- HSE Networking

Содержание
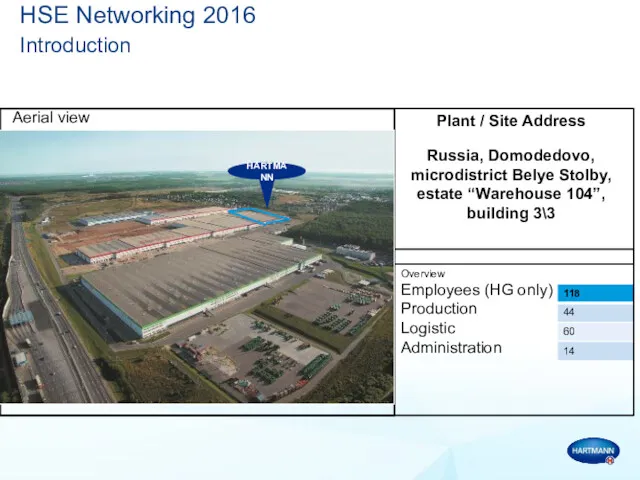
- 2. HSE Networking 2016 Introduction Plant / Site Address Russia, Domodedovo, microdistrict Belye Stolby, estate “Warehouse 104”,
- 3. HSE Networking 2016 Introduction Main operation processes are: Production of INKO goods: Molinea, Molimed. (2 production
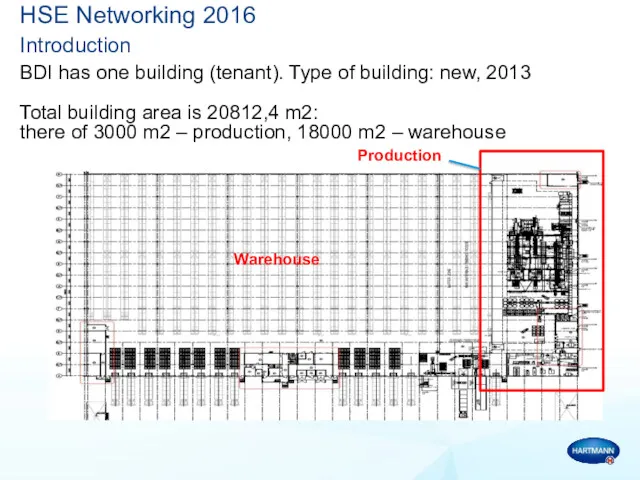
- 4. HSE Networking 2016 Introduction BDI has one building (tenant). Type of building: new, 2013 Total building
- 5. HSE Networking 2016 Introduction BDI is the 1st Inco Plant in Russia! The First MoliNea product
- 6. HSE Networking 2016 Introduction BDI Start at 24.10.2013 Opening Ceremony
- 7. HSE Networking 2016 Introduction HSE department consist of 2 employees: HSE manager and HSE specialist HSE
- 8. HSE Networking 2016 Introduction HSE specialist Olesya Tarasova Education: Bryansk Engineering and Technology Academy Qualification: safety
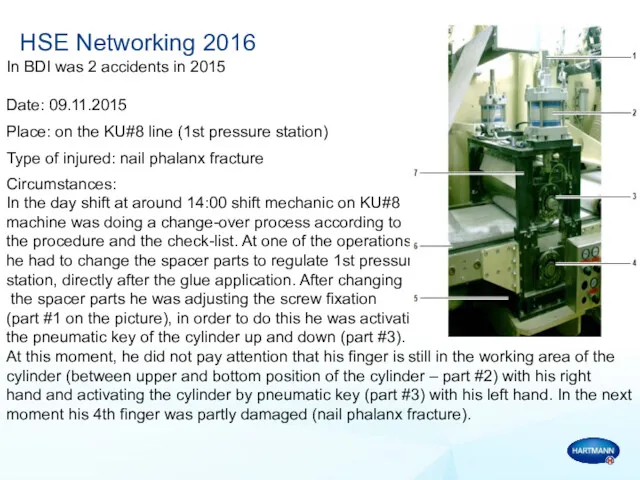
- 9. HSE Networking 2016 In BDI was 2 accidents in 2015 Date: 09.11.2015 Place: on the KU#8
- 10. HSE Networking 2016 Corrective measures: • Adjust properly air damper for slower movement (This was done
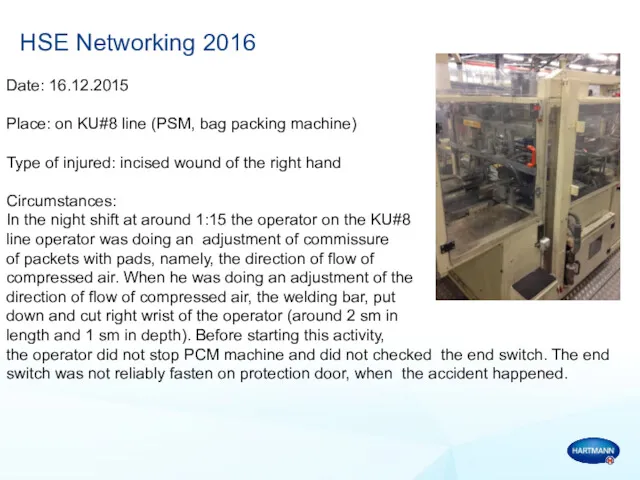
- 11. HSE Networking 2016 Date: 16.12.2015 Place: on KU#8 line (PSM, bag packing machine) Type of injured:
- 12. HSE Networking 2016 Basic cause: • The end switch was broken. The end switch was not
- 14. Скачать презентацию
HSE Networking 2016
Introduction
Plant / Site Address
Russia, Domodedovo, microdistrict Belye Stolby, estate
HSE Networking 2016
Introduction
Plant / Site Address
Russia, Domodedovo, microdistrict Belye Stolby, estate

HSE Networking 2016
Introduction
Main operation processes are:
Production of INKO goods: Molinea, Molimed.
HSE Networking 2016
Introduction
Main operation processes are:
Production of INKO goods: Molinea, Molimed.
HSE Networking 2016
Introduction
BDI has one building (tenant). Type of building: new,
HSE Networking 2016
Introduction
BDI has one building (tenant). Type of building: new,
HSE Networking 2016
Introduction
BDI is the 1st Inco Plant in Russia!
The
HSE Networking 2016
Introduction
BDI is the 1st Inco Plant in Russia!
The

HSE Networking 2016
Introduction
BDI Start at 24.10.2013
Opening Ceremony
HSE Networking 2016
Introduction
BDI Start at 24.10.2013
Opening Ceremony

HSE Networking 2016
Introduction
HSE department consist of 2 employees: HSE manager
HSE Networking 2016
Introduction
HSE department consist of 2 employees: HSE manager

HSE Networking 2016
Introduction
HSE specialist
Olesya Tarasova
Education: Bryansk Engineering and
Technology
HSE Networking 2016
Introduction
HSE specialist
Olesya Tarasova
Education: Bryansk Engineering and
Technology
HSE Networking 2016
In BDI was 2 accidents in 2015
Date: 09.11.2015
Place: on
HSE Networking 2016
In BDI was 2 accidents in 2015
Date: 09.11.2015
Place: on
HSE Networking 2016
Corrective measures:
• Adjust properly air damper for slower movement
HSE Networking 2016
Corrective measures:
• Adjust properly air damper for slower movement
HSE Networking 2016
Date: 16.12.2015
Place: on KU#8 line (PSM, bag packing
HSE Networking 2016
Date: 16.12.2015
Place: on KU#8 line (PSM, bag packing
HSE Networking 2016
Basic cause:
• The end switch was broken. The end switch
HSE Networking 2016
Basic cause:
• The end switch was broken. The end switch
 Словообразование при помощи суффиксов в английском языке. 9 класс
Словообразование при помощи суффиксов в английском языке. 9 класс The 10 Golden Rules of Customer Service
The 10 Golden Rules of Customer Service Christmas
Christmas Famous Person: Marilyn Monroe
Famous Person: Marilyn Monroe ОГЭ. Интерактивный тренажёр. Word formation. Tasks 29-34. 5 variants
ОГЭ. Интерактивный тренажёр. Word formation. Tasks 29-34. 5 variants 44 sounds. 20 vowels. 24 consonants
44 sounds. 20 vowels. 24 consonants Legalese in Legal English Usage
Legalese in Legal English Usage CANADA
CANADA Irregular verbs
Irregular verbs A lesson about jobs (part 1)
A lesson about jobs (part 1) Spotlight 3. Module 2 (Unit 4). Family moments
Spotlight 3. Module 2 (Unit 4). Family moments Английский Алфавит. Alphabet
Английский Алфавит. Alphabet Lecture 3 old english grammar. The nominal system
Lecture 3 old english grammar. The nominal system My Diary
My Diary Zero Article in English Grammar
Zero Article in English Grammar English pronouns
English pronouns Basketball is a team sport with a ball
Basketball is a team sport with a ball Грамматические приемы перевода
Грамматические приемы перевода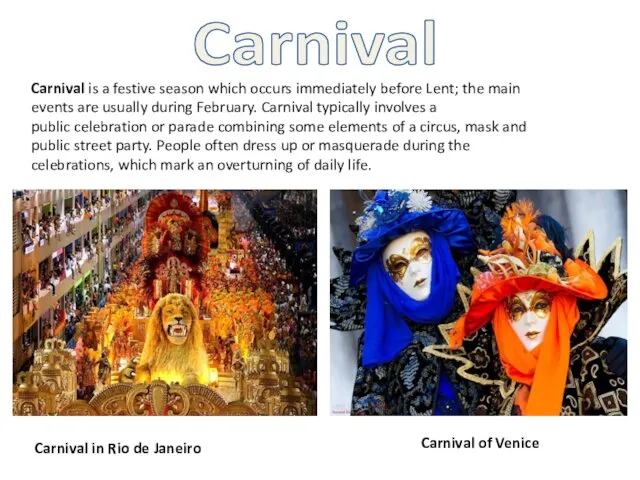 Carnival of Venice. Carnival in Rio de Janeiro
Carnival of Venice. Carnival in Rio de Janeiro Требования к современному уроку английского языка
Требования к современному уроку английского языка Methods of teaching grammar. Types of grammatical skills
Methods of teaching grammar. Types of grammatical skills Talented women, prepositions
Talented women, prepositions Do or make game. Teacher switcher
Do or make game. Teacher switcher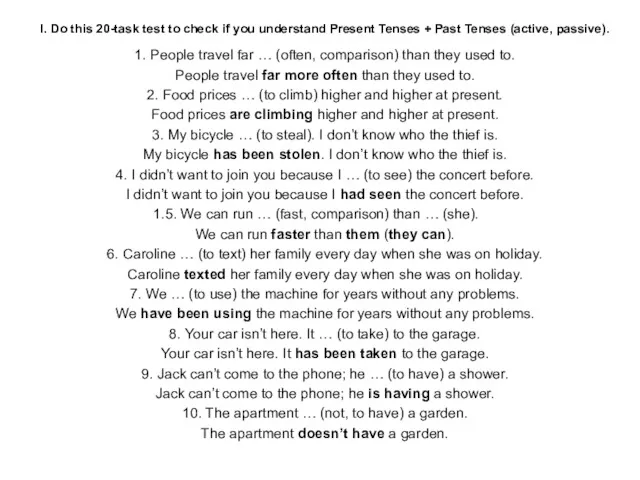 Do this 20-task test to check if you understand Present Tenses + Past Tenses (active, passive)
Do this 20-task test to check if you understand Present Tenses + Past Tenses (active, passive) In the bath!
In the bath! Who is who
Who is who Do what you can, with what you have, where you are
Do what you can, with what you have, where you are My favorite holiday
My favorite holiday