- ВКР: Техника и технология изготовления оконной решетки газовой сваркой

Содержание
- 2. ЗДРАВСТВУЙТЕ УВАЖАЕМЫЕ ПРЕДСЕДАТЕЛЬ И ЧЛЕНЫ ЭКЗАМЕНАЦИОННОЙ КОМИССИИ Я обучающийся НТПТ – ф ГБПОУ РО «ШРКТЭ им.
- 3. Для выполнения сварочных работ я буду использовать: Ацетиленовый баллон Кислородный баллон Инжекторную горелку Редукторы Газовые рукава
- 4. Схема инжекторной горелки и конструкция инжекторного устройства 1 – мундштук; 2 – наконечник; 3 – смесительная
- 5. Подготовительные операции под сварку включают зачистку, разметку, резку, и сборку. Зачистку буду выполнять щеткой по металлу
- 6. Основными режимами газовой сварки являются: вид и мощность пламени, диаметр присадочной проволоки. После необходимых расчётов получаю:
- 7. Техника сварки – совокупность способов, приемов и манипуляций, осуществляемых сварщиком для формирования высококачественного шва. При газовой
- 8. УШС-2 УШС-3 Шаблон Ушерова - Маршака цифровая версия Для контроля качества сварки и сборки я буду
- 10. Скачать презентацию
ЗДРАВСТВУЙТЕ УВАЖАЕМЫЕ ПРЕДСЕДАТЕЛЬ И ЧЛЕНЫ ЭКЗАМЕНАЦИОННОЙ КОМИССИИ
Я обучающийся НТПТ
ЗДРАВСТВУЙТЕ УВАЖАЕМЫЕ ПРЕДСЕДАТЕЛЬ И ЧЛЕНЫ ЭКЗАМЕНАЦИОННОЙ КОМИССИИ
Я обучающийся НТПТ
Для выполнения сварочных работ я буду использовать:
Ацетиленовый баллон
Кислородный баллон
Инжекторную горелку
Редукторы
Газовые
Для выполнения сварочных работ я буду использовать:
Ацетиленовый баллон
Кислородный баллон
Инжекторную горелку
Редукторы
Газовые
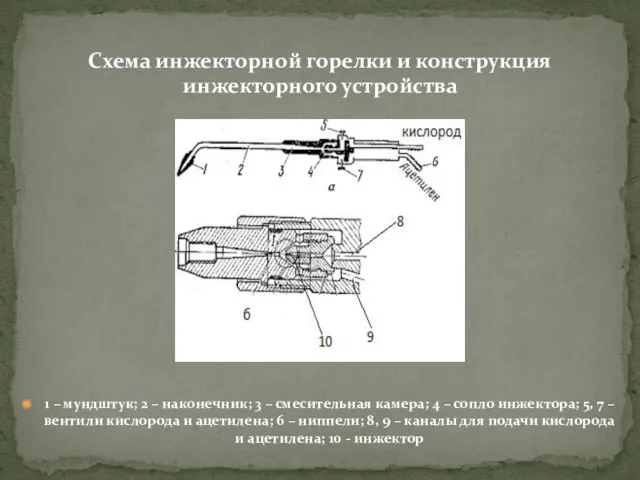
Схема инжекторной горелки и конструкция инжекторного устройства
1 – мундштук; 2 –
1 – мундштук; 2 –
Подготовительные операции под сварку включают зачистку, разметку, резку, и сборку.
Зачистку буду выполнять щеткой
Зачистку буду выполнять щеткой
Основными режимами газовой сварки являются:
вид и мощность пламени,
диаметр присадочной проволоки.
После
вид и мощность пламени,
диаметр присадочной проволоки.
После
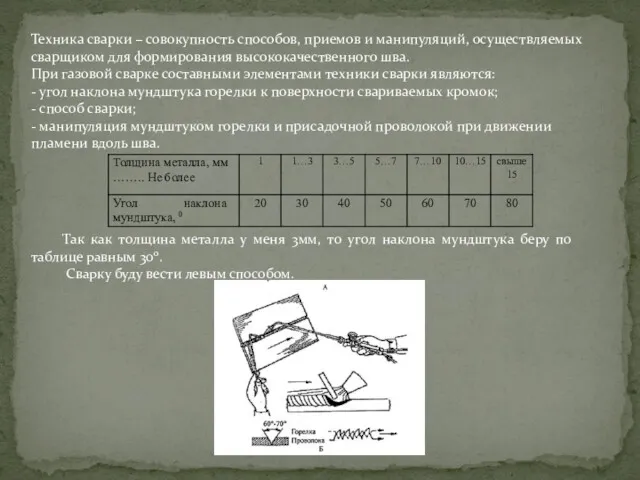
Техника сварки – совокупность способов, приемов и манипуляций, осуществляемых сварщиком для
Техника сварки – совокупность способов, приемов и манипуляций, осуществляемых сварщиком для
УШС-2
УШС-3
Шаблон
Ушерова - Маршака
цифровая версия
Для контроля качества сварки и сборки
УШС-3
Шаблон
Ушерова - Маршака
цифровая версия
Для контроля качества сварки и сборки
 Путешествие по родному краю. Конкурсы
Путешествие по родному краю. Конкурсы Курсовое проектирование как одна из форм подготовки конкурентоспособного специалиста
Курсовое проектирование как одна из форм подготовки конкурентоспособного специалиста Развитие социологии (до 1940-х гг.)
Развитие социологии (до 1940-х гг.) American history
American history Презентация Открытка к 8 марта
Презентация Открытка к 8 марта Технологиялық машиналар және жабдықтар
Технологиялық машиналар және жабдықтар Итоговое сочинение. Критерии оценивания
Итоговое сочинение. Критерии оценивания Проектная задача Буклет для дошкольника
Проектная задача Буклет для дошкольника Лазерная физика. Основные задачи курса
Лазерная физика. Основные задачи курса Буровые растворы. Бурение нефтяных и газовых скважин
Буровые растворы. Бурение нефтяных и газовых скважин Ранние формы религии. Часть I
Ранние формы религии. Часть I Анализ аптечного ассортимента лекарственного растительного сырья, содержащего эфирные масла и препаратов из него
Анализ аптечного ассортимента лекарственного растительного сырья, содержащего эфирные масла и препаратов из него Машины для противоэрозионной обработки почв
Машины для противоэрозионной обработки почв Урок химии в 8 классе Обобщающее повторение по теме сложные вещества
Урок химии в 8 классе Обобщающее повторение по теме сложные вещества Транспортная логистика. (Раздел 2.3)
Транспортная логистика. (Раздел 2.3) Психолого-педагогическое сопровождение семьи, воспитывающей ребенка раннего и дошкольного возраста
Психолого-педагогическое сопровождение семьи, воспитывающей ребенка раннего и дошкольного возраста Строительство поверхностной обработки покрытий
Строительство поверхностной обработки покрытий Doping-legalization
Doping-legalization Русская народная сказка Теремок
Русская народная сказка Теремок красивая речь ребенка
красивая речь ребенка Значение и перспективы развития тары и упаковки в управлении товародвижением в компании “СПСР экспресс”
Значение и перспективы развития тары и упаковки в управлении товародвижением в компании “СПСР экспресс” Давление. 7 класс
Давление. 7 класс Une petite histoire
Une petite histoire Военнослужащие и взаимоотношения между ними
Военнослужащие и взаимоотношения между ними Морфофункциональная характеристика скелета и аппарата движения нижних конечностей человека
Морфофункциональная характеристика скелета и аппарата движения нижних конечностей человека Медиация равных
Медиация равных род.собрание
род.собрание Смешанное вскармливание. Лекция
Смешанное вскармливание. Лекция