadījumā
Augu lietošana elpceļu saslimšanas gadījumā Проект одномодельного технологічного потіку з виготовлення жакету жіночого з костюмних тканин
Проект одномодельного технологічного потіку з виготовлення жакету жіночого з костюмних тканин 20231102_pryamaya_i_kosvennaya_rech._
20231102_pryamaya_i_kosvennaya_rech._ Создаём пространство Microsoft PowerPoint
Создаём пространство Microsoft PowerPoint Аппаратура ГБО. Газовые испарители, редукторы и смесители. Баллоны и арматура
Аппаратура ГБО. Газовые испарители, редукторы и смесители. Баллоны и арматура Средства измерений (Лекция № 10)
Средства измерений (Лекция № 10) Учебный модуль Электронный журнал
Учебный модуль Электронный журнал Техническое моделирование. Технология. 4 класс
Техническое моделирование. Технология. 4 класс Половое воспитание
Половое воспитание Твои руки станут моими крыльями 1 часть
Твои руки станут моими крыльями 1 часть Презентация Александр Невский
Презентация Александр Невский Россия при первых Романовых: перемены в государственном устройстве
Россия при первых Романовых: перемены в государственном устройстве Алкоголь и здоровье. Интеллектуальная игра
Алкоголь и здоровье. Интеллектуальная игра Курсовой проект по комплексированию. Вид и цель работ, вид полезного ископаемого, название площади (участка), регион
Курсовой проект по комплексированию. Вид и цель работ, вид полезного ископаемого, название площади (участка), регион