- Требования к качеству сварных соединений

Содержание
- 2. 1. ТРЕБОВАНИЯ К КАЧЕСТВУ СВАРНЫХ СОЕДИНЕНИЙ.
- 3. Элементы геометрической формы подготовленных кромок под сварку (а) выполненного шва (б)
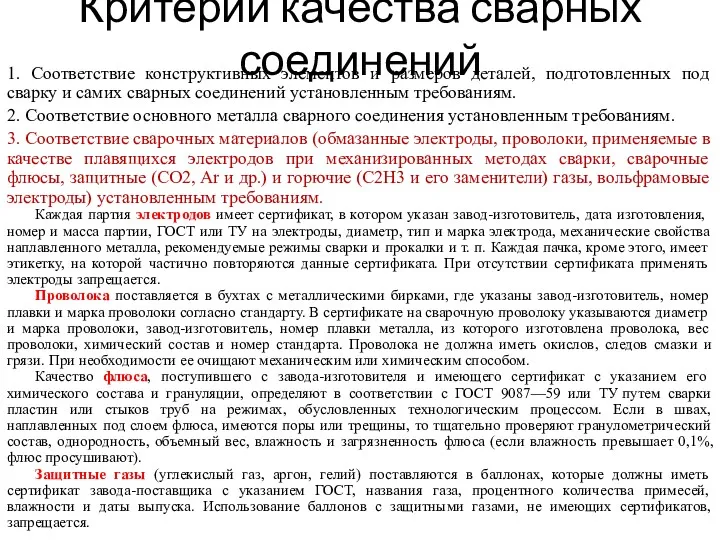
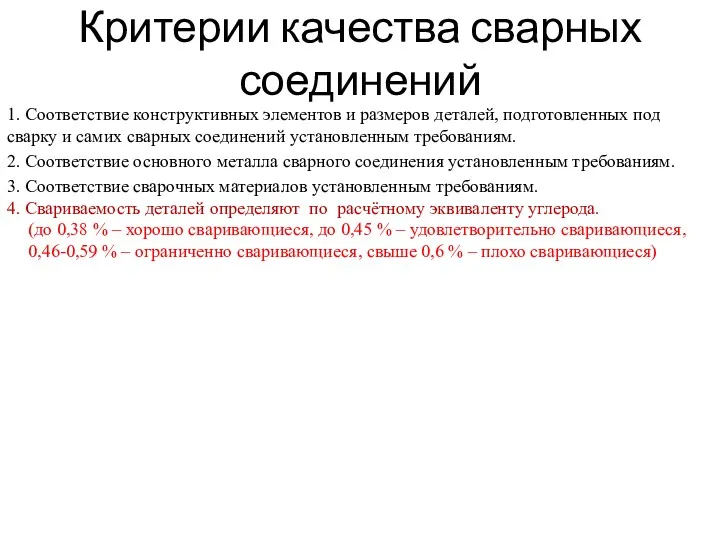
- 5. Критерии качества сварных соединений 1. Соответствие конструктивных элементов и размеров деталей, подготовленных под сварку и самих
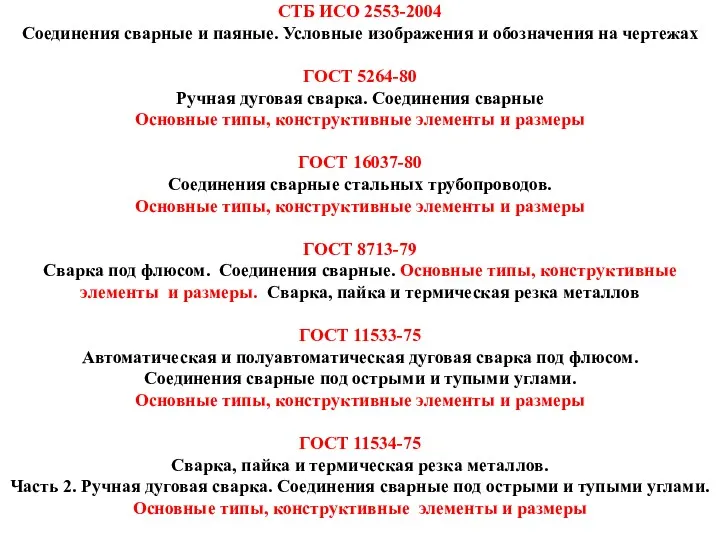
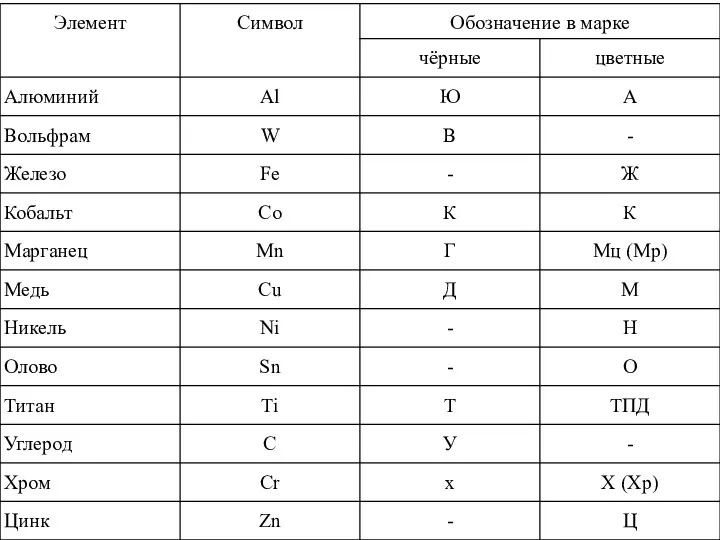
- 6. СТБ ИСО 2553-2004 Соединения сварные и паяные. Условные изображения и обозначения на чертежах ГОСТ 5264-80 Ручная
- 8. Прочность - свойство материала сопротивляться разрушению под действием внутренних напряжений, возникающих под воздействием внешних сил. Меры
- 10. Углерод (С) – одна из важнейших примесей, определяющая прочность, пластичность, закаливаемость и другие характеристики стали. Углеродистые
- 11. ВРЕДНЫЕ ПРИМЕСИ Фосфор (P) и сера (S). Фосфор придаёт стали хладноломкость (хрупкость). Сера — самая вредная
- 12. ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ Алюминий (Al) – содержание до 1% в легированных сталях позволяет им, в процессе азотирования
- 14. Критерии качества сварных соединений 1. Соответствие конструктивных элементов и размеров деталей, подготовленных под сварку и самих
- 15. Критерии качества сварных соединений 1. Соответствие конструктивных элементов и размеров деталей, подготовленных под сварку и самих
- 16. Свариваемость — свойство металлов или сочетания металлов образовывать при установленной технологии сварки неразъемное соединение, отвечающее требованиям,
- 17. К первой группе относят наиболее распространенные марки низкоуглеродистых и легированных сталей ([С]≤0,38), сварка которых может быть
- 18. Ко второй группе относят углеродистые и легированные стали ([С]=0,39-0,45), при сварке которых в нормальных условиях производства
- 19. К третьей группе относят углеродистые и легированные стали ([С]=0,46-0,59) перлитного класса, склонные в обычных условиях сварки
- 20. К четвертой группе относят углеродистые и легированные стали ([С]≥0,60) перлитного класса, наиболее трудно поддающиеся сварке и
- 21. Критерии качества сварных соединений 1. Соответствие конструктивных элементов и размеров деталей, подготовленных под сварку и самих
- 22. Технология сварки - совокупность технологических операций, выполняемых последовательно во времени при изготовлении конструкции методом сварки. В
- 23. Критерии качества сварных соединений 1. Соответствие конструктивных элементов и размеров деталей, подготовленных под сварку и самих
- 24. СВАРНОЕ СОЕДИНЕНИЕ — НЕРАЗЪЁМНОЕ СОЕДИНЕНИЕ, ВЫПОЛНЕННОЕ СВАРКОЙ. ВКЛЮЧАЕТ ТРИ ХАРАКТЕРНЫЕ ЗОНЫ, ОБРАЗУЮЩИЕСЯ ВО ВРЕМЯ СВАРКИ: ЗОНУ
- 25. Типы сварных соединений а – стыковые: 1 – отбортовочные; 2 – без разделки кромок; 3 –
- 26. 2. Дефекты сварных соединений ГОСТ Р ИСО 6520-1-2012 Сварка и родственные процессы. Классификация дефектов геометрии и
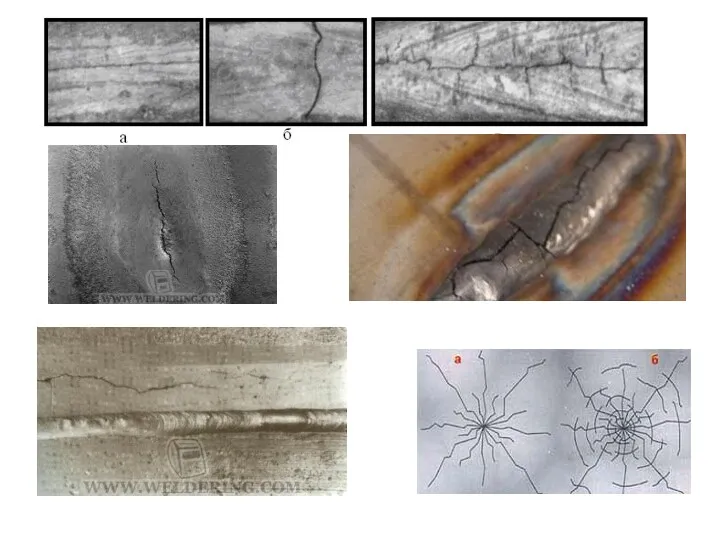
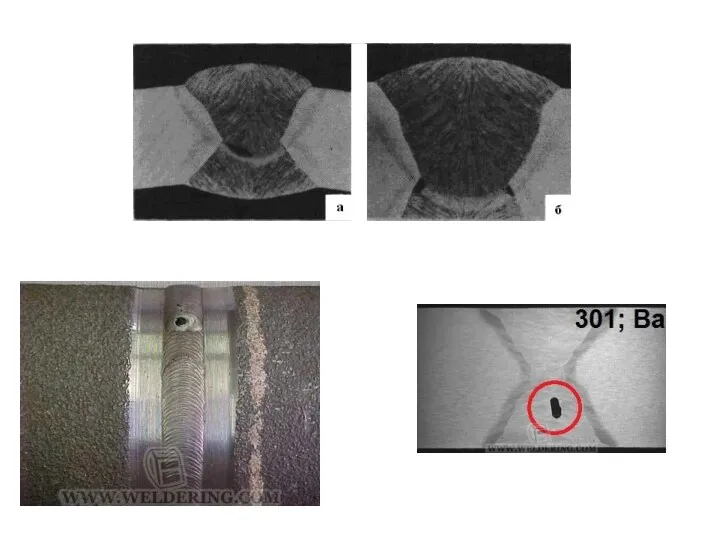
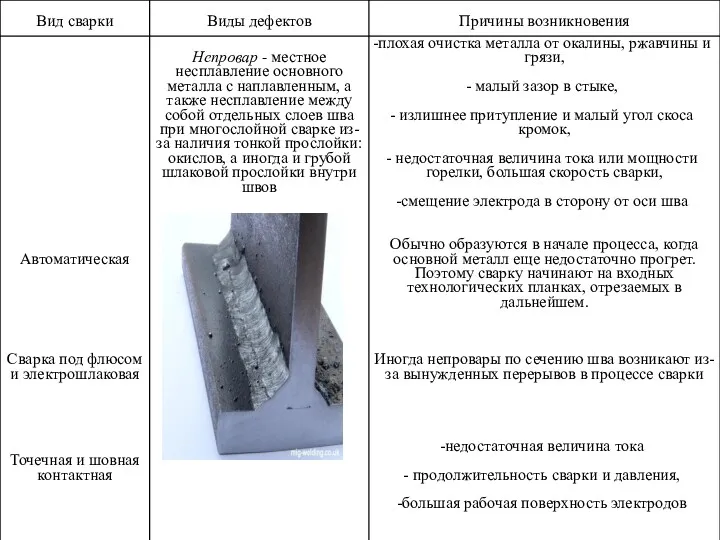
- 27. Исходя из принятых стандартов, выделяют следующие виды дефектов сварных соединений: трещины; полости; твердые включения; непровары и
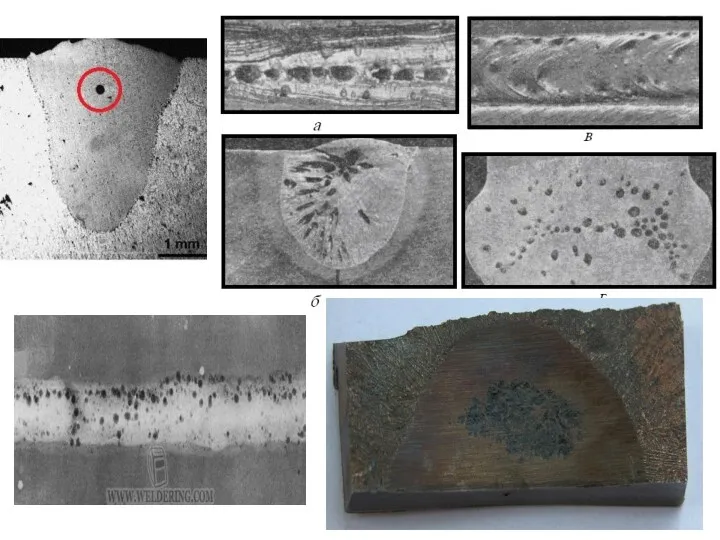
- 29. Исходя из принятых стандартов, выделяют следующие виды дефектов сварных соединений: трещины; полости; твердые включения; непровары и
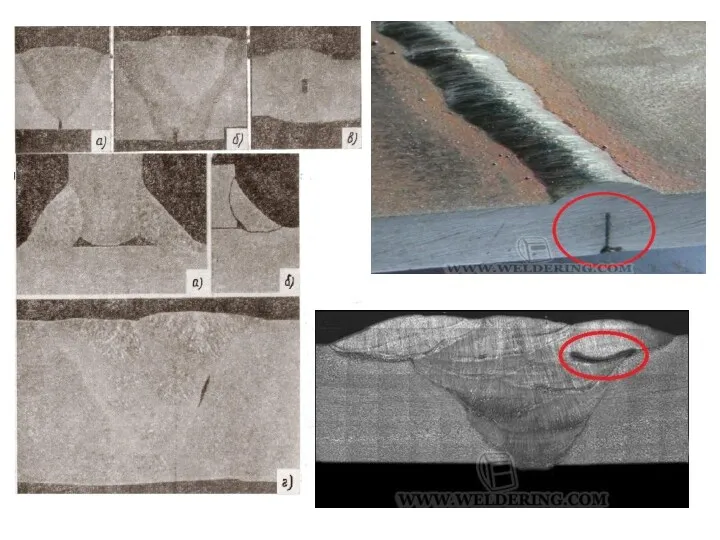
- 31. Исходя из принятых стандартов, выделяют следующие виды дефектов сварных соединений: трещины; полости; твердые включения; непровары и
- 33. Исходя из принятых стандартов, выделяют следующие виды дефектов сварных соединений: трещины; полости; твердые включения; непровары и
- 35. Исходя из принятых стандартов, выделяют следующие виды дефектов сварных соединений: трещины; полости; твердые включения; непровары и
- 36. По влиянию на эксплуатационные характеристики дефекты сварных соединений делят на объёмные и плоскостные. Объёмные дефекты (поры,
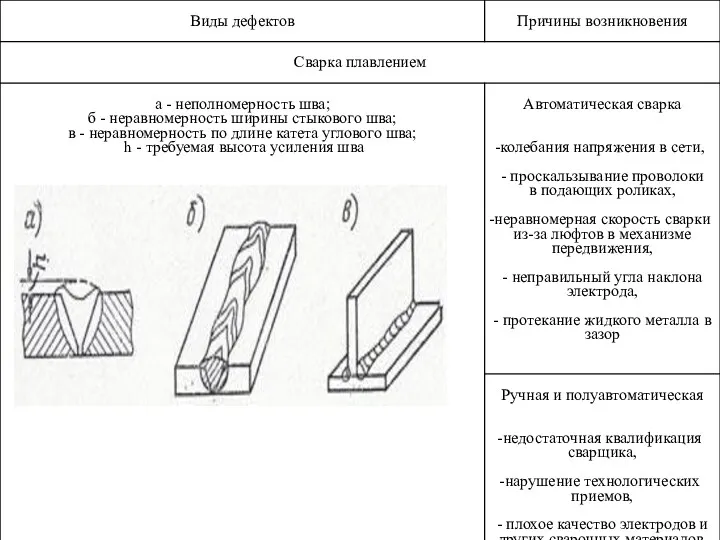
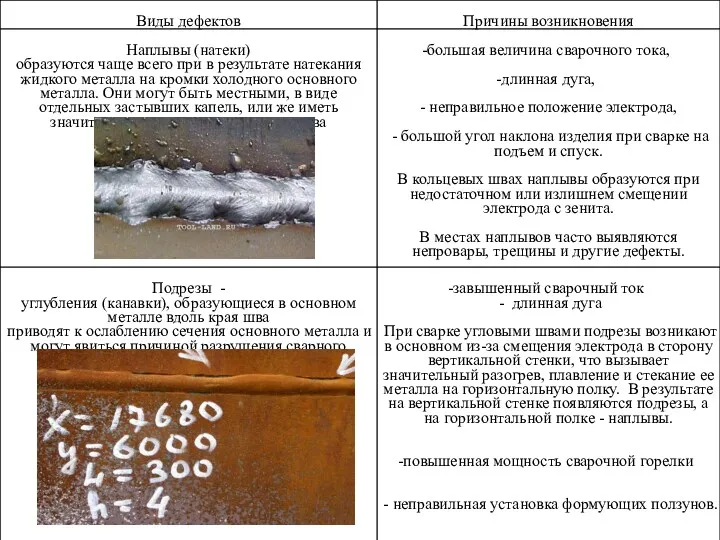
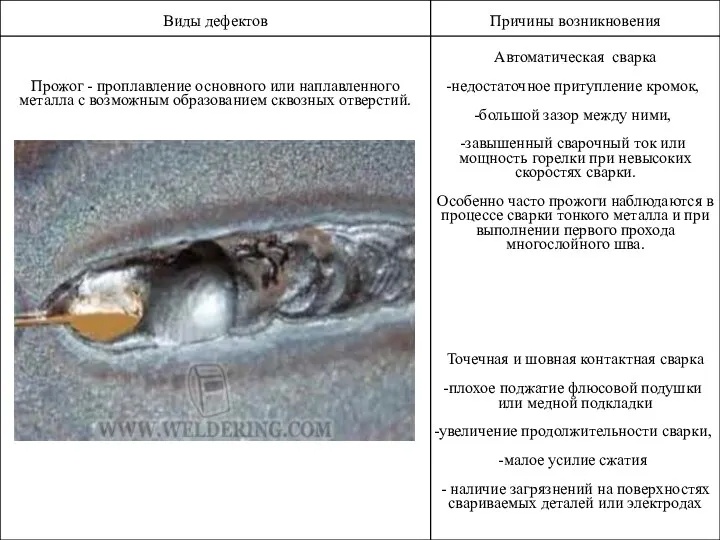
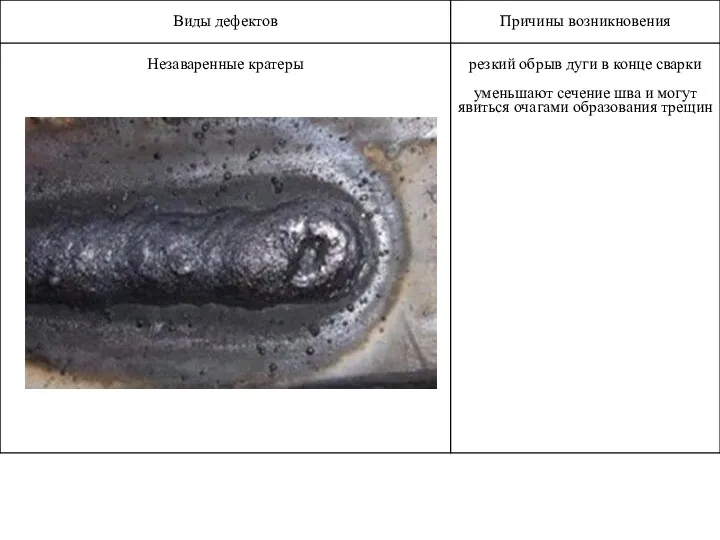
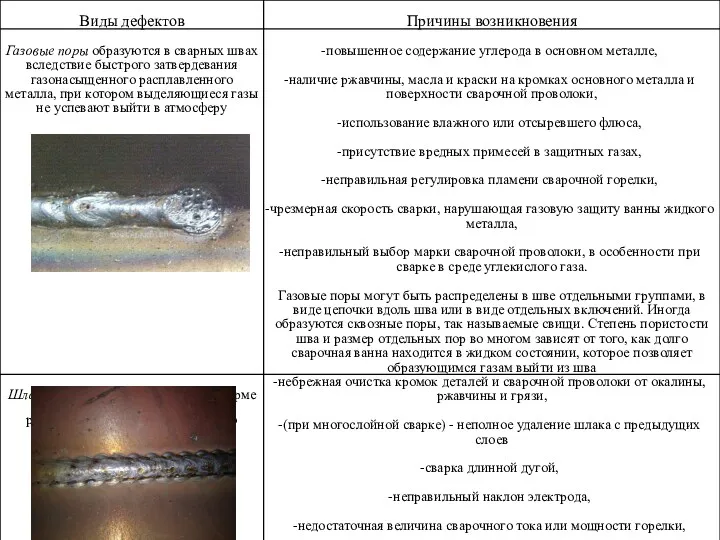
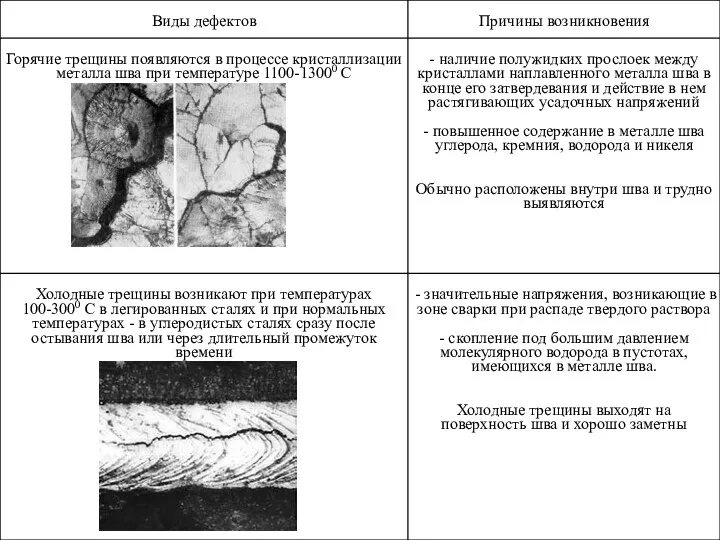
- 37. Дефекты формы и размеров сварных швов
- 42. Дефекты макроструктуры (выявляются при увеличении не более, чем в 10 раз)
- 46. Дефекты микроструктуры
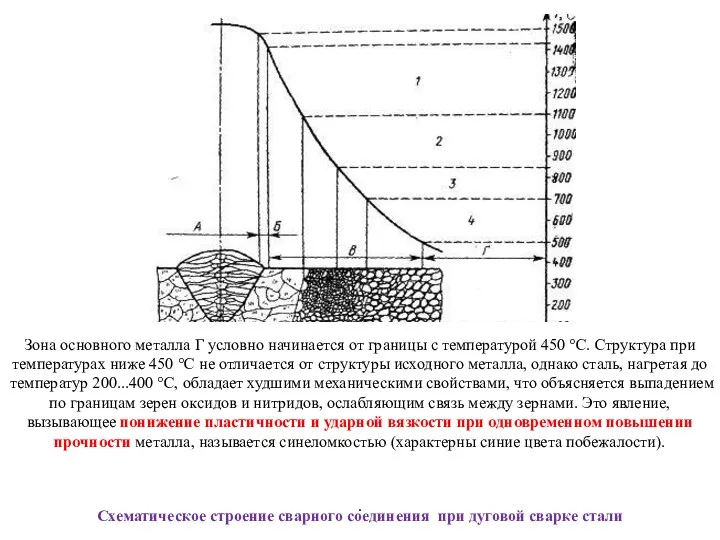
- 47. Микроструктура шва и околошовной зоны в значительной мере определяет свойства сварных соединений и характеризует их качество.
- 48. Зона наплавленного металла А представляет собой перемешанный в жидком состоянии с основным металлом материал электрода или
- 49. Зона сплавления Б - это слой основного металла толщиной 0,1...0,4 мм с частично оплавленными зернами. Перегрев
- 50. Зона термического влияния В состоит из четырех участков (1...4), различающихся структурой. Участок перегрева 1 - область
- 51. Участок нормализации 2 - область основного металла, нагретого до 900... 1100 °С. Благодаря мелкозернистой структуре механические
- 52. Участок неполной перекристаллизации 3 - область основного металла, нагретого до 725...900 °С; состоит из мелких и
- 53. Участок рекристаллизации 4 - область основного металла, нагретого до 450...725 °С. Здесь происходит восстановление формы зерен,
- 54. Общие размеры зоны термического влияния зависят от вида сварки, толщины и теплофизической характеристики металла, температуры окружающей
- 55. Зона основного металла Г условно начинается от границы с температурой 450 °С. Структура при температурах ниже
- 56. Качество сварного соединения - способность основного металла, из которого состоит соединение, и сварного шва отвечать требованиям
- 57. Критерии качества сварных соединений 1. Соответствие конструктивных элементов и размеров деталей, подготовленных под сварку и самих
- 59. 3. ВИДЫ (МЕТОДЫ) И НОРМЫ КОНТРОЛЯ ГОСТ 3242-79 Соединения сварные. Методы контроля качества ГОСТ Р 56542-2015
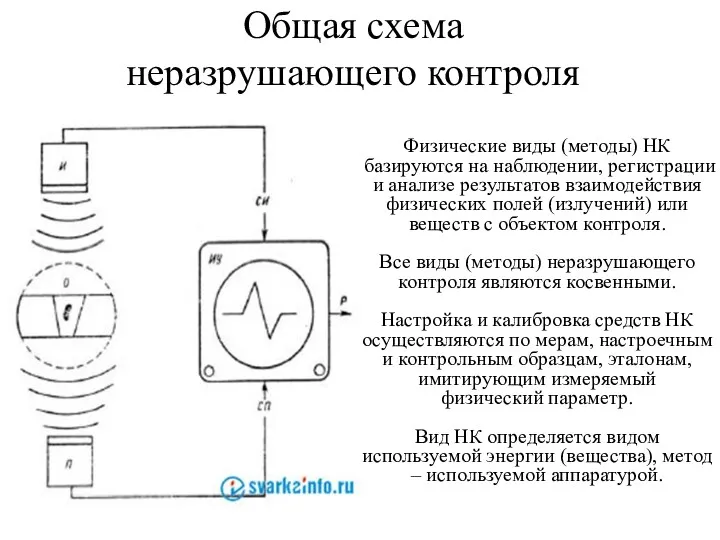
- 60. Общая схема неразрушающего контроля Физические виды (методы) НК базируются на наблюдении, регистрации и анализе результатов взаимодействия
- 61. По глубине проникновения в материал ОК виды НК подразделяются на поверхностные (визуальный и измерительный, проникающими веществами,
- 62. Визуальный и измерительный контроль сварных соединений Регистрация поверхностных дефектов визуально и при помощи специального мерительного инструмента.
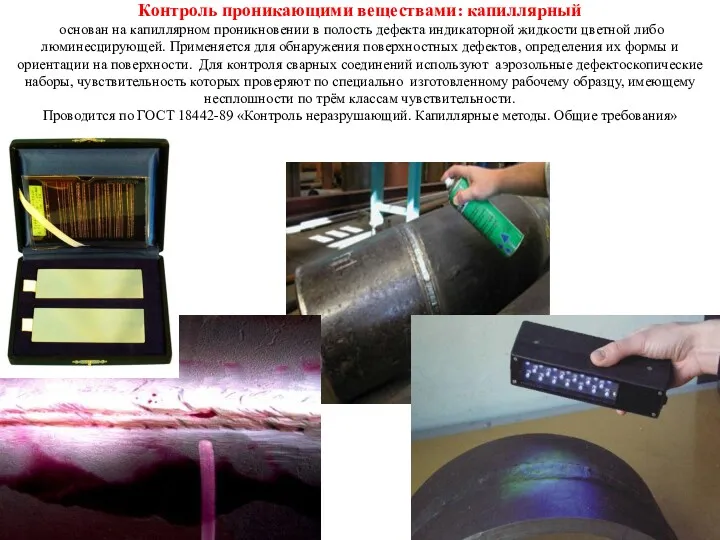
- 63. Контроль проникающими веществами: капиллярный основан на капиллярном проникновении в полость дефекта индикаторной жидкости цветной либо люминесцирующей.
- 64. Контроль проникающими веществами: течеискание применяется только для выявления сквозных дефектов
- 65. Магнитный: магнитопорошковый основан на притяжении магнитных частиц силами неоднородных магнитных полей, образующихся над дефектами в намагниченных
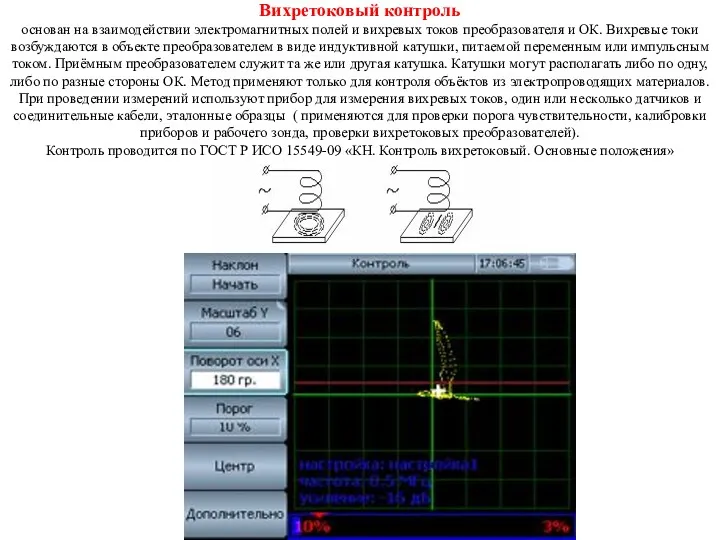
- 66. Вихретоковый контроль основан на взаимодействии электромагнитных полей и вихревых токов преобразователя и ОК. Вихревые токи возбуждаются
- 68. Капиллярные методы позволяют контролировать объекты любых размеров и форм, изготовленные из черных и цветных металлов и
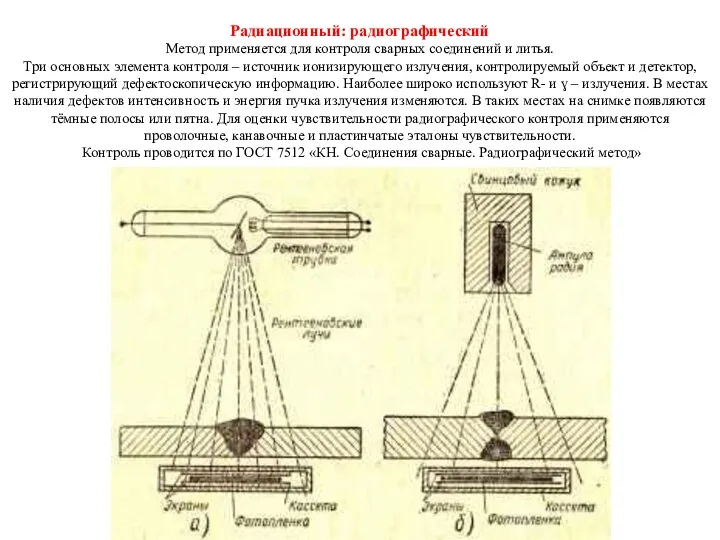
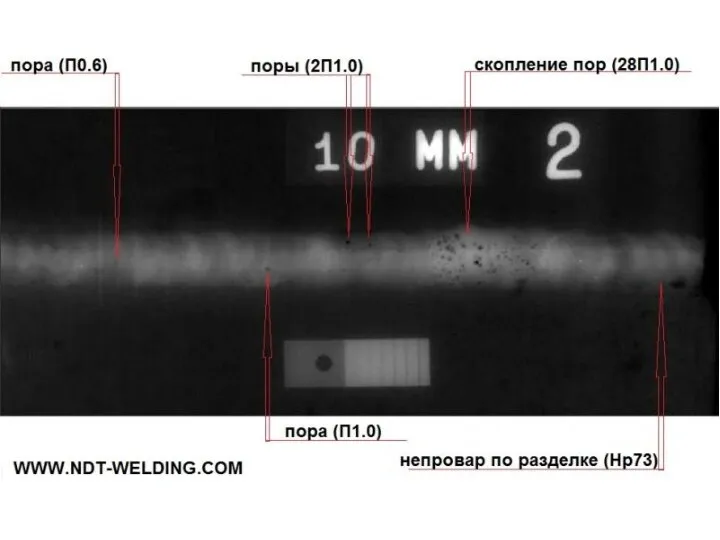
- 69. Радиационный: радиографический Метод применяется для контроля сварных соединений и литья. Три основных элемента контроля – источник
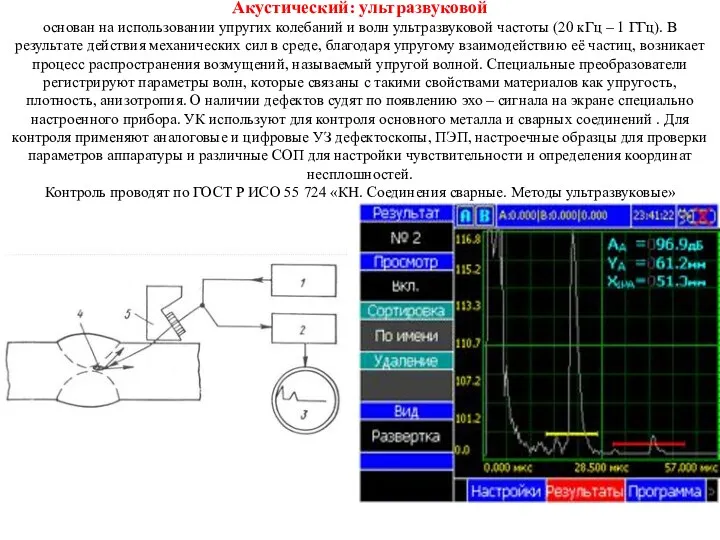
- 72. Акустический: ультразвуковой основан на использовании упругих колебаний и волн ультразвуковой частоты (20 кГц – 1 ГГц).
- 74. ВЫБОР МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
- 75. ФНП «Основные требования к проведению неразрушающего контроля технических устройств, зданий и сооружений на опасных производственных объектах»
- 76. На стадиях изготовления, эксплуатации и ремонта должна быть обеспечена дефектоскопическая технологичность деталей и узлов оборудования. Под
- 77. Выбор методов НК зависит от следующих факторов: 1. Характер несплошностей, подлежащих выявлению. В зависимости от происхождения,
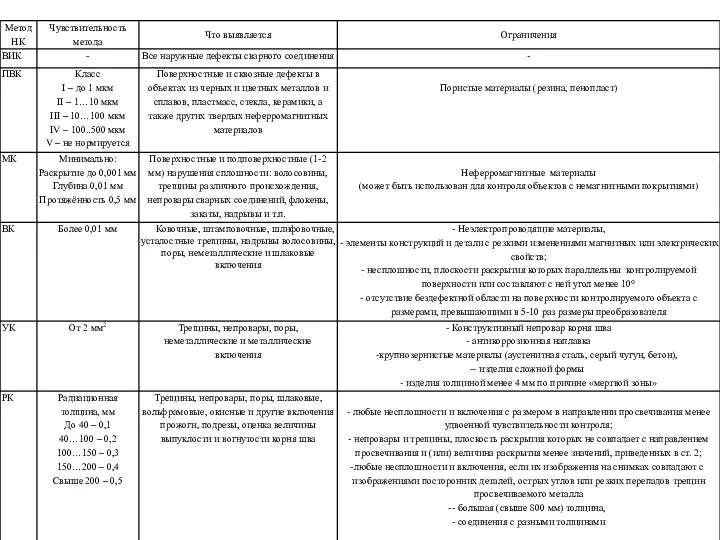
- 78. Выбор методов НК зависит от следующих факторов: 2. Чувствительность методов неразрушающего контроля Определяется наименьшими размерами выявляемых
- 79. Выбор методов НК зависит от следующих факторов: 3. Место расположения на детали возможных несплошностей. Несплошности можно
- 80. Выбор методов НК зависит от следующих факторов: 4. Условия работы детали. Они определяют наиболее вероятные места
- 81. Выбор методов НК зависит от следующих факторов: 5. Технические условия (ТУ) на изделие Включают в себя
- 82. Выбор методов НК зависит от следующих факторов: 6. Физические свойства материалов деталей Имеют важнейшее значение при
- 83. Выбор методов НК зависит от следующих факторов: 7. Форма и размеры контролируемых деталей. Применимость некоторых методов
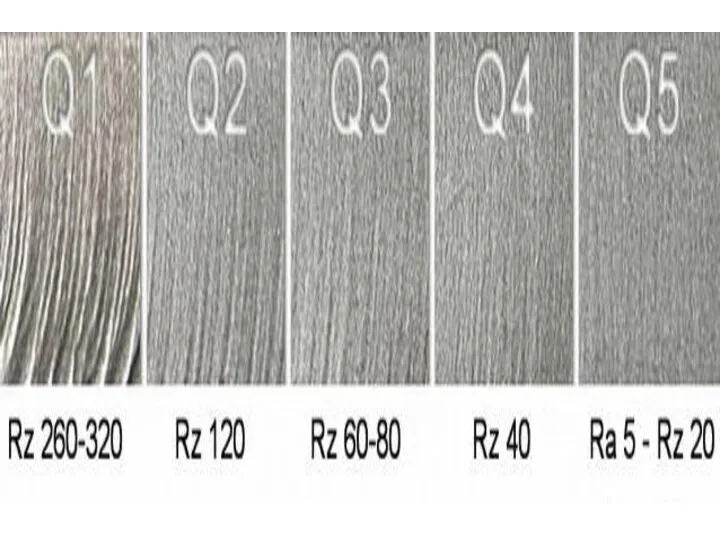
- 84. Выбор методов НК зависит от следующих факторов: 8. Состояние и степень шероховатости поверхности. Чувствительность методов неразрушающего
- 86. Выбор методов НК зависит от следующих факторов: 9. Условия контроля и наличия подходов к проверяемому объекту.
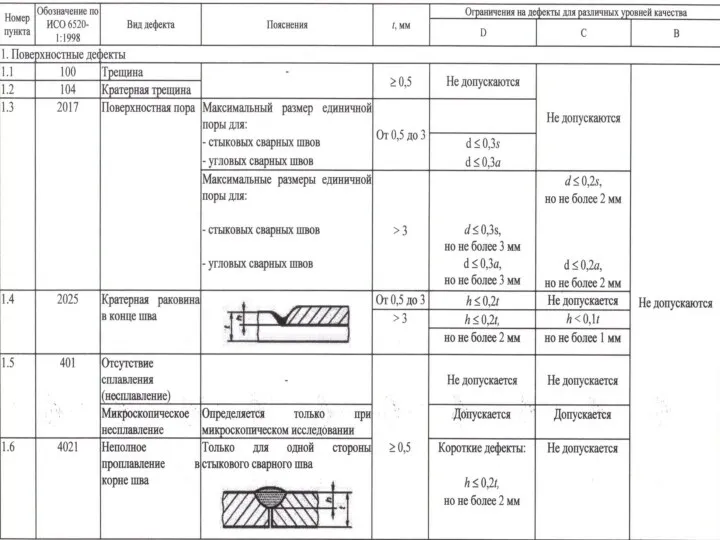
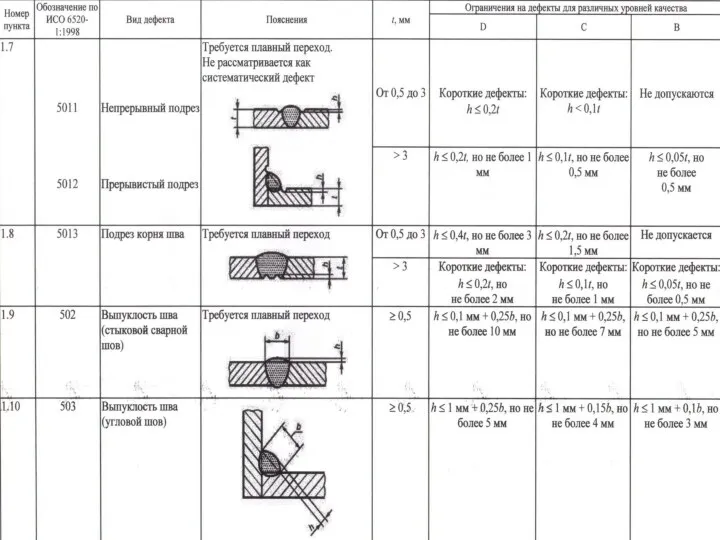
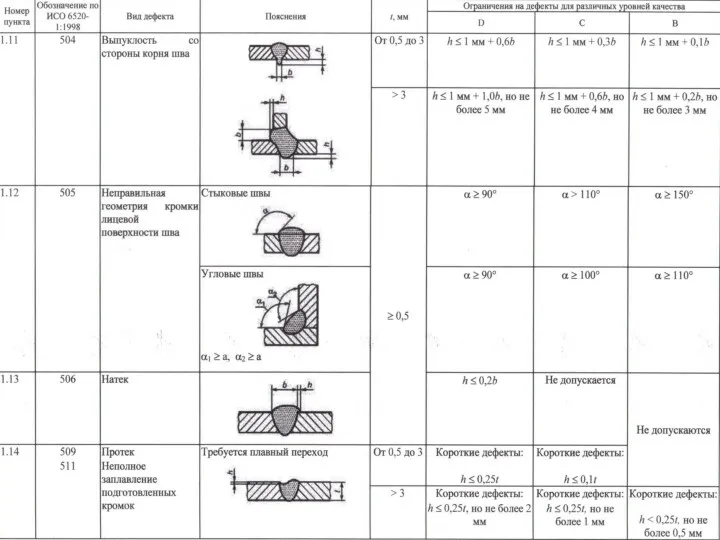
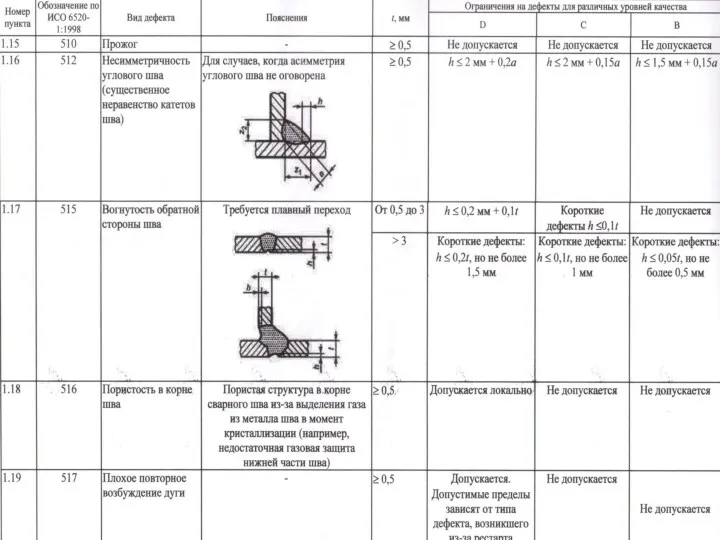
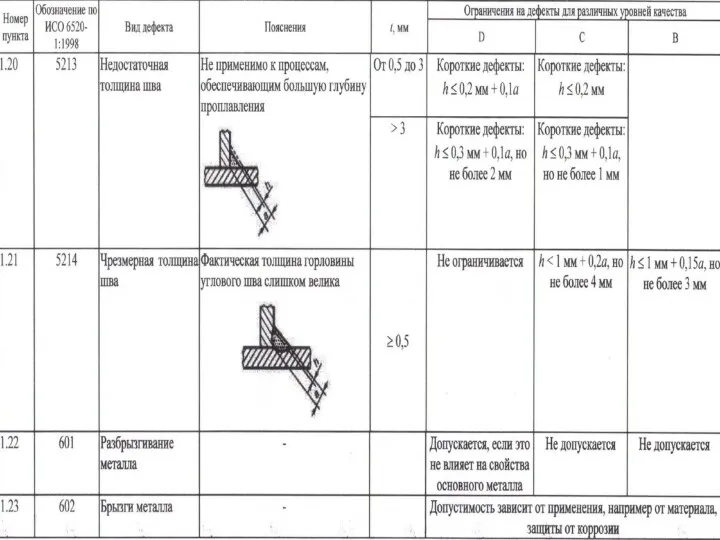
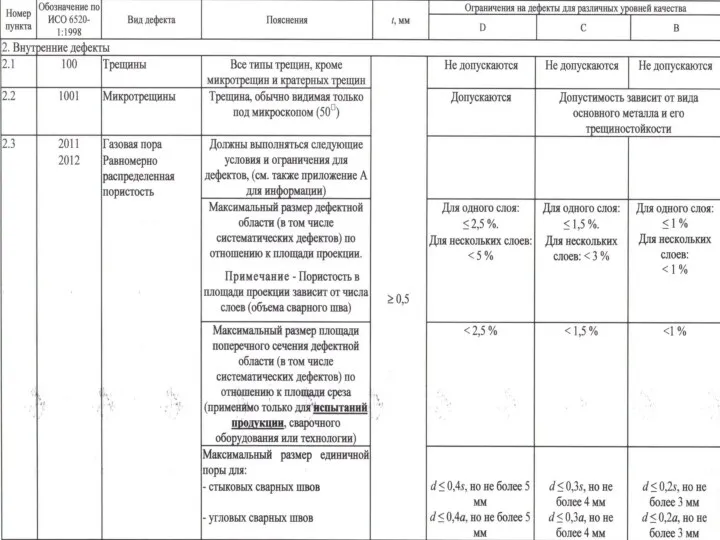
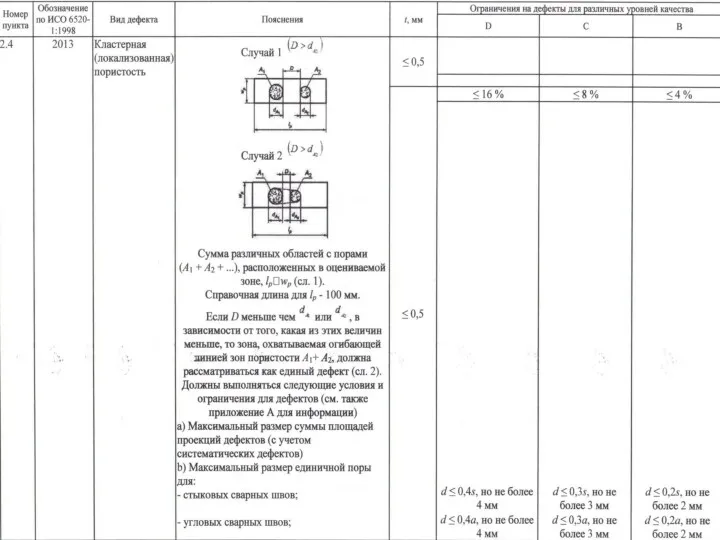
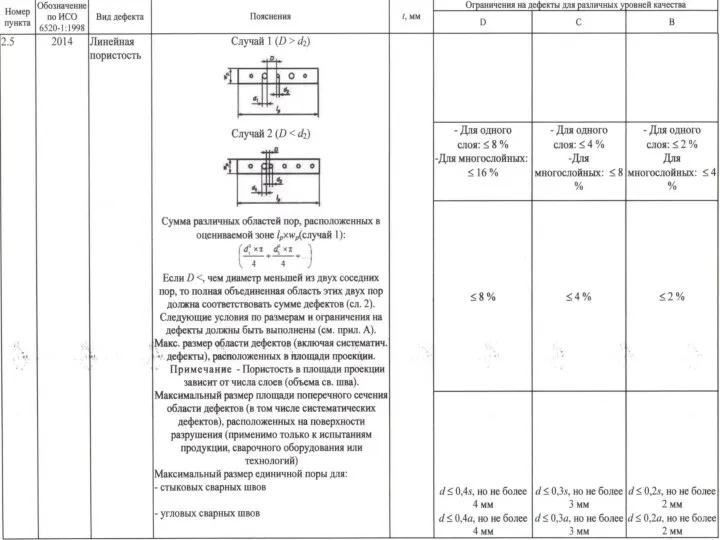
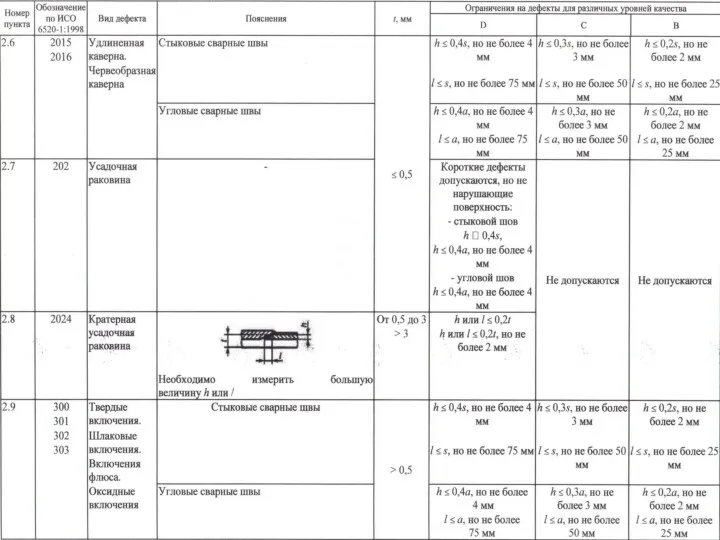
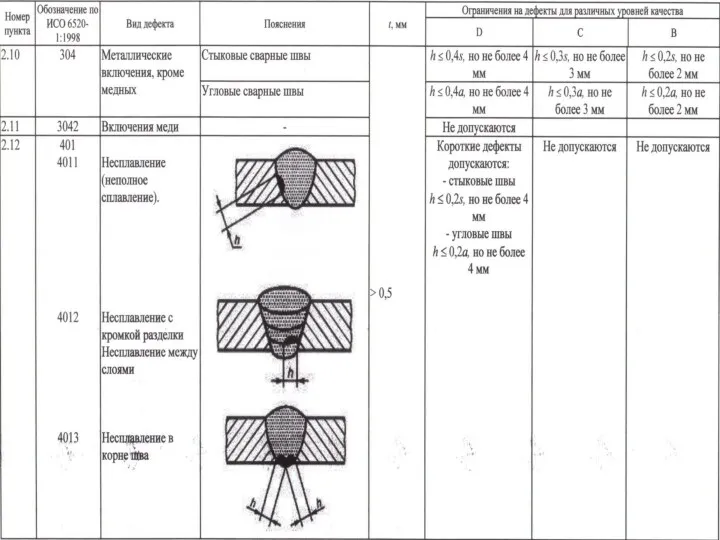
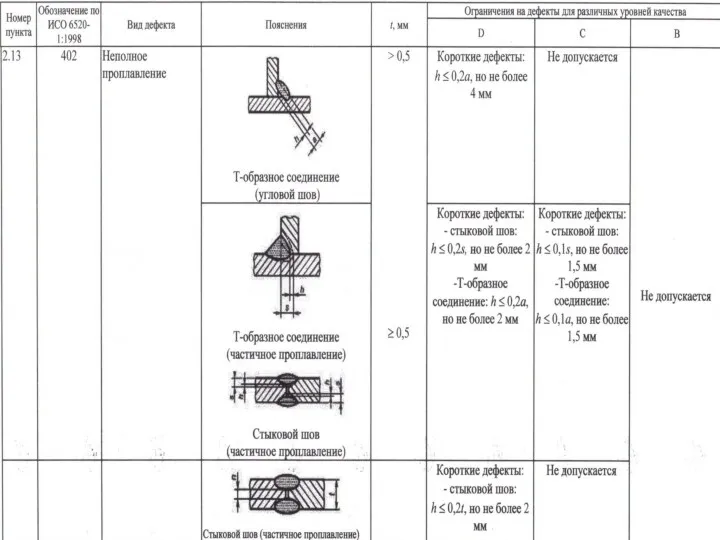
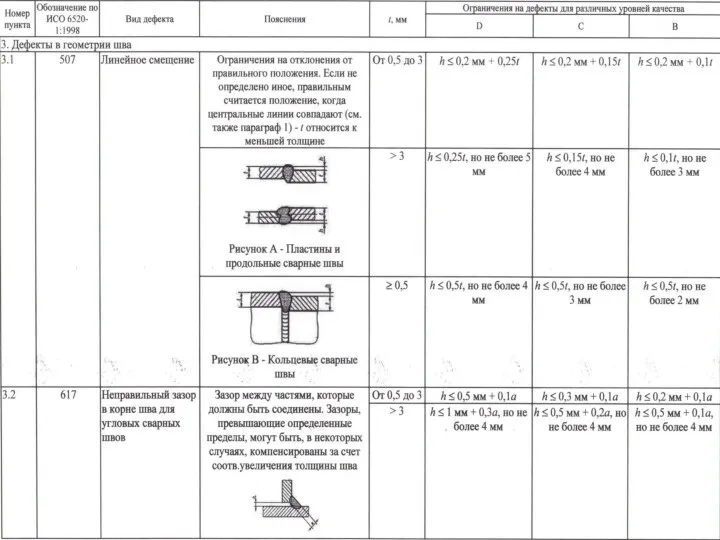
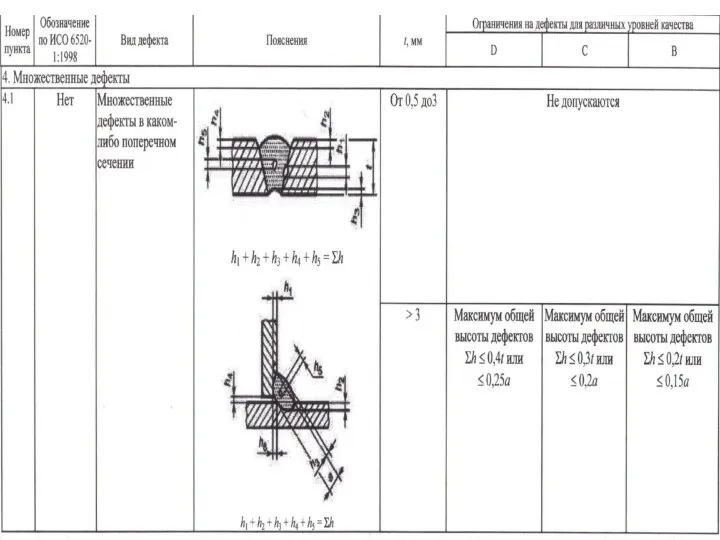
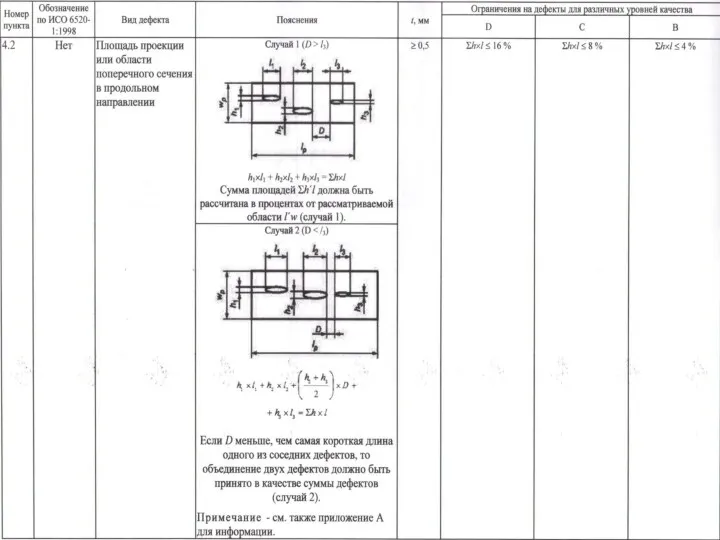
- 88. ОЦЕНКА КАЧЕСТВА СВАРОЧНЫХ РАБОТ ГОСТ Р ИСО 5817 – 2009 Сварка. Сварные соединения из стали, никеля,
- 89. В таблице применены следующие условные обозначения: a - номинальная толщина углового сварного шва (см. ИСО 2553);
- 105. Скачать презентацию
1. ТРЕБОВАНИЯ
К КАЧЕСТВУ
СВАРНЫХ СОЕДИНЕНИЙ.
1. ТРЕБОВАНИЯ
К КАЧЕСТВУ
СВАРНЫХ СОЕДИНЕНИЙ.
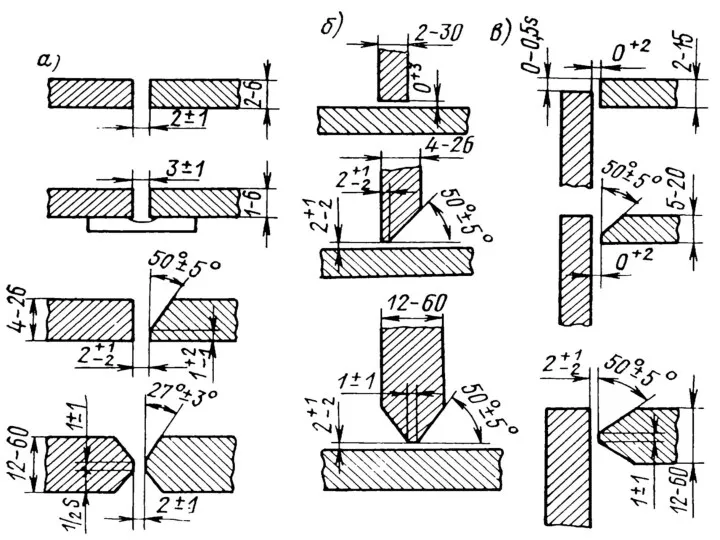
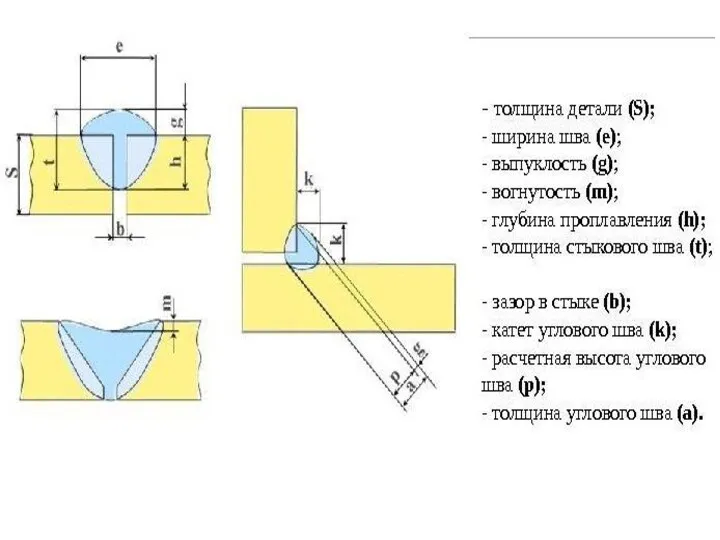
Элементы геометрической формы
подготовленных кромок под сварку (а)
выполненного шва
Элементы геометрической формы
подготовленных кромок под сварку (а)
выполненного шва
Критерии качества сварных соединений
1. Соответствие конструктивных элементов и размеров деталей, подготовленных
Критерии качества сварных соединений
1. Соответствие конструктивных элементов и размеров деталей, подготовленных
СТБ ИСО 2553-2004
Соединения сварные и паяные. Условные изображения и обозначения на чертежах
ГОСТ
СТБ ИСО 2553-2004 Соединения сварные и паяные. Условные изображения и обозначения на чертежах ГОСТ

Прочность - свойство материала сопротивляться разрушению под действием внутренних напряжений, возникающих
Прочность - свойство материала сопротивляться разрушению под действием внутренних напряжений, возникающих

Углерод (С) – одна из важнейших примесей, определяющая прочность, пластичность, закаливаемость
Углерод (С) – одна из важнейших примесей, определяющая прочность, пластичность, закаливаемость
ВРЕДНЫЕ ПРИМЕСИ
Фосфор (P) и сера (S). Фосфор придаёт стали хладноломкость (хрупкость). Сера — самая вредная примесь —
ВРЕДНЫЕ ПРИМЕСИ
Фосфор (P) и сера (S). Фосфор придаёт стали хладноломкость (хрупкость). Сера — самая вредная примесь —
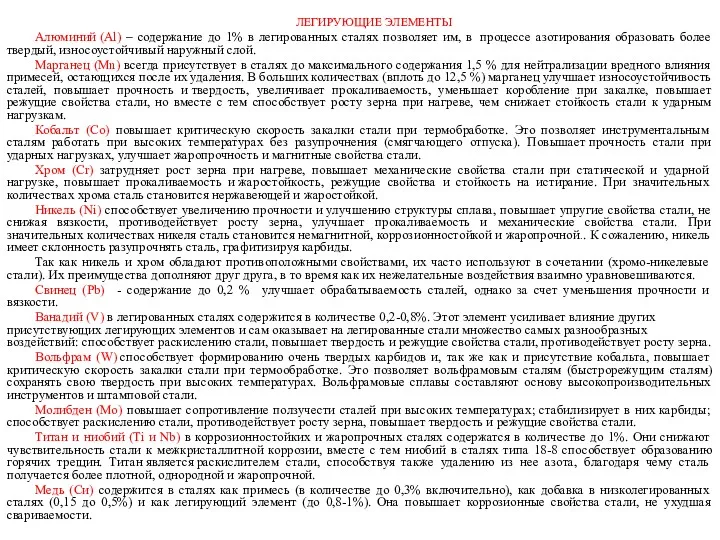
ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ
Алюминий (Al) – содержание до 1% в легированных сталях позволяет им,
Алюминий (Al) – содержание до 1% в легированных сталях позволяет им,
Критерии качества сварных соединений
1. Соответствие конструктивных элементов и размеров деталей, подготовленных
Критерии качества сварных соединений
1. Соответствие конструктивных элементов и размеров деталей, подготовленных
Критерии качества сварных соединений
1. Соответствие конструктивных элементов и размеров деталей, подготовленных
Критерии качества сварных соединений
1. Соответствие конструктивных элементов и размеров деталей, подготовленных
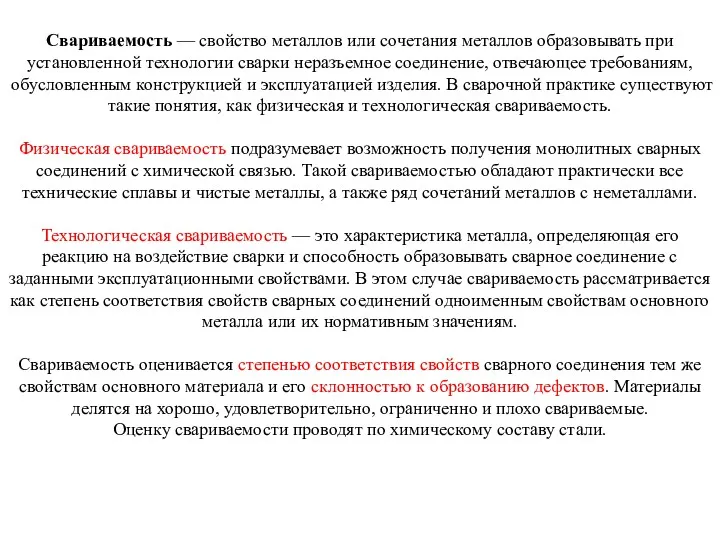
Свариваемость — свойство металлов или сочетания металлов образовывать при установленной технологии сварки неразъемное соединение, отвечающее требованиям,
Свариваемость — свойство металлов или сочетания металлов образовывать при установленной технологии сварки неразъемное соединение, отвечающее требованиям,
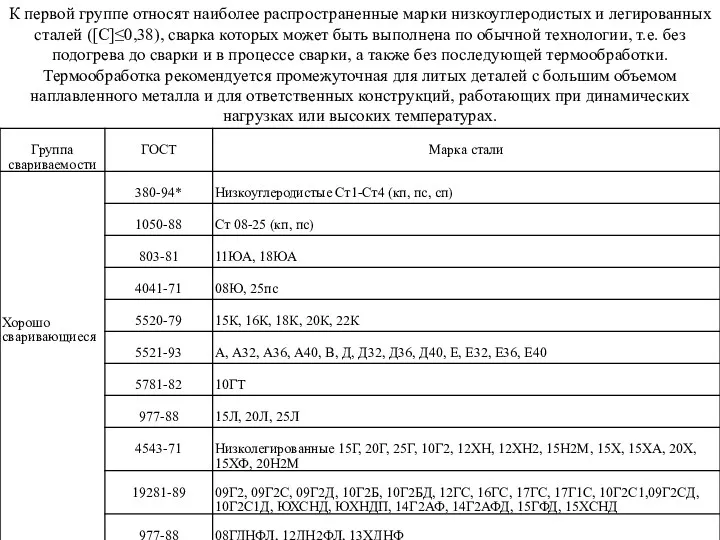
К первой группе относят наиболее распространенные марки низкоуглеродистых и легированных сталей
К первой группе относят наиболее распространенные марки низкоуглеродистых и легированных сталей
![Ко второй группе относят углеродистые и легированные стали ([С]=0,39-0,45), при](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/5674/slide-17.jpg)
Ко второй группе относят углеродистые и легированные стали ([С]=0,39-0,45), при сварке
Ко второй группе относят углеродистые и легированные стали ([С]=0,39-0,45), при сварке
![К третьей группе относят углеродистые и легированные стали ([С]=0,46-0,59) перлитного](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/5674/slide-18.jpg)
К третьей группе относят углеродистые и легированные стали ([С]=0,46-0,59) перлитного класса,
К третьей группе относят углеродистые и легированные стали ([С]=0,46-0,59) перлитного класса,
![К четвертой группе относят углеродистые и легированные стали ([С]≥0,60) перлитного](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/5674/slide-19.jpg)
К четвертой группе относят углеродистые и легированные стали ([С]≥0,60) перлитного класса,
К четвертой группе относят углеродистые и легированные стали ([С]≥0,60) перлитного класса,
Критерии качества сварных соединений
1. Соответствие конструктивных элементов и размеров деталей, подготовленных
Критерии качества сварных соединений
1. Соответствие конструктивных элементов и размеров деталей, подготовленных
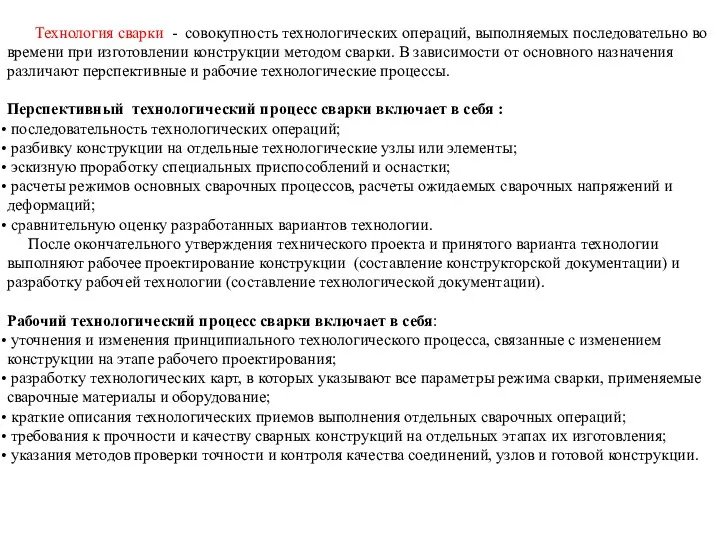
Технология сварки - совокупность технологических операций, выполняемых последовательно во времени при
Критерии качества сварных соединений
1. Соответствие конструктивных элементов и размеров деталей, подготовленных
Критерии качества сварных соединений
1. Соответствие конструктивных элементов и размеров деталей, подготовленных
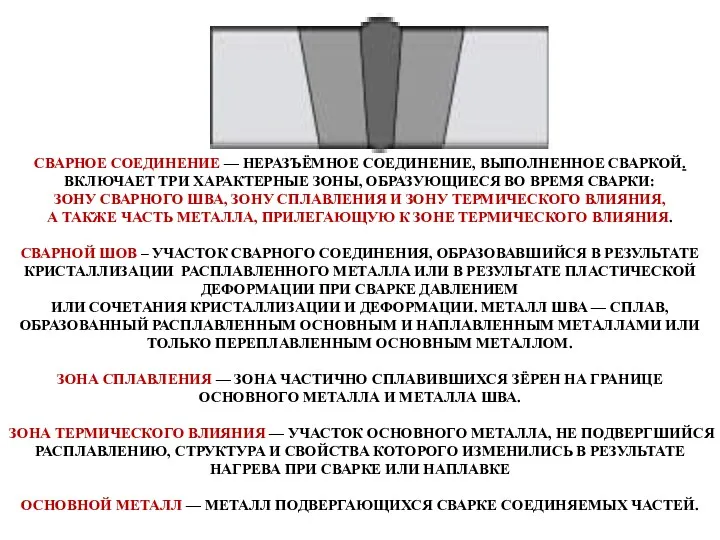
СВАРНОЕ СОЕДИНЕНИЕ — НЕРАЗЪЁМНОЕ СОЕДИНЕНИЕ, ВЫПОЛНЕННОЕ СВАРКОЙ.
ВКЛЮЧАЕТ ТРИ ХАРАКТЕРНЫЕ ЗОНЫ, ОБРАЗУЮЩИЕСЯ ВО
СВАРНОЕ СОЕДИНЕНИЕ — НЕРАЗЪЁМНОЕ СОЕДИНЕНИЕ, ВЫПОЛНЕННОЕ СВАРКОЙ. ВКЛЮЧАЕТ ТРИ ХАРАКТЕРНЫЕ ЗОНЫ, ОБРАЗУЮЩИЕСЯ ВО
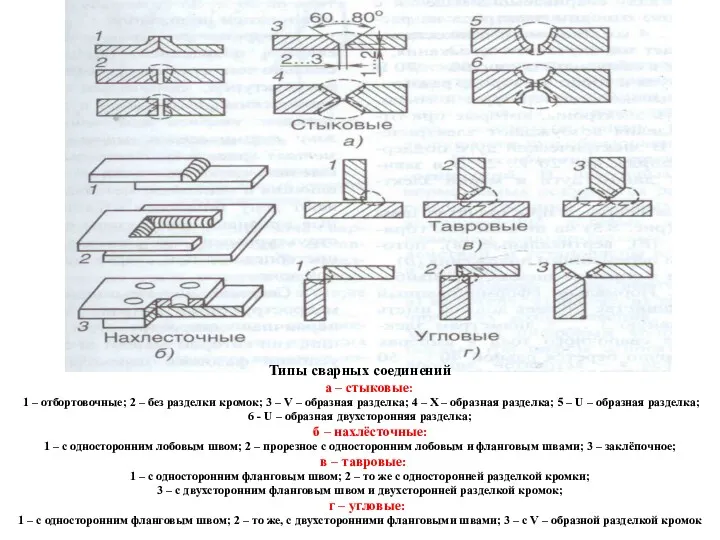
Типы сварных соединений
а – стыковые:
1 – отбортовочные; 2 –
Типы сварных соединений
а – стыковые:
1 – отбортовочные; 2 –
2. Дефекты сварных соединений
ГОСТ Р ИСО 6520-1-2012
Сварка и родственные
2. Дефекты сварных соединений
ГОСТ Р ИСО 6520-1-2012 Сварка и родственные
Исходя из принятых стандартов, выделяют следующие виды
дефектов сварных соединений:
трещины; полости;
Исходя из принятых стандартов, выделяют следующие виды дефектов сварных соединений: трещины; полости;
Исходя из принятых стандартов, выделяют следующие виды
дефектов сварных соединений:
трещины; полости;
Исходя из принятых стандартов, выделяют следующие виды дефектов сварных соединений: трещины; полости;
Исходя из принятых стандартов, выделяют следующие виды
дефектов сварных соединений:
трещины; полости;
Исходя из принятых стандартов, выделяют следующие виды дефектов сварных соединений: трещины; полости;
Исходя из принятых стандартов, выделяют следующие виды
дефектов сварных соединений:
трещины; полости;
Исходя из принятых стандартов, выделяют следующие виды дефектов сварных соединений: трещины; полости;
Исходя из принятых стандартов, выделяют следующие виды
дефектов сварных соединений:
трещины; полости;
Исходя из принятых стандартов, выделяют следующие виды дефектов сварных соединений: трещины; полости;
По влиянию на эксплуатационные характеристики дефекты сварных соединений делят на объёмные
Дефекты формы и размеров сварных швов
Дефекты формы и размеров сварных швов
Дефекты макроструктуры
(выявляются при увеличении
не более, чем в 10 раз)
Дефекты макроструктуры
(выявляются при увеличении
не более, чем в 10 раз)
Дефекты
микроструктуры
Дефекты
микроструктуры
Микроструктура шва и околошовной зоны в значительной мере определяет свойства сварных
Микроструктура шва и околошовной зоны в значительной мере определяет свойства сварных
Зона наплавленного металла А представляет собой перемешанный в жидком состоянии с основным
Зона наплавленного металла А представляет собой перемешанный в жидком состоянии с основным
Зона сплавления Б - это слой основного металла толщиной 0,1...0,4 мм
Зона сплавления Б - это слой основного металла толщиной 0,1...0,4 мм
Зона термического влияния В состоит из четырех участков (1...4), различающихся структурой.
Участок
Зона термического влияния В состоит из четырех участков (1...4), различающихся структурой. Участок
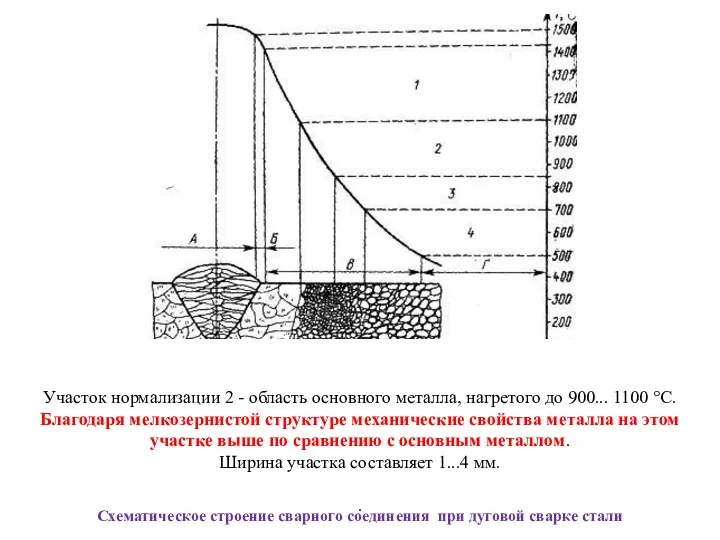
Участок нормализации 2 - область основного металла, нагретого до 900... 1100 °С.
Участок нормализации 2 - область основного металла, нагретого до 900... 1100 °С.
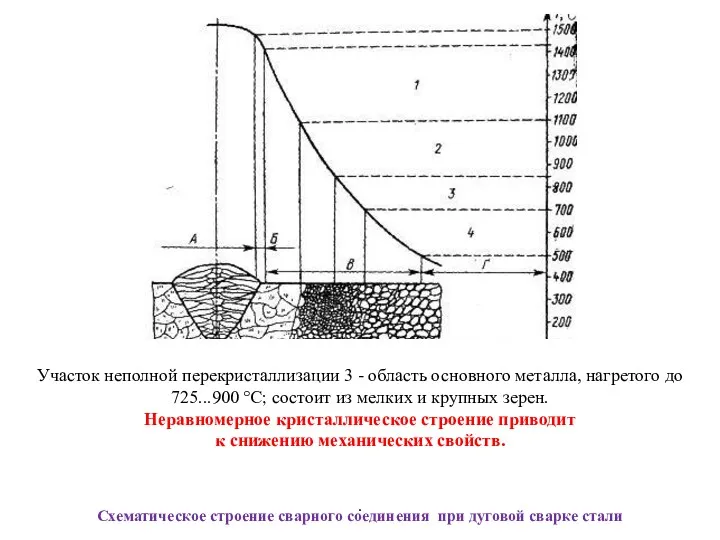
Участок неполной перекристаллизации 3 - область основного металла, нагретого до 725...900 °С;
Участок неполной перекристаллизации 3 - область основного металла, нагретого до 725...900 °С;
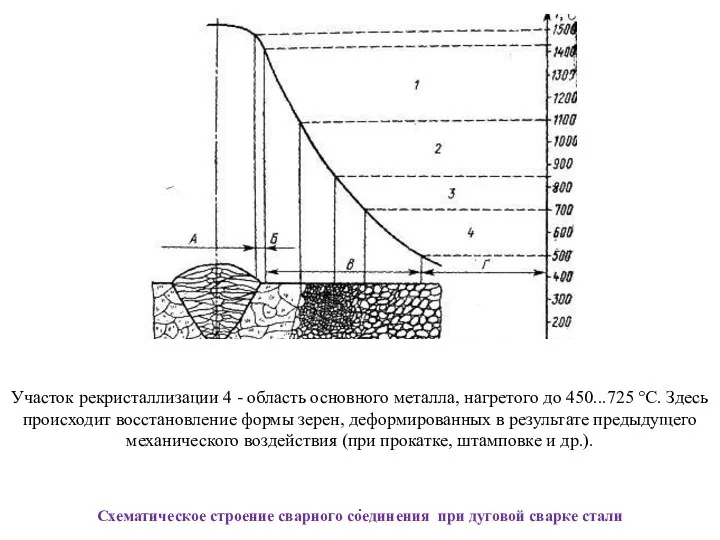
Участок рекристаллизации 4 - область основного металла, нагретого до 450...725 °С. Здесь
Участок рекристаллизации 4 - область основного металла, нагретого до 450...725 °С. Здесь
Общие размеры зоны термического влияния зависят от вида сварки, толщины и
Общие размеры зоны термического влияния зависят от вида сварки, толщины и
Зона основного металла Г условно начинается от границы с температурой 450 °С.
Зона основного металла Г условно начинается от границы с температурой 450 °С.
Качество сварного соединения - способность основного металла, из которого состоит соединение, и
Критерии качества сварных соединений
1. Соответствие конструктивных элементов и размеров деталей, подготовленных
Критерии качества сварных соединений
1. Соответствие конструктивных элементов и размеров деталей, подготовленных
3. ВИДЫ (МЕТОДЫ)
И НОРМЫ КОНТРОЛЯ
ГОСТ 3242-79
Соединения сварные. Методы контроля качества
ГОСТ
3. ВИДЫ (МЕТОДЫ) И НОРМЫ КОНТРОЛЯ ГОСТ 3242-79 Соединения сварные. Методы контроля качества ГОСТ
Общая схема
неразрушающего контроля
Физические виды (методы) НК базируются на наблюдении, регистрации
Общая схема
неразрушающего контроля
Физические виды (методы) НК базируются на наблюдении, регистрации
По глубине проникновения в материал ОК
виды НК подразделяются на
поверхностные
(визуальный
По глубине проникновения в материал ОК
виды НК подразделяются на
поверхностные
(визуальный

Визуальный и измерительный контроль сварных соединений
Регистрация поверхностных дефектов визуально и при
Визуальный и измерительный контроль сварных соединений
Регистрация поверхностных дефектов визуально и при
Контроль проникающими веществами: капиллярный
основан на капиллярном проникновении в полость дефекта
Контроль проникающими веществами: капиллярный основан на капиллярном проникновении в полость дефекта

Контроль проникающими веществами: течеискание
применяется только для выявления сквозных дефектов
Контроль проникающими веществами: течеискание
применяется только для выявления сквозных дефектов

Магнитный: магнитопорошковый
основан на притяжении магнитных частиц силами неоднородных магнитных полей,
Магнитный: магнитопорошковый основан на притяжении магнитных частиц силами неоднородных магнитных полей,
Вихретоковый контроль
основан на взаимодействии электромагнитных полей и вихревых токов преобразователя
Вихретоковый контроль основан на взаимодействии электромагнитных полей и вихревых токов преобразователя

Капиллярные методы позволяют контролировать объекты любых размеров и форм, изготовленные из
Капиллярные методы позволяют контролировать объекты любых размеров и форм, изготовленные из
Радиационный: радиографический
Метод применяется для контроля сварных соединений и литья.
Три основных
Радиационный: радиографический Метод применяется для контроля сварных соединений и литья. Три основных

Акустический: ультразвуковой
основан на использовании упругих колебаний и волн ультразвуковой частоты
Акустический: ультразвуковой основан на использовании упругих колебаний и волн ультразвуковой частоты

ВЫБОР МЕТОДОВ
НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ
ВЫБОР МЕТОДОВ
НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ
ФНП «Основные требования к проведению неразрушающего контроля технических устройств, зданий и
ФНП «Основные требования к проведению неразрушающего контроля технических устройств, зданий и
На стадиях изготовления, эксплуатации и ремонта должна быть обеспечена дефектоскопическая технологичность
На стадиях изготовления, эксплуатации и ремонта должна быть обеспечена дефектоскопическая технологичность
Выбор методов НК зависит от следующих факторов:
1. Характер несплошностей, подлежащих выявлению.
Выбор методов НК зависит от следующих факторов:
1. Характер несплошностей, подлежащих выявлению.
Выбор методов НК зависит от следующих факторов:
2. Чувствительность методов неразрушающего контроля
Выбор методов НК зависит от следующих факторов:
2. Чувствительность методов неразрушающего контроля
Выбор методов НК зависит от следующих факторов:
3. Место расположения на детали
Выбор методов НК зависит от следующих факторов:
3. Место расположения на детали
Выбор методов НК зависит от следующих факторов:
4. Условия работы детали.
Они
Выбор методов НК зависит от следующих факторов:
4. Условия работы детали.
Они
Выбор методов НК зависит от следующих факторов:
5. Технические условия (ТУ) на
Выбор методов НК зависит от следующих факторов:
5. Технические условия (ТУ) на
Выбор методов НК зависит от следующих факторов:
6. Физические свойства материалов деталей
Выбор методов НК зависит от следующих факторов:
6. Физические свойства материалов деталей
Выбор методов НК зависит от следующих факторов:
7. Форма и размеры контролируемых
Выбор методов НК зависит от следующих факторов:
7. Форма и размеры контролируемых
Выбор методов НК зависит от следующих факторов:
8. Состояние и степень шероховатости
Выбор методов НК зависит от следующих факторов:
8. Состояние и степень шероховатости
Выбор методов НК зависит от следующих факторов:
9. Условия контроля и наличия
Выбор методов НК зависит от следующих факторов:
9. Условия контроля и наличия
ОЦЕНКА КАЧЕСТВА СВАРОЧНЫХ РАБОТ
ГОСТ Р ИСО 5817 – 2009
Сварка. Сварные соединения
ОЦЕНКА КАЧЕСТВА СВАРОЧНЫХ РАБОТ ГОСТ Р ИСО 5817 – 2009 Сварка. Сварные соединения
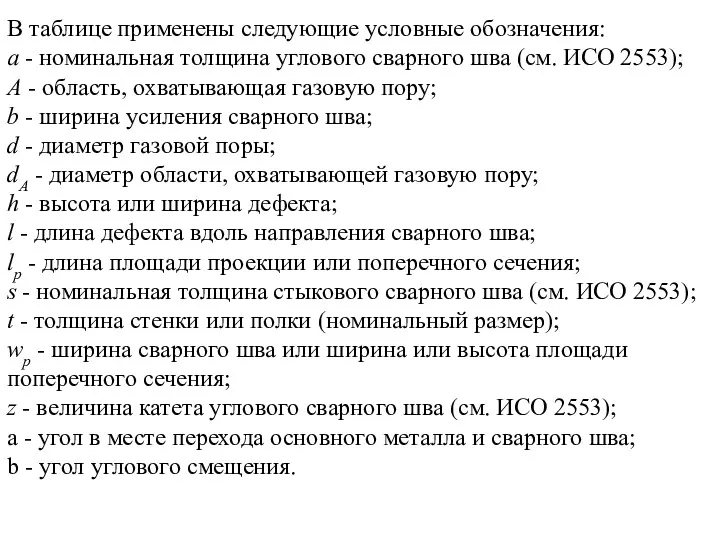
В таблице применены следующие условные обозначения:
a - номинальная толщина углового сварного шва
В таблице применены следующие условные обозначения: a - номинальная толщина углового сварного шва
 Наука криминология, ее предмет, история развития и современное состояние
Наука криминология, ее предмет, история развития и современное состояние Сложение и вычитание дробей с одинаковыми знаменателями. 8 класс
Сложение и вычитание дробей с одинаковыми знаменателями. 8 класс презентация Театр - виды и жанры театров
презентация Театр - виды и жанры театров Рак молочной железы
Рак молочной железы Я - помню, я – горжусь. Республиканский конкурс презентаций Наши великие земляки
Я - помню, я – горжусь. Республиканский конкурс презентаций Наши великие земляки Морская геодезия
Морская геодезия Подарок для мамы
Подарок для мамы Детям о Великой Отечественной войне
Детям о Великой Отечественной войне Роль химической науки в производстве искусственной пищи
Роль химической науки в производстве искусственной пищи Механические процессы
Механические процессы Розрахунково-графічна робота з дисципліни Регіональна економіка. Черкаська та Житомирська област
Розрахунково-графічна робота з дисципліни Регіональна економіка. Черкаська та Житомирська област Творчество учеников
Творчество учеников ЭГП и ТГП России.
ЭГП и ТГП России. Презентация Помоги лисичке найти лисят. Звук Ш.
Презентация Помоги лисичке найти лисят. Звук Ш. Багдадська книжкова мініатюра
Багдадська книжкова мініатюра Совершенствование подходов к расчету регулируемых тарифов в сфере тепло-, водоснабжения и водоотведения
Совершенствование подходов к расчету регулируемых тарифов в сфере тепло-, водоснабжения и водоотведения Егін және оны өндіру, одан дайын өнім дайындау
Егін және оны өндіру, одан дайын өнім дайындау Физкультминутки (1)
Физкультминутки (1)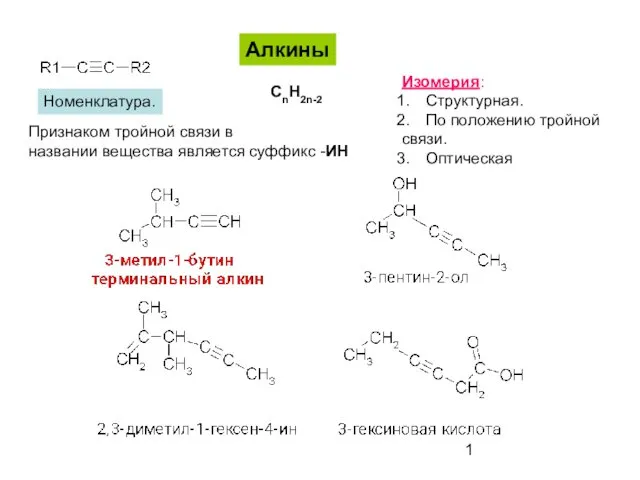 Алкины
Алкины Персональный компьютер как система
Персональный компьютер как система Презентация Кто такие казаки?
Презентация Кто такие казаки? Читательский дневник. Учим успешному чтению
Читательский дневник. Учим успешному чтению Реакция якоря. Круговой огонь
Реакция якоря. Круговой огонь Розвиток благочестя у колежанському просторі
Розвиток благочестя у колежанському просторі Новая линия косметических средств MEZOcomplex
Новая линия косметических средств MEZOcomplex Фотоальбом группы Весёлые зайчата
Фотоальбом группы Весёлые зайчата Наркозные средства. Спирт этиловый
Наркозные средства. Спирт этиловый Литургическая музыка
Литургическая музыка