- Технология точения древесины на токарном станке. Часть 2

Содержание
- 2. Установка подручника Подручник устанавливается с зазором 2…3 мм от обрабатываемой детали и выше оси центров на
- 3. Черновое точение заготовки Черновое (грубое) точение выполняют полукруглой стамеской. Медленно подводят лезвие к вращающейся заготовке и
- 4. Контрольно-измерительный инструмент Для контроля размеров детали при точении используют кронциркуль и штангенциркуль.
- 5. Чистовое точение заготовки Чистовое точение выполняют косой стамеской. Стамеску опирают на подручник ребром со стороны тупого
- 6. Проверка прямолинейности поверхности Прямолинейность поверхностей проверяют на просвет путем накладывания линейки на деталь.
- 7. Шлифование цилиндрической детали После точения деталь обрабатывают шлифовальной колодкой или бруском из более твердой древесины.
- 8. Окончательная отделка детали После остановки станка снимают заготовку, пилой с мелкими зубьями отрезают шейки и торцы,
- 9. Правила безопасной работы
- 10. Точение детали по чертежу и технологической карте
- 12. Скачать презентацию

Установка подручника
Подручник устанавливается с зазором 2…3 мм от обрабатываемой детали и
Установка подручника
Подручник устанавливается с зазором 2…3 мм от обрабатываемой детали и

Черновое точение заготовки
Черновое (грубое) точение выполняют полукруглой стамеской. Медленно подводят
Черновое точение заготовки
Черновое (грубое) точение выполняют полукруглой стамеской. Медленно подводят

Контрольно-измерительный инструмент
Для контроля размеров детали при точении используют кронциркуль и штангенциркуль.
Контрольно-измерительный инструмент
Для контроля размеров детали при точении используют кронциркуль и штангенциркуль.

Чистовое точение заготовки
Чистовое точение выполняют косой стамеской. Стамеску опирают на
Чистовое точение заготовки
Чистовое точение выполняют косой стамеской. Стамеску опирают на

Проверка прямолинейности поверхности
Прямолинейность поверхностей проверяют на просвет путем накладывания линейки
Проверка прямолинейности поверхности
Прямолинейность поверхностей проверяют на просвет путем накладывания линейки
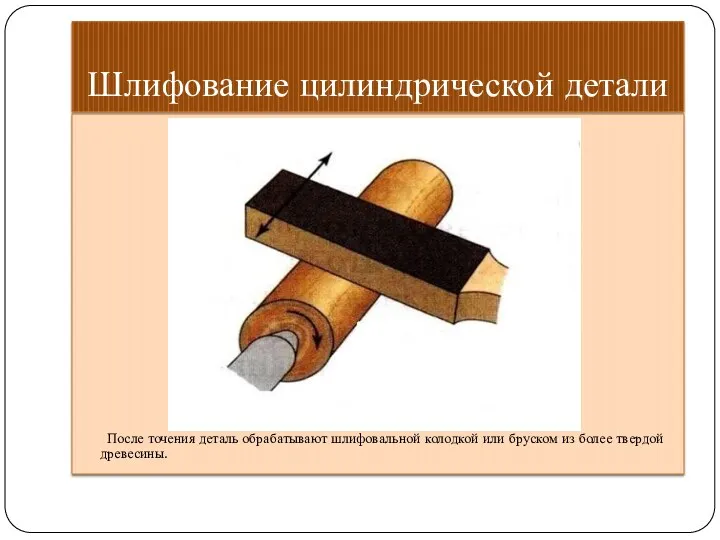
Шлифование цилиндрической детали
После точения деталь обрабатывают шлифовальной колодкой или бруском из
Шлифование цилиндрической детали
После точения деталь обрабатывают шлифовальной колодкой или бруском из

Окончательная отделка детали
После остановки станка снимают заготовку, пилой с мелкими зубьями
Окончательная отделка детали
После остановки станка снимают заготовку, пилой с мелкими зубьями
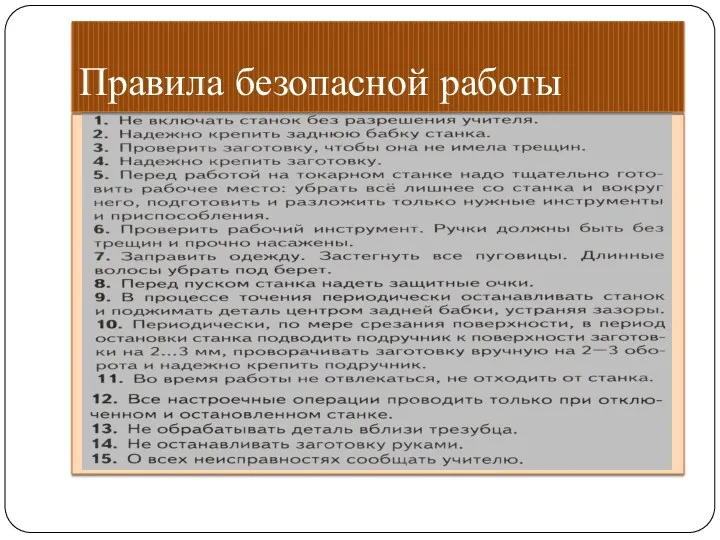
Правила безопасной работы
Правила безопасной работы
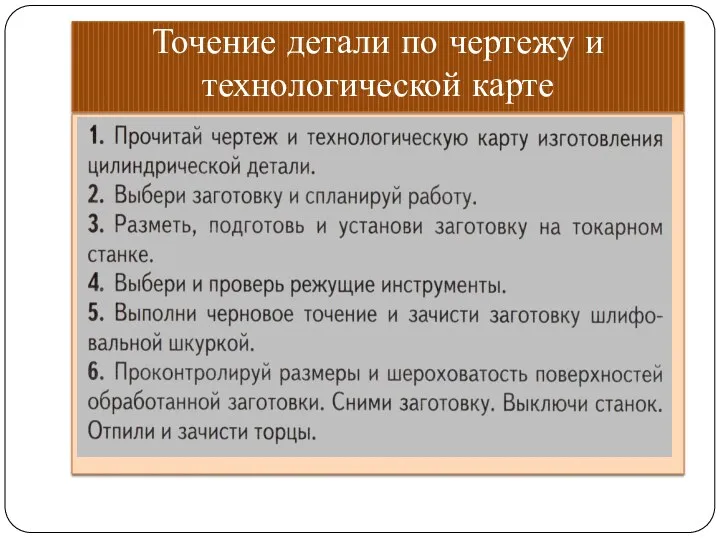
Точение детали по чертежу и технологической карте
Точение детали по чертежу и технологической карте
 ОЖЖ -ң вирустық және бактериальды инфекциялары. Вирустық кене энцефалиті. Масалық вирусты энцефалит. Вирусты менингит
ОЖЖ -ң вирустық және бактериальды инфекциялары. Вирустық кене энцефалиті. Масалық вирусты энцефалит. Вирусты менингит Общие положения концепции жизненного цикла систем. Проектное управление – форма реализации концепции жизненного цикла систем
Общие положения концепции жизненного цикла систем. Проектное управление – форма реализации концепции жизненного цикла систем Социология конфликта. Понятие и сущность конфликта, причины конфликтности в обществе
Социология конфликта. Понятие и сущность конфликта, причины конфликтности в обществе Истинная любовь – всегда жертвенна… Библия. Книга Бытия
Истинная любовь – всегда жертвенна… Библия. Книга Бытия Презентация Четвертый лишний
Презентация Четвертый лишний Дистанционное обучение 25103
Дистанционное обучение 25103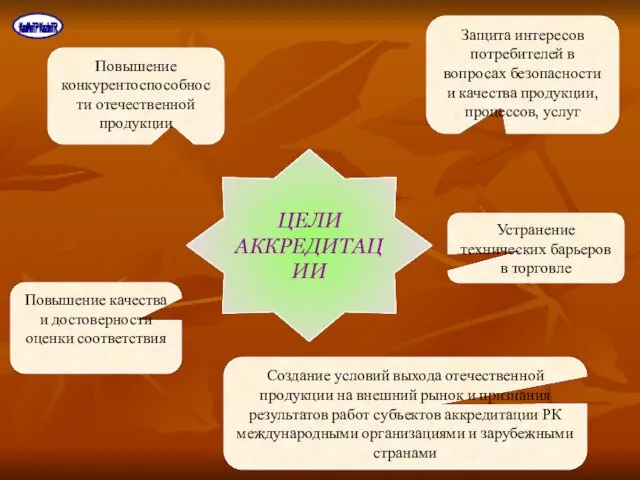 Защита интересов потребителей в вопросах безопасности и качества продукции, процессов, услуг
Защита интересов потребителей в вопросах безопасности и качества продукции, процессов, услуг презентация по географии 6 класс Температура воздуха
презентация по географии 6 класс Температура воздуха Игровые методы коррекции трудностей обучения в школе.
Игровые методы коррекции трудностей обучения в школе. Новогодняя сказка 2014!
Новогодняя сказка 2014! Интеллектуальный марафон. Вселенная
Интеллектуальный марафон. Вселенная Складові інформаційної технології
Складові інформаційної технології Машинобудування
Машинобудування Выстраивание партнёрского взаимодействия с родителями воспитанников – одна из важнейших компетенций педагога ДОО в соответствии с требованиями ФГОС ДО
Выстраивание партнёрского взаимодействия с родителями воспитанников – одна из важнейших компетенций педагога ДОО в соответствии с требованиями ФГОС ДО Технологія доїння корів
Технологія доїння корів Соглашение о сотрудничестве в реализации добычи и транспортировки нефти между Красноярским Краем и Республикой Казахстан
Соглашение о сотрудничестве в реализации добычи и транспортировки нефти между Красноярским Краем и Республикой Казахстан Птенец
Птенец Методы оценки коррекции осанки и телосложения
Методы оценки коррекции осанки и телосложения Речевой этикет
Речевой этикет Почему в лесу нужна тишина
Почему в лесу нужна тишина Samsung Electronics
Samsung Electronics Жизненные формы растений и животных
Жизненные формы растений и животных Іріңді тендовагинит
Іріңді тендовагинит Компоненты электроники
Компоненты электроники Флористическое оформление витрин в стиле барокко
Флористическое оформление витрин в стиле барокко Клинико-фармакологическая характеристика лекарственных средств, применяемых при бронхиальной астме
Клинико-фармакологическая характеристика лекарственных средств, применяемых при бронхиальной астме Правила ведения школьной документации
Правила ведения школьной документации Применение здоровьесберегающих технологий на занятиях декоративно-прикладного творчества.
Применение здоровьесберегающих технологий на занятиях декоративно-прикладного творчества.