- Дефектация агрегатов, узлов и деталей

Содержание
- 2. ЮЖНО - УРАЛЬСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ Факультет военного обучения Кафедра танковых войск Разработал подполковник А.Хуснутдинов
- 3. ТЕМА №11 ДЕФЕКТАЦИЯ АГРЕГАТОВ, УЗЛОВ И ДЕТАЛЕЙ » ЗАНЯТИЕ№1 «ДЕФЕКТАЦИЯ АГРЕГАТОВ, УЗЛОВ И ДЕТАЛЕЙ »
- 4. УЧЕБНЫЕ ВОПРОСЫ: Классификация дефектов агрегатов,узлов и деталей. Технические требования на дефектацию и порядок дефектации.
- 5. ВОПРОС №1 . КЛАССИФИКАЦИЯ ДЕФЕКТОВ АГРЕГАТОВ,УЗЛОВ И ДЕТАЛЕЙ
- 6. В процессе работы многие детали боевых машин могут выходить из строя, в результате чего происходят поломки
- 7. Дефектация – определение годности агрегатов, узлов и деталей, которая проводится с целью определения их технического состояния,
- 8. Дефектация - один из ответственных этапов работы по ремонту танков. Она проводится наиболее опытными специалистами -
- 9. КЛАССИФИКАЦИЯ ДЕФЕКТОВ АГРЕГАТОВ,УЗЛОВ И ДЕТАЛЕЙ. 1.По причинам возникновения, т. е. вследствие: износа деталей при их нормальной
- 10. КЛАССИФИКАЦИЯ ДЕФЕКТОВ АГРЕГАТОВ,УЗЛОВ И ДЕТАЛЕЙ.
- 11. ДЕФЕКТЫ АГРЕГАТОВ ,УЗЛОВ И ДЕТАЛЕЙ. Дефекты по внешним признакам делятся: -износы трущихся пар; ; -коррозионные разрушения
- 12. КЛАССИФИКАЦИЯ ДЕФЕКТОВ АГРЕГАТОВ,УЗЛОВ И ДЕТАЛЕЙ. Предлагаемая классификация не является всеобъемлющей и, разумеется, не полностью охватывает все
- 13. Вопрос №2: Технические требования на дефектацию и порядок дефектации агрегатов,узлов и деталей..
- 14. После приемки машины в ремонт производится разборка машины и агрегатов и дефектация деталей, комплектов и узлов.
- 15. Для облегчения дальнейшей работы с ними, детали метят краской соответственно: зеленой, желтой, красной. Годные детали направляются
- 16. ОСНОВНЫЕ ТРЕБОВАНИЯ,ПРЕДЬЯВЛЯЕМЫЕ К ДЕФЕКТАЦИИ При дефектации руководствуются техническими требованиями,разработанными ГОСНИТИ.В технических условиях указывается допустимый и предельный
- 17. ОСНОВНЫЕ ТРЕБОВАНИЯ,ПРЕДЬЯВЛЯЕМЫЕ К ДЕФЕКТАЦИИ В связи с износом в процессе эксплуатации действительные размеры деталей, определяемые при
- 18. ОСНОВНЫЕ ТРЕБОВАНИЯ,ПРЕДЬЯВЛЯЕМЫЕ К ДЕФЕКТАЦИИ При дефектации используются следующие названия размеров: 1. нормальный - соответствующей новой годной
- 19. ТРЕБОВАНИЯ К ДЕТАЛЯМ Общие требования: Определение технического состояния деталей и сборочных единиц производится внешним осмотром и
- 20. ТРЕБОВАНИЯ К ДЕТАЛЯМ По результатам осмотра детали и сборочные единицы делятся на три группы: а) годные
- 21. ТРЕБОВАНИЯ К ДЕТАЛЯМ Крепежные детали Состояние резьбы проверить внешним осмотром, а также навинчиванием гаек (ввинчиванием болтов)
- 22. ТРЕБОВАНИЯ К ДЕТАЛЯМ Детали из резины и полиуретана Состояние резины и полиуретана определяется внешним осмотром. Резиновые
- 23. ТРЕБОВАНИЯ К ДЕТАЛЯМ Металлические детали Ответственные детали и сборочные единицы со специальными покрытиями и термически обработанными
- 24. Детали подлежат замене при наличии следующих дефектов: а) сколов, трещин любой величины и расположения; б) раковин,
- 25. Контакты, контактные поверхности Контакты подлежат замене при наличии деформации, трещин любого расположения и отслоения серебряных пластин
- 26. Порядок дефектации агрегатов, узлов и деталей. После приемки машины в ремонт производится разборка машины и агрегатов
- 27. Для облегчения дальнейшей работы с ними, детали метят краской соответственно: зеленой, желтой, красной. Годные детали направляются
- 28. Ремонтный размер. Для удешевления ремонта, упорядочения его технологического процесса приняты ремонтные размеры. Ремонтным размером называется заранее
- 29. При нормализованном ремонтном размере деталь обрабатывается до определенного, заранее установленного ремонтного размера, а при ненормализованном -
- 30. ИЗНОСЫ Особое место в дефектах занимает износ деталей. Износом называется постепенное изменение формы, размеров, массы, рабочей
- 31. В результате этого происходит поломка детали, которая может привести к целому ряду неприятных последствий в механизме
- 32. Δ д. + Δмр.ср. ≤ Δпр. где, Δ д. - допустимый износ; Δмр.ср - средний износ
- 33. Занятие№2 Методы обнаружения дефекта.
- 34. Методы обнаружения дефекта: внешним осмотром, мерительным инструментом (определяются размеры и износ деталей), специальными приборами и приспособлениями
- 35. Внешним осмотром: Определяются трещины, отколы, риски, глубокие царапины, задиры, борозды, выкрашивание рабочей поверхности, срыв резьбы, пробоины,
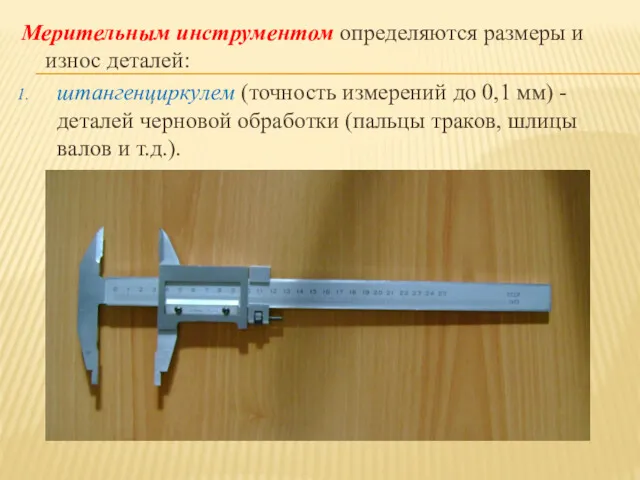
- 36. Мерительным инструментом определяются размеры и износ деталей: штангенциркулем (точность измерений до 0,1 мм) - деталей черновой
- 37. 2. микрометром (нутромером, глубиномером, резьбомером) - деталей со шлифованными, полированными поверхностями (поршневые пальцы, гильзы цилиндров, шейки
- 38. 3. скобами, пробками, калибрами, лекальными линейками - определяют износ и форму деталей.
- 39. Специальными приборами и методами выявляются трещины, раковины и другие скрытые дефекты. В практике ремонта для обнаружения
- 40. Метод гидравлических испытаний применяют для обнаружения трещин в полых деталях ( баки, головки блоков, радиаторы, трубопроводы,
- 42. Метод керосиновой пробы применяется для обнаружения трещин шириной более 0,03 - 0,05 мм. Поверхность проверяемой детали
- 43. ПОВЕРХНОСТЬ ДЕТАЛИ ПОКРЫВАЮТ ЛЮМИНОФОРОМ, КОТОРЫЙ ЧЕРЕЗ 5-6 МИН. С ПОВЕРХНОСТИ УДАЛЯЮТ. ЗАТЕМ НАНОСЯТ СЛОЙ ТАЛЬКА ДЛЯ
- 44. Метод вихревых токов применяют для обнаружения поверхностных и подповерхностных трещин, залегающих на глубине до 0,3 мм
- 45. Метод намагничивания (магнитной дефектоскопии) позволяет выявить трещины шириной до 0,001 мм и другие дефекты (раковины, пустоты)
- 47. Скачать презентацию

ЮЖНО - УРАЛЬСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Факультет военного обучения
Кафедра танковых войск
Разработал подполковник А.Хуснутдинов
ЮЖНО - УРАЛЬСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Факультет военного обучения
Кафедра танковых войск
Разработал подполковник А.Хуснутдинов
ТЕМА №11 ДЕФЕКТАЦИЯ АГРЕГАТОВ, УЗЛОВ И ДЕТАЛЕЙ »
ЗАНЯТИЕ№1
«ДЕФЕКТАЦИЯ АГРЕГАТОВ,
ТЕМА №11 ДЕФЕКТАЦИЯ АГРЕГАТОВ, УЗЛОВ И ДЕТАЛЕЙ »
ЗАНЯТИЕ№1
«ДЕФЕКТАЦИЯ АГРЕГАТОВ,
УЧЕБНЫЕ ВОПРОСЫ:
Классификация дефектов агрегатов,узлов и деталей.
Технические требования на дефектацию и порядок
УЧЕБНЫЕ ВОПРОСЫ:
Классификация дефектов агрегатов,узлов и деталей.
Технические требования на дефектацию и порядок
ВОПРОС №1
. КЛАССИФИКАЦИЯ ДЕФЕКТОВ АГРЕГАТОВ,УЗЛОВ И ДЕТАЛЕЙ
ВОПРОС №1
. КЛАССИФИКАЦИЯ ДЕФЕКТОВ АГРЕГАТОВ,УЗЛОВ И ДЕТАЛЕЙ
В процессе работы многие детали боевых машин могут выходить из строя,
В процессе работы многие детали боевых машин могут выходить из строя,
Дефектация – определение годности агрегатов, узлов и деталей, которая проводится с
Дефектация – определение годности агрегатов, узлов и деталей, которая проводится с
Дефектация - один из ответственных этапов работы по ремонту танков. Она
Дефектация - один из ответственных этапов работы по ремонту танков. Она
КЛАССИФИКАЦИЯ ДЕФЕКТОВ АГРЕГАТОВ,УЗЛОВ И ДЕТАЛЕЙ.
1.По причинам возникновения, т. е. вследствие: износа
КЛАССИФИКАЦИЯ ДЕФЕКТОВ АГРЕГАТОВ,УЗЛОВ И ДЕТАЛЕЙ.
1.По причинам возникновения, т. е. вследствие: износа
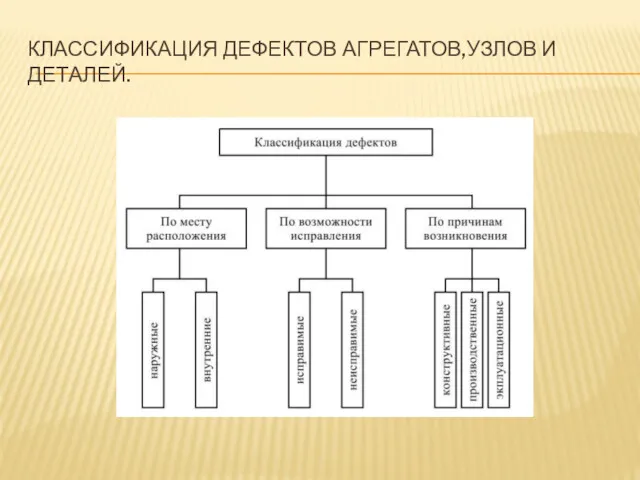
КЛАССИФИКАЦИЯ ДЕФЕКТОВ АГРЕГАТОВ,УЗЛОВ И ДЕТАЛЕЙ.
КЛАССИФИКАЦИЯ ДЕФЕКТОВ АГРЕГАТОВ,УЗЛОВ И ДЕТАЛЕЙ.

ДЕФЕКТЫ АГРЕГАТОВ ,УЗЛОВ И ДЕТАЛЕЙ.
Дефекты по внешним признакам делятся:
ДЕФЕКТЫ АГРЕГАТОВ ,УЗЛОВ И ДЕТАЛЕЙ.
Дефекты по внешним признакам делятся:
КЛАССИФИКАЦИЯ ДЕФЕКТОВ АГРЕГАТОВ,УЗЛОВ И ДЕТАЛЕЙ.
Предлагаемая классификация не является всеобъемлющей и, разумеется,
КЛАССИФИКАЦИЯ ДЕФЕКТОВ АГРЕГАТОВ,УЗЛОВ И ДЕТАЛЕЙ.
Предлагаемая классификация не является всеобъемлющей и, разумеется,
Вопрос №2:
Технические требования на дефектацию и порядок дефектации агрегатов,узлов и деталей..
Вопрос №2:
Технические требования на дефектацию и порядок дефектации агрегатов,узлов и деталей..
После приемки машины в ремонт производится разборка машины и агрегатов и
После приемки машины в ремонт производится разборка машины и агрегатов и
Для облегчения дальнейшей работы с ними, детали метят краской соответственно: зеленой,
Для облегчения дальнейшей работы с ними, детали метят краской соответственно: зеленой,
ОСНОВНЫЕ ТРЕБОВАНИЯ,ПРЕДЬЯВЛЯЕМЫЕ К ДЕФЕКТАЦИИ
При дефектации руководствуются техническими требованиями,разработанными ГОСНИТИ.В технических условиях
ОСНОВНЫЕ ТРЕБОВАНИЯ,ПРЕДЬЯВЛЯЕМЫЕ К ДЕФЕКТАЦИИ
При дефектации руководствуются техническими требованиями,разработанными ГОСНИТИ.В технических условиях
ОСНОВНЫЕ ТРЕБОВАНИЯ,ПРЕДЬЯВЛЯЕМЫЕ К ДЕФЕКТАЦИИ
В связи с износом в процессе эксплуатации действительные
ОСНОВНЫЕ ТРЕБОВАНИЯ,ПРЕДЬЯВЛЯЕМЫЕ К ДЕФЕКТАЦИИ
В связи с износом в процессе эксплуатации действительные

ОСНОВНЫЕ ТРЕБОВАНИЯ,ПРЕДЬЯВЛЯЕМЫЕ К ДЕФЕКТАЦИИ
При дефектации используются следующие названия размеров:
1. нормальный
ОСНОВНЫЕ ТРЕБОВАНИЯ,ПРЕДЬЯВЛЯЕМЫЕ К ДЕФЕКТАЦИИ
При дефектации используются следующие названия размеров:
1. нормальный
ТРЕБОВАНИЯ К ДЕТАЛЯМ
Общие требования:
Определение технического состояния деталей и сборочных единиц
ТРЕБОВАНИЯ К ДЕТАЛЯМ
Общие требования:
Определение технического состояния деталей и сборочных единиц
ТРЕБОВАНИЯ К ДЕТАЛЯМ
По результатам осмотра детали и сборочные единицы делятся
ТРЕБОВАНИЯ К ДЕТАЛЯМ
По результатам осмотра детали и сборочные единицы делятся
ТРЕБОВАНИЯ К ДЕТАЛЯМ
Крепежные детали
Состояние резьбы проверить внешним осмотром, а также
ТРЕБОВАНИЯ К ДЕТАЛЯМ
Крепежные детали
Состояние резьбы проверить внешним осмотром, а также
ТРЕБОВАНИЯ К ДЕТАЛЯМ
Детали из резины и полиуретана
Состояние резины и
ТРЕБОВАНИЯ К ДЕТАЛЯМ
Детали из резины и полиуретана
Состояние резины и
ТРЕБОВАНИЯ К ДЕТАЛЯМ
Металлические детали
Ответственные детали и сборочные единицы со специальными
ТРЕБОВАНИЯ К ДЕТАЛЯМ
Металлические детали
Ответственные детали и сборочные единицы со специальными
Детали подлежат замене при наличии следующих дефектов:
а) сколов, трещин любой
Детали подлежат замене при наличии следующих дефектов:
а) сколов, трещин любой
Контакты, контактные поверхности
Контакты подлежат замене при наличии деформации, трещин любого расположения
Контакты, контактные поверхности
Контакты подлежат замене при наличии деформации, трещин любого расположения
Порядок дефектации агрегатов, узлов и деталей.
После приемки машины в ремонт производится
Порядок дефектации агрегатов, узлов и деталей.
После приемки машины в ремонт производится
Для облегчения дальнейшей работы с ними, детали метят краской соответственно: зеленой,
Для облегчения дальнейшей работы с ними, детали метят краской соответственно: зеленой,
Ремонтный размер.
Для удешевления ремонта, упорядочения его технологического процесса приняты ремонтные
Ремонтный размер.
Для удешевления ремонта, упорядочения его технологического процесса приняты ремонтные

При нормализованном ремонтном размере деталь обрабатывается до определенного, заранее установленного ремонтного
При нормализованном ремонтном размере деталь обрабатывается до определенного, заранее установленного ремонтного

ИЗНОСЫ
Особое место в дефектах занимает износ деталей.
Износом называется постепенное изменение
ИЗНОСЫ
Особое место в дефектах занимает износ деталей.
Износом называется постепенное изменение
В результате этого происходит поломка детали, которая может привести к целому
В результате этого происходит поломка детали, которая может привести к целому
Δ д. + Δмр.ср. ≤ Δпр.
где,
Δ д. - допустимый износ;
Δмр.ср
Δ д. + Δмр.ср. ≤ Δпр.
где,
Δ д. - допустимый износ;
Δмр.ср

Занятие№2
Методы обнаружения дефекта.
Занятие№2
Методы обнаружения дефекта.

Методы обнаружения дефекта:
внешним осмотром,
мерительным инструментом (определяются размеры и износ деталей),
специальными приборами
Методы обнаружения дефекта:
внешним осмотром,
мерительным инструментом (определяются размеры и износ деталей),
специальными приборами
Внешним осмотром:
Определяются трещины, отколы, риски, глубокие царапины, задиры, борозды, выкрашивание
Внешним осмотром:
Определяются трещины, отколы, риски, глубокие царапины, задиры, борозды, выкрашивание
Мерительным инструментом определяются размеры и износ деталей:
штангенциркулем (точность измерений до 0,1
Мерительным инструментом определяются размеры и износ деталей:
штангенциркулем (точность измерений до 0,1

2. микрометром (нутромером, глубиномером, резьбомером) - деталей со шлифованными, полированными поверхностями
2. микрометром (нутромером, глубиномером, резьбомером) - деталей со шлифованными, полированными поверхностями

3. скобами, пробками, калибрами, лекальными линейками - определяют износ и форму
3. скобами, пробками, калибрами, лекальными линейками - определяют износ и форму

Специальными приборами и методами выявляются трещины, раковины и другие скрытые дефекты.
В
Специальными приборами и методами выявляются трещины, раковины и другие скрытые дефекты.
В
Метод гидравлических испытаний применяют для обнаружения трещин в полых деталях (
Метод гидравлических испытаний применяют для обнаружения трещин в полых деталях (

Метод керосиновой пробы применяется для обнаружения трещин шириной более 0,03 -
Метод керосиновой пробы применяется для обнаружения трещин шириной более 0,03 -
ПОВЕРХНОСТЬ ДЕТАЛИ ПОКРЫВАЮТ ЛЮМИНОФОРОМ, КОТОРЫЙ ЧЕРЕЗ 5-6 МИН. С ПОВЕРХНОСТИ УДАЛЯЮТ.
ПОВЕРХНОСТЬ ДЕТАЛИ ПОКРЫВАЮТ ЛЮМИНОФОРОМ, КОТОРЫЙ ЧЕРЕЗ 5-6 МИН. С ПОВЕРХНОСТИ УДАЛЯЮТ.
Метод вихревых токов применяют для обнаружения поверхностных и подповерхностных трещин, залегающих
Метод вихревых токов применяют для обнаружения поверхностных и подповерхностных трещин, залегающих

Метод намагничивания (магнитной дефектоскопии) позволяет выявить трещины шириной до 0,001 мм
Метод намагничивания (магнитной дефектоскопии) позволяет выявить трещины шириной до 0,001 мм
 Возрастающая роль ВС РФ в обеспечении национальной безопасности
Возрастающая роль ВС РФ в обеспечении национальной безопасности Материальная часть стрелкового оружия и ручных осколочных гранат
Материальная часть стрелкового оружия и ручных осколочных гранат Порядок виконання завдань вогневою засідкою та бронегрупою
Порядок виконання завдань вогневою засідкою та бронегрупою Общевоинские уставы ВС РФ
Общевоинские уставы ВС РФ Марш и расположение подразделений на месте. Тактическая подготовка
Марш и расположение подразделений на месте. Тактическая подготовка Оформлення рішення командира на бойове застосування орлр (Заняття №5.6 )
Оформлення рішення командира на бойове застосування орлр (Заняття №5.6 ) Люлька и противооткатные устройства орудий
Люлька и противооткатные устройства орудий Управління вогнем. Основи внутрішньої та зовнішньої балістики
Управління вогнем. Основи внутрішньої та зовнішньої балістики Ядерное, химическое и биологическое оружие
Ядерное, химическое и биологическое оружие Тема 1. Стрелковое оружие, гранатометы и ручные гранаты Занятие 2. Материальная часть гранатомета и СВД
Тема 1. Стрелковое оружие, гранатометы и ручные гранаты Занятие 2. Материальная часть гранатомета и СВД Инженерная подготовка
Инженерная подготовка Способы защиты от химического оружия
Способы защиты от химического оружия Основы ведения обороны общевойсковыми подразделениями
Основы ведения обороны общевойсковыми подразделениями Национальный антитеррористический комитет (НАК)
Национальный антитеррористический комитет (НАК) Основные угрозы национальным интересам и безопасности России
Основные угрозы национальным интересам и безопасности России Эксплуатация и ремонт базовых машин бронетанковой техники
Эксплуатация и ремонт базовых машин бронетанковой техники Внешняя и внутренняя баллистика
Внешняя и внутренняя баллистика Вооруженные Силы Российской Федерации. Этапы их строительства
Вооруженные Силы Российской Федерации. Этапы их строительства Местность как элемент боевой обстановки. Топографические карты
Местность как элемент боевой обстановки. Топографические карты Професія військового. Роди військ
Професія військового. Роди військ Ручний протитанковий гранатомет РПГ-7В та реактивні протитанкові гранати РПГ-18 – РПГ-27
Ручний протитанковий гранатомет РПГ-7В та реактивні протитанкові гранати РПГ-18 – РПГ-27 Організаційна структура механізованного відділення, його озброєння та бойові можливості
Організаційна структура механізованного відділення, його озброєння та бойові можливості Патриотизм и верность воинскому долгу – качества защитника Отечества
Патриотизм и верность воинскому долгу – качества защитника Отечества Основы безопасности жизнедеятельности. Учебный вопрос №1. Обязательная подготовка граждан к военной службе
Основы безопасности жизнедеятельности. Учебный вопрос №1. Обязательная подготовка граждан к военной службе Мотострелковый взвод в наступлении
Мотострелковый взвод в наступлении Основы правил стрельбы из вооружения боевых машин
Основы правил стрельбы из вооружения боевых машин Вооружённые Силы России в системе государственных институтов
Вооружённые Силы России в системе государственных институтов Організація роботи техніка (з безпеки дорожнього руху) – начальника контрольно-технічного пункту
Організація роботи техніка (з безпеки дорожнього руху) – начальника контрольно-технічного пункту