- Точность обработки

Содержание
- 2. 17.12.2018 Лекция 2 Коккарева Е.С. Содержание 1. Основные понятия в области точности обработки 2. Статистические методы
- 3. ОСНОВНЫЕ ПОНЯТИЯ В ОБЛАСТИ ТОЧНОСТИ ОБРАБОТКИ 17.12.2018 Лекция 2 Коккарева Е.С.
- 4. 17.12.2018 Лекция 2 Коккарева Е.С. Определение точности обработки Под точностью обработки в машиностроении понимается степень приближения
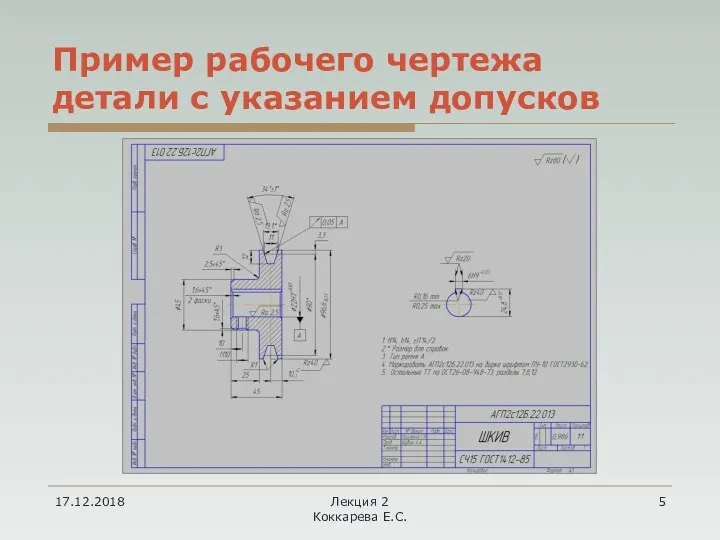
- 5. 17.12.2018 Лекция 2 Коккарева Е.С. Пример рабочего чертежа детали с указанием допусков
- 6. 17.12.2018 Лекция 2 Коккарева Е.С. Сопоставление поля допуска параметра точности с полем рассеяния Xн – номинальное
- 7. 17.12.2018 Лекция 2 Коккарева Е.С. Погрешность обработки ( ) в абсолютном выражении
- 8. 17.12.2018 Лекция 2 Коккарева Е.С. Погрешность обработки имеет систематические и случайную составляющие систематические составляющие изменяются по
- 9. 17.12.2018 Лекция 2 Коккарева Е.С. Основные систематические погрешности механической обработки εуст - погрешность установки заготовки; Δнастр
- 10. 17.12.2018 Лекция 2 Коккарева Е.С. Методы достижения точности Заданной точности обработки можно достигнуть методом пробных проходов;
- 11. 17.12.2018 Лекция 2 Коккарева Е.С. Метод пробных проходов
- 12. 17.12.2018 Лекция 2 Коккарева Е.С. Метод пробных проходов
- 13. 17.12.2018 Лекция 2 Коккарева Е.С. Метод пробных проходов
- 14. 17.12.2018 Лекция 2 Коккарева Е.С. Метод пробных проходов
- 15. 17.12.2018 Лекция 2 Коккарева Е.С. Метод пробных проходов
- 16. 17.12.2018 Лекция 2 Коккарева Е.С. Метод пробных проходов
- 17. 17.12.2018 Лекция 2 Коккарева Е.С. Метод пробных проходов
- 18. 17.12.2018 Лекция 2 Коккарева Е.С. Метод пробных проходов
- 19. 17.12.2018 Лекция 2 Коккарева Е.С. Метод пробных проходов
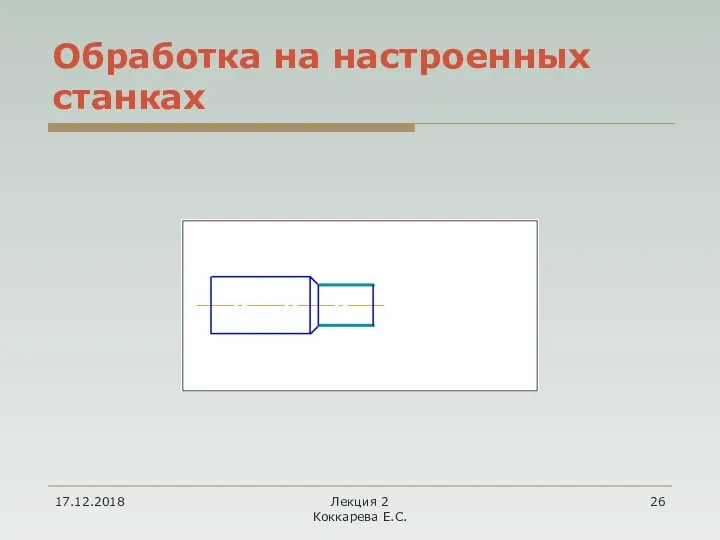
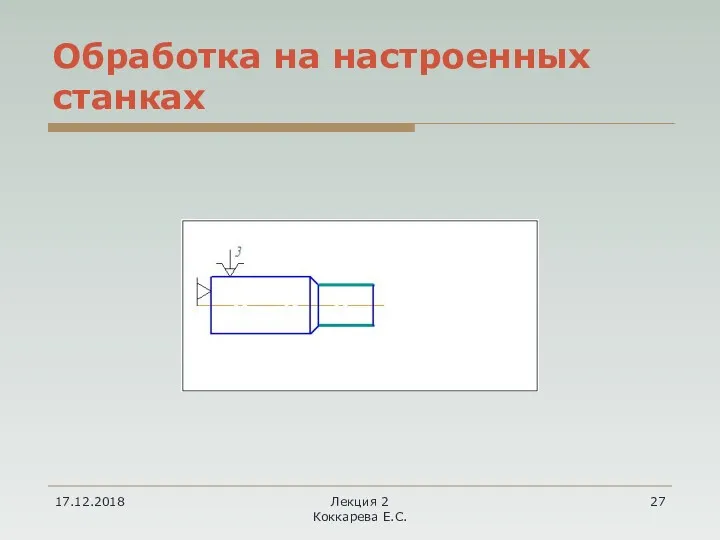
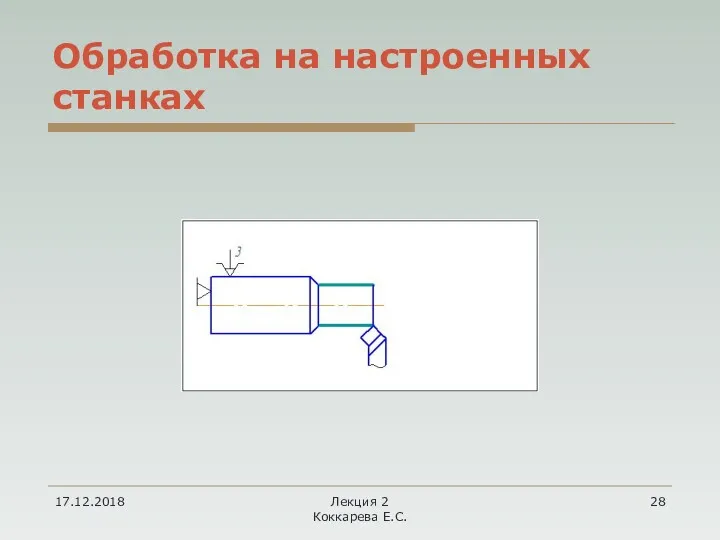
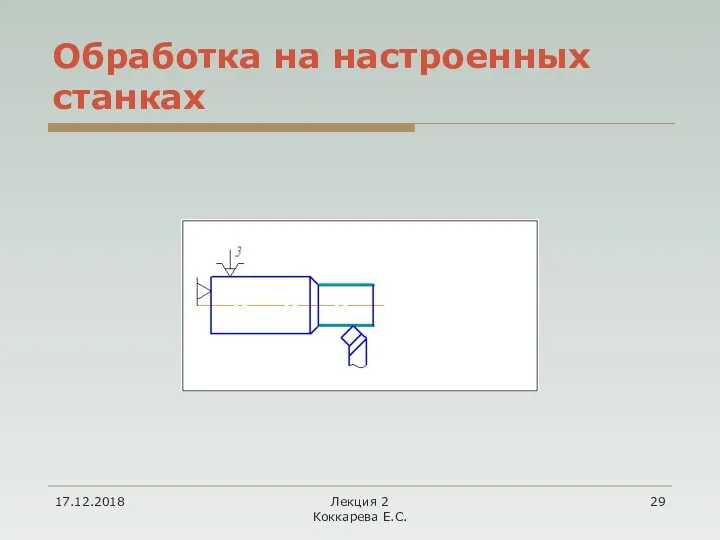
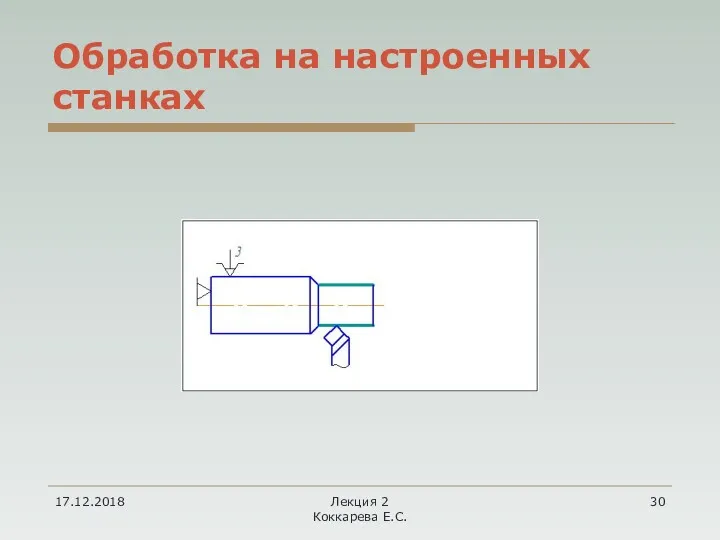
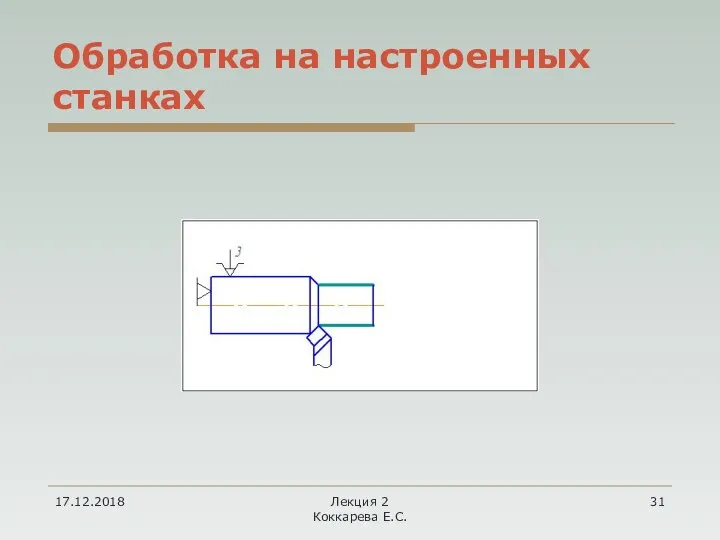
- 20. 17.12.2018 Лекция 2 Коккарева Е.С. Обработка на настроенных станках Настройка одним из трех способов: методом пробных
- 21. 17.12.2018 Лекция 2 Коккарева Е.С. Обработка на настроенных станках
- 22. 17.12.2018 Лекция 2 Коккарева Е.С. Обработка на настроенных станках
- 23. 17.12.2018 Лекция 2 Коккарева Е.С. Обработка на настроенных станках
- 24. 17.12.2018 Лекция 2 Коккарева Е.С. Обработка на настроенных станках
- 25. 17.12.2018 Лекция 2 Коккарева Е.С. Обработка на настроенных станках
- 26. 17.12.2018 Лекция 2 Коккарева Е.С. Обработка на настроенных станках
- 27. 17.12.2018 Лекция 2 Коккарева Е.С. Обработка на настроенных станках
- 28. 17.12.2018 Лекция 2 Коккарева Е.С. Обработка на настроенных станках
- 29. 17.12.2018 Лекция 2 Коккарева Е.С. Обработка на настроенных станках
- 30. 17.12.2018 Лекция 2 Коккарева Е.С. Обработка на настроенных станках
- 31. 17.12.2018 Лекция 2 Коккарева Е.С. Обработка на настроенных станках
- 32. СТАТИСТИЧЕСКИЕ МЕТОДЫ ОЦЕНКИ ТОЧНОСТИ ОБРАБОТКИ 17.12.2018 Лекция 2 Коккарева Е.С.
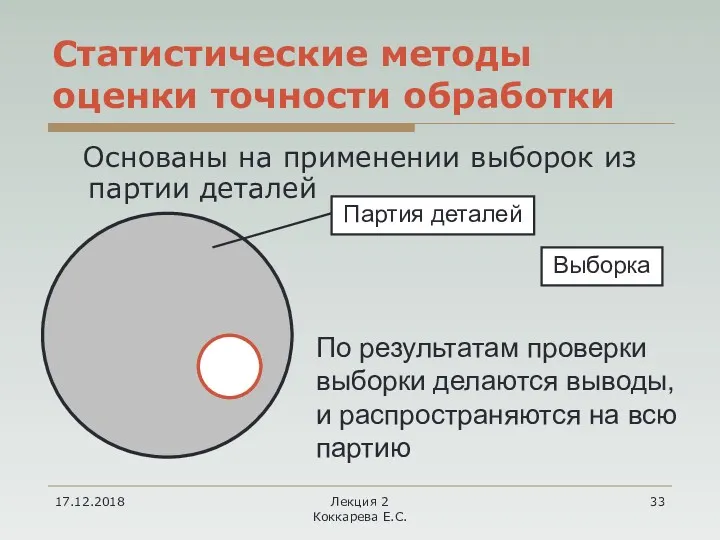
- 33. 17.12.2018 Лекция 2 Коккарева Е.С. Партия деталей Статистические методы оценки точности обработки Основаны на применении выборок
- 34. 17.12.2018 Лекция 2 Коккарева Е.С. Объем выборки: 50…250 – позволяет определить закон распределения 15…30 – позволяет
- 35. 17.12.2018 Лекция 2 Коккарева Е.С. Закон распределения размеров обработанных заготовок Экспериментально установлено, что размеры обработанных заготовок
- 36. 17.12.2018 Лекция 2 Коккарева Е.С. Свойства нормального закона распределения Нормальный закон распределения имеет параметры: m(x) –
- 37. 17.12.2018 Лекция 2 Коккарева Е.С. Статистические оценки параметров нормального закона распределения На практике вместо параметров нормального
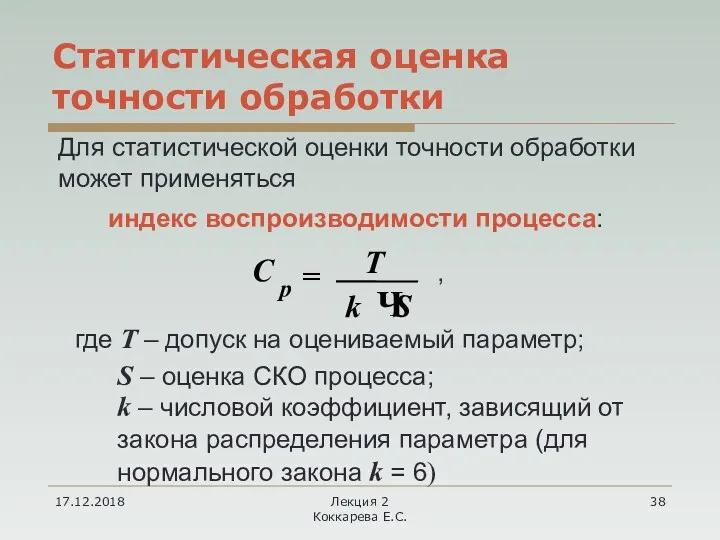
- 38. 17.12.2018 Лекция 2 Коккарева Е.С. Статистическая оценка точности обработки Для статистической оценки точности обработки может применяться
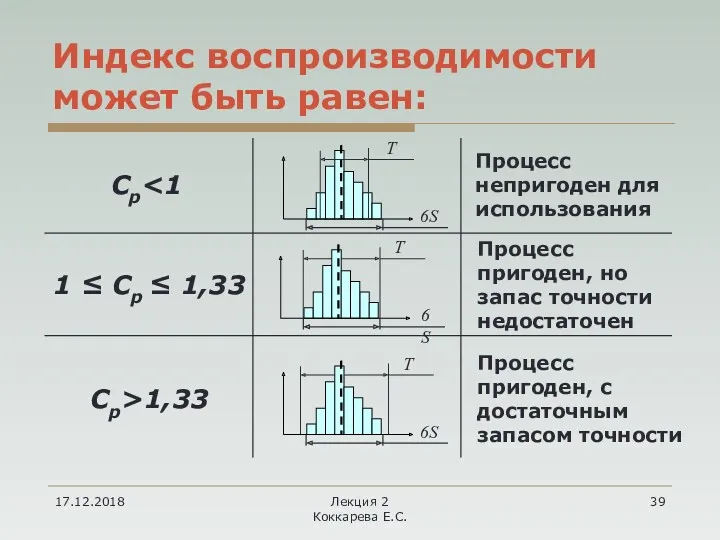
- 39. 17.12.2018 Лекция 2 Коккарева Е.С. Индекс воспроизводимости может быть равен: Cp>1,33 Процесс пригоден, с достаточным запасом
- 40. АНАЛИТИЧЕСКИЙ МЕТОД ОЦЕНКИ ТОЧНОСТИ ОБРАБОТКИ 17.12.2018 Лекция 2 Коккарева Е.С.
- 41. 17.12.2018 Лекция 2 Коккарева Е.С. Аналитический метод оценки точности обработки Аналитический метод расчета суммарной погрешности обработки
- 42. 17.12.2018 Лекция 2 Коккарева Е.С. Расчет суммарной погрешности обработки проводится по следующей формуле: где Δi –
- 43. 17.12.2018 Лекция 2 Коккарева Е.С. В качестве частных погрешностей Δi принимаются: εуст – погрешность установки заготовки;
- 44. 17.12.2018 Лекция 2 Коккарева Е.С. для нормального закона распределения λ= (εуст , Δнастр , Δу );
- 45. 17.12.2018 Лекция 2 Коккарева Е.С. Коэффициент риска может принимать следующие значения: Cp=1 tp = 3 Cp=0,67
- 46. 17.12.2018 Лекция 2 Коккарева Е.С. Подставляем в исходную формулу обозначения погрешностей и значения коэффициентов: 3 +
- 47. 17.12.2018 Лекция 2 Коккарева Е.С. Расчетные формулы: для диаметральных размеров: для линейных размеров:
- 48. 17.12.2018 Лекция 2 Коккарева Е.С. Проверка возможности обработки без брака T Ј Δ Σ , где
- 49. ПОГРЕШНОСТЬ НАСТРОЙКИ СТАНКА 17.12.2018 Лекция 2 Коккарева Е.С.
- 50. 17.12.2018 Лекция 2 Коккарева Е.С. Погрешность настройки станка : возникает при обработке партии заготовок после замены
- 51. 17.12.2018 Лекция 2 Коккарева Е.С. Настройка станка по эталонной детали
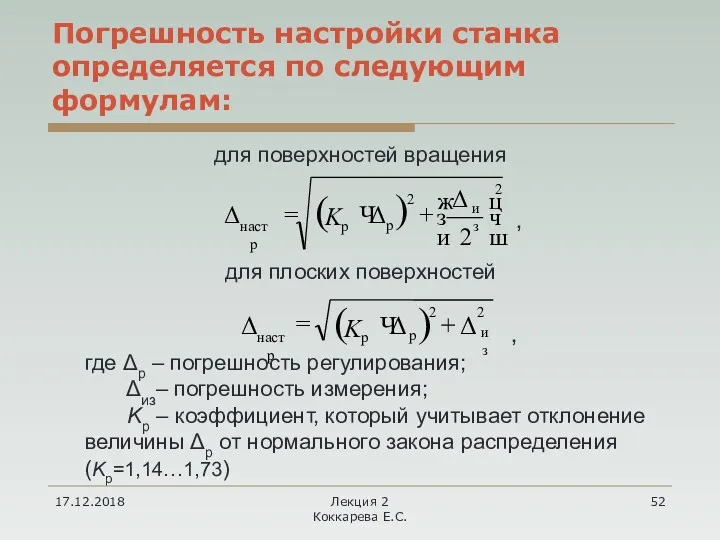
- 52. 17.12.2018 Лекция 2 Коккарева Е.С. Погрешность настройки станка определяется по следующим формулам: для поверхностей вращения для
- 54. Скачать презентацию
17.12.2018
Лекция 2 Коккарева Е.С.
Содержание
1. Основные понятия в области точности обработки
2. Статистические
17.12.2018
Лекция 2 Коккарева Е.С.
Содержание
1. Основные понятия в области точности обработки
2. Статистические
ОСНОВНЫЕ ПОНЯТИЯ В ОБЛАСТИ ТОЧНОСТИ ОБРАБОТКИ
17.12.2018
Лекция 2 Коккарева Е.С.
ОСНОВНЫЕ ПОНЯТИЯ В ОБЛАСТИ ТОЧНОСТИ ОБРАБОТКИ
17.12.2018
Лекция 2 Коккарева Е.С.
17.12.2018
Лекция 2 Коккарева Е.С.
Определение точности обработки
Под точностью обработки в машиностроении
17.12.2018
Лекция 2 Коккарева Е.С.
Определение точности обработки
Под точностью обработки в машиностроении
17.12.2018
Лекция 2 Коккарева Е.С.
Пример рабочего чертежа детали с указанием допусков
17.12.2018
Лекция 2 Коккарева Е.С.
Пример рабочего чертежа детали с указанием допусков
17.12.2018
Лекция 2 Коккарева Е.С.
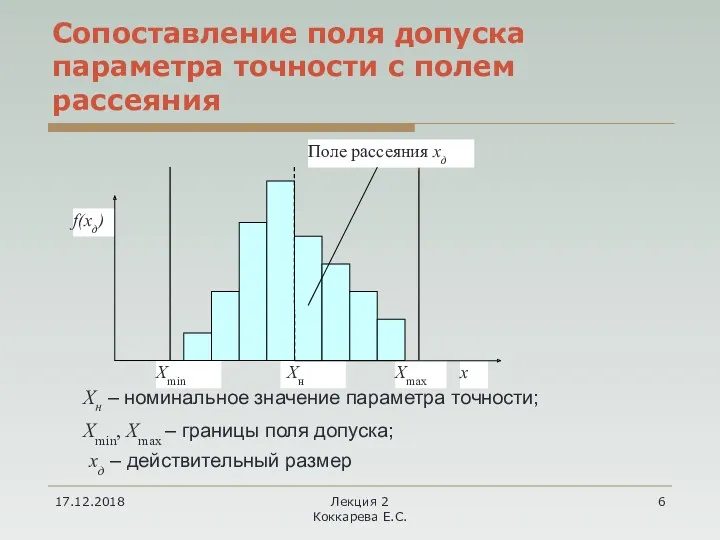
Сопоставление поля допуска параметра точности с полем рассеяния
Xн
17.12.2018
Лекция 2 Коккарева Е.С.
Сопоставление поля допуска параметра точности с полем рассеяния
Xн
17.12.2018
Лекция 2 Коккарева Е.С.
Погрешность обработки ( ) в абсолютном выражении
17.12.2018
Лекция 2 Коккарева Е.С.
Погрешность обработки ( ) в абсолютном выражении
17.12.2018
Лекция 2 Коккарева Е.С.
Погрешность обработки имеет систематические и случайную составляющие
систематические составляющие
17.12.2018
Лекция 2 Коккарева Е.С.
Погрешность обработки имеет систематические и случайную составляющие
систематические составляющие
17.12.2018
Лекция 2 Коккарева Е.С.
Основные систематические погрешности механической обработки
εуст - погрешность установки
17.12.2018
Лекция 2 Коккарева Е.С.
Основные систематические погрешности механической обработки
εуст - погрешность установки
17.12.2018
Лекция 2 Коккарева Е.С.
Методы достижения точности
Заданной точности обработки можно достигнуть
методом пробных
17.12.2018
Лекция 2 Коккарева Е.С.
Методы достижения точности
Заданной точности обработки можно достигнуть
методом пробных
17.12.2018
Лекция 2 Коккарева Е.С.
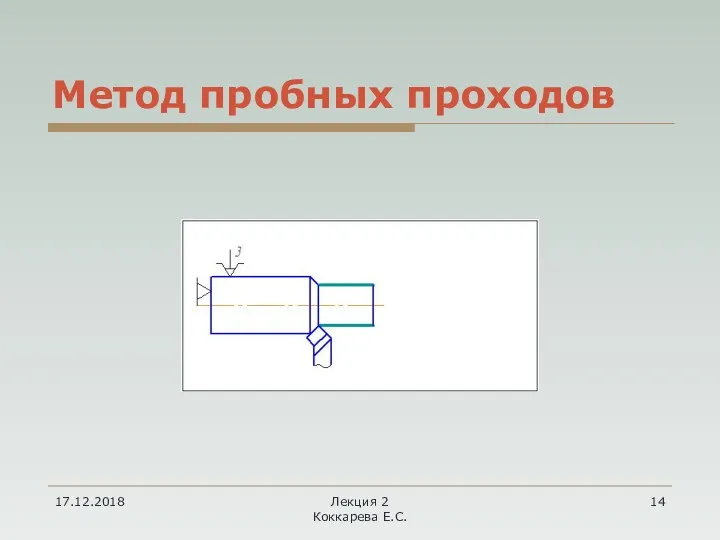
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
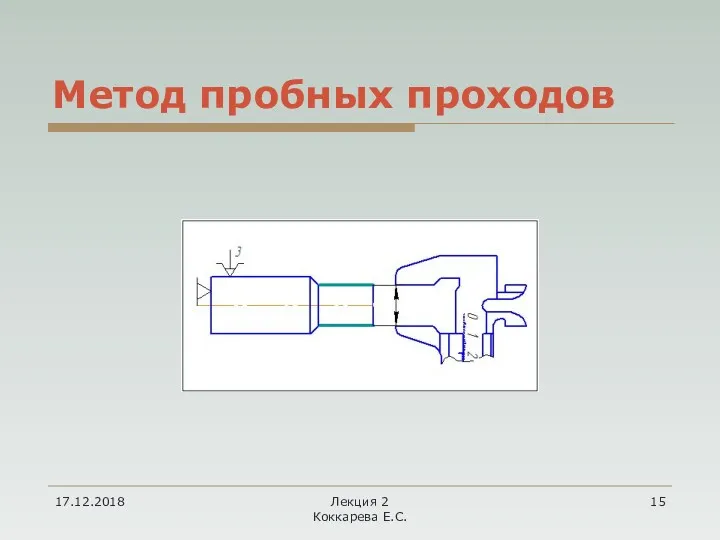
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
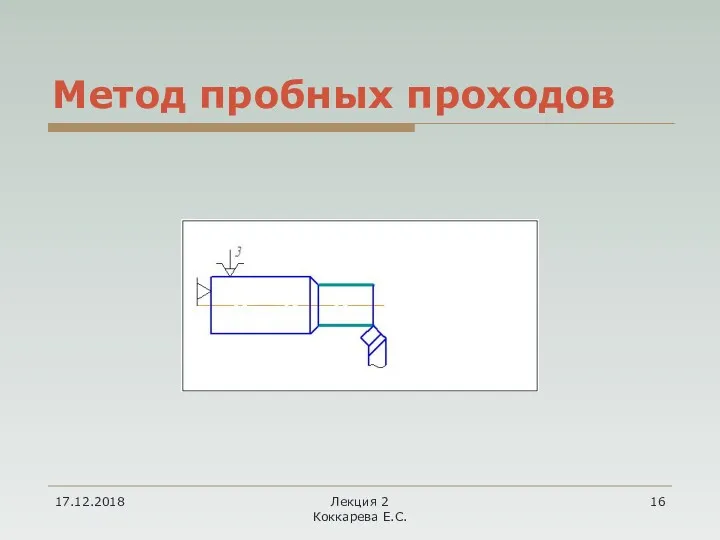
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
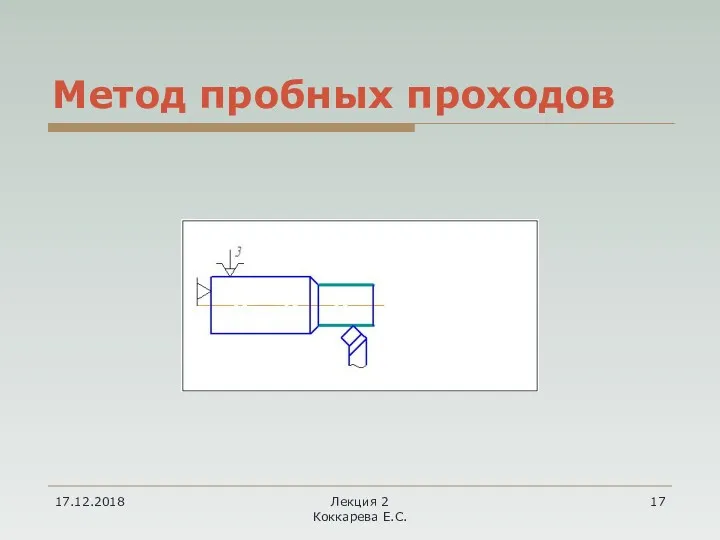
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
Метод пробных проходов
17.12.2018
Лекция 2 Коккарева Е.С.
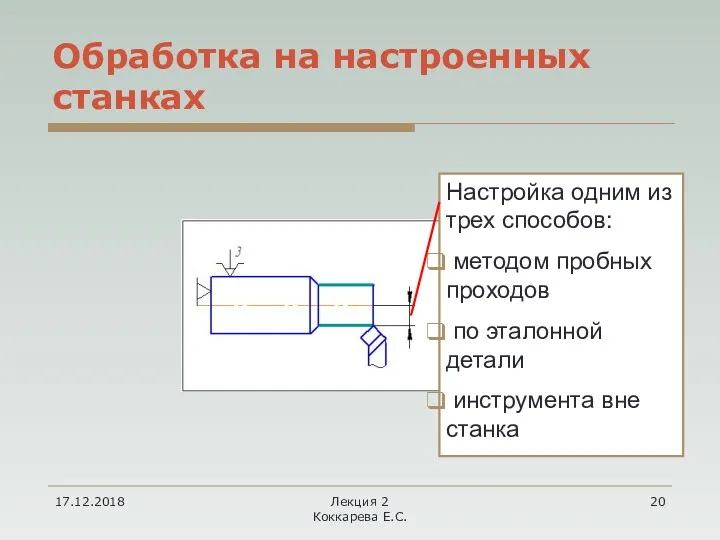
Обработка на настроенных станках
Настройка одним из трех
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
Настройка одним из трех
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
17.12.2018
Лекция 2 Коккарева Е.С.
Обработка на настроенных станках
СТАТИСТИЧЕСКИЕ МЕТОДЫ ОЦЕНКИ ТОЧНОСТИ ОБРАБОТКИ
17.12.2018
Лекция 2 Коккарева Е.С.
СТАТИСТИЧЕСКИЕ МЕТОДЫ ОЦЕНКИ ТОЧНОСТИ ОБРАБОТКИ
17.12.2018
Лекция 2 Коккарева Е.С.
17.12.2018
Лекция 2 Коккарева Е.С.
Партия деталей
Статистические методы оценки точности обработки
Основаны
17.12.2018
Лекция 2 Коккарева Е.С.
Партия деталей
Статистические методы оценки точности обработки
Основаны
17.12.2018
Лекция 2 Коккарева Е.С.
Объем выборки:
50…250 – позволяет определить закон распределения
15…30 –
17.12.2018
Лекция 2 Коккарева Е.С.
Объем выборки:
50…250 – позволяет определить закон распределения
15…30 –
17.12.2018
Лекция 2 Коккарева Е.С.
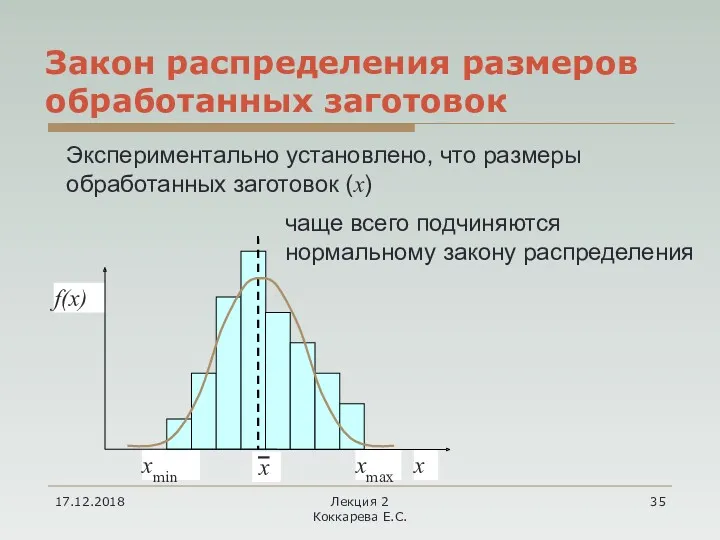
Закон распределения размеров обработанных заготовок
Экспериментально установлено, что размеры
17.12.2018
Лекция 2 Коккарева Е.С.
Закон распределения размеров обработанных заготовок
Экспериментально установлено, что размеры
17.12.2018
Лекция 2 Коккарева Е.С.
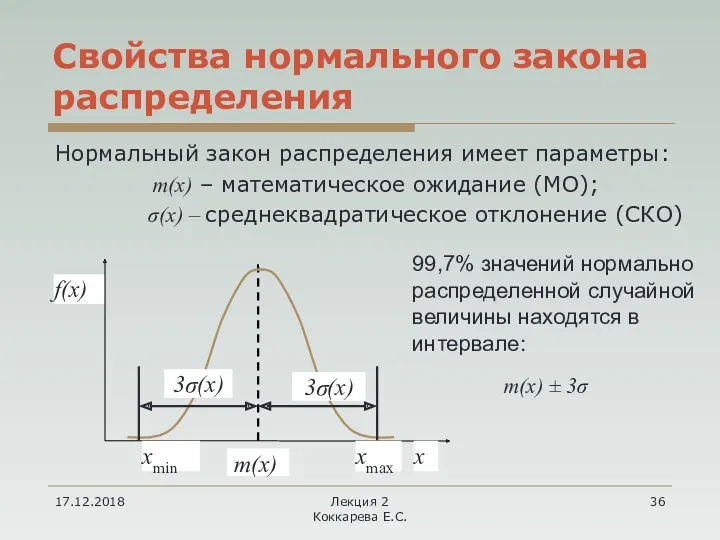
Свойства нормального закона распределения
Нормальный закон распределения имеет параметры:
17.12.2018
Лекция 2 Коккарева Е.С.
Свойства нормального закона распределения
Нормальный закон распределения имеет параметры:
17.12.2018
Лекция 2 Коккарева Е.С.
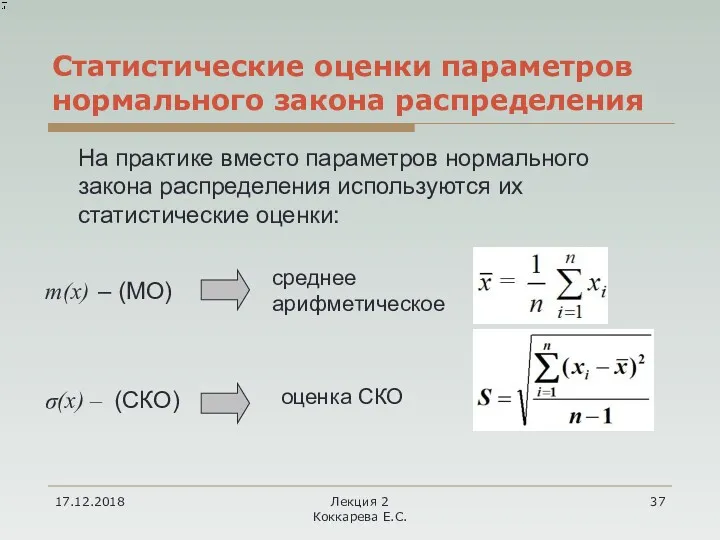
Статистические оценки параметров нормального закона распределения
На практике вместо
17.12.2018
Лекция 2 Коккарева Е.С.
Статистические оценки параметров нормального закона распределения
На практике вместо
17.12.2018
Лекция 2 Коккарева Е.С.
Статистическая оценка точности обработки
Для статистической оценки точности обработки
17.12.2018
Лекция 2 Коккарева Е.С.
Статистическая оценка точности обработки
Для статистической оценки точности обработки
17.12.2018
Лекция 2 Коккарева Е.С.
Индекс воспроизводимости может быть равен:
Cp>1,33
Процесс пригоден, с достаточным
17.12.2018
Лекция 2 Коккарева Е.С.
Индекс воспроизводимости может быть равен:
Cp>1,33
Процесс пригоден, с достаточным
АНАЛИТИЧЕСКИЙ МЕТОД ОЦЕНКИ ТОЧНОСТИ ОБРАБОТКИ
17.12.2018
Лекция 2 Коккарева Е.С.
АНАЛИТИЧЕСКИЙ МЕТОД ОЦЕНКИ ТОЧНОСТИ ОБРАБОТКИ
17.12.2018
Лекция 2 Коккарева Е.С.
17.12.2018
Лекция 2 Коккарева Е.С.
Аналитический метод оценки точности обработки
Аналитический метод расчета суммарной
17.12.2018
Лекция 2 Коккарева Е.С.
Аналитический метод оценки точности обработки
Аналитический метод расчета суммарной
17.12.2018
Лекция 2 Коккарева Е.С.
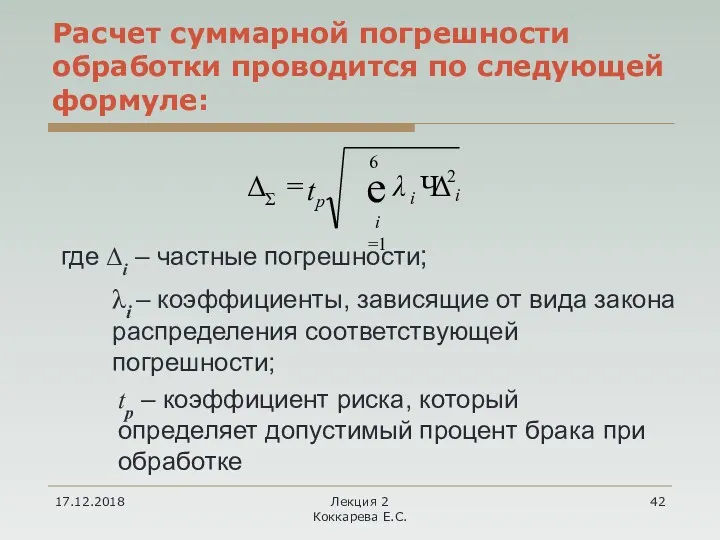
Расчет суммарной погрешности обработки проводится по следующей формуле:
где
17.12.2018
Лекция 2 Коккарева Е.С.
Расчет суммарной погрешности обработки проводится по следующей формуле:
где
17.12.2018
Лекция 2 Коккарева Е.С.
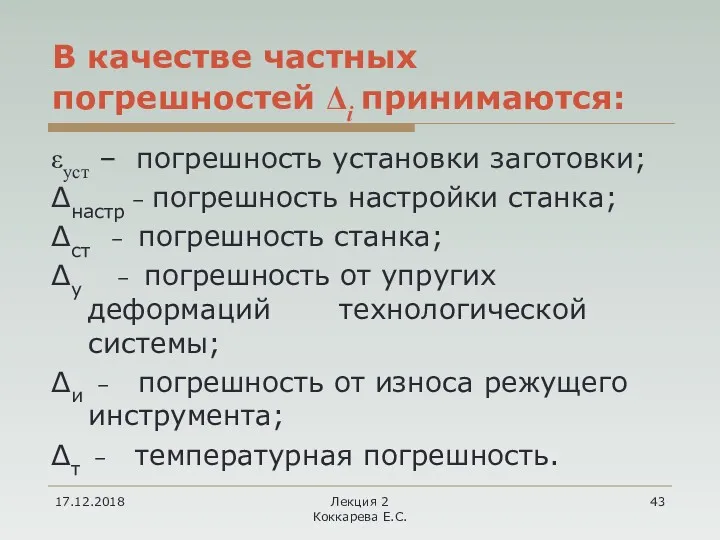
В качестве частных погрешностей Δi принимаются:
εуст – погрешность
17.12.2018
Лекция 2 Коккарева Е.С.
В качестве частных погрешностей Δi принимаются:
εуст – погрешность
17.12.2018
Лекция 2 Коккарева Е.С.
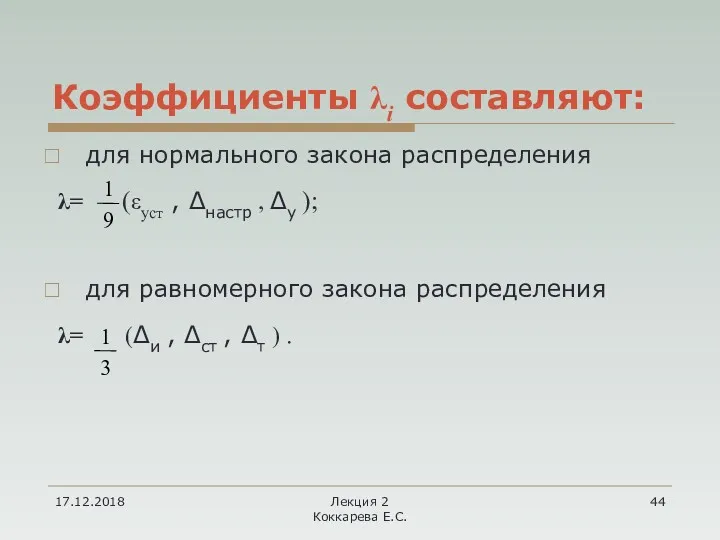
для нормального закона распределения
λ= (εуст , Δнастр
17.12.2018
Лекция 2 Коккарева Е.С.
для нормального закона распределения
λ= (εуст , Δнастр
17.12.2018
Лекция 2 Коккарева Е.С.
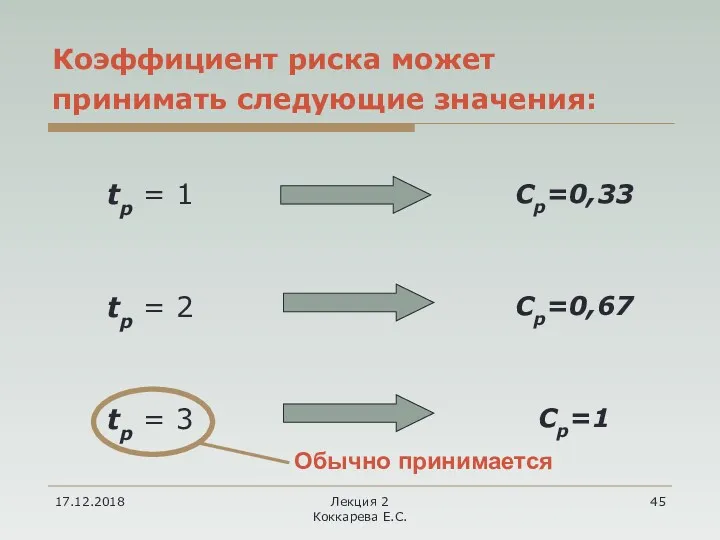
Коэффициент риска может принимать следующие значения:
Cp=1
tp =
17.12.2018
Лекция 2 Коккарева Е.С.
Коэффициент риска может принимать следующие значения:
Cp=1
tp =
17.12.2018
Лекция 2 Коккарева Е.С.
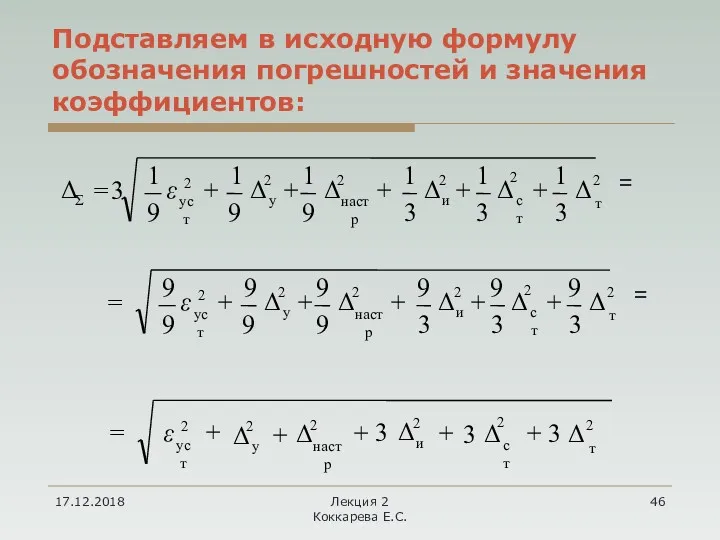
Подставляем в исходную формулу обозначения погрешностей и значения
17.12.2018
Лекция 2 Коккарева Е.С.
Подставляем в исходную формулу обозначения погрешностей и значения
17.12.2018
Лекция 2 Коккарева Е.С.
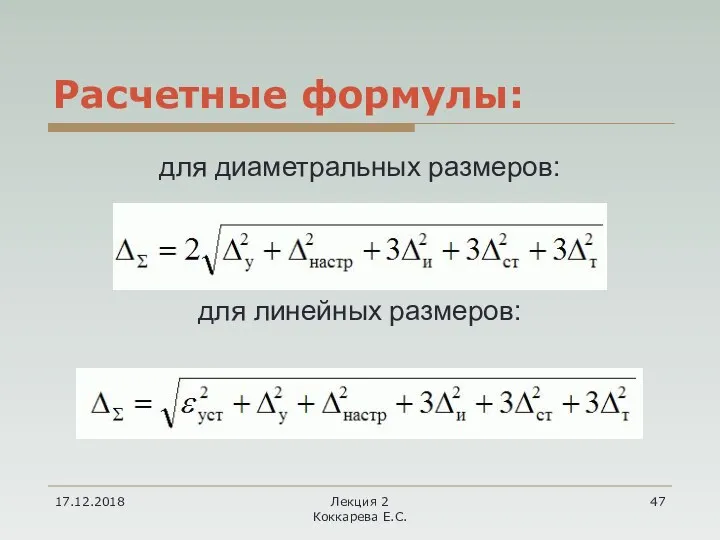
Расчетные формулы:
для диаметральных размеров:
для линейных размеров:
17.12.2018
Лекция 2 Коккарева Е.С.
Расчетные формулы:
для диаметральных размеров:
для линейных размеров:
17.12.2018
Лекция 2 Коккарева Е.С.
Проверка возможности обработки без брака
T
Ј
Δ
Σ
,
где T – допуск
17.12.2018
Лекция 2 Коккарева Е.С.
Проверка возможности обработки без брака
T
Ј
Δ
Σ
,
где T – допуск
ПОГРЕШНОСТЬ НАСТРОЙКИ СТАНКА
17.12.2018
Лекция 2 Коккарева Е.С.
ПОГРЕШНОСТЬ НАСТРОЙКИ СТАНКА
17.12.2018
Лекция 2 Коккарева Е.С.
17.12.2018
Лекция 2 Коккарева Е.С.
Погрешность настройки станка :
возникает при обработке партии заготовок
17.12.2018
Лекция 2 Коккарева Е.С.
Погрешность настройки станка :
возникает при обработке партии заготовок

17.12.2018
Лекция 2 Коккарева Е.С.
Настройка станка по эталонной детали
17.12.2018
Лекция 2 Коккарева Е.С.
Настройка станка по эталонной детали
17.12.2018
Лекция 2 Коккарева Е.С.
Погрешность настройки станка определяется по следующим формулам:
для поверхностей
17.12.2018
Лекция 2 Коккарева Е.С.
Погрешность настройки станка определяется по следующим формулам:
для поверхностей
 Акция - Спасите ёжика!. ГБДОУ детский сад № 113 Выборгского района Санкт-Петербурга
Акция - Спасите ёжика!. ГБДОУ детский сад № 113 Выборгского района Санкт-Петербурга Христос - наша праведность (оправдание) и наше освящение. (Часть 3)
Христос - наша праведность (оправдание) и наше освящение. (Часть 3) Нетрадиционная техника рисования в детском саду
Нетрадиционная техника рисования в детском саду Presentation Ti
Presentation Ti Загородный поселок класса de luxe Гринфилд
Загородный поселок класса de luxe Гринфилд Математическая игра
Математическая игра Химические элементы. Формирование понятия.
Химические элементы. Формирование понятия. Я гражданин своей России
Я гражданин своей России Семья. Качества счастливой семьи
Семья. Качества счастливой семьи Развитие жизни на земле
Развитие жизни на земле Логоритмика
Логоритмика Основные показатели ремонтопригодности
Основные показатели ремонтопригодности Unit 4. Health
Unit 4. Health Кадак - церемониальный шарф
Кадак - церемониальный шарф Острое антропонозное заболевание холера
Острое антропонозное заболевание холера Использование отходов деревообрабатывающих производств
Использование отходов деревообрабатывающих производств Методика составления схем генератора с внешним возбуждением. Лекция 4
Методика составления схем генератора с внешним возбуждением. Лекция 4 Hangzhou dongya instrument CO, LTD
Hangzhou dongya instrument CO, LTD Презентация для воспитанников младшего возраста, мам и бабушек Женский день 8 Марта
Презентация для воспитанников младшего возраста, мам и бабушек Женский день 8 Марта Бамбергский Апокалипсис
Бамбергский Апокалипсис Сложение натуральных чисел и его свойства
Сложение натуральных чисел и его свойства Историко-социологический институт
Историко-социологический институт Сравнительная характеристика экосистем и агроэкосистем
Сравнительная характеристика экосистем и агроэкосистем Основы функционирования пищеварительного конвейера
Основы функционирования пищеварительного конвейера Классный час Моя малая Родина 1,3 классы.
Классный час Моя малая Родина 1,3 классы. Федеральное агентство по техническому регулированию и метрологии
Федеральное агентство по техническому регулированию и метрологии моя педагогическая концепция
моя педагогическая концепция Презентация для классного часа по теме Моя малая Родина
Презентация для классного часа по теме Моя малая Родина