- ВКР Маркин

Содержание
- 2. Объектом исследования в работе горячекатаные рулоны с размерами 7,0*1600*L (мм) и 3,5*1880*L (мм). Предметом исследования является
- 3. Характеристика алюминиевых сплавов АВ и АД0
- 4. Схема технологического процесса прокатки толстых листов на примере листа из сплава АВ
- 5. Исходными заготовками для горячей прокатки служат фрезерованные и плакированные (для сплава АВ) слитки с размерами поперечного
- 6. Лист 7,0*1600*рулон Кол-во проходов – 15 Максимальное обжатие за проход – 50 мм; Максимальная степень деформации
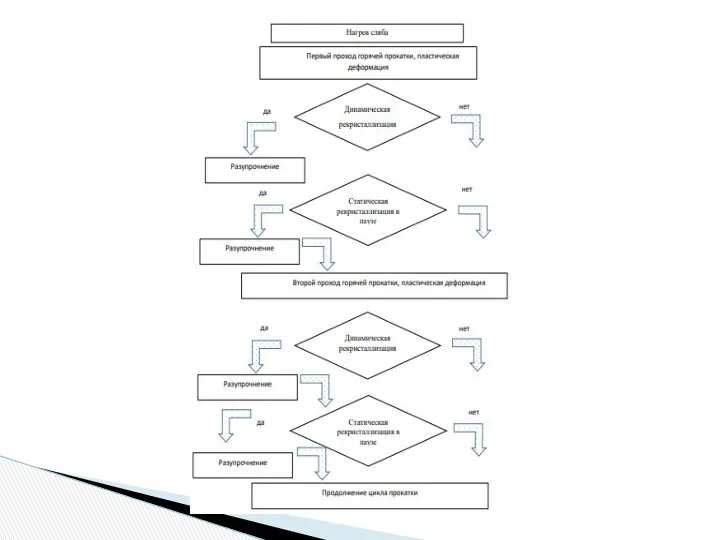
- 7. Спецтема : «МОДЕРНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ: МОДЕЛЬ ОПИСАНИЯ ДЕФОРМАЦИИ АЛЮМИНИЕВЫХ СПЛАВОВ ПРИ ИХ ГОРЯЧЕЙ
- 9. Годовая программа выпуска продукции – 67000 т; Численность работников по категориям (основные, вспомогательные, ИТР, МОП): Основные
- 10. 1. Спроектированный технологический процесс выполняет все требования производителей; 2. Энерго-силовые параметры удовлетворяют условиям выбранного оборудования (стана
- 12. Скачать презентацию
Объектом исследования в работе горячекатаные рулоны с размерами 7,0*1600*L (мм) и
Объектом исследования в работе горячекатаные рулоны с размерами 7,0*1600*L (мм) и
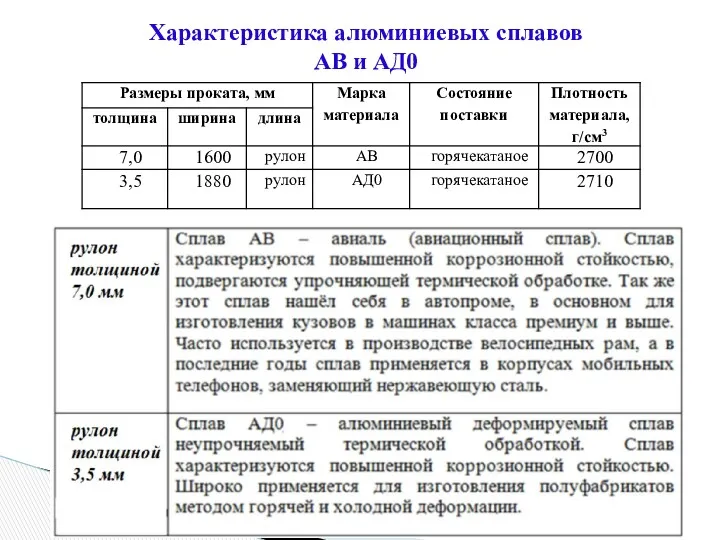
Характеристика алюминиевых сплавов
АВ и АД0
Характеристика алюминиевых сплавов
АВ и АД0
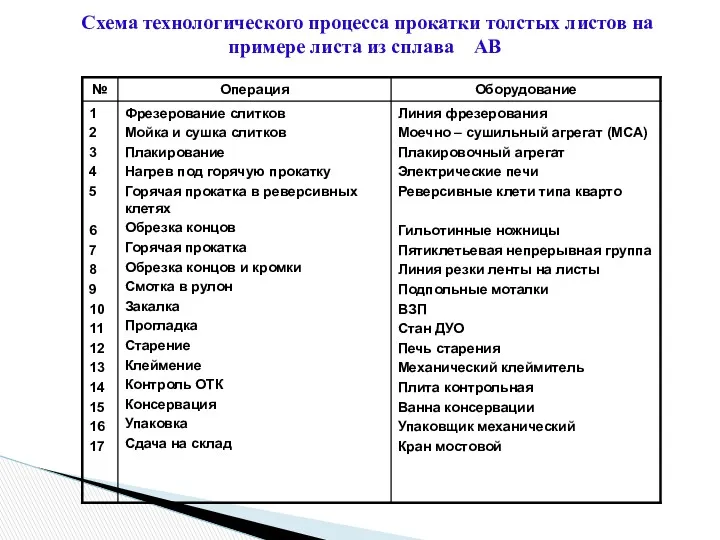
Схема технологического процесса прокатки толстых листов на примере листа из сплава
Схема технологического процесса прокатки толстых листов на примере листа из сплава

Исходными заготовками для горячей прокатки служат фрезерованные и плакированные (для сплава
Исходными заготовками для горячей прокатки служат фрезерованные и плакированные (для сплава
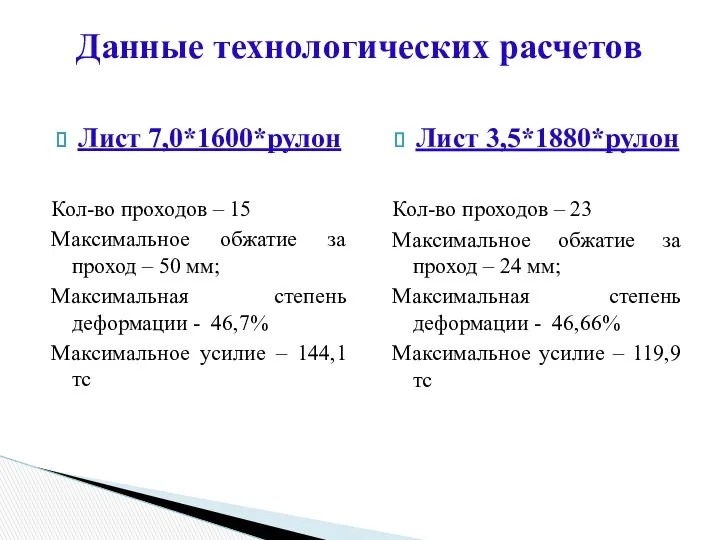
Лист 7,0*1600*рулон
Кол-во проходов – 15
Максимальное обжатие за проход – 50 мм;
Максимальная
Лист 7,0*1600*рулон
Кол-во проходов – 15
Максимальное обжатие за проход – 50 мм;
Максимальная
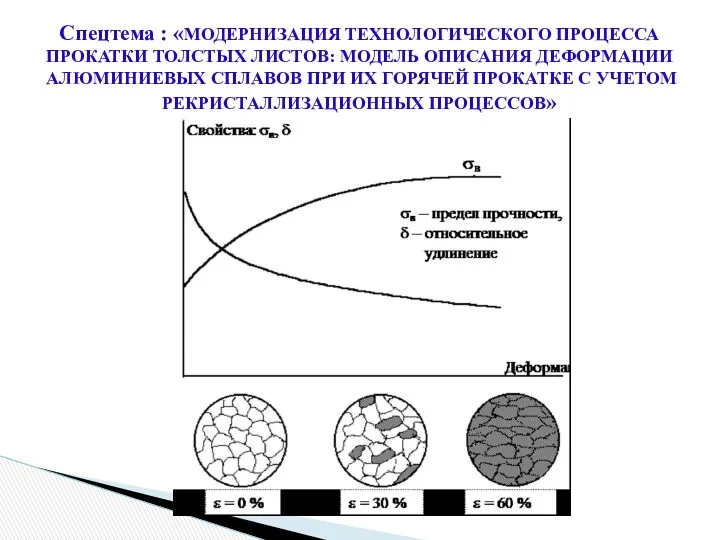
Спецтема : «МОДЕРНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ: МОДЕЛЬ ОПИСАНИЯ ДЕФОРМАЦИИ
Спецтема : «МОДЕРНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ: МОДЕЛЬ ОПИСАНИЯ ДЕФОРМАЦИИ
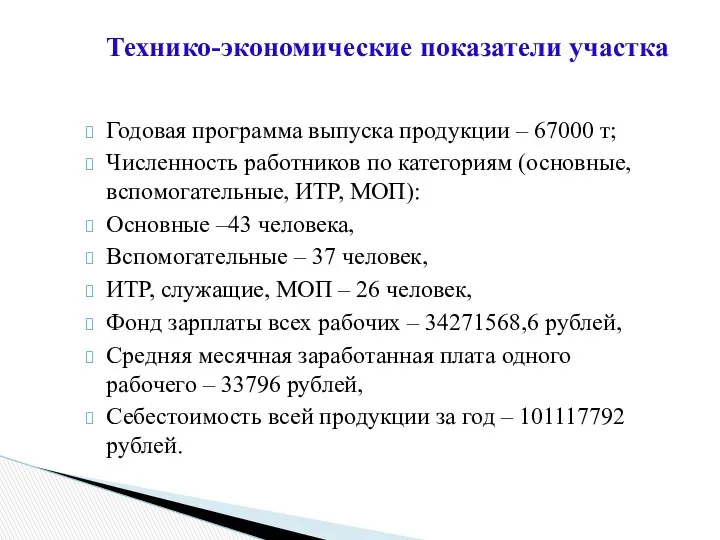
Годовая программа выпуска продукции – 67000 т;
Численность работников по категориям (основные,
Годовая программа выпуска продукции – 67000 т;
Численность работников по категориям (основные,
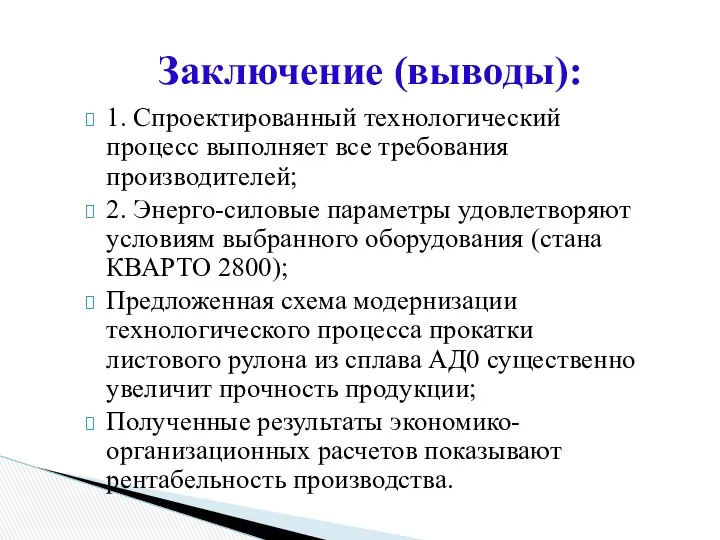
1. Спроектированный технологический процесс выполняет все требования производителей;
2. Энерго-силовые параметры удовлетворяют
1. Спроектированный технологический процесс выполняет все требования производителей;
2. Энерго-силовые параметры удовлетворяют
Похожие презентации
 Христианство. Становление
Христианство. Становление Arduino - это инструмент для проектирования электронных устройств (электронный конструктор)
Arduino - это инструмент для проектирования электронных устройств (электронный конструктор) Характеристика основных элементов регулярного приема планировки
Характеристика основных элементов регулярного приема планировки Хозяйство Германии
Хозяйство Германии Открытый урок Сложные эфиры. Жиры.
Открытый урок Сложные эфиры. Жиры. Использование метода наглядного моделирования в работе с дошкольниками
Использование метода наглядного моделирования в работе с дошкольниками прзтц
прзтц Історичні персоналії
Історичні персоналії Региональная программа капитального ремонта на 2015-2044 годы
Региональная программа капитального ремонта на 2015-2044 годы сценарий классного часа День Знаний 2 класс
сценарий классного часа День Знаний 2 класс Абдоминальное ожирение и риск развития атеросклеротических процессов и инсулинорезистенции
Абдоминальное ожирение и риск развития атеросклеротических процессов и инсулинорезистенции Список личного снаряжения для однодневного турпохода весной/осенью
Список личного снаряжения для однодневного турпохода весной/осенью Программа развития школьного историко-краеведческого музея
Программа развития школьного историко-краеведческого музея одарённые дети
одарённые дети Презентация Развитие способностей и творческого потенциала всех детей в условиях реализации ФГОС ДО
Презентация Развитие способностей и творческого потенциала всех детей в условиях реализации ФГОС ДО Презентация для родителей будущих первоклассников
Презентация для родителей будущих первоклассников Воспитатель года.
Воспитатель года. Сопряжения. Виды сопряжений
Сопряжения. Виды сопряжений Великие географические открытия Колумба
Великие географические открытия Колумба Юбка. Конструирование
Юбка. Конструирование
 Русская философская мысль
Русская философская мысль Ядерная физика и человек
Ядерная физика и человек Диалоговое обучение (обучение как открытие)
Диалоговое обучение (обучение как открытие) Социальное пространство и социальная структура
Социальное пространство и социальная структура Проект по патриотическому воспитанию к 70-летию Победы
Проект по патриотическому воспитанию к 70-летию Победы Ведомственный проект Цифровое сельское хозяйство
Ведомственный проект Цифровое сельское хозяйство Основы поведения субъектов рыночной экономики
Основы поведения субъектов рыночной экономики