Тема №4. Заготовка конструкций и организация строительства низководных мостов. Занятие №2. Район заготовки мостовых конструкций презентация
- Тема №4. Заготовка конструкций и организация строительства низководных мостов. Занятие №2. Район заготовки мостовых конструкций

Содержание
- 2. 1-й учебный вопрос. Общие положения по организации строительства низководных мостов.
- 3. Сооружение моста требует проведения целого комплекса различных по технологии работ, которые можно разделить на подготовительные и
- 4. Исполнительные работы выполняются непосредственно на водной преграде и включают: -разбивку оси моста и опор (при необходимости);
- 5. Работы подготовительного периода наиболее трудоемкие, особенно заготовка материалов и изготовление конструкций. На заготовку и транспортирование материалов
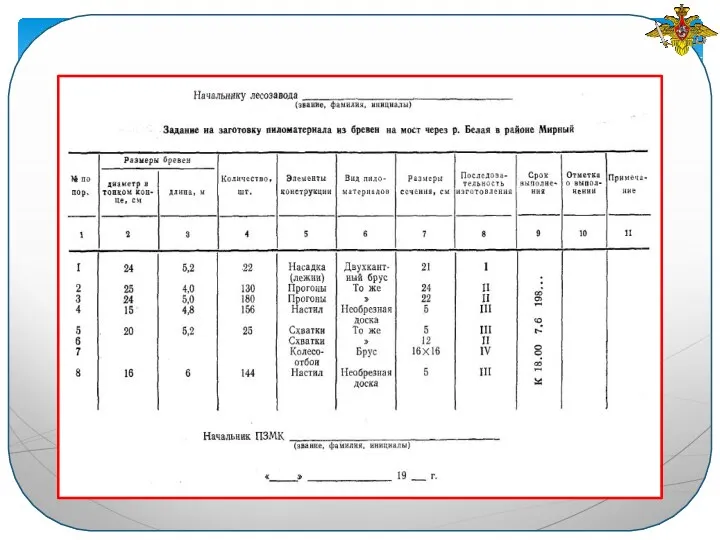
- 6. 2-й учебный вопрос. Типовые пункты заготовки мостовых конструкций. 2.1. Заготовка пиломатериалов.
- 7. Для строительства моста назначаются районы заготовки мостовых конструкций (РЗМК) и район строительства моста (РСМ). РЗМК развертывается
- 8. РЗМК может располагаться в районе строительства моста, однако не ближе 1-2 км от оси моста, чтобы
- 9. Рис. 1. Радиальная схема разработки лесосеки: 1 - лесовозная дорога; 2 - магистральный трелевочный волок; 3-
- 10. РЗМК может располагаться в районе строительства моста, однако не ближе 1-2 км от оси моста, чтобы
- 11. Подготовка лесосеки ведется расчетами, оснащенными бензомоторными пилами, трелевочными тракторами или лебедками, которые убирают опасные для производства
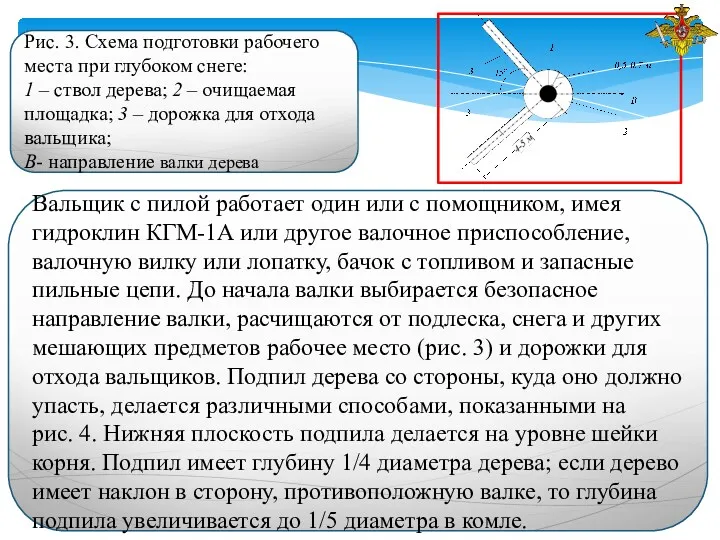
- 12. Вальщик с пилой работает один или с помощником, имея гидроклин КГМ-1А или другое валочное приспособление, валочную
- 13. Рис. 4. Схема подпила дерева при валке: а – основные размеры; б – варианты подпила; 1
- 14. Валочный рез делается горизонтально (чуть выше нижней кромки подпила) и не доводится до подпила на величину
- 15. Валка леса ведется бензомоторными пилами, основные характеристики которые приведены в табл. 1.
- 16. Технология трелевки заключается в том, что чокеровщики набрасывают петли чокеров (рис. 5) на вершины хлыстов в
- 17. Обрубка сучьев обычно ведется на лесосеке при безопасном удалении от участка валки леса. Реже обрубка выполняется
- 18. Возможности трелевки расчетом из 1 тракториста и 2 чокеровщиков приведены в табл. 2. Таблица 2 Технические
- 19. Блоки и отдельные элементы конструкций низководных мостов изготовляются на ПЗМК силами лесопильных и мостовых подразделений. Состав
- 20. Ротный ПЗМК развертывается силами заготовительной роты для изготовления блочных конструкций низководных мостов: колейных блоков пролетных строений
- 21. Рис. 6. Ротный ПЗМК с двумя лесопильными рамами: 1 – путь подвоза лесоматериалов; 2 – раскряжевочная
- 22. В его состав включают две лесопильные рамы ЛВР для распиловки бревен на брусья и доски, две
- 23. Электростанция ЭСД-50ВС
- 24. Рис. 8. Электростанция ЭСБ-4ИД
- 25. Для типового ротного ПЗМК требуется не менее двух взводов личного состава (41 человек). Перечисленные средства механизации
- 26. Блочные конструкции деревянных низководных мостов изготавливают из пиломатериала (за исключением свай и стоек рамных опор). Распиловка
- 27. Раскряжевка хлыстов ведется расчетом из 3 человек, оснащенных мотопилой, вагами, метрами и приборами для измерения диаметров.
- 28. Рис. 9. Лесопильная рама ЛРВ.
- 29. При развертывании ПЗМК по типовой схеме (рис.6) лесопильная рама № 2 в первую очередь опиливает бревна
- 30. Батальонные ПЗМК могут иметь в своем составе полевые лесозаводы с 3—4 лесопильными рамами, объединенными в единый
- 31. Взводные ПЗМК имеют в своем составе только одну лесопильную раму ЛРВ. В зависимости от типа заготавливаемых
- 32. 1. При изготовлении блочных конструкций (схема ПЗМК показана на рис. 11) на лесопильной раме последовательно распиливают
- 33. 2. При изготовлении конструкций моста отдельными элементами лесопильная рама освобождается от распиловки бревен на двухкантный брус
- 34. При изготовлении блоков сложных прогонов темпы значительно снижаются. Темпы изготовления блочных конструкций с простыми прогонами занимают
- 35. Определяя время, требуемое для изготовления конструкций на мост, необходимо учитывать также конкретные факторы и условия обстановки,
- 36. На схеме развертывания полевого лесозавода (рис. 6) показана расстановка номеров расчета. Для обслуживания пилорамы выделяется 8
- 38. Управляет работой пилорамы механик-пильщик (командир лесопильного отделения). Он же с помощником через каждые 3—4 ч непрерывной
- 39. При развертывании лесопильной рамы следует обращать внимание на ровность узкоколейного пути, установку пилорамы без перекосов. Невыполнение
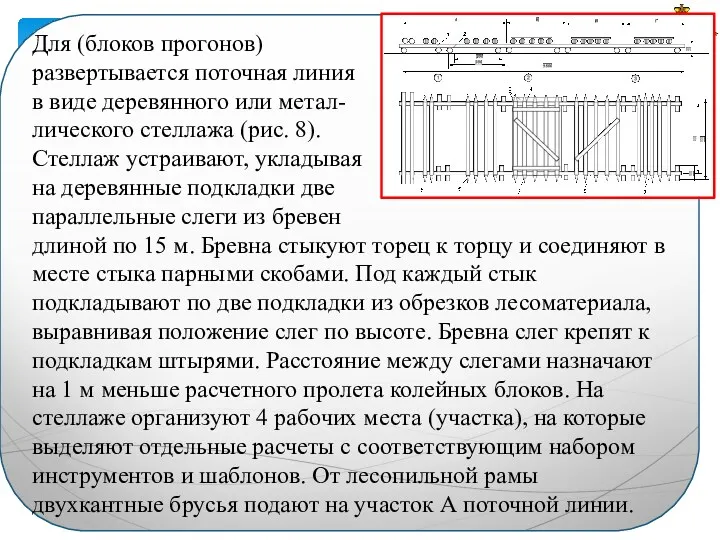
- 40. Рис. 8. Поточная линия с деревянным кондуктором для изготовления колейных блоков пролетного строения моста с пролетами
- 41. Для (блоков прогонов) развертывается поточная линия в виде деревянного или метал- лического стеллажа (рис. 8). Стеллаж
- 42. Здесь расчет из двух человек с мото- или электропилой (2 шт.) производит опиловку концов прогонов «на
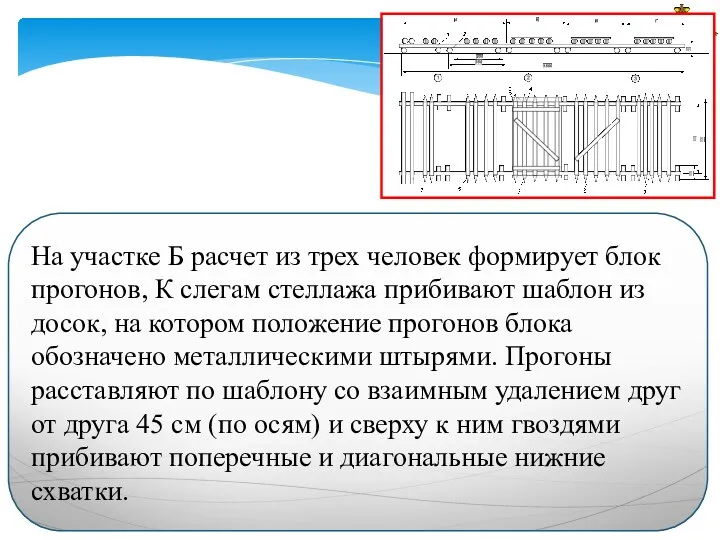
- 43. На участке Б расчет из трех человек формирует блок прогонов, К слегам стеллажа прибивают шаблон из
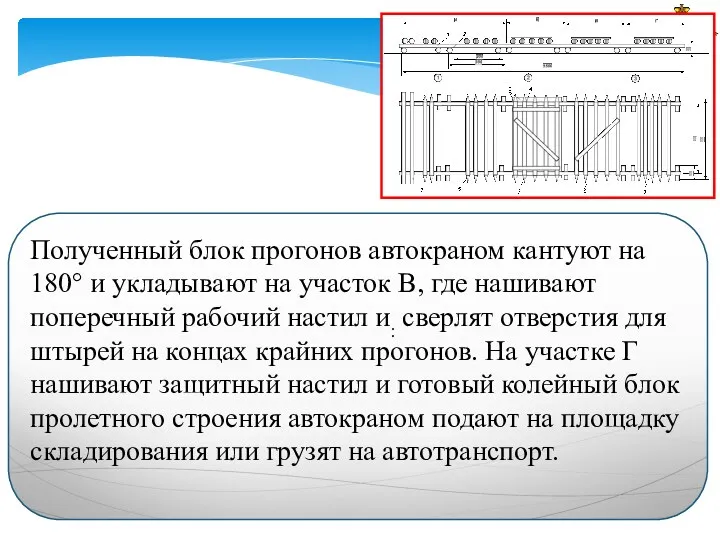
- 44. Полученный блок прогонов автокраном кантуют на 180° и укладывают на участок В, где нашивают поперечный рабочий
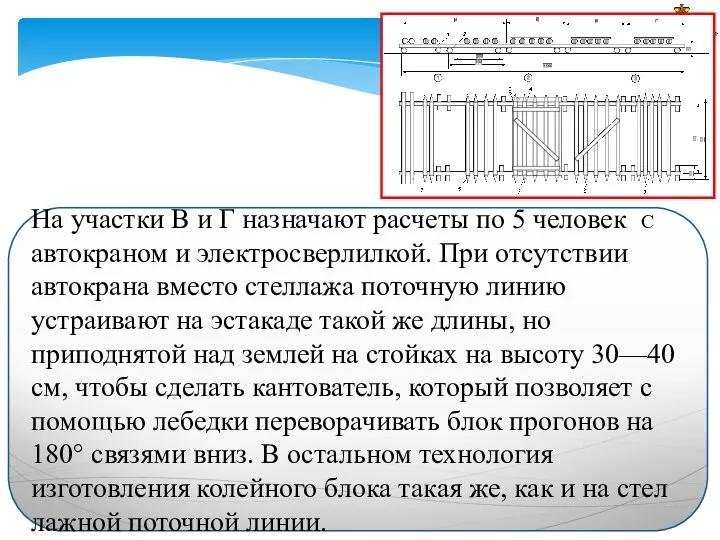
- 45. На участки В и Г назначают расчеты по 5 человек с автокраном и электросверлилкой. При отсутствии
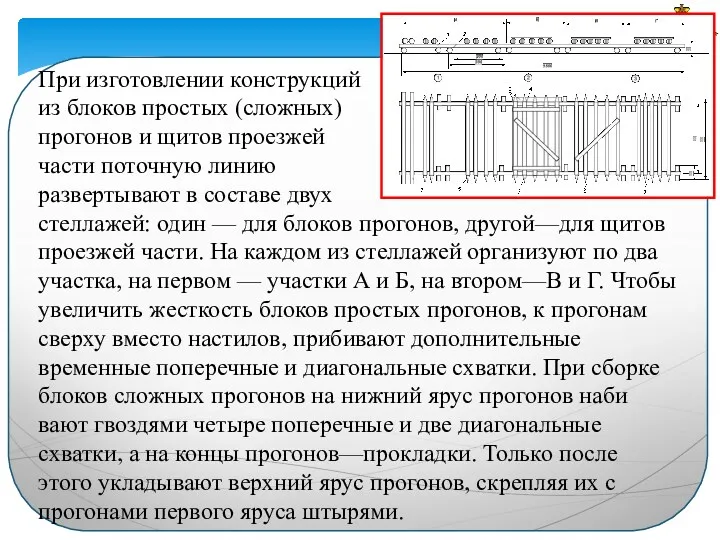
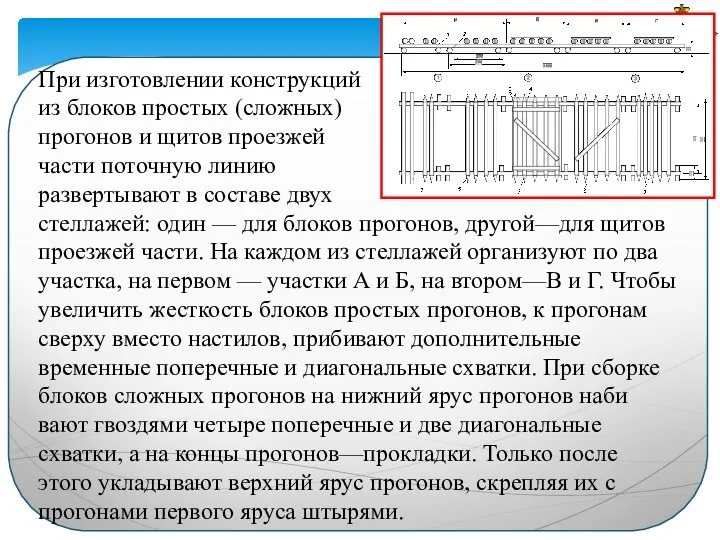
- 46. При изготовлении конструкций из блоков простых (сложных) прогонов и щитов проезжей части поточную линию развертывают в
- 47. При изготовлении конструкций из блоков простых (сложных) прогонов и щитов проезжей части поточную линию развертывают в
- 48. На изготовление колейного блока пролетного строения расчетом из 10 человек с автокраном, двумя мотопилами, электросверлилкой и
- 49. Топор является основным инструментом плотника-мостовика. Им отесывают бревна на один, два или четыре канта, подтесывают концы
- 50. Двухручными поперечными пилами ведут поперечную распиловку бревен, брусьев, досок. Полотно пилы должно быть ровным, зубья должны
- 51. При изготовлении прогонов бревна отесывают топором на один кант. Бревно укладывают на деревянные подкладки и закрепляют
- 52. Рис. 10. Приемы плотничных работ: а—разметка на бревне линии стески; б — отеска бревна по отбитой
- 53. После отески верхней грани бревна топором подтесывают его концы снизу и «на клин». Затем сверлят отверстия
- 54. Изготовление прогонов вручную ведут расчетом из 6 человек: из них трое с топорами (электрорубанками) отесывают бревна
- 55. Сваи изготавливают на рабочей площадке, которая развертывается на ПЗМК или непосредственно у лесосеки. На площадке устраивают
- 56. Рис. 11. Рабочая площадка изготовления свай с применением станка: 1 – стеллаж; 2 – бревна для
- 57. При изготовлении свай вручную бревна ошкуривают хорошо заточенными саперными лопатами. Лезвие лопаты затачивают с вогнутой стороны
- 58. На рис. 13, а, б показаны размеры и очертания обработанных голов свай под патроны дизель-молотов ДМ-150
- 59. Острие сваи размечают на тонком конце бревна. Сначала находят центр острия, для чего на торце прочерчивают
- 60. На изготовление свай вручную обычно выделяют расчет из 7 человек с двумя мотопилами (электропилами), тремя топорами,
- 61. Механизация трудоемкого процесса изготовления свай, сокращение численности расчета, значительное повышение производительности достигаются применением станков заготовки свай
- 62. Насадки (лежни) опор изготавливают на тех же поточных линиях, что и блоки пролетных строений. На двухкантных
- 63. Элементы рамных опор (стойки рам, насадки, лежни) изготавливают на ПЗМК и подгоняют здесь же при контрольной
- 64. Сборку опоры ведут последовательно, укладывая на слеги насадку, лежень, стойки. Стойки плотно под-гоняют к насадке и
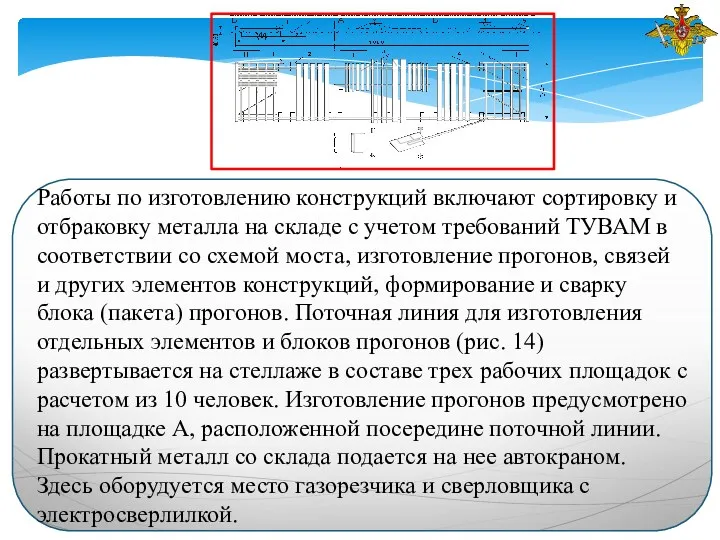
- 65. Рис. 14. Поточная линия изготовления цельнометаллических колейных блоков пролетных строений: А – участок разметки и резки
- 66. Работы по изготовлению конструкций включают сортировку и отбраковку металла на складе с учетом требований ТУВАМ в
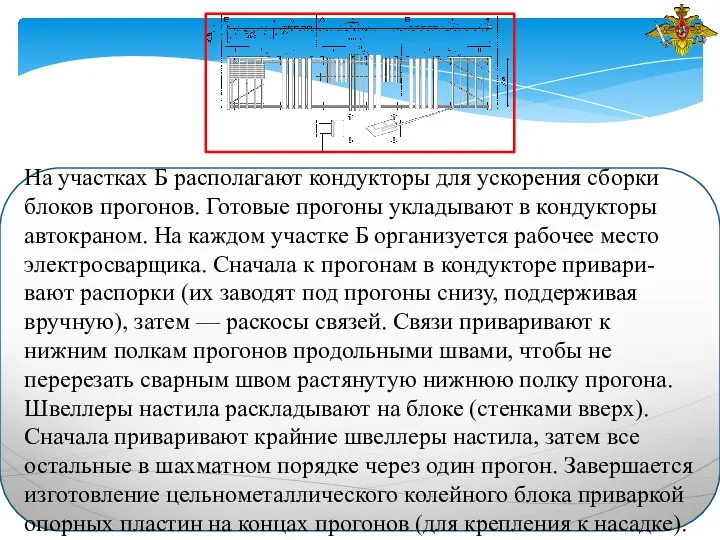
- 67. На участках Б располагают кондукторы для ускорения сборки блоков прогонов. Готовые прогоны укладывают в кондукторы автокраном.
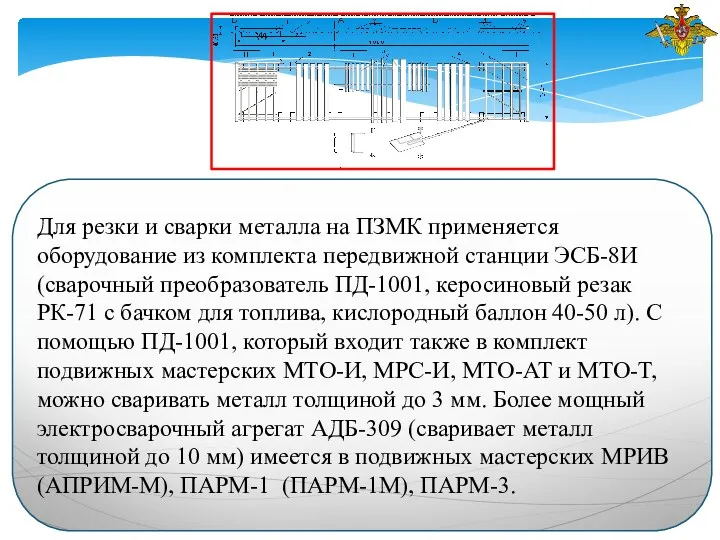
- 68. Для резки и сварки металла на ПЗМК применяется оборудование из комплекта передвижной станции ЭСБ-8И (сварочный преобразователь
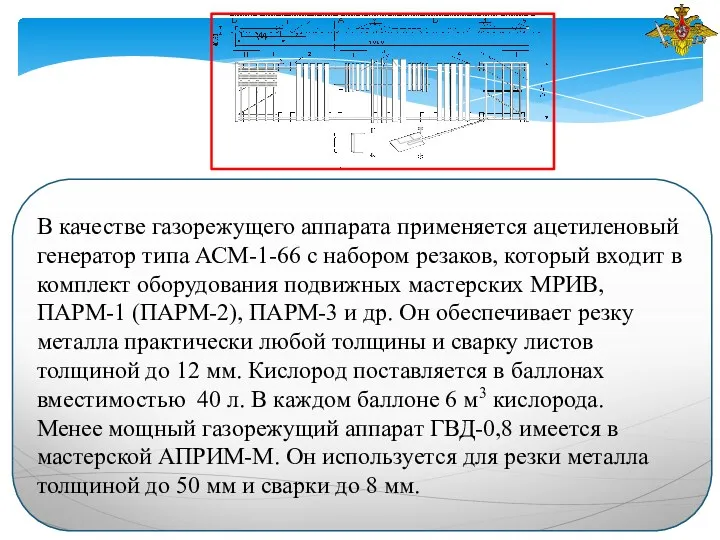
- 69. В качестве газорежущего аппарата применяется ацетиленовый генератор типа АСМ-1-66 с набором резаков, который входит в комплект
- 70. На сварку цельнометаллического колейного блока из пяти прогонов расчетом из 4 человек требуется 3 ч, на
- 71. 3-й учебный вопрос. Подвоз мостовых конструкций низководного моста.
- 72. По окончании заготовки конструкций на строящийся мост ПЗМК не сразу начинают перемещение к новому объекту строительства.
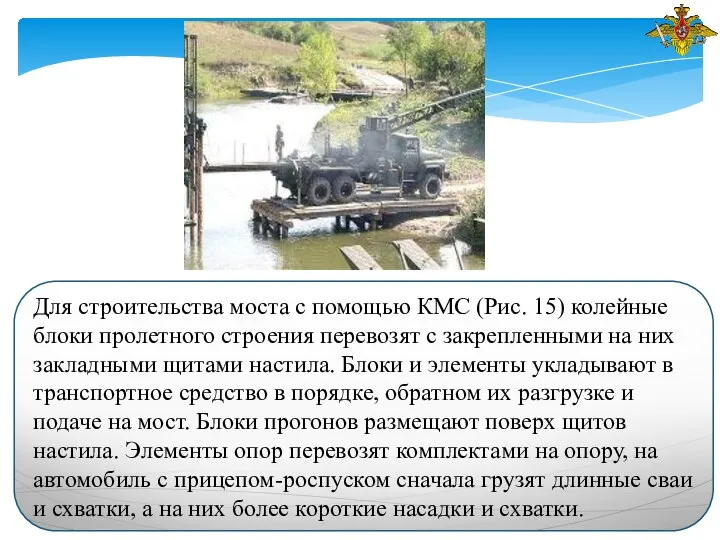
- 73. Для строительства моста с помощью КМС (Рис. 15) колейные блоки пролетного строения перевозят с закрепленными на
- 74. Для строительства моста с помощью КМС (Рис. 15) колейные блоки пролетного строения перевозят с закрепленными на
- 75. На строительство моста с помощью УСМ (Рис.16) элементы отгружают комплектами на пролет, укладывая сначала настил, затем
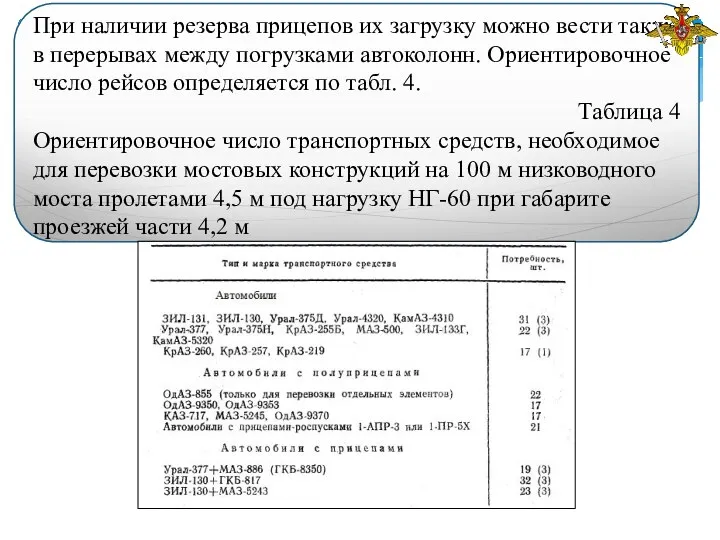
- 76. При наличии резерва прицепов их загрузку можно вести также в перерывах между погрузками автоколонн. Ориентировочное число
- 77. Примечания: 1. В скобках указано число прицепов-роспусков для перевозки длинных свай и схваток. 2. Число прицепов
- 78. Более точно потребность в автомобилях и прицепах устанавливают расчетом или с помощью приведенных в руководствах таблиц,
- 80. Скачать презентацию
1-й учебный вопрос.
Общие положения по организации строительства низководных мостов.
1-й учебный вопрос.
Общие положения по организации строительства низководных мостов.
Сооружение моста требует проведения целого комплекса различных по технологии работ, которые
Исполнительные работы выполняются непосредственно на водной преграде и включают:
-разбивку оси моста
-разбивку оси моста
Работы подготовительного периода наиболее трудоемкие, особенно заготовка материалов и изготовление конструкций.
2-й учебный вопрос.
Типовые пункты заготовки мостовых конструкций.
2.1. Заготовка пиломатериалов.
2-й учебный вопрос.
Типовые пункты заготовки мостовых конструкций.
2.1. Заготовка пиломатериалов.
Для строительства моста назначаются районы заготовки мостовых конструкций (РЗМК) и район
РЗМК может располагаться в районе строительства моста, однако не ближе 1-2
РЗМК может располагаться в районе строительства моста, однако не ближе 1-2
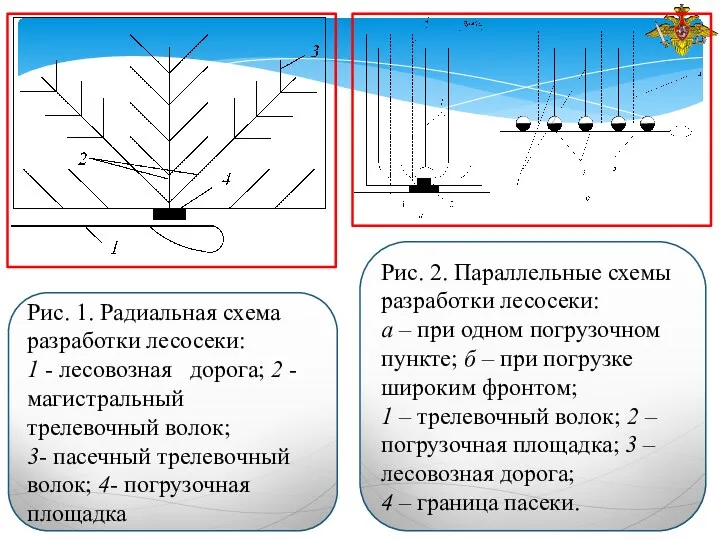
Рис. 1. Радиальная схема разработки лесосеки:
1 - лесовозная дорога; 2 -
Рис. 1. Радиальная схема разработки лесосеки:
1 - лесовозная дорога; 2 -
РЗМК может располагаться в районе строительства моста, однако не ближе 1-2
РЗМК может располагаться в районе строительства моста, однако не ближе 1-2
Подготовка лесосеки ведется расчетами, оснащенными
бензомоторными пилами, трелевочными тракторами или лебедками,
Подготовка лесосеки ведется расчетами, оснащенными
бензомоторными пилами, трелевочными тракторами или лебедками,
Вальщик с пилой работает один или с помощником, имея гидроклин КГМ-1А
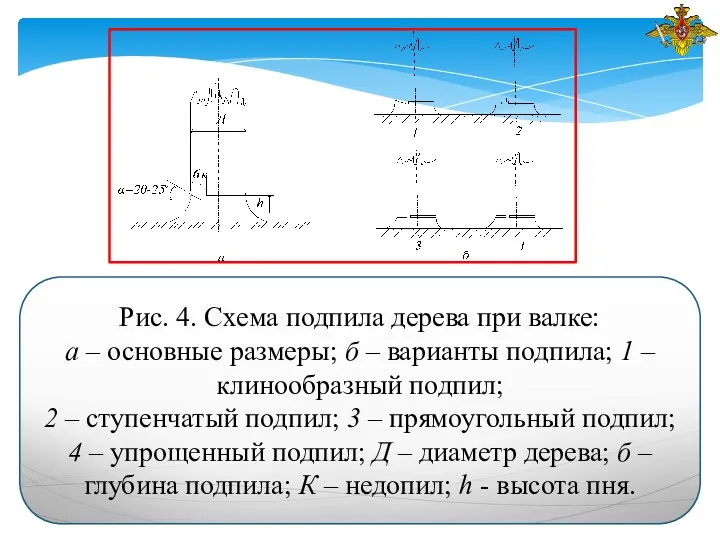
Рис. 4. Схема подпила дерева при валке:
а – основные размеры; б
а – основные размеры; б
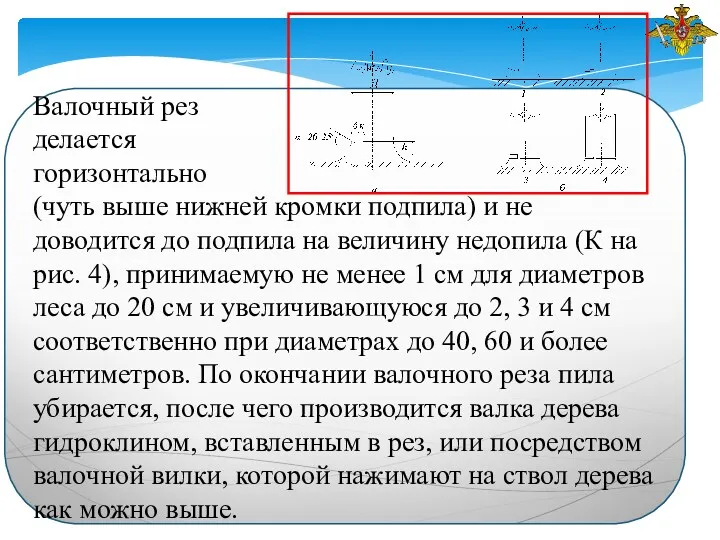
Валочный рез
делается
горизонтально
(чуть выше нижней кромки подпила) и не
делается
горизонтально
(чуть выше нижней кромки подпила) и не
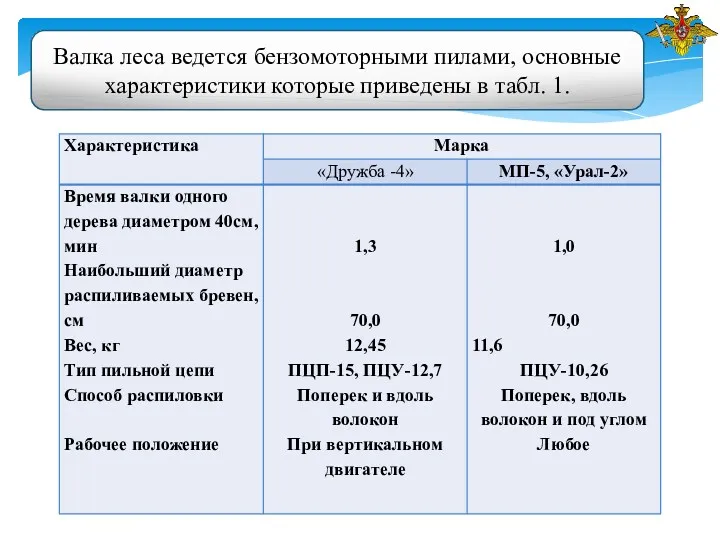
Валка леса ведется бензомоторными пилами, основные характеристики которые приведены в табл.
Валка леса ведется бензомоторными пилами, основные характеристики которые приведены в табл.
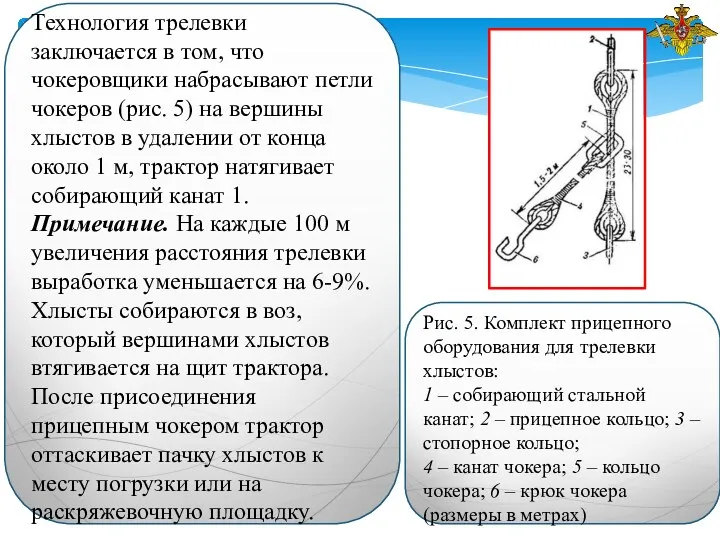
Технология трелевки заключается в том, что чокеровщики набрасывают петли чокеров (рис.
Технология трелевки заключается в том, что чокеровщики набрасывают петли чокеров (рис.
Обрубка сучьев обычно ведется на лесосеке при безопасном удалении от участка
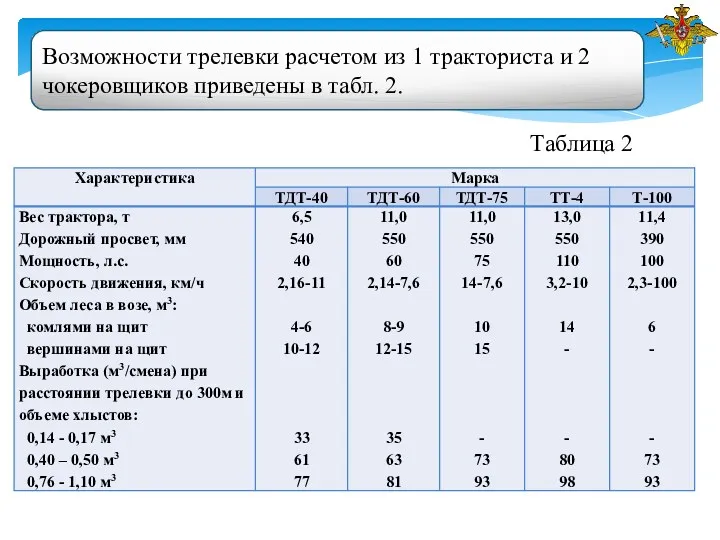
Возможности трелевки расчетом из 1 тракториста и 2 чокеровщиков приведены в
Возможности трелевки расчетом из 1 тракториста и 2 чокеровщиков приведены в
Блоки и отдельные элементы конструкций низководных мостов изготовляются на ПЗМК силами
Блоки и отдельные элементы конструкций низководных мостов изготовляются на ПЗМК силами
Ротный ПЗМК развертывается силами заготовительной роты для изготовления блочных конструкций
Ротный ПЗМК развертывается силами заготовительной роты для изготовления блочных конструкций
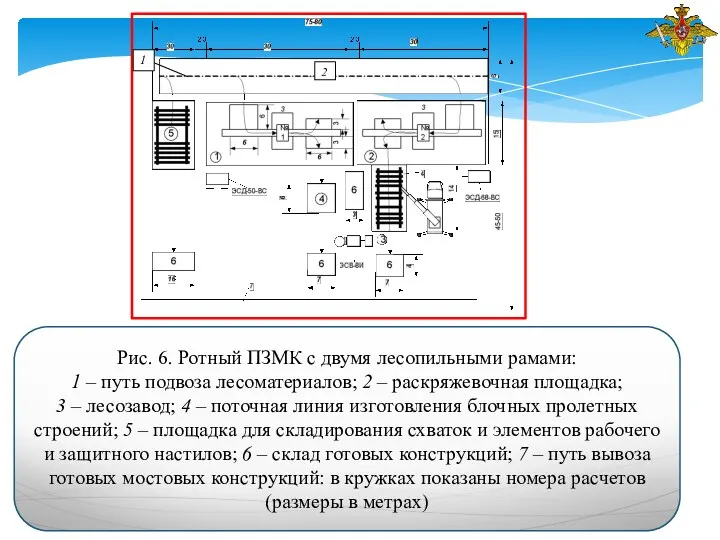
Рис. 6. Ротный ПЗМК с двумя лесопильными рамами:
1 – путь подвоза
Рис. 6. Ротный ПЗМК с двумя лесопильными рамами:
1 – путь подвоза
В его состав включают две лесопильные рамы ЛВР для распиловки бревен
В его состав включают две лесопильные рамы ЛВР для распиловки бревен

Электростанция ЭСД-50ВС
Электростанция ЭСД-50ВС

Рис. 8. Электростанция ЭСБ-4ИД
Рис. 8. Электростанция ЭСБ-4ИД
Для типового ротного ПЗМК требуется не менее
двух взводов личного состава
Для типового ротного ПЗМК требуется не менее
двух взводов личного состава
Блочные конструкции деревянных низководных мостов изготавливают из пиломатериала (за исключением свай
Блочные конструкции деревянных низководных мостов изготавливают из пиломатериала (за исключением свай
Раскряжевка хлыстов ведется расчетом из 3 человек, оснащенных мотопилой, вагами, метрами
Раскряжевка хлыстов ведется расчетом из 3 человек, оснащенных мотопилой, вагами, метрами

Рис. 9. Лесопильная рама ЛРВ.
Рис. 9. Лесопильная рама ЛРВ.
При развертывании ПЗМК по типовой схеме (рис.6) лесопильная рама № 2
При развертывании ПЗМК по типовой схеме (рис.6) лесопильная рама № 2
Батальонные ПЗМК могут иметь в своем составе полевые лесозаводы с 3—4
Батальонные ПЗМК могут иметь в своем составе полевые лесозаводы с 3—4
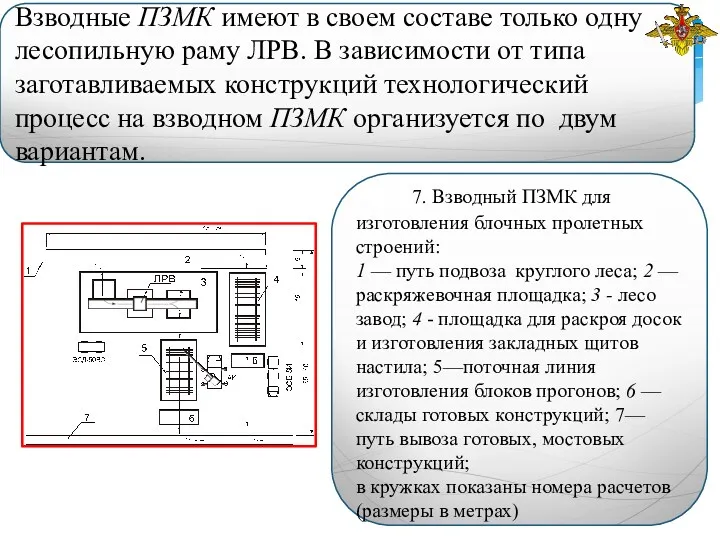
Взводные ПЗМК имеют в своем составе только одну лесопильную раму ЛРВ.
Взводные ПЗМК имеют в своем составе только одну лесопильную раму ЛРВ.
1. При изготовлении блочных конструкций (схема ПЗМК показана на рис. 11)
1. При изготовлении блочных конструкций (схема ПЗМК показана на рис. 11)
2. При изготовлении конструкций моста отдельными элементами лесопильная рама освобождается от
2. При изготовлении конструкций моста отдельными элементами лесопильная рама освобождается от
При изготовлении блоков сложных прогонов темпы значительно снижаются. Темпы изготовления блочных
При изготовлении блоков сложных прогонов темпы значительно снижаются. Темпы изготовления блочных
Определяя время, требуемое для изготовления конструкций на мост, необходимо учитывать также
Определяя время, требуемое для изготовления конструкций на мост, необходимо учитывать также
На схеме развертывания полевого лесозавода (рис. 6) показана расстановка номеров расчета.
На схеме развертывания полевого лесозавода (рис. 6) показана расстановка номеров расчета.
Управляет работой пилорамы механик-пильщик (командир лесопильного отделения). Он же с помощником
Управляет работой пилорамы механик-пильщик (командир лесопильного отделения). Он же с помощником
При развертывании лесопильной рамы следует обращать внимание на ровность узкоколейного пути,
При развертывании лесопильной рамы следует обращать внимание на ровность узкоколейного пути,
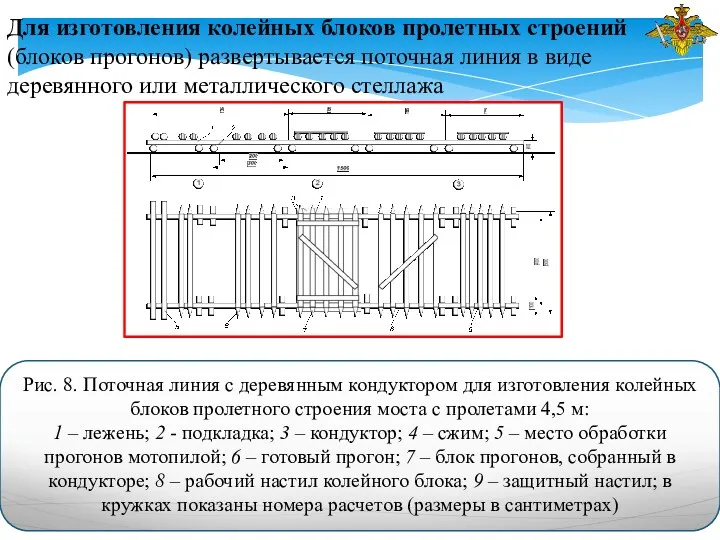
Рис. 8. Поточная линия с деревянным кондуктором для изготовления колейных блоков
Для (блоков прогонов)
развертывается поточная линия
в виде деревянного или метал-
лического стеллажа
Для (блоков прогонов)
развертывается поточная линия
в виде деревянного или метал-
лического стеллажа

Здесь расчет из двух человек с мото- или электропилой (2 шт.)
Здесь расчет из двух человек с мото- или электропилой (2 шт.)
На участке Б расчет из трех человек формирует блок прогонов, К
На участке Б расчет из трех человек формирует блок прогонов, К
Полученный блок прогонов автокраном кантуют на 180° и укладывают на участок
Полученный блок прогонов автокраном кантуют на 180° и укладывают на участок
На участки В и Г назначают расчеты по 5 человек с
На участки В и Г назначают расчеты по 5 человек с
При изготовлении конструкций
из блоков простых (сложных)
прогонов и щитов проезжей
При изготовлении конструкций
из блоков простых (сложных)
прогонов и щитов проезжей
При изготовлении конструкций
из блоков простых (сложных)
прогонов и щитов проезжей
При изготовлении конструкций
из блоков простых (сложных)
прогонов и щитов проезжей
На изготовление колейного блока пролетного строения расчетом из 10 человек с
На изготовление колейного блока пролетного строения расчетом из 10 человек с
Топор является основным инструментом плотника-мостовика. Им отесывают бревна на один, два
Топор является основным инструментом плотника-мостовика. Им отесывают бревна на один, два
Двухручными поперечными пилами ведут поперечную распиловку бревен, брусьев, досок. Полотно пилы
Двухручными поперечными пилами ведут поперечную распиловку бревен, брусьев, досок. Полотно пилы
При изготовлении прогонов бревна отесывают топором на один кант. Бревно укладывают
При изготовлении прогонов бревна отесывают топором на один кант. Бревно укладывают
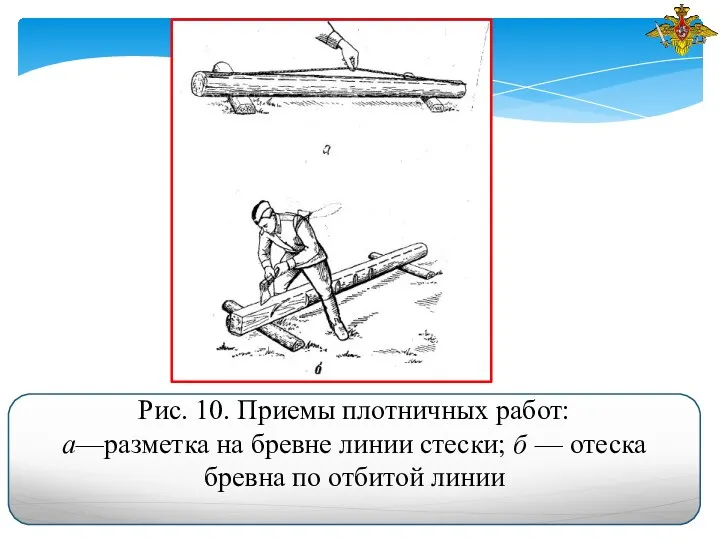
Рис. 10. Приемы плотничных работ:
а—разметка на бревне линии стески; б —
Рис. 10. Приемы плотничных работ:
а—разметка на бревне линии стески; б —
После отески верхней грани бревна топором подтесывают его концы снизу и
После отески верхней грани бревна топором подтесывают его концы снизу и
Изготовление прогонов вручную ведут расчетом из 6 человек: из них трое
Изготовление прогонов вручную ведут расчетом из 6 человек: из них трое
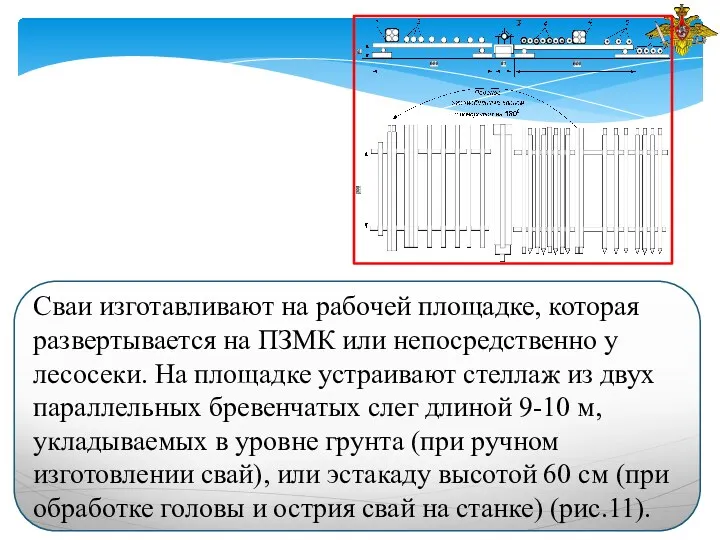
Сваи изготавливают на рабочей площадке, которая развертывается на ПЗМК или непосредственно
Сваи изготавливают на рабочей площадке, которая развертывается на ПЗМК или непосредственно
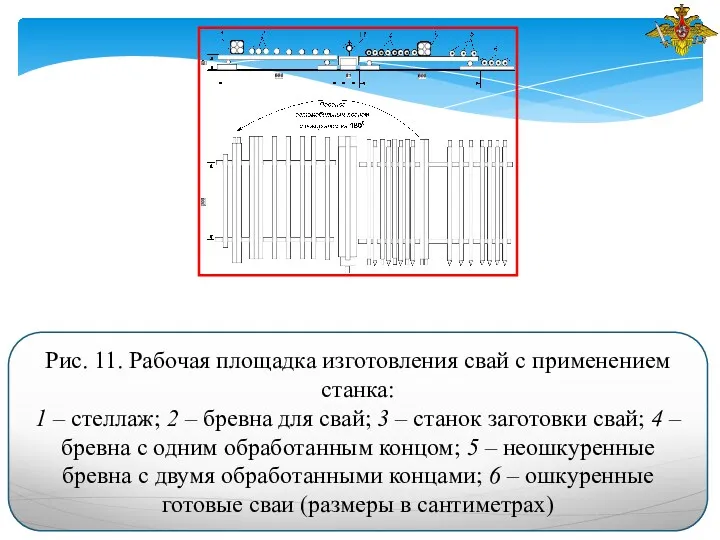
Рис. 11. Рабочая площадка изготовления свай с применением станка:
1 – стеллаж;
Рис. 11. Рабочая площадка изготовления свай с применением станка:
1 – стеллаж;
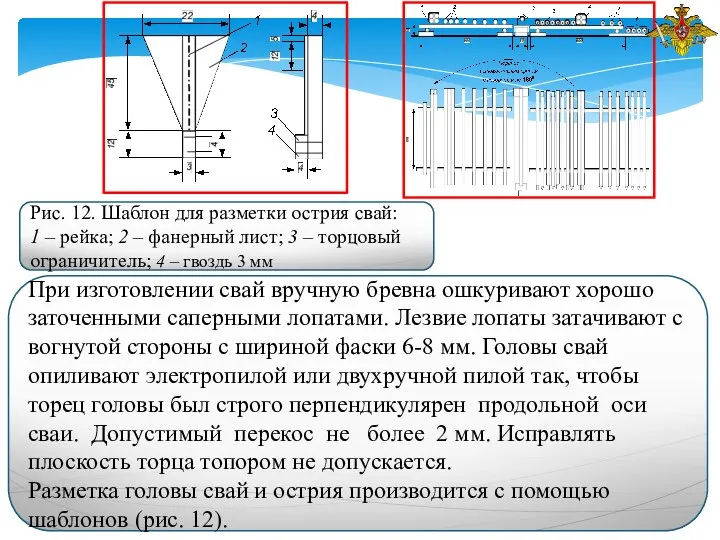
При изготовлении свай вручную бревна ошкуривают хорошо заточенными саперными лопатами. Лезвие
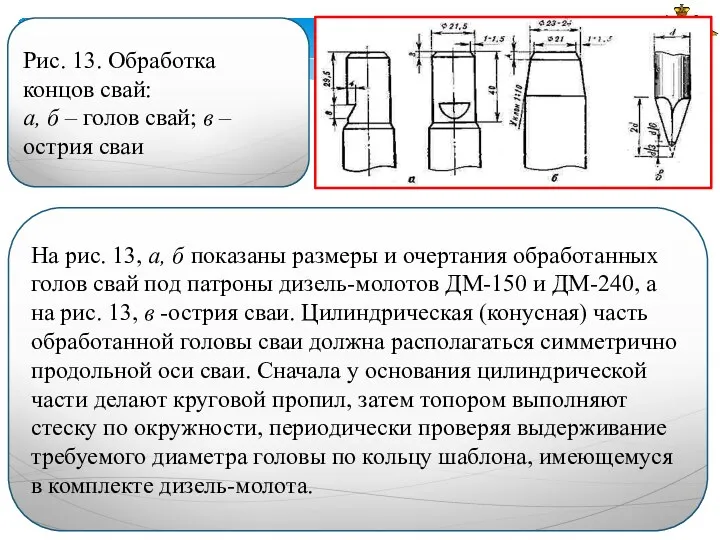
На рис. 13, а, б показаны размеры и очертания обработанных голов
На рис. 13, а, б показаны размеры и очертания обработанных голов
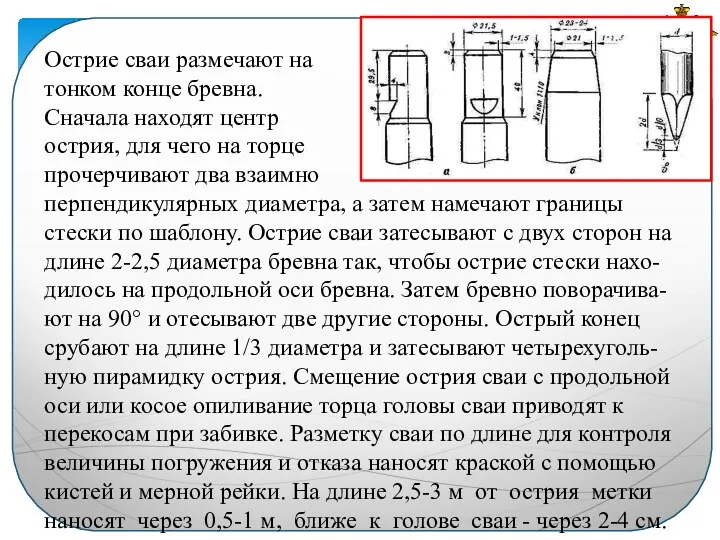
Острие сваи размечают на
тонком конце бревна.
Сначала находят центр
острия, для
тонком конце бревна.
Сначала находят центр
острия, для
На изготовление свай вручную обычно выделяют расчет из 7 человек с
Механизация трудоемкого процесса изготовления свай, сокращение численности расчета, значительное повышение производительности
Насадки (лежни) опор изготавливают на тех же поточных линиях, что и
Элементы рамных опор (стойки рам, насадки, лежни) изготавливают на ПЗМК и
Сборку опоры ведут последовательно, укладывая на слеги насадку, лежень, стойки. Стойки
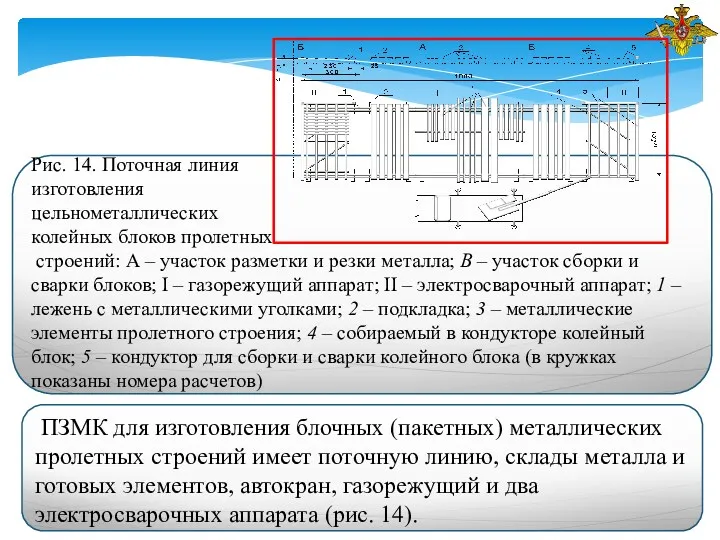
Рис. 14. Поточная линия
изготовления
цельнометаллических
колейных блоков пролетных
строений: А
изготовления
цельнометаллических
колейных блоков пролетных
строений: А
Работы по изготовлению конструкций включают сортировку и отбраковку металла на складе
Работы по изготовлению конструкций включают сортировку и отбраковку металла на складе
На участках Б располагают кондукторы для ускорения сборки блоков прогонов. Готовые
На участках Б располагают кондукторы для ускорения сборки блоков прогонов. Готовые
Для резки и сварки металла на ПЗМК применяется оборудование из комплекта
Для резки и сварки металла на ПЗМК применяется оборудование из комплекта
В качестве газорежущего аппарата применяется ацетиленовый генератор типа АСМ-1-66 с набором
В качестве газорежущего аппарата применяется ацетиленовый генератор типа АСМ-1-66 с набором
На сварку цельнометаллического колейного блока из пяти прогонов расчетом из 4
На сварку цельнометаллического колейного блока из пяти прогонов расчетом из 4
3-й учебный вопрос.
Подвоз мостовых конструкций низководного моста.
3-й учебный вопрос.
Подвоз мостовых конструкций низководного моста.
По окончании заготовки конструкций на строящийся мост ПЗМК не сразу начинают
По окончании заготовки конструкций на строящийся мост ПЗМК не сразу начинают

Для строительства моста с помощью КМС (Рис. 15) колейные блоки пролетного
Для строительства моста с помощью КМС (Рис. 15) колейные блоки пролетного
Для строительства моста с помощью КМС (Рис. 15) колейные блоки пролетного
Для строительства моста с помощью КМС (Рис. 15) колейные блоки пролетного
На строительство моста с помощью УСМ (Рис.16) элементы отгружают комплектами на
При наличии резерва прицепов их загрузку можно вести также в перерывах
Примечания:
1. В скобках указано число прицепов-роспусков для перевозки длинных свай и схваток.
2. Число прицепов
Примечания:
1. В скобках указано число прицепов-роспусков для перевозки длинных свай и схваток.
2. Число прицепов
Более точно потребность в автомобилях и прицепах устанавливают расчетом или с
Более точно потребность в автомобилях и прицепах устанавливают расчетом или с
 Балалардағы созылмалы бронхит
Балалардағы созылмалы бронхит презентация Трудный звук - ты мой друг
презентация Трудный звук - ты мой друг Қан тамырлар, жүрек
Қан тамырлар, жүрек Поисково-спасательный отряд Спасатель на территории Кузбасса
Поисково-спасательный отряд Спасатель на территории Кузбасса Кого направить к кардиологу
Кого направить к кардиологу Монстры на дне океана.
Монстры на дне океана. Второстепенный член предложения обстоятельство. Виды обстоятельств
Второстепенный член предложения обстоятельство. Виды обстоятельств Жанры изобразительного искусства
Жанры изобразительного искусства БукваА
БукваА аттестация
аттестация Шизофрения
Шизофрения Презентация Елочная игрушка -Ежик
Презентация Елочная игрушка -Ежик Утепление дверей и окон
Утепление дверей и окон Методика обучения ходьбе на лыжах детей дошкольного возраста
Методика обучения ходьбе на лыжах детей дошкольного возраста Классный час, посвящённый памяти В. Высоцкого.
Классный час, посвящённый памяти В. Высоцкого. Компьютерная презентация классного часа, посвящённого 350-летию вхождения Бурятии в состав России
Компьютерная презентация классного часа, посвящённого 350-летию вхождения Бурятии в состав России аб на 17.04
аб на 17.04 Учебно-методическое пособие Какая фигура следующая. Диск
Учебно-методическое пособие Какая фигура следующая. Диск Евангелие от Марка 10:46-52
Евангелие от Марка 10:46-52 Курс Теория механизмов и машин
Курс Теория механизмов и машин Порядок применения налоговой социальной льготы
Порядок применения налоговой социальной льготы Истоки родного искусства
Истоки родного искусства Роль биологии в формировании естественнонаучной картины мира и практической деятельности людей
Роль биологии в формировании естественнонаучной картины мира и практической деятельности людей Первичная профсоюзная организация студентов Ульяновского государственного технического университета
Первичная профсоюзная организация студентов Ульяновского государственного технического университета Объемы тел вращения
Объемы тел вращения Plus-que – parfait
Plus-que – parfait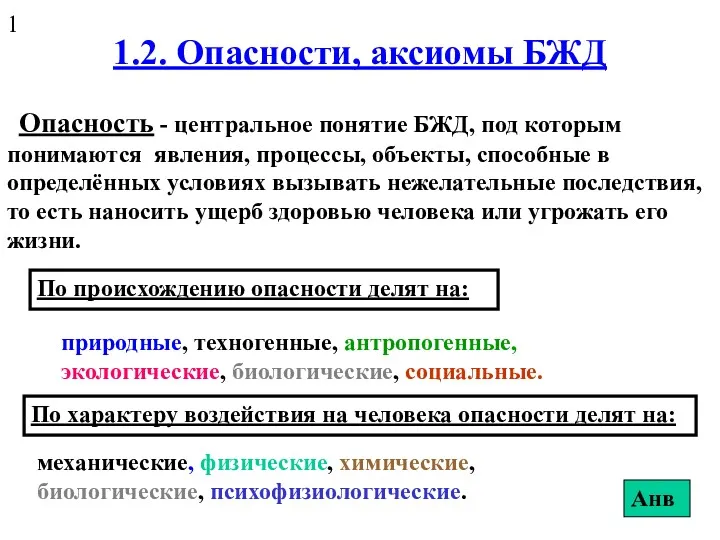 2. Опасности, аксиомы БЖД
2. Опасности, аксиомы БЖД формирование вокально-хоровых навыков у дошкольников
формирование вокально-хоровых навыков у дошкольников