Увеличение срока службы резьбовых соединений З-133 (NC50) за счет совершенствования технологии изготовления и эксплуатации презентация
- Увеличение срока службы резьбовых соединений З-133 (NC50) за счет совершенствования технологии изготовления и эксплуатации

Содержание
- 2. «Пермская компания нефтяного машиностроения» (ООО «ПКНМ») занимается производством скважинных штанговых насосов, бурового оборудования, телеметрии для наклонно-направленного
- 3. Актуальность работы состоит в необходимости выполнения требований заказчика по повышению циклов свинчивания/развинчивании замковой резьбы З-133 (NC50)
- 4. Целью работы является повышение эксплуатационного ресурса резьбовых замковых соединений бурильных труб, увеличение количества циклов свинчивания/развинчивания за
- 5. Механико-технологический факультет Дефекты резьбы Согласно ГОСТ 34004-2016, дефекты поверхности резьбовых соединений могут быть следующими: Забоины Задиры
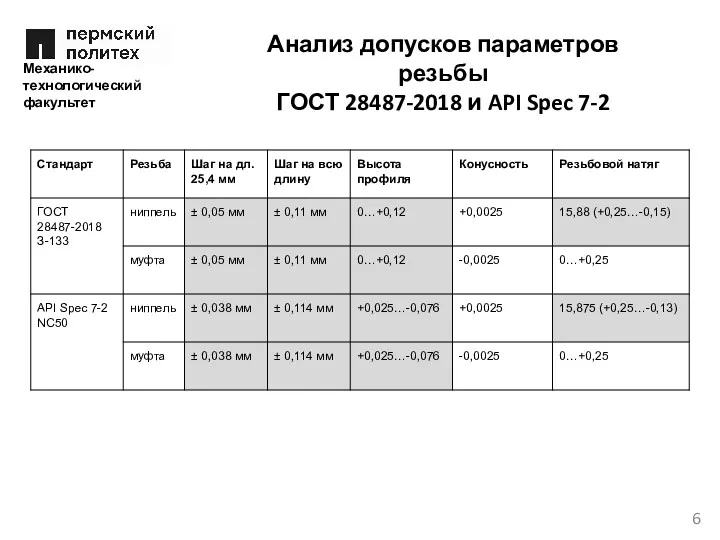
- 6. Механико-технологический факультет Анализ допусков параметров резьбы ГОСТ 28487-2018 и API Spec 7-2
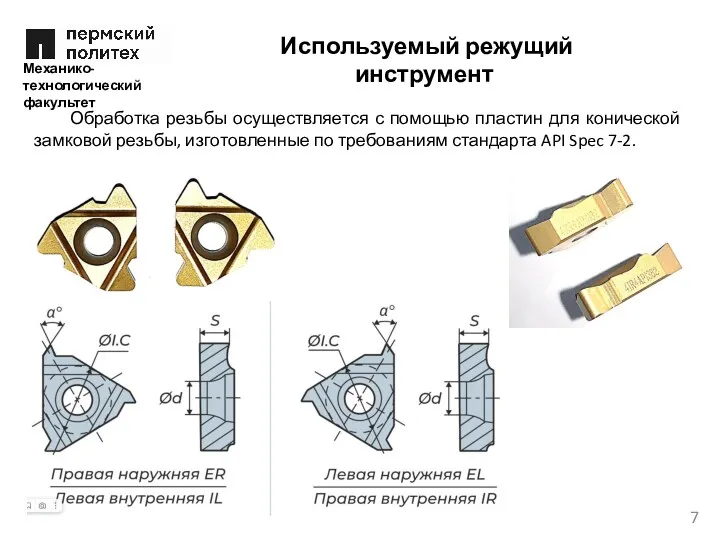
- 7. Механико-технологический факультет Обработка резьбы осуществляется с помощью пластин для конической замковой резьбы, изготовленные по требованиям стандарта
- 8. Механико-технологический факультет Выбор метода контроля геометрических параметров резьбы зависит от требуемой точности и доступных средств для
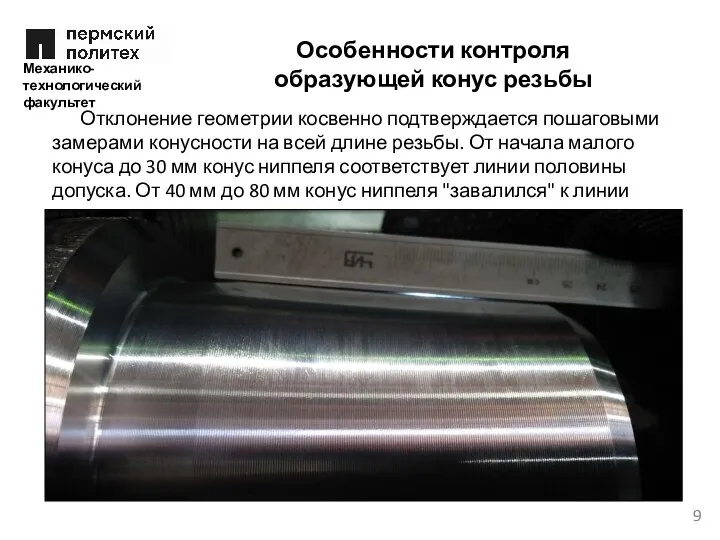
- 9. Особенности контроля образующей конус резьбы Отклонение геометрии косвенно подтверждается пошаговыми замерами конусности на всей длине резьбы.
- 10. Особенности контроля образующей конус резьбы Механико-технологический факультет 10
- 11. Механико-технологический факультет Испытания резьб с применением дополнительной обработки 11
- 12. Механико-технологический факультет Влияющие факторы на возникновение задиров на буровой: - несоосность буровой установки; - разгрузка и
- 13. Мероприятия по улучшению Механико-технологический факультет 13
- 15. Скачать презентацию

«Пермская компания нефтяного машиностроения» (ООО «ПКНМ») занимается производством скважинных штанговых насосов,
«Пермская компания нефтяного машиностроения» (ООО «ПКНМ») занимается производством скважинных штанговых насосов,

Актуальность работы состоит в необходимости выполнения требований заказчика по повышению циклов
Актуальность работы состоит в необходимости выполнения требований заказчика по повышению циклов
Целью работы является повышение эксплуатационного ресурса резьбовых замковых соединений бурильных труб,
Целью работы является повышение эксплуатационного ресурса резьбовых замковых соединений бурильных труб,

Механико-технологический
факультет
Дефекты резьбы
Согласно ГОСТ 34004-2016, дефекты поверхности резьбовых соединений могут быть
Механико-технологический
факультет
Дефекты резьбы
Согласно ГОСТ 34004-2016, дефекты поверхности резьбовых соединений могут быть
Механико-технологический
факультет
Анализ допусков параметров резьбы
ГОСТ 28487-2018 и API Spec 7-2
Механико-технологический
факультет
Анализ допусков параметров резьбы
ГОСТ 28487-2018 и API Spec 7-2
Механико-технологический
факультет
Обработка резьбы осуществляется с помощью пластин для конической замковой резьбы,
Механико-технологический
факультет
Обработка резьбы осуществляется с помощью пластин для конической замковой резьбы,

Механико-технологический
факультет
Выбор метода контроля геометрических параметров резьбы зависит от требуемой точности
Механико-технологический
факультет
Выбор метода контроля геометрических параметров резьбы зависит от требуемой точности
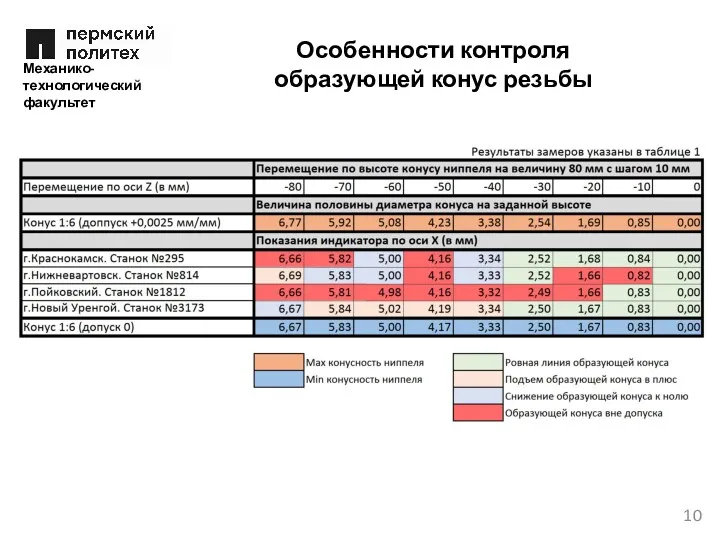
Особенности контроля образующей конус резьбы
Отклонение геометрии косвенно подтверждается пошаговыми замерами конусности
Особенности контроля образующей конус резьбы
Отклонение геометрии косвенно подтверждается пошаговыми замерами конусности
Особенности контроля образующей конус резьбы
Механико-технологический
факультет
10
Особенности контроля образующей конус резьбы
Механико-технологический
факультет
10
Механико-технологический
факультет
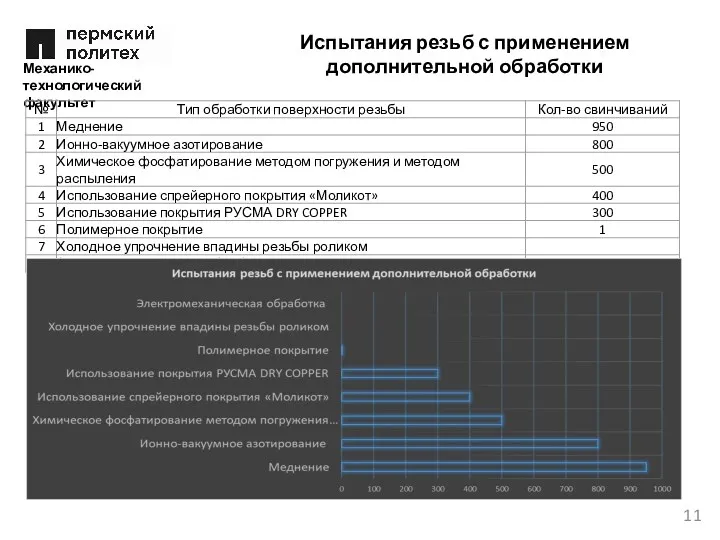
Испытания резьб с применением дополнительной обработки
11
Механико-технологический
факультет
Испытания резьб с применением дополнительной обработки
11

Механико-технологический
факультет
Влияющие факторы на возникновение задиров на буровой:
- несоосность буровой установки;
Механико-технологический
факультет
Влияющие факторы на возникновение задиров на буровой:
- несоосность буровой установки;
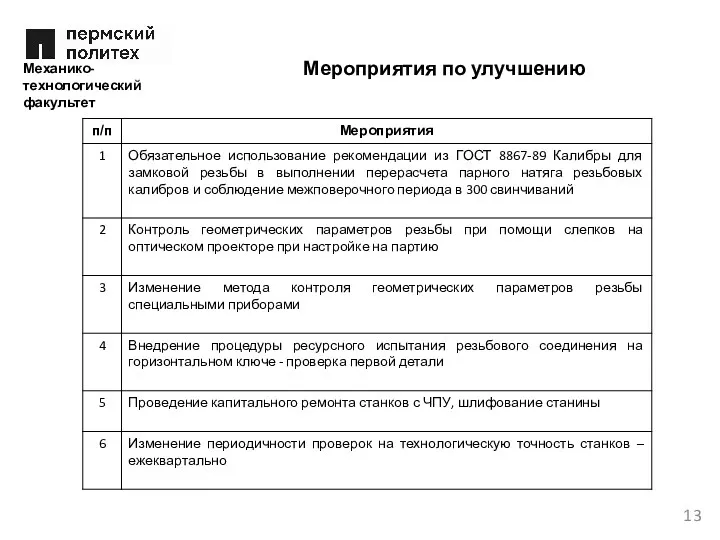
Мероприятия по улучшению
Механико-технологический
факультет
13
Мероприятия по улучшению
Механико-технологический
факультет
13
 Искусство формирования составов модельных поездов
Искусство формирования составов модельных поездов Характеристики методов обучения
Характеристики методов обучения Послеродовый гипопитуитаризм (синдром Шихана)
Послеродовый гипопитуитаризм (синдром Шихана) Биологиялық мембрананың өткізгіштік механаимі. Иондық каналдар және тасымалдаушылардың құрылысы мен функциясы
Биологиялық мембрананың өткізгіштік механаимі. Иондық каналдар және тасымалдаушылардың құрылысы мен функциясы Голицыно – город будущего
Голицыно – город будущего звуки т д
звуки т д Вегетативная (автономная, висцеральная) нервная система. Часть 3
Вегетативная (автономная, висцеральная) нервная система. Часть 3 Ислам өркениеті
Ислам өркениеті Презентации Диск
Презентации Диск Разработка и анализ инвестиционных проектов
Разработка и анализ инвестиционных проектов Презентация к уроку Мужества Парад 7 ноября 1941 года в г.Куйбышев
Презентация к уроку Мужества Парад 7 ноября 1941 года в г.Куйбышев Из чего состоит радиоуправляемая автомодель
Из чего состоит радиоуправляемая автомодель Микроклональное размножение растений
Микроклональное размножение растений Производство оптического бесцветного стекла
Производство оптического бесцветного стекла Виды плана
Виды плана Построение вариационной кривой
Построение вариационной кривой ОАО Брестский ликероводочный завод Белалко
ОАО Брестский ликероводочный завод Белалко Выступление на занятии мастер - класс № 1 по теме Критерии личностного роста учителя
Выступление на занятии мастер - класс № 1 по теме Критерии личностного роста учителя Виробництво продуктів харчування у світі
Виробництво продуктів харчування у світі Внеклассное мероприятие для 3 класса Новое о светофорах
Внеклассное мероприятие для 3 класса Новое о светофорах Графические изображения статистических данных
Графические изображения статистических данных Лекція 2. Ф.Риз
Лекція 2. Ф.Риз Интерьер жилого дома
Интерьер жилого дома Презентация к внеклассному мероприятию Космос
Презентация к внеклассному мероприятию Космос Понятийный аппарат научного исследования, его содержание и характеристика
Понятийный аппарат научного исследования, его содержание и характеристика презентация 15.04
презентация 15.04 Презентация проекта 9 Мая в старшей группе
Презентация проекта 9 Мая в старшей группе Мы путешественники! Конспект выпускного занятия с использованием ИКТ в подготовительной группе Диск Диск
Мы путешественники! Конспект выпускного занятия с использованием ИКТ в подготовительной группе Диск Диск