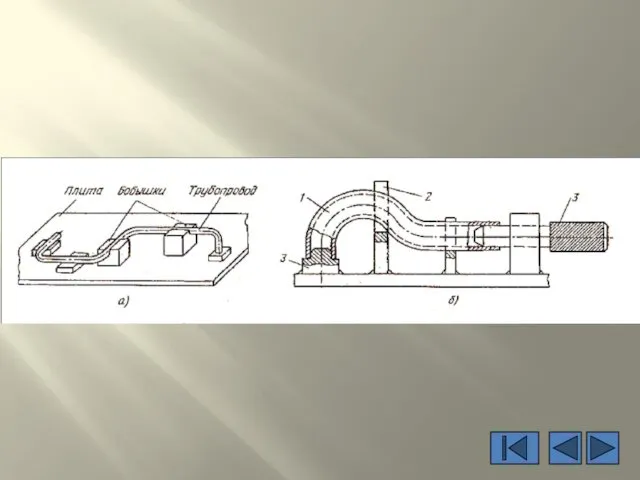
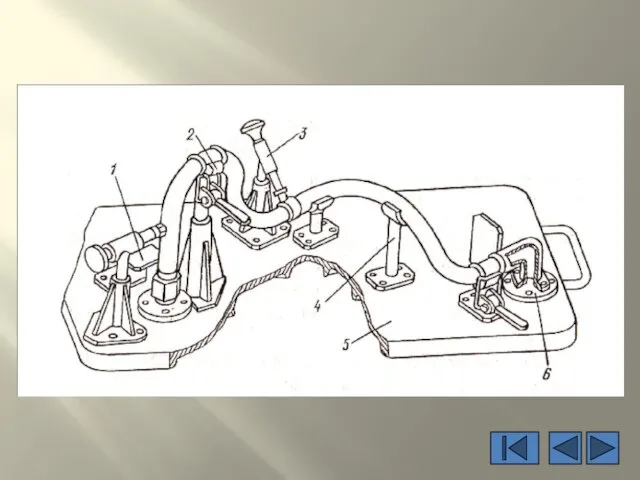
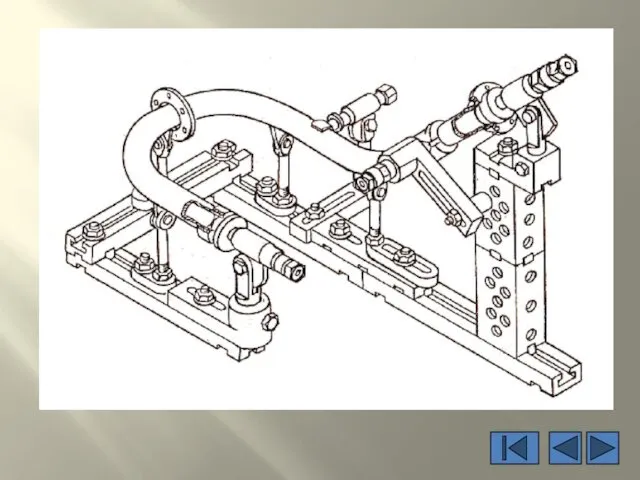
- Трубопроводы, агрегаты

Содержание
- 2. «МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого Кафедра: Технология производства двигателей летательных аппаратов Изготовление жестких трубопроводов
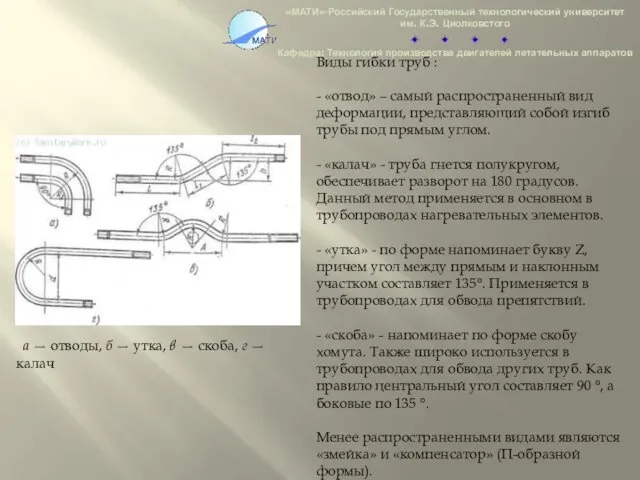
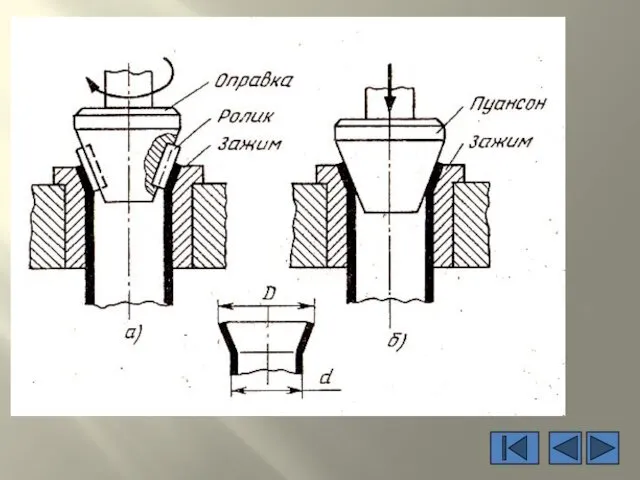
- 5. «МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого Кафедра: Технология производства двигателей летательных аппаратов Виды гибки труб
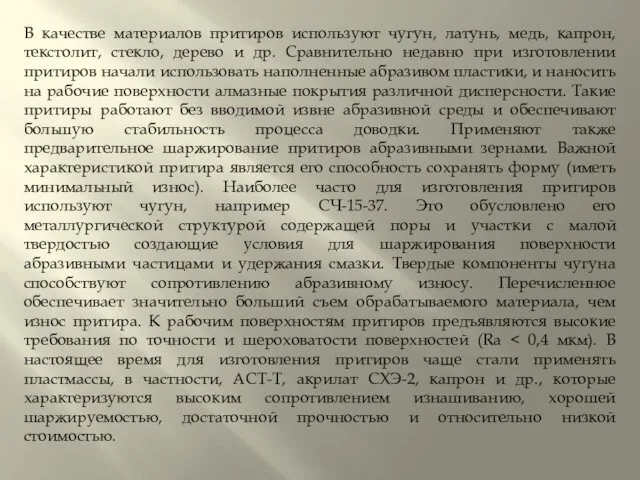
- 6. Станок Вольнова: 1 — плита, 2 —подвижный ролик, 3 — рукоятка, 4 — скоба, 5 —
- 7. На рабочем механизме пирамидально расположены неподвижные 4 и подвижные 5 ролики. Каждая пара неподвижных и подвижных
- 9. Универсальные трубогибочные станки с электромеханическим приводом, не требующим обслуживания и не наносящим ущерб окружающей среде. Станки
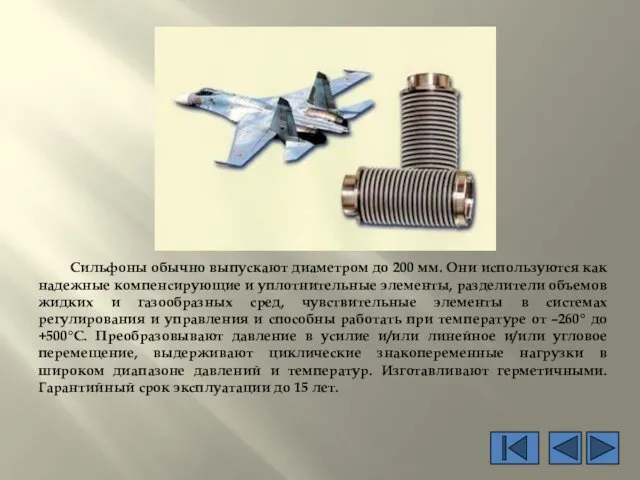
- 16. Сильфоны обычно выпускают диаметром до 200 мм. Они используются как надежные компенсирующие и уплотнительные элементы, разделители
- 17. Сильфоны являются гибкими элементами для изделий машиностроения. Изготавливаемые с особой тщательностью, сильфоны являются основными элементами компенсаторов.
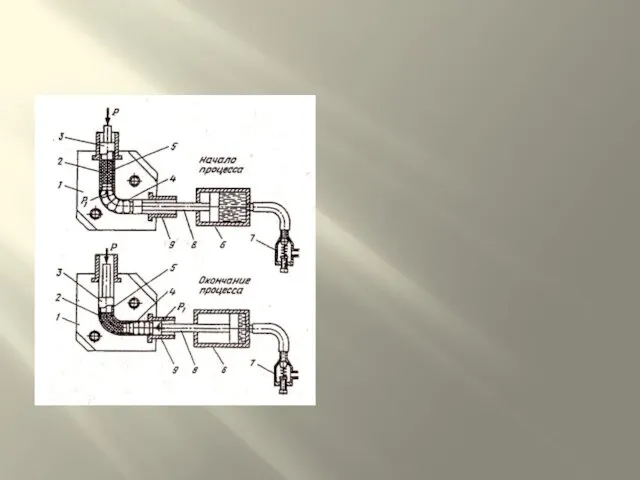
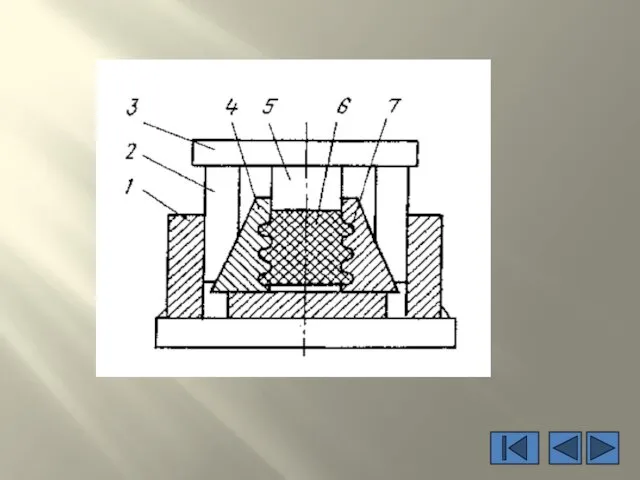
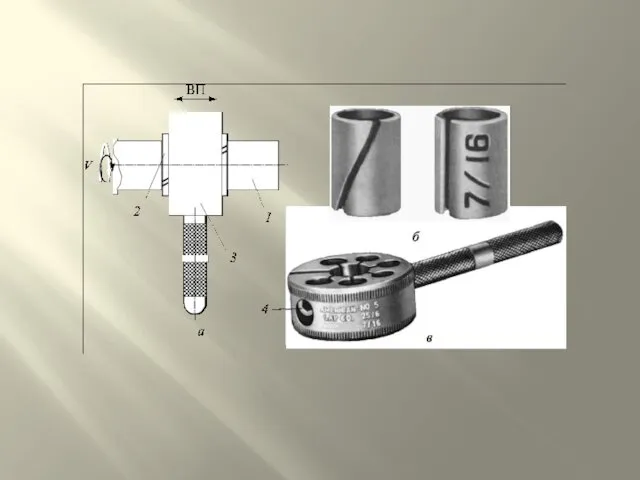
- 25. Принципиальная схема процесса последовательного метода изготовления сильфона приведена на рисунке. Устройство для его реализации) включает в
- 29. Насос-регулятор НР-59 Насос-регулятор НР-59 предназначен для топливопитания и регулирования основного контура двигателя РД-33 и подачи топлива
- 30. Многофункциональный командно-топливный агрегат КТА-14 Многофункциональный командно-топливный агрегат КТА-14 предназначен для подачи топлива, запуска и автоматического поддержания
- 36. Доводка (притирка) – технологическая операция окончательной обработки рабочих поверхностей прецизионных деталей. Она обеспечивает точность обработки 5…6
- 37. Физическая сущность процесса доводки заключается в удалении материала абразивными зернами, находящимися между поверхностями обрабатываемой детали и
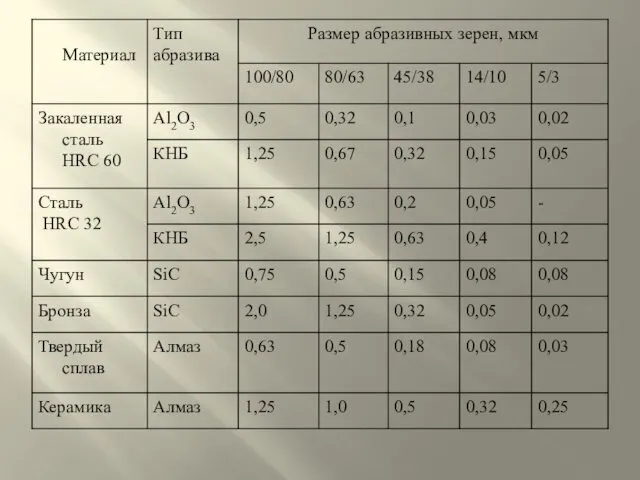
- 38. Применяемые при притирке абразивные материалы подразделяют на три группы: высокой твердости (свыше 7 баллов по шкале
- 39. В качестве материалов притиров используют чугун, латунь, медь, капрон, текстолит, стекло, дерево и др. Сравнительно недавно
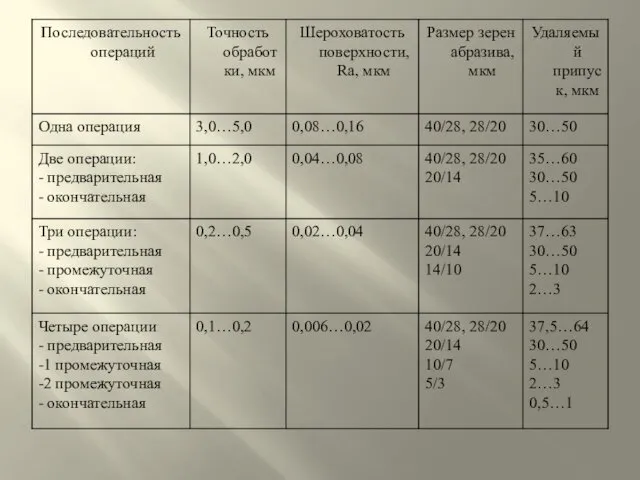
- 45. Доводку осуществляют в одну или несколько (2…4), операций с изменением пасты и режимы работы. Различают следующие
- 46. Промышленностью выпускаются специальные доводочные пасты. Пасты состоят из абразивного порошка, связующих и поверхностно-активных веществ (основы). В
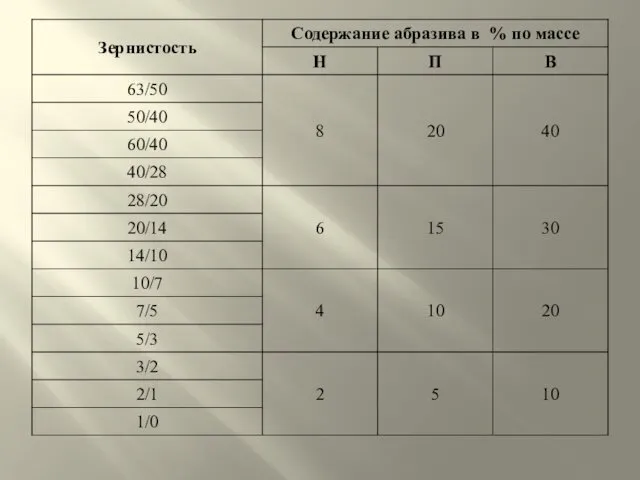
- 47. По консистенции пасты бывают мазеобразными (М) и твердыми (Т). Мазеобразные пасты расфасовывают в тюбики или шприцы,
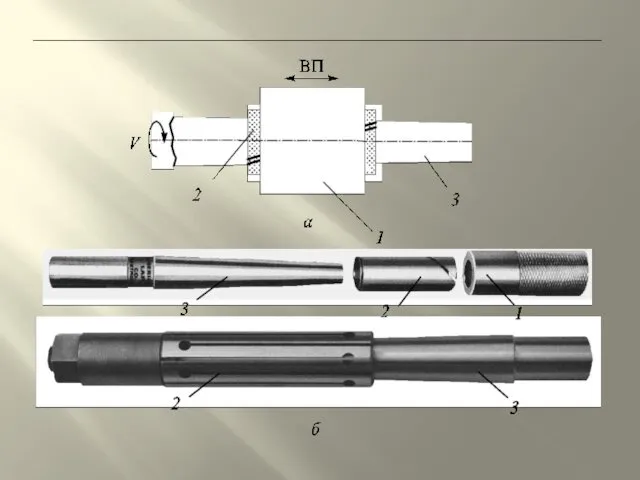
- 51. Гибка гофров: а – базовая схема гибки; б – цилиндрические гофры; в – конические гофры; 1
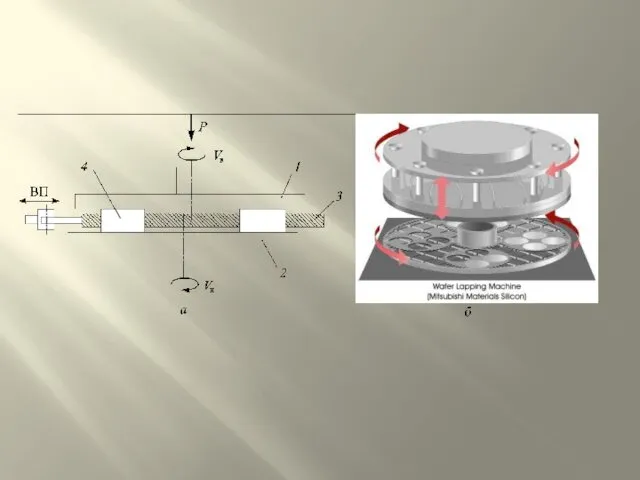
- 52. Схема прокатки гофрированных элементов на профилированных валках: 1 – заготовка (лента); 2 – профилированные формующие валки;
- 53. «МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого Кафедра: Технология производства двигателей летательных аппаратов
- 54. «МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого Кафедра: Технология производства двигателей летательных аппаратов
- 55. «МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого Кафедра: Технология производства двигателей летательных аппаратов
- 56. «МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого Кафедра: Технология производства двигателей летательных аппаратов
- 57. «МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого Кафедра: Технология производства двигателей летательных аппаратов
- 58. «МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого Кафедра: Технология производства двигателей летательных аппаратов
- 59. «МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого Кафедра: Технология производства двигателей летательных аппаратов
- 66. «МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого Кафедра: Технология производства двигателей летательных аппаратов
- 67. «МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого Кафедра: Технология производства двигателей летательных аппаратов Методы поверхностного упрочнения
- 69. Скачать презентацию
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных


«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
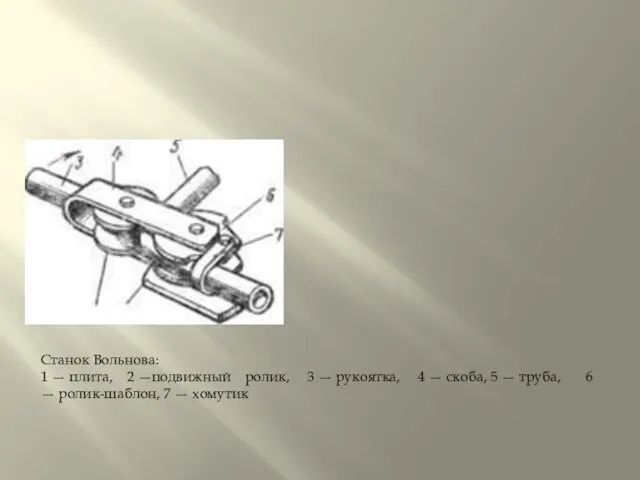
Станок Вольнова:
1 — плита, 2 —подвижный ролик, 3 — рукоятка,
Станок Вольнова:
1 — плита, 2 —подвижный ролик, 3 — рукоятка,
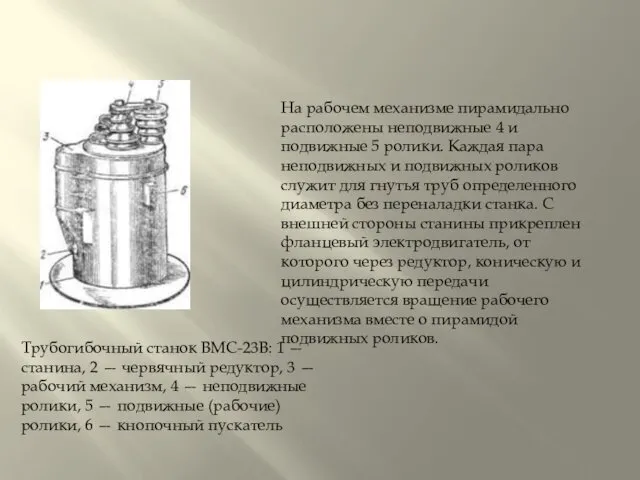
На рабочем механизме пирамидально расположены неподвижные 4 и подвижные 5 ролики.
На рабочем механизме пирамидально расположены неподвижные 4 и подвижные 5 ролики.
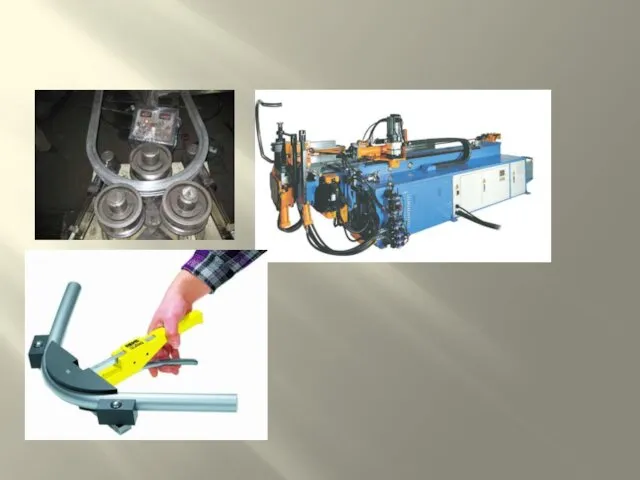

Универсальные трубогибочные станки с электромеханическим приводом, не требующим обслуживания и не
Универсальные трубогибочные станки с электромеханическим приводом, не требующим обслуживания и не
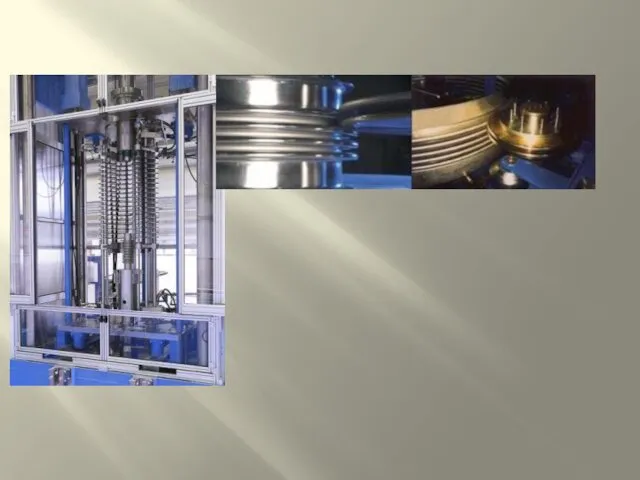
Сильфоны обычно выпускают диаметром до 200 мм. Они используются как надежные
Сильфоны обычно выпускают диаметром до 200 мм. Они используются как надежные
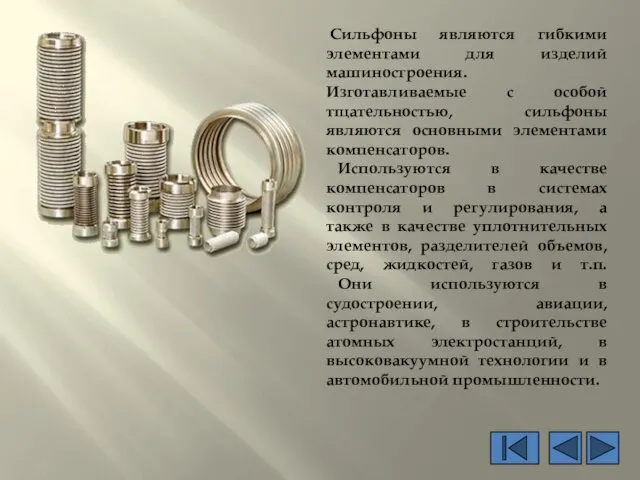
Сильфоны являются гибкими элементами для изделий машиностроения. Изготавливаемые с особой тщательностью,
Сильфоны являются гибкими элементами для изделий машиностроения. Изготавливаемые с особой тщательностью,
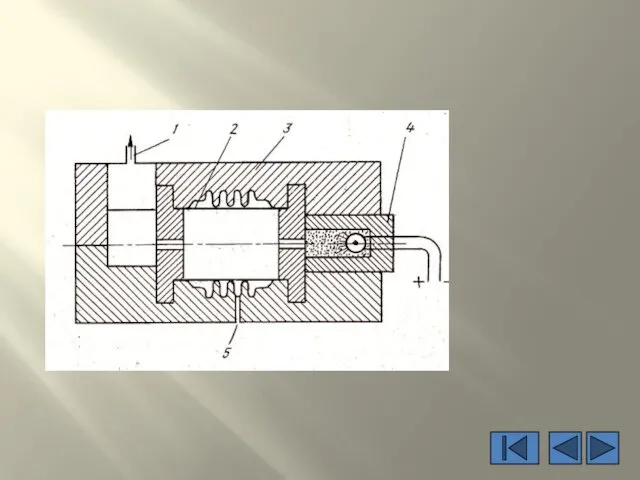
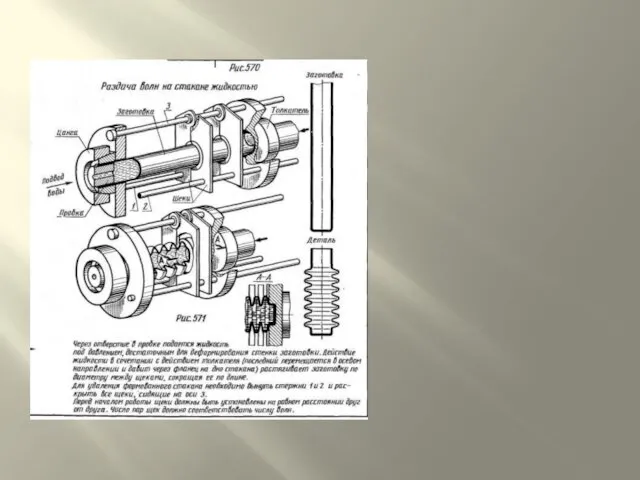
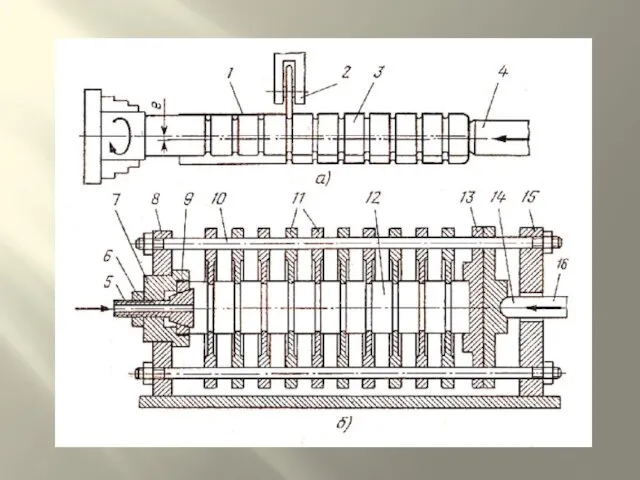
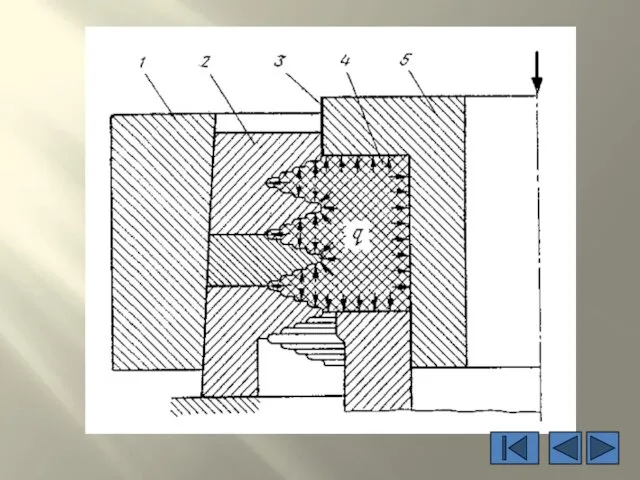
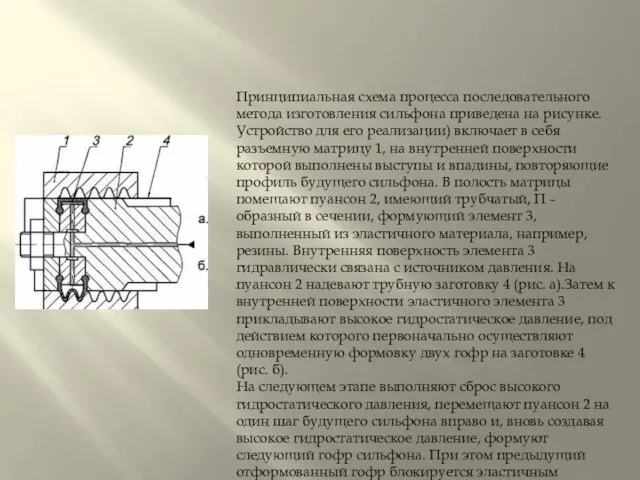
Принципиальная схема процесса последовательного метода изготовления сильфона приведена на рисунке.
Устройство для
Принципиальная схема процесса последовательного метода изготовления сильфона приведена на рисунке.
Устройство для


Насос-регулятор НР-59
Насос-регулятор НР-59 предназначен для топливопитания и регулирования основного контура двигателя
Насос-регулятор НР-59
Насос-регулятор НР-59 предназначен для топливопитания и регулирования основного контура двигателя

Многофункциональный командно-топливный агрегат КТА-14
Многофункциональный командно-топливный агрегат КТА-14 предназначен для подачи топлива,
Многофункциональный командно-топливный агрегат КТА-14
Многофункциональный командно-топливный агрегат КТА-14 предназначен для подачи топлива,



Доводка (притирка) – технологическая операция окончательной обработки рабочих поверхностей прецизионных деталей.
Доводка (притирка) – технологическая операция окончательной обработки рабочих поверхностей прецизионных деталей.
Физическая сущность процесса доводки заключается в удалении материала абразивными зернами, находящимися
Физическая сущность процесса доводки заключается в удалении материала абразивными зернами, находящимися
Применяемые при притирке абразивные материалы подразделяют на три группы: высокой твердости
Применяемые при притирке абразивные материалы подразделяют на три группы: высокой твердости
В качестве материалов притиров используют чугун, латунь, медь, капрон, текстолит, стекло,
В качестве материалов притиров используют чугун, латунь, медь, капрон, текстолит, стекло,
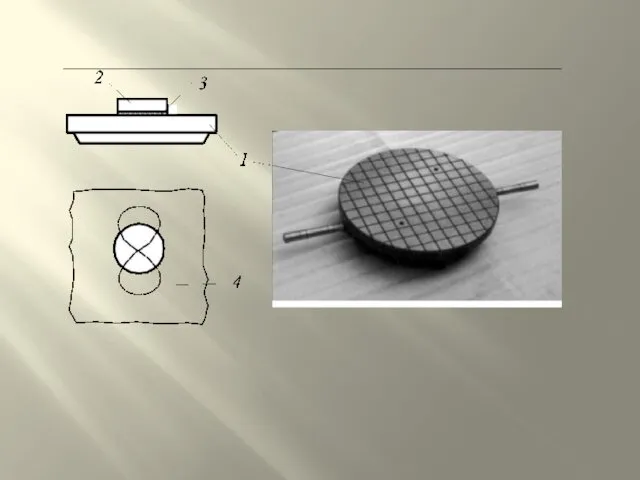
Доводку осуществляют в одну или несколько (2…4), операций с изменением пасты
Доводку осуществляют в одну или несколько (2…4), операций с изменением пасты
Промышленностью выпускаются специальные доводочные пасты. Пасты состоят из абразивного порошка, связующих
Промышленностью выпускаются специальные доводочные пасты. Пасты состоят из абразивного порошка, связующих
По консистенции пасты бывают мазеобразными (М) и твердыми (Т). Мазеобразные пасты
По консистенции пасты бывают мазеобразными (М) и твердыми (Т). Мазеобразные пасты
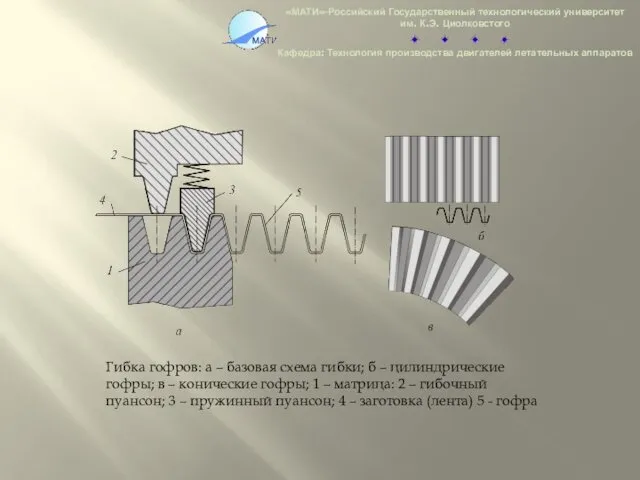
Гибка гофров: а – базовая схема гибки; б – цилиндрические гофры;
Гибка гофров: а – базовая схема гибки; б – цилиндрические гофры;
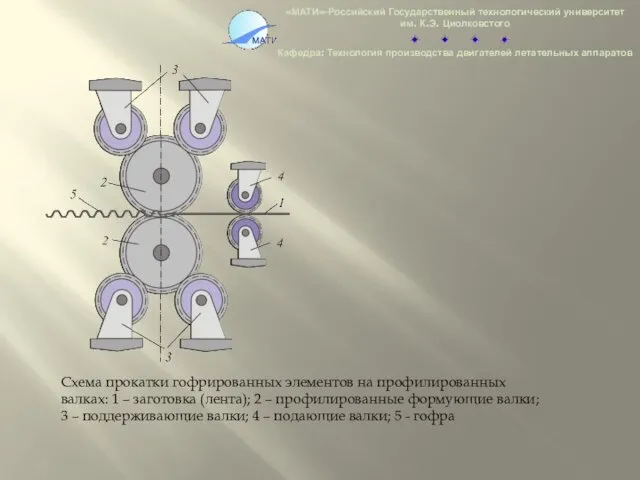
Схема прокатки гофрированных элементов на профилированных валках: 1 – заготовка (лента);
Схема прокатки гофрированных элементов на профилированных валках: 1 – заготовка (лента);
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
«МАТИ»-Российский Государственный технологический университет им. К.Э. Циолковстого
Кафедра: Технология производства двигателей летательных
 Модернизация шлифовального станка
Модернизация шлифовального станка Ravimresistentsus. Meditsiiniosakonna juhataja
Ravimresistentsus. Meditsiiniosakonna juhataja Коллекция концентрированных духов Sexy Life
Коллекция концентрированных духов Sexy Life Информационная образовательная среда воспитателей ДОО
Информационная образовательная среда воспитателей ДОО Труд как основа производства
Труд как основа производства Спираль, что это такое
Спираль, что это такое Санитарные требования к приему и хранению пищевых продуктов
Санитарные требования к приему и хранению пищевых продуктов Территория и международное право
Территория и международное право Внеклассное мероприятие-презентация для первого класса Здравствуй, школа. (В двух частях, конспект)
Внеклассное мероприятие-презентация для первого класса Здравствуй, школа. (В двух частях, конспект) Фотоальбом внеклассного мероприятия Планета в опасности!
Фотоальбом внеклассного мероприятия Планета в опасности! Слушать, чтобы услышать
Слушать, чтобы услышать Я и моя семья
Я и моя семья Конспект занятия к образовательной программе по гражданско-патриотическому воспитанию Народные промыслы России Не то золото, что дорого и блестит, А то дорого, что руками мастера создано”.
Конспект занятия к образовательной программе по гражданско-патриотическому воспитанию Народные промыслы России Не то золото, что дорого и блестит, А то дорого, что руками мастера создано”. Ваши возможности трудоустройства
Ваши возможности трудоустройства Мастер-класс Мир профессий
Мастер-класс Мир профессий Основные положения методики построения занятий урочного типа в физическом воспитании
Основные положения методики построения занятий урочного типа в физическом воспитании Презентация Волга-великая русская река
Презентация Волга-великая русская река Конспект интерактивной формы работы с родителями: Компьютер - благо или зло?
Конспект интерактивной формы работы с родителями: Компьютер - благо или зло? Динамика твёрдого тела. Лекция 4
Динамика твёрдого тела. Лекция 4 Нефтедобыча. Способы добычи нефти
Нефтедобыча. Способы добычи нефти Информатика
Информатика Маркетинговое планирование в конкурентной среде
Маркетинговое планирование в конкурентной среде БАЗ-дың заманауи, ғылыми классификациясы. №3 лекция
БАЗ-дың заманауи, ғылыми классификациясы. №3 лекция Отчет о проведении благотворительной акции
Отчет о проведении благотворительной акции Конкурс Эрудит
Конкурс Эрудит Программа саморазвития
Программа саморазвития Основы маршрутизации
Основы маршрутизации Улучшение условий труда и качества ремонтных работ в моторном отделении
Улучшение условий труда и качества ремонтных работ в моторном отделении