- Тема лекции: Основы технологии сварочного производства

Содержание
- 2. Сварочное производство - одна из важных отраслей техники. Объем изготовленных сварных конструкция за последние 50 лет
- 3. КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ СВАРКА ПО СТЕПЕНИ МЕХАНИЗАЦИИ РУЧНАЯ; ПОЛУАВТОМАТИЧЕСКАЯ; АВТОМАТИЧЕСКАЯ. ПО ЭНЕРГЕТИЧЕСКОМУ ПРИЗНАКУ ТЕРМИЧЕСКАЯ; ТЕРМОМЕХАНИЧЕСКАЯ; МЕХАНИЧЕСКАЯ.
- 4. ПРИНЦИПИАЛЬНАЯ СХЕМА РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ
- 5. СТРОЕНИЕ СВАРОЧНОЙ ДУГИ При всех способах электрической дуговой сварки для плавления сварочной проволоки и свариваемого металла
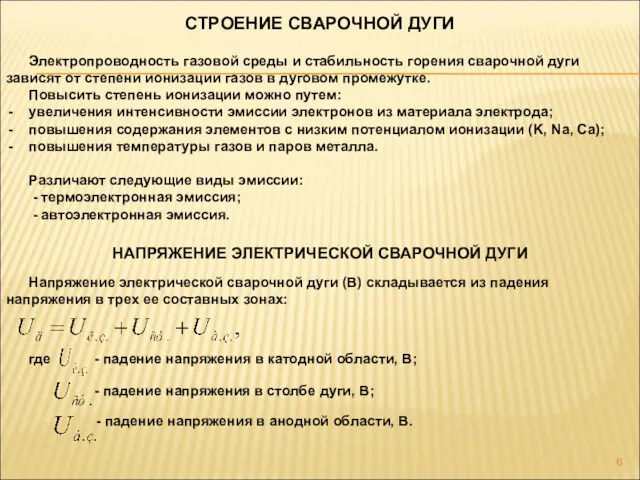
- 6. НАПРЯЖЕНИЕ ЭЛЕКТРИЧЕСКОЙ СВАРОЧНОЙ ДУГИ СТРОЕНИЕ СВАРОЧНОЙ ДУГИ Электропроводность газовой среды и стабильность горения сварочной дуги зависят
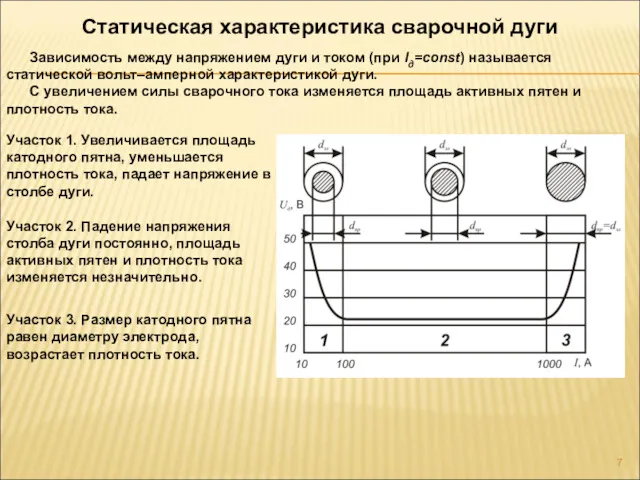
- 7. Статическая характеристика сварочной дуги Зависимость между напряжением дуги и током (при lд=const) называется статической вольт–амперной характеристикой
- 8. Особенности сварочной дуги переменного тока Ручная дуговая сварка может выполняться переменным или постоянным током. При питании
- 9. ИСТОЧНИКИ СВАРОЧНОГО ТОКА ОБОРУДОВАНИЕ СВАРОЧНЫЙ ТРАНСФОРМАТОР СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ СВАРОЧНЫЙ АГРЕГАТ
- 10. СВАРОЧНЫЕ МАТЕРИАЛЫ МАТЕРИАЛЫ СВАРОЧНЫЕ ЭЛЕКТРОДЫ СВАРОЧНАЯ ПРОВОЛОКА
- 11. ЭЛЕКТРОДЫ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ Плавящийся электрод представляет собой стержень из сварочной проволоки, на который нанесено
- 13. Скачать презентацию
Сварочное производство - одна из важных отраслей техники.
Объем изготовленных сварных
Сварочное производство - одна из важных отраслей техники.
Объем изготовленных сварных

КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ
СВАРКА
ПО СТЕПЕНИ
МЕХАНИЗАЦИИ
РУЧНАЯ;
ПОЛУАВТОМАТИЧЕСКАЯ;
АВТОМАТИЧЕСКАЯ.
ПО ЭНЕРГЕТИЧЕСКОМУ
ПРИЗНАКУ
ТЕРМИЧЕСКАЯ;
ТЕРМОМЕХАНИЧЕСКАЯ;
МЕХАНИЧЕСКАЯ.
КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ
СВАРКА
ПО СТЕПЕНИ
МЕХАНИЗАЦИИ
РУЧНАЯ;
ПОЛУАВТОМАТИЧЕСКАЯ;
АВТОМАТИЧЕСКАЯ.
ПО ЭНЕРГЕТИЧЕСКОМУ
ПРИЗНАКУ
ТЕРМИЧЕСКАЯ;
ТЕРМОМЕХАНИЧЕСКАЯ;
МЕХАНИЧЕСКАЯ.
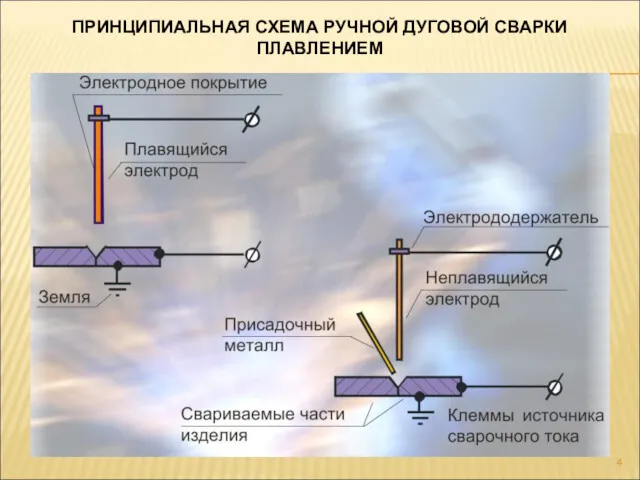
ПРИНЦИПИАЛЬНАЯ СХЕМА РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ
ПРИНЦИПИАЛЬНАЯ СХЕМА РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ

СТРОЕНИЕ СВАРОЧНОЙ ДУГИ
При всех способах электрической дуговой сварки для плавления сварочной
СТРОЕНИЕ СВАРОЧНОЙ ДУГИ
При всех способах электрической дуговой сварки для плавления сварочной
НАПРЯЖЕНИЕ ЭЛЕКТРИЧЕСКОЙ СВАРОЧНОЙ ДУГИ
СТРОЕНИЕ СВАРОЧНОЙ ДУГИ
Электропроводность газовой среды и стабильность горения
НАПРЯЖЕНИЕ ЭЛЕКТРИЧЕСКОЙ СВАРОЧНОЙ ДУГИ
СТРОЕНИЕ СВАРОЧНОЙ ДУГИ
Электропроводность газовой среды и стабильность горения
Статическая характеристика сварочной дуги
Зависимость между напряжением дуги и током (при
Статическая характеристика сварочной дуги
Зависимость между напряжением дуги и током (при
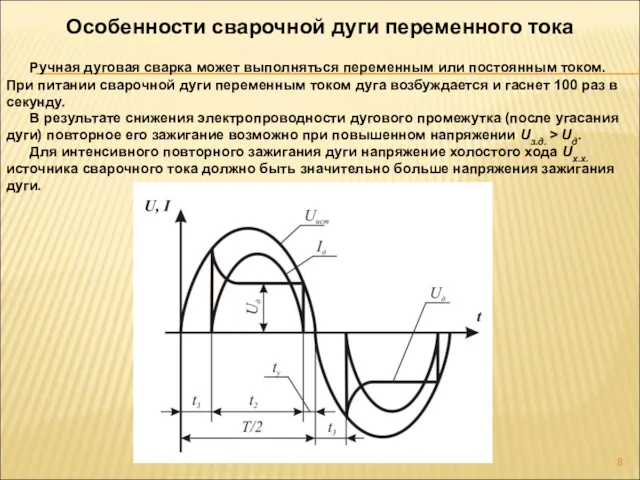
Особенности сварочной дуги переменного тока
Ручная дуговая сварка может выполняться переменным
Особенности сварочной дуги переменного тока
Ручная дуговая сварка может выполняться переменным

ИСТОЧНИКИ СВАРОЧНОГО ТОКА
ОБОРУДОВАНИЕ
СВАРОЧНЫЙ
ТРАНСФОРМАТОР
СВАРОЧНЫЙ
ВЫПРЯМИТЕЛЬ
СВАРОЧНЫЙ
АГРЕГАТ
ИСТОЧНИКИ СВАРОЧНОГО ТОКА
ОБОРУДОВАНИЕ
СВАРОЧНЫЙ
ТРАНСФОРМАТОР
СВАРОЧНЫЙ
ВЫПРЯМИТЕЛЬ
СВАРОЧНЫЙ
АГРЕГАТ

СВАРОЧНЫЕ МАТЕРИАЛЫ
МАТЕРИАЛЫ
СВАРОЧНЫЕ
ЭЛЕКТРОДЫ
СВАРОЧНАЯ
ПРОВОЛОКА
СВАРОЧНЫЕ МАТЕРИАЛЫ
МАТЕРИАЛЫ
СВАРОЧНЫЕ
ЭЛЕКТРОДЫ
СВАРОЧНАЯ
ПРОВОЛОКА
ЭЛЕКТРОДЫ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
Плавящийся электрод представляет собой стержень из
ЭЛЕКТРОДЫ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
Плавящийся электрод представляет собой стержень из
 Конкурс Фото-сказка Курочка Ряба
Конкурс Фото-сказка Курочка Ряба Презентация Дагестанская культура
Презентация Дагестанская культура Влияние сотовых телефонов на здоровье человека
Влияние сотовых телефонов на здоровье человека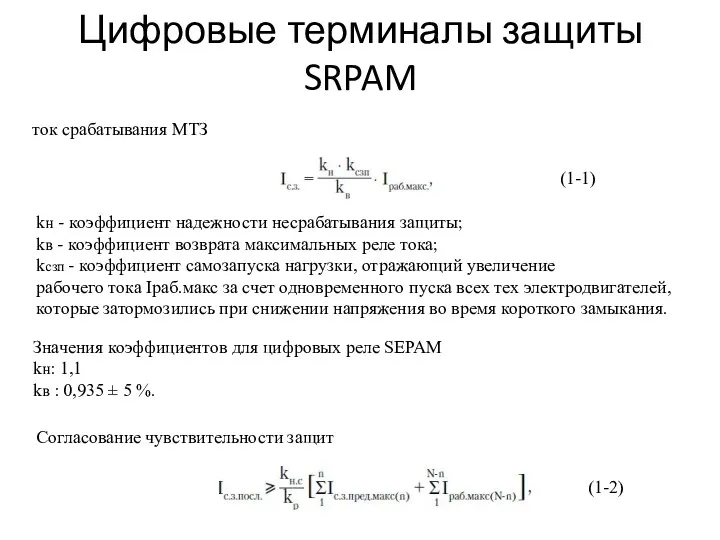 Цифровые терминалы защиты SRPAM
Цифровые терминалы защиты SRPAM Представление учителя истории и обществознания первой квалификационной категории ГБОУ сош школы-интерната №2 Адмиралтейского района Санкт-Петербурга Полонской Галины Викторовны
Представление учителя истории и обществознания первой квалификационной категории ГБОУ сош школы-интерната №2 Адмиралтейского района Санкт-Петербурга Полонской Галины Викторовны Лексикалық қосымшалар тәсілі. Екінші тілдің тепе-тең бірліктерін іріктеп алу дағдысы
Лексикалық қосымшалар тәсілі. Екінші тілдің тепе-тең бірліктерін іріктеп алу дағдысы Сущность и основные характеристики вокзальных комплексов (вокзалов)
Сущность и основные характеристики вокзальных комплексов (вокзалов) Презентация1
Презентация1 Конспект открытого интегрированного урока (биология, география , история) в 7-9 классах по теме: Северный Ледовитый океан: экология, история, современность
Конспект открытого интегрированного урока (биология, география , история) в 7-9 классах по теме: Северный Ледовитый океан: экология, история, современность Дети герои Великой Отечественной войны
Дети герои Великой Отечественной войны Аутсорсинг. Аутсорсинговая компания
Аутсорсинг. Аутсорсинговая компания Средства поддержки принятия решений. Лекция 3. Тема 5
Средства поддержки принятия решений. Лекция 3. Тема 5 Кабинет географии
Кабинет географии Что такое зоопарк
Что такое зоопарк Разновидности текстильной куклы
Разновидности текстильной куклы Адаптация ребенка к детскому саду
Адаптация ребенка к детскому саду Имя прилагательное
Имя прилагательное Биотические связи в природе
Биотические связи в природе Измерение крупногабаритных деталей с высокой точностью с использованием мостовых КИМ Coord3 и специализированной оснастки Alufix
Измерение крупногабаритных деталей с высокой точностью с использованием мостовых КИМ Coord3 и специализированной оснастки Alufix Портфолио учителя-логопеда
Портфолио учителя-логопеда Гигиена воды и водоснабжения. (Лекция 7-8)
Гигиена воды и водоснабжения. (Лекция 7-8) Латеральное мышление (35)
Латеральное мышление (35) Поездка в Крым
Поездка в Крым E-training Domination Production Seminar
E-training Domination Production Seminar Монастырь. Монашеские обеты. Святость
Монастырь. Монашеские обеты. Святость Альбом квазиомонимов часть 1
Альбом квазиомонимов часть 1 Я и мое здоровье. Презентация для классных часов
Я и мое здоровье. Презентация для классных часов Россия памятью жива!
Россия памятью жива!