- 1mA СG PR. We treat your profit

Содержание
- 2. Ми управляємо лиш тим, що можемо оцінити. Основні параметри процесів 1/2 Час обробки/обслуговування (processing time) –
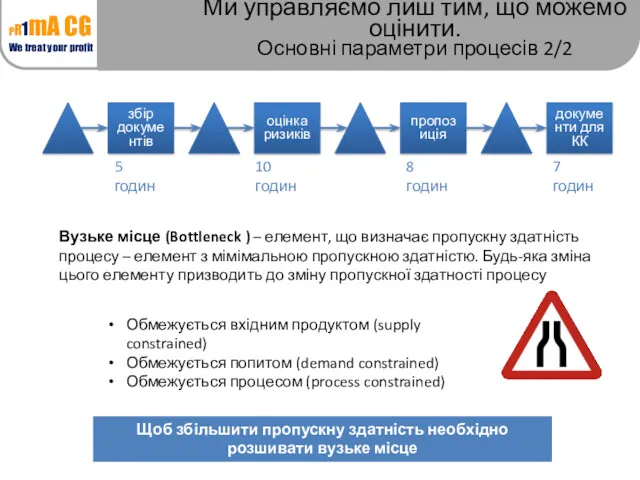
- 3. Ми управляємо лиш тим, що можемо оцінити. Основні параметри процесів 2/2 Вузьке місце (Bottleneck ) –
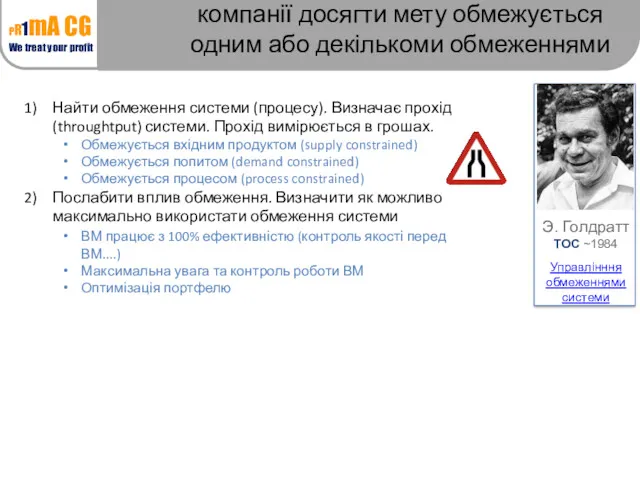
- 4. Теорія обмежень – спроможність компанії досягти мету обмежується одним або декількоми обмеженнями Найти обмеження системи (процесу).
- 5. Вузьке місце залежить від портфелю МСБ збір документів оцінка ризиків пропозиція документи для КК 5 годин
- 6. Теорія обмежень – спроможність компанії досягти мету обмежується одним або декількоми обмеженнями Найти обмеження системи (процесу).
- 7. Послаблення впливу обмеження МСБ збір документів оцінка ризиків пропозиція документи для КК 8 годин 7 годин
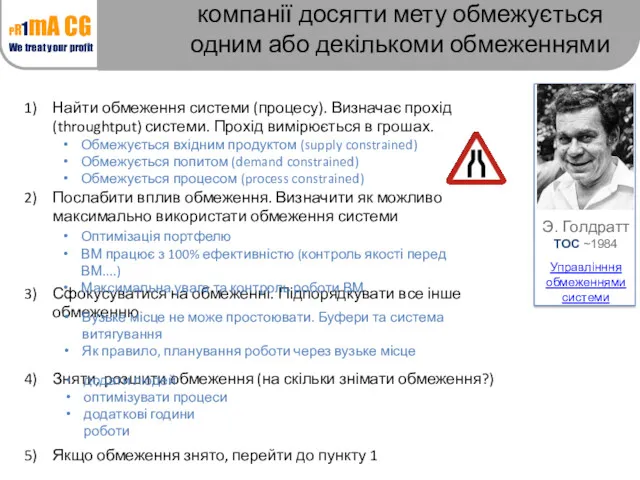
- 8. Теорія обмежень – спроможність компанії досягти мету обмежується одним або декількоми обмеженнями Найти обмеження системи (процесу).
- 9. Час проходження (Flow time – T [cек]) – час за який вхідний продукт перетвориться у вихідний
- 10. Різниця між темпом та часом проходження 6 хвилин Темп=1година/0,1година=10 штук Час проходження 0,1 година=6 хвилин 6
- 11. Який для Вас ідеальний процес купівлі автомобіля?
- 12. Ідеальний Якість conformance performance Асортимент Час Ціна Реальний Чи відрізняється ідеальний процес від реального? Одразу. Заплатив
- 13. Втрати (waste) – різниця між тим, що хоче клієнт і що є насправді Бажання клієнта Факт
- 14. Цінність та втрата Ідеальний процес дає клієнту: Що бажає Де бажає Коли забажає Якісно По прийнятній
- 15. Яку частку часу, починаючи від отримання замовлення до відвантаження клієнту (lead time) займають втрати? A: 5
- 16. Лише 5% часу виконання замовлення додається цінність для споживача Sourcе: http://www.leanmanufacture.net/leanterms/valueadded.aspx Що ми хочемо збирати? Хвостики
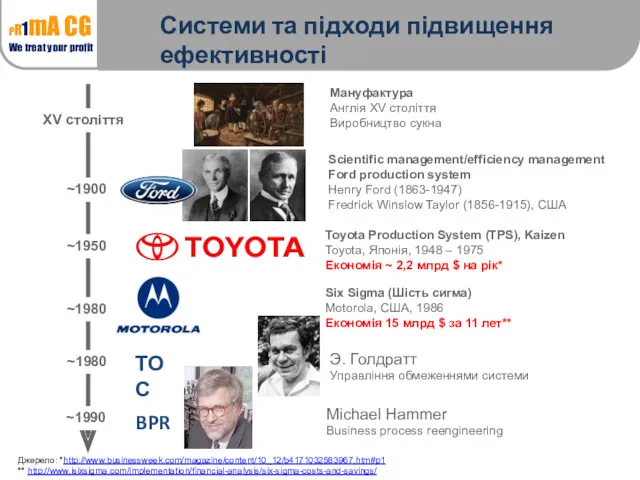
- 17. Toyota Production System (TPS), Kaizen Toyota, Японія, 1948 – 1975 Економія ~ 2,2 млрд $ на
- 18. Генри Форд – серийное производство Форд заменил ручной труд производственной системой, включающей серийное производство «Потоковая обработка»
- 19. “Дім” виробничої системи Тойота Customer www.toyota.com Shoichiro Toyoda Почесний президент Toyota Motor Corporation
- 20. Досягнення TPS Source: Womack et al Години на збір авто 40,7 18 Кількість дефектів при зборці
- 21. Toyota Production System (TPS), Kaizen Toyota, Японія, 1948 – 1975 Економія ~ 2,2 млрд $ на
- 22. Business processes reengineering – радікальна зміна процесів Michael Hammer «Most of the work being done does
- 23. Інтегральна система операційної ефективності Елементи інтегральної системи операційної ефективності
- 24. KAI = зміна ZEN = на краще KAIZEN = постійне вдосконалення Інвестиції Kaizen покращення Правильне використання
- 25. Що бажає Де бажає Коли забажає Без дефектів По прийнятній ціні Гнучкі Без втрат Ефективні Ідентифікують
- 26. Lean – від скорочення витрат до скорочення втрат скорочення скорочення скорочення усунення скорочення
- 27. Система Тойота основана на філософії повного усунення втрат Дивись на процес очима клієнта!
- 28. Як виявляти втрати? Як з ними боротися? «Неможливо вирішити проблему на тому ж самому рівні, на
- 29. 8 видів втрат Sourcе: http://www.leanmanufacture.net/leanterms/valueadded.aspx Додавання цінності 5% Не додавання цінності 95% Брак Перевиробництво Очікування Потенціал
- 30. Як робити проекти операційної ефективності? Визначити пріоритетні напрямки/проекти Визнач цілі Зрозумій процес Опиши процес Проаналізуй процес
- 31. KAIZEN BLITZ = командна робота для пошуку покращень Пошук та усунення втрат під час виробництва сувеніру
- 32. 8 видів втрат Sourcе: http://www.leanmanufacture.net/leanterms/valueadded.aspx Додавання цінності 5% Не додавання цінності 95% Брак Перевиробництво Очікування Потенціал
- 33. Зайва робота – робота, що не додає цінності Відсутність стандартів, Відсутність розуміння технології
- 34. Зайва робота в банку Аналіз ризиків проводиться по чітким критеріям готується повний звіт з урахуванням всіх
- 35. Рухи Оптимізувати робоче місце та стандартизувати, щоб звести рухи до мінімуму Оператор пройшов > 1.5 кілометра,
- 36. Рухи Оптимізувати робоче місце та стандартизувати, щоб звести рухи до мінімуму Контролер проходить > 1.5 кілометрів,
- 37. Источник: http://chohmann.free.fr/lean/cell_u.htm U – shape cell
- 38. Як отримати найбільш рівномірне завантаження? Найбільш гнучкий процес Найбільш рівномірне завантаження елементів (операторів) Найменші запаси та
- 39. Брак або повторна обробка Покращити процеси за рахунок аналізу причин виникнення дефектів та їх усунення Визначити
- 40. Налагодити систему вимірювання
- 41. Брак або повторна обробка Покращити процеси за рахунок аналізу причин виникнення дефектів та їх усунення Визначити
- 42. Брак або повторна обробка Покращити процеси за рахунок аналізу причин виникнення дефектів та їх усунення Визначити
- 43. Якість має бути вбудована в процес відмінно незадовільно Брак не виготовляється Брак виявляється до початку наступного
- 44. Контрольний графік та чек лист
- 45. Шкала Апгар – приклад чек-листа
- 46. Якість має бути вбудована в процес відмінно незадовільно Брак не виготовляється Брак виявляється до початку наступного
- 47. “Poka-yoke”- 100 % захист процесу
- 48. Якість має бути вбудована в процес відмінно незадовільно Брак не виготовляється Брак виявляється до початку наступного
- 49. В разі виникнення проблеми оператор викликає майстра Andon – система сповіщення про проблему Завжди шукається дійсна
- 50. Визначення області та цілей проекту Вимірювання процесу Аналіз відхилень від ідеального стану та пошук рішень Покращення
- 51. 6 сігма – структурований, оснований на даних підхід та методологія усунення дефектів в будь-якому процесі [1]
- 52. Residual oxygen Content, % Numbers are changed Residual oxygen Content, % Step 1. Step 2. target
- 53. 6 сигма в мартені Уровень брака, %
- 54. Перевиробництво - виготовлення продукту більше, ніж потрібно Сезонність та обмеження потужностей Випуск продукції великими партіями Неможливість
- 55. Мета: “Замовили один, зроби один” Тяжко…. але якщо система швидка, ефективна та гнучка? Pull & Kanban
- 56. Робота системи Push Система, що виштовхує (Push System) Кожна ланка працює ізольовано на повній швидкості за
- 57. Робота системи Pull Кожна послідуюча ланка тягне попередню Кожен процес не виготовляє та не передає матеріали
- 58. Як синхронізувати роботу ланцюга? Як можно просто налагодити інформаційні потоки?
- 59. Як легко дешево і чітко визначити скільки ящиків взято в роботу? Скільки залишилося на складі?
- 60. Kanban (карточка) – приклад організації інформаційних потоків в системі Pull Kanban – сигнал для доставки певної
- 61. Як можливо спростити інформативний потік та інформувати про необхідність пакувальних матеріалів? . Kanban - вільне місце…..
- 62. Kanban
- 63. Потік одиничних виробів Передавати вихідний продукт по одному на наступний етап Переваги: Недоліки: Зменшення запасів =>
- 64. Запаси: матеріали, напівфабрикати й готова продукція Симптоми інших системних проблем
- 65. Запаси – дорогий спосіб закрити скелі, які є результатом неефективності Неорганизованные Рабочие места Плохое качество матеріалів
- 66. Великі партії призводять до збільшення запасів Необхідно шукати баланс між рівнем запасів та потужністю за допомогою
- 67. Responsiveness Costs High Low High per unit costs Low per unit costs Smaller batches Larger batches
- 68. Нішеві сегменти Невеликі партії Гнучкість, швидка реакція на зміни (закон Літтла) Менше запаси Скорочення риску відсутності
- 69. Скільки триває сервіс вашого авто? А скільки він може тривати? Приклад 1. Приклад 2.
- 70. В чому особливість? Робота спланована та стандартизована Підготовка заздалегідь Оптимальне робоче місце Робота паралельно Оптимальна кількість
- 71. Приклад Контроль якості обробки колес Вафельна лінія Лінія фасування кави Лінія плавлених сирів Процес видачі кредитної
- 72. Single Minute Exchange of Die SMED – перехід з продукту на продукт менше ніж за 10
- 73. 8:00 8:10 8:20 8:30 8:40 8:50 9:00 9:10 … Ожидание персонала Доставка інструмента …….. Доставка матеріалів
- 74. Оргстекло, установленное под наклоном, предотвращает скопление пыли и лома продукта и направляет их в лоток Больше
- 75. Variomat Molding machine Presheeter Product 1 Product 2 Future: Clean product 1's accessories after starting production
- 76. Скорочення рухів 4. Спростити, прискорити, працювати паралельно
- 77. Як прискорити процес збору на роботу зранку?
- 78. SMED скоротив час тестування колеса з 15 до 4 хвилин минуты Окончание работы Начало работы Начало
- 79. Банк SMED можна застосовувати в будь-якій сфері Скорочено тривалість процесу на 33% Потенціал для скорочення ще
- 80. Нераціональне розміщення Незбалансований процес Великі партії Проблеми на попередніх або послідуючих процесах Немає матеріалу або завдання
- 81. Осунення очікування або покращення сприйняття очікування?
- 82. Транспортування Нераціональне розміщення обладнання, підвіз, переміщення матеріалів
- 83. Потенціал працівників, що не використовується Неможливо вирішити всі проблеми зверху вниз Покращення мають йти й знизу
- 84. Стандартизація – основа для покращення Робити однакові дії та очікувати різні результати Робити різні дії та
- 85. Стандартна робота: Найбільш безпечний, легкий та найбільш ефективний шлях виконання роботи, відомий на сьогодні Всі мають
- 86. 5S
- 87. ТРЕНІНГ ПО ПЯТЬ «S»
- 88. S2 – Ставь на місто
- 89. До
- 90. Після
- 92. Важливо розділяти причину від наслідків. Корінна причина. 5 Why and How? Вашингтонський Меморіал постійно вимагав колосальних
- 93. Дерево причин структурує проблему та розкладає на складові Основне питання Перший рівень Суттєві Послідовні Дерево причин
- 94. В Lean важливо усунення не тільки Muda, але й Mura та Muri
- 95. Operations в сервісі
- 96. Матеріальні Нематеріальні Консультації у психолога Виробництво Тенденція - додавання частки нематеріального сервісу
- 97. Виклики до operations в сервісі Якість Запаси Залучення клієнта Працівник Повернення та ремонт Нематеріальна (good feeling)
- 98. Service-Profit Chain *https://hbr.org/2008/07/putting-the-service-profit-chain-to-work# Value is created by satisfied, loyal, and productive employees
- 99. Буфери та черги Статья об психологии в очереди в articles
- 100. Необхідно шукати баланс між вартістю, якістю та доходом Сall center Вхідний дзвінок оператор черга Блоковані клієнти
- 101. Черги - реальна проблема для сервісу Ідеальна ситуація Клієнт приходить кожні 5 хвилин Час обслуговування 4
- 102. Чому виникають черги?
- 103. Чому виникає варіативність? Клієнти Сервіс варіативність
- 104. Варіативність це правило, а не виключення Процес (час обробки): притаманна варіативність відсутність стандартів брак/переробка Вихідний продукт
- 105. Чому виникають черги?
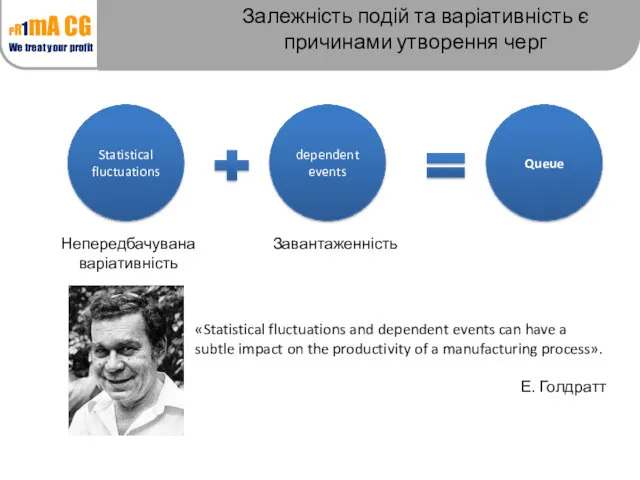
- 106. Залежність подій та варіативність є причинами утворення черг Statistical fluctuations Queue dependent events «Statistical fluctuations and
- 107. Утилізація=flow rate/capacity (1/5)/(1/4) =80% Утилізація = 80% Утилізація = 40% Завантаження або утилізація (Сapacity utilization) –
- 108. Залежність подій та варіативність є причинами утворення черг Statistical fluctuations Queue dependent events «Statistical fluctuations and
- 109. Чим більше утилізація процесу, тем важче задовольнити замовлення
- 110. Скільки часу, в середньому, клієнти стоять в черзі?
- 111. Формула часу очікування. Один потік, одна черга. Activity time – час обробки Utilization – activity time/arrival
- 112. Утилізація: Utilization=5/7 Коефіцієнти варіації: Сva=1,4/7=0,2; Cvp=2,1/5=0,42 Час в черзі: Час проходження Т= 1,4+5=6,4 хвилини U=activity time/arrival
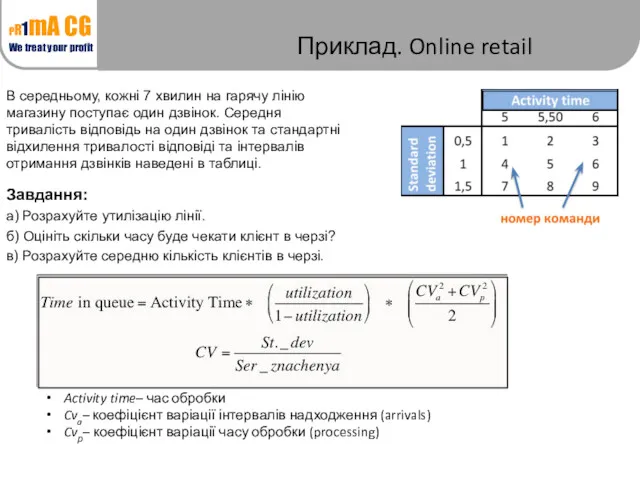
- 113. Приклад. Online retail В середньому, кожні 7 хвилин на гарячу лінію магазину поступає один дзвінок. Середня
- 114. Рішення: Online Retailer Крок 1: Збір даних Стандартне відхилення надходження та обслуговування = 1 Час обслуговування
- 115. Що якщо збільшиться утилізація та варіативність? Середній час проходженняT Theoretical Flow Time Utilization 100% Increasing Variability
- 116. 0 0.2 0.4 0.6 0.8 1 Очікування/ запаси Зменшення варіативності Додаткові потужності (b) (c) (a) Великі
- 117. Responsiveness Efficiency High Low High per unit costs (low utilization) Low per unit costs (high utilization)
- 118. Приборкання мінливості попиту в бек-офісі 1/2 В сервісі разом з високою операційною ефективністю необхідно вміти мінімізувати
- 119. Приборкання мінливості попиту в бек-офісі 2/2 Групування завдань по складності та розподіл по групам Додаткова мобільна
- 120. клієнти сервіс клієнти сервіс варіативність Утилізація Safety capacity Спростити сервіс Додати потужність Пулінг Зменшити потік в
- 121. http://www.mckinsey.com/insights/health_systems_and_services/hospitals_get_serious_about_operations
- 122. Незалежні ресурси 2x(m=1) Пул ресурсів (m=2) 0.00 10.00 20.00 30.00 40.00 50.00 60.00 70.00 60% 65%
- 124. Скачать презентацию
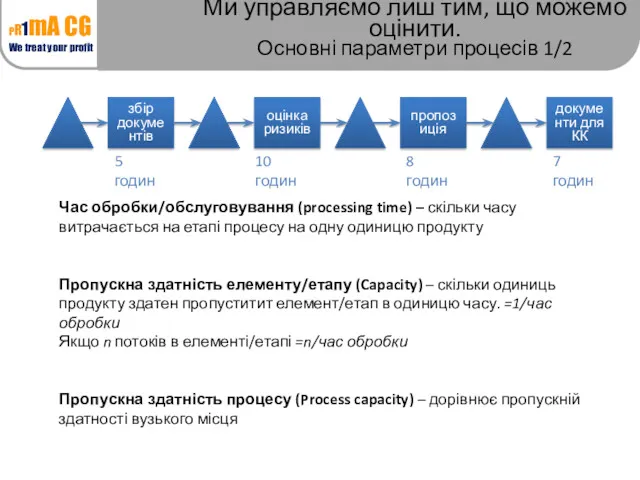
Ми управляємо лиш тим, що можемо оцінити.
Основні параметри процесів 1/2
Час
Ми управляємо лиш тим, що можемо оцінити.
Основні параметри процесів 1/2
Час
Ми управляємо лиш тим, що можемо оцінити.
Основні параметри процесів 2/2
Вузьке
Ми управляємо лиш тим, що можемо оцінити.
Основні параметри процесів 2/2
Вузьке
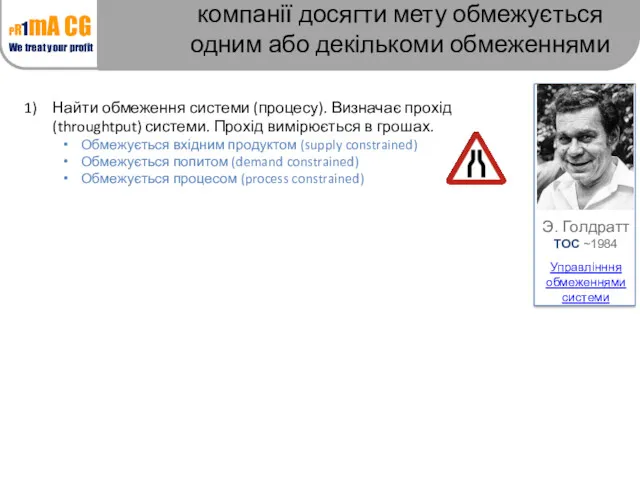
Теорія обмежень – спроможність компанії досягти мету обмежується одним або декількоми
Теорія обмежень – спроможність компанії досягти мету обмежується одним або декількоми
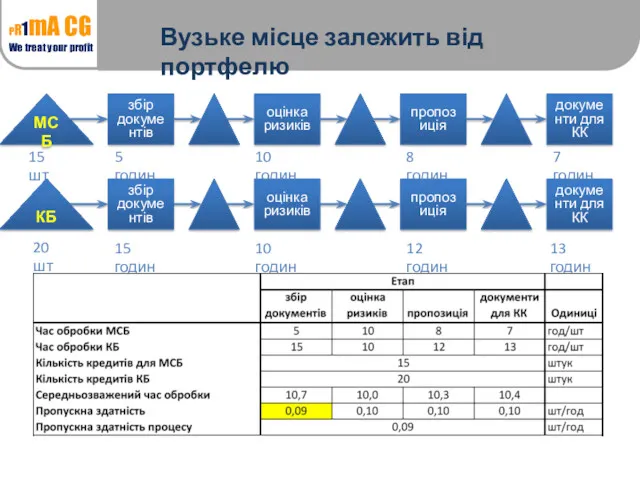
Вузьке місце залежить від портфелю
МСБ
збір документів
оцінка ризиків
пропозиція
документи для КК
5 годин
10 годин
8
Вузьке місце залежить від портфелю
МСБ
збір документів
оцінка ризиків
пропозиція
документи для КК
5 годин
10 годин
8
Теорія обмежень – спроможність компанії досягти мету обмежується одним або декількоми
Теорія обмежень – спроможність компанії досягти мету обмежується одним або декількоми
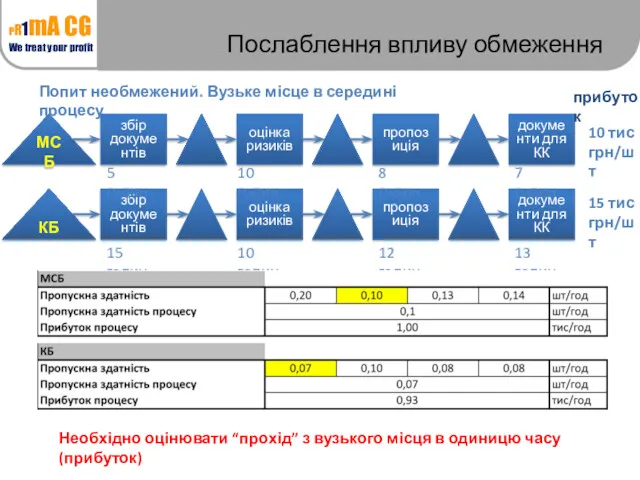
Послаблення впливу обмеження
МСБ
збір документів
оцінка ризиків
пропозиція
документи для КК
8 годин
7 годин
КБ
збір документів
оцінка ризиків
пропозиція
документи
Послаблення впливу обмеження
МСБ
збір документів
оцінка ризиків
пропозиція
документи для КК
8 годин
7 годин
КБ
збір документів
оцінка ризиків
пропозиція
документи
Теорія обмежень – спроможність компанії досягти мету обмежується одним або декількоми
Теорія обмежень – спроможність компанії досягти мету обмежується одним або декількоми
![Час проходження (Flow time – T [cек]) – час за](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/138672/slide-8.jpg)
Час проходження (Flow time – T [cек]) – час за який
Час проходження (Flow time – T [cек]) – час за який
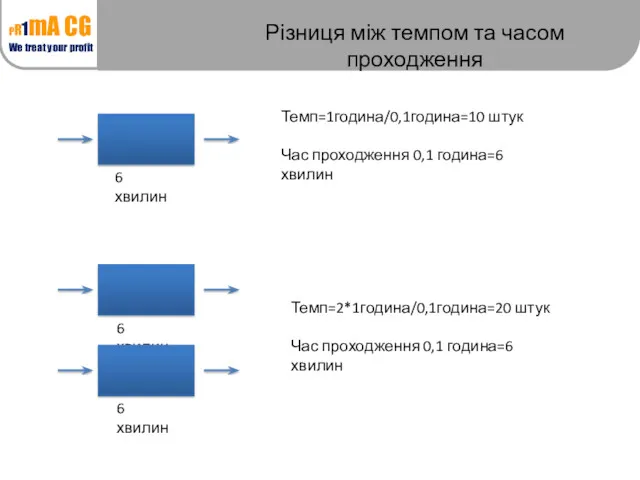
Різниця між темпом та часом проходження
6 хвилин
Темп=1година/0,1година=10 штук
Час проходження 0,1 година=6
Різниця між темпом та часом проходження
6 хвилин
Темп=1година/0,1година=10 штук
Час проходження 0,1 година=6

Який для Вас ідеальний процес купівлі автомобіля?
Який для Вас ідеальний процес купівлі автомобіля?

Ідеальний
Якість
conformance
performance
Асортимент
Час
Ціна
Реальний
Чи відрізняється ідеальний процес від реального?
Одразу. Заплатив та
Ідеальний
Якість
conformance
performance
Асортимент
Час
Ціна
Реальний
Чи відрізняється ідеальний процес від реального?
Одразу. Заплатив та
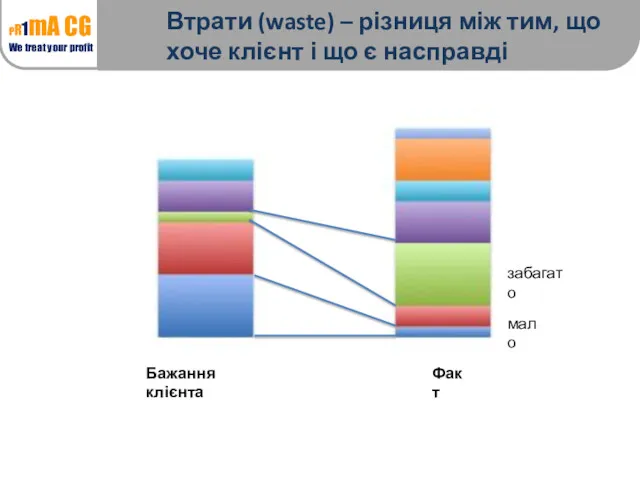
Втрати (waste) – різниця між тим, що хоче клієнт і що
Втрати (waste) – різниця між тим, що хоче клієнт і що
Цінність та втрата
Ідеальний процес дає клієнту:
Що бажає
Де бажає
Коли забажає
Якісно
По прийнятній ціні
Цінність
Цінність та втрата
Ідеальний процес дає клієнту:
Що бажає
Де бажає
Коли забажає
Якісно
По прийнятній ціні
Цінність

Яку частку часу, починаючи від отримання замовлення до відвантаження клієнту (lead
Яку частку часу, починаючи від отримання замовлення до відвантаження клієнту (lead

Лише 5% часу виконання замовлення додається цінність для споживача
Sourcе: http://www.leanmanufacture.net/leanterms/valueadded.aspx
Що
Лише 5% часу виконання замовлення додається цінність для споживача
Sourcе: http://www.leanmanufacture.net/leanterms/valueadded.aspx
Що
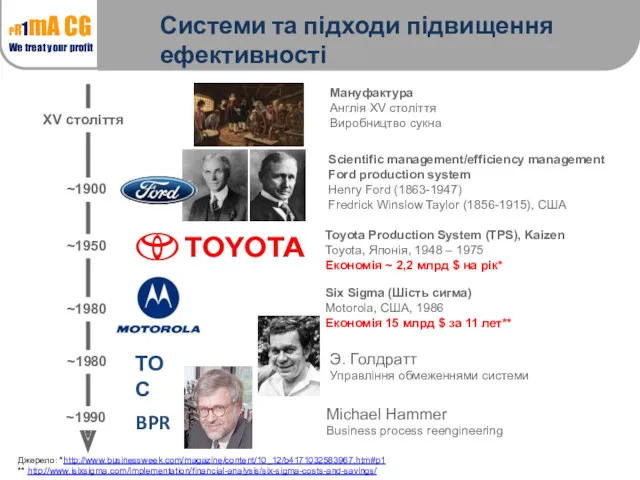
Toyota Production System (TPS), Kaizen
Toyota, Японія, 1948 – 1975
Економія ~
Toyota Production System (TPS), Kaizen Toyota, Японія, 1948 – 1975 Економія ~

Генри Форд – серийное производство
Форд заменил ручной труд производственной
Генри Форд – серийное производство
Форд заменил ручной труд производственной

“Дім” виробничої системи Тойота
Customer
www.toyota.com
Shoichiro Toyoda
Почесний президент
Toyota Motor Corporation
“Дім” виробничої системи Тойота
Customer
www.toyota.com
Shoichiro Toyoda
Почесний президент
Toyota Motor Corporation
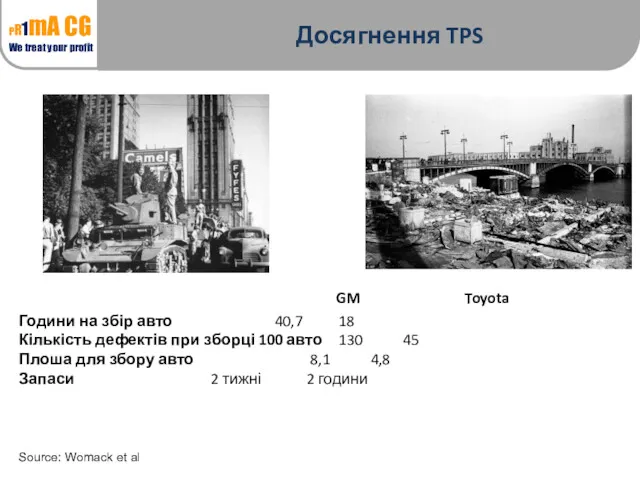
Досягнення TPS
Source: Womack et al
Години на збір авто 40,7 18
Кількість дефектів при
Досягнення TPS
Source: Womack et al
Години на збір авто 40,7 18
Кількість дефектів при
Toyota Production System (TPS), Kaizen
Toyota, Японія, 1948 – 1975
Економія ~
Toyota Production System (TPS), Kaizen Toyota, Японія, 1948 – 1975 Економія ~
Business processes reengineering – радікальна зміна процесів
Michael Hammer
«Most of the
Business processes reengineering – радікальна зміна процесів
Michael Hammer
«Most of the

Інтегральна система операційної ефективності
Елементи інтегральної системи операційної ефективності
Інтегральна система операційної ефективності
Елементи інтегральної системи операційної ефективності
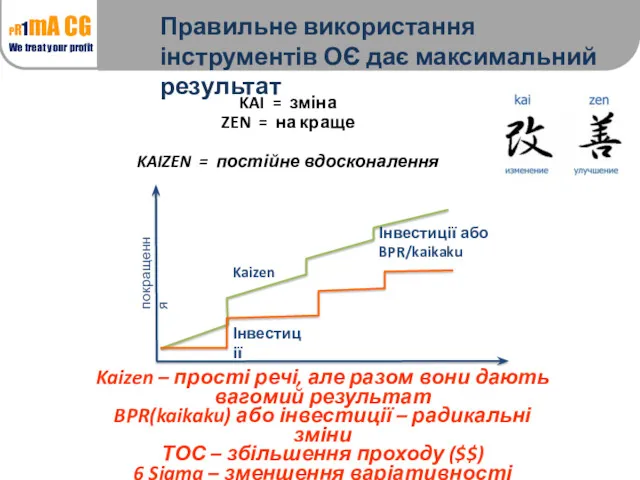
KAI = зміна
ZEN = на краще
KAIZEN = постійне вдосконалення
Інвестиції
Kaizen
покращення
Правильне використання
ZEN = на краще
KAIZEN = постійне вдосконалення
Інвестиції
Kaizen
покращення
Правильне використання
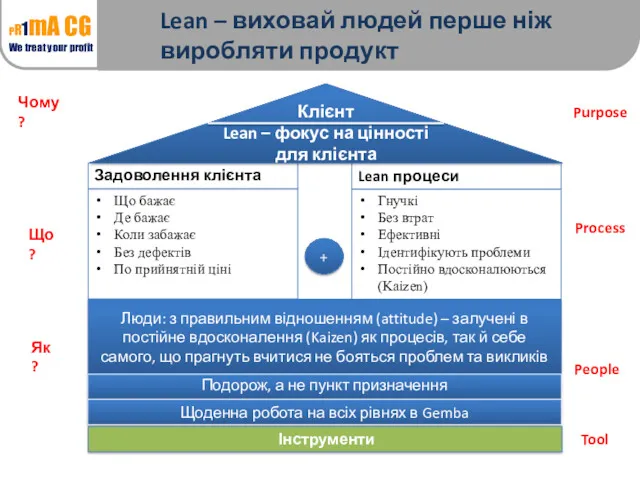
Що бажає
Де бажає
Коли забажає
Без дефектів
По прийнятній ціні
Гнучкі
Без втрат
Ефективні
Ідентифікують проблеми
Постійно вдосконалюються (Kaizen)
Люди:
Що бажає
Де бажає
Коли забажає
Без дефектів
По прийнятній ціні
Гнучкі
Без втрат
Ефективні
Ідентифікують проблеми
Постійно вдосконалюються (Kaizen)
Люди:
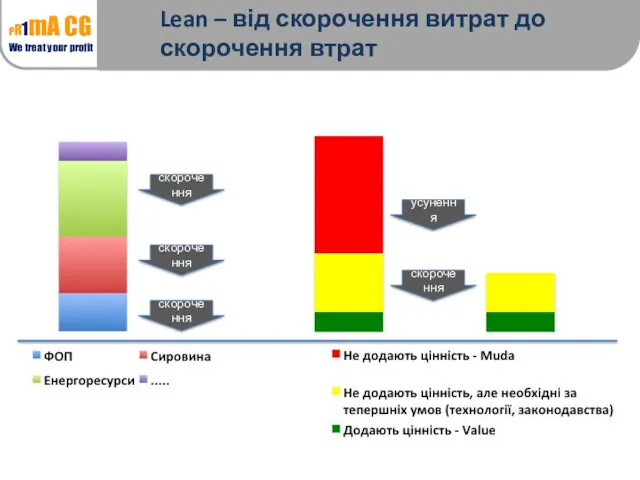
Lean – від скорочення витрат до скорочення втрат
скорочення
скорочення
скорочення
усунення
скорочення
Lean – від скорочення витрат до скорочення втрат
скорочення
скорочення
скорочення
усунення
скорочення

Система Тойота основана на філософії повного усунення втрат
Дивись на процес очима
Система Тойота основана на філософії повного усунення втрат
Дивись на процес очима
Як виявляти втрати?
Як з ними боротися?
«Неможливо вирішити проблему на тому ж
Як виявляти втрати?
Як з ними боротися?
«Неможливо вирішити проблему на тому ж
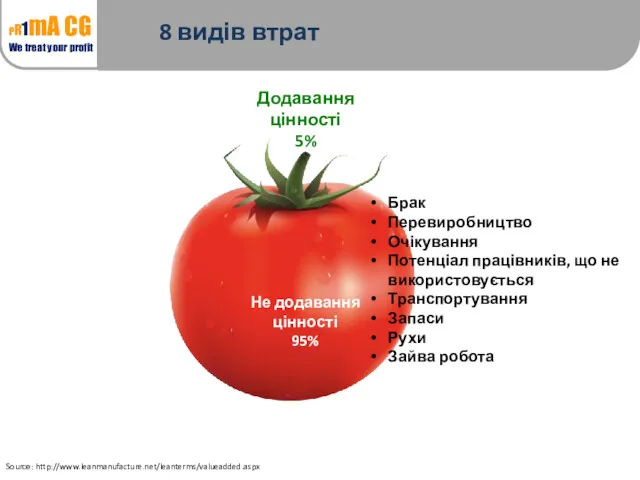
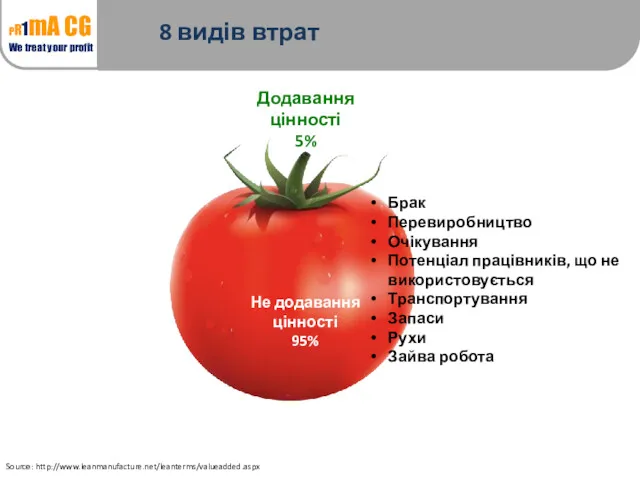
8 видів втрат
Sourcе: http://www.leanmanufacture.net/leanterms/valueadded.aspx
Додавання цінності
5%
Не додавання цінності
95%
Брак
Перевиробництво
Очікування
Потенціал працівників, що не
8 видів втрат
Sourcе: http://www.leanmanufacture.net/leanterms/valueadded.aspx
Додавання цінності
5%
Не додавання цінності
95%
Брак
Перевиробництво
Очікування
Потенціал працівників, що не

Як робити проекти операційної ефективності?
Визначити пріоритетні напрямки/проекти
Визнач цілі
Зрозумій процес
Опиши процес
Проаналізуй процес
Як робити проекти операційної ефективності?
Визначити пріоритетні напрямки/проекти
Визнач цілі
Зрозумій процес
Опиши процес
Проаналізуй процес

KAIZEN BLITZ = командна робота для пошуку покращень
Пошук та усунення втрат
KAIZEN BLITZ = командна робота для пошуку покращень
Пошук та усунення втрат
8 видів втрат
Sourcе: http://www.leanmanufacture.net/leanterms/valueadded.aspx
Додавання цінності
5%
Не додавання цінності
95%
Брак
Перевиробництво
Очікування
Потенціал працівників, що не
8 видів втрат
Sourcе: http://www.leanmanufacture.net/leanterms/valueadded.aspx
Додавання цінності
5%
Не додавання цінності
95%
Брак
Перевиробництво
Очікування
Потенціал працівників, що не

Зайва робота – робота, що не додає цінності
Відсутність стандартів,
Відсутність розуміння технології
Зайва робота – робота, що не додає цінності
Відсутність стандартів,
Відсутність розуміння технології
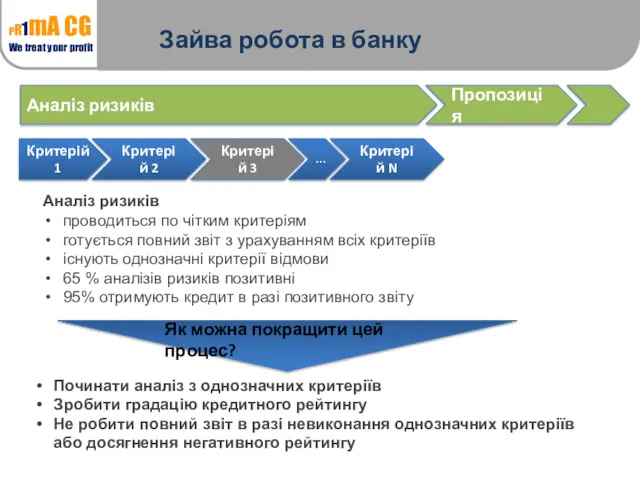
Зайва робота в банку
Аналіз ризиків
проводиться по чітким критеріям
готується повний звіт
Зайва робота в банку
Аналіз ризиків
проводиться по чітким критеріям
готується повний звіт
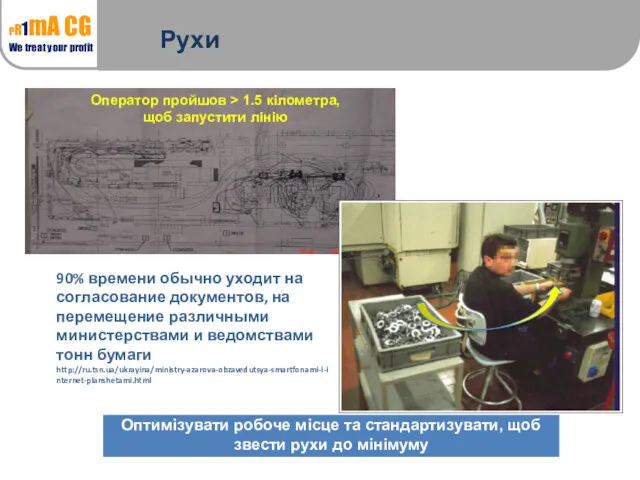
Рухи
Оптимізувати робоче місце та стандартизувати, щоб звести рухи до мінімуму
Оператор пройшов
Рухи
Оптимізувати робоче місце та стандартизувати, щоб звести рухи до мінімуму
Оператор пройшов

Рухи
Оптимізувати робоче місце та стандартизувати, щоб звести рухи до мінімуму
Контролер проходить
Рухи
Оптимізувати робоче місце та стандартизувати, щоб звести рухи до мінімуму
Контролер проходить
Источник: http://chohmann.free.fr/lean/cell_u.htm
U – shape cell
Источник: http://chohmann.free.fr/lean/cell_u.htm
U – shape cell
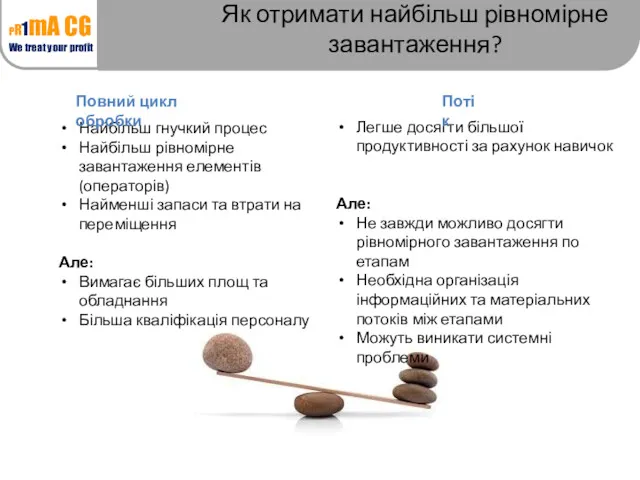
Як отримати найбільш рівномірне завантаження?
Найбільш гнучкий процес
Найбільш рівномірне завантаження елементів (операторів)
Найменші
Як отримати найбільш рівномірне завантаження?
Найбільш гнучкий процес
Найбільш рівномірне завантаження елементів (операторів)
Найменші
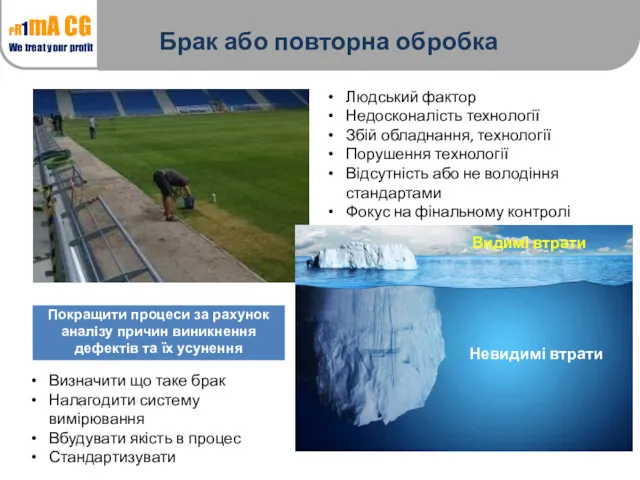
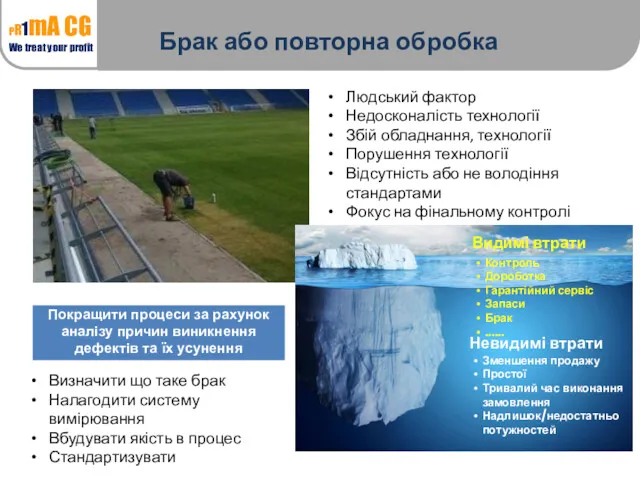
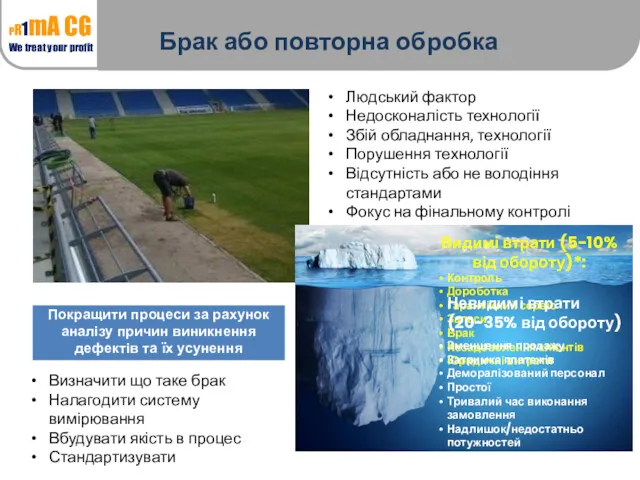
Брак або повторна обробка
Покращити процеси за рахунок аналізу причин виникнення дефектів
Брак або повторна обробка
Покращити процеси за рахунок аналізу причин виникнення дефектів

Налагодити систему вимірювання
Налагодити систему вимірювання
Брак або повторна обробка
Покращити процеси за рахунок аналізу причин виникнення дефектів
Брак або повторна обробка
Покращити процеси за рахунок аналізу причин виникнення дефектів
Брак або повторна обробка
Покращити процеси за рахунок аналізу причин виникнення дефектів
Брак або повторна обробка
Покращити процеси за рахунок аналізу причин виникнення дефектів

Якість має бути вбудована в процес
відмінно
незадовільно
Брак не виготовляється
Брак виявляється до початку
Якість має бути вбудована в процес
відмінно
незадовільно
Брак не виготовляється
Брак виявляється до початку
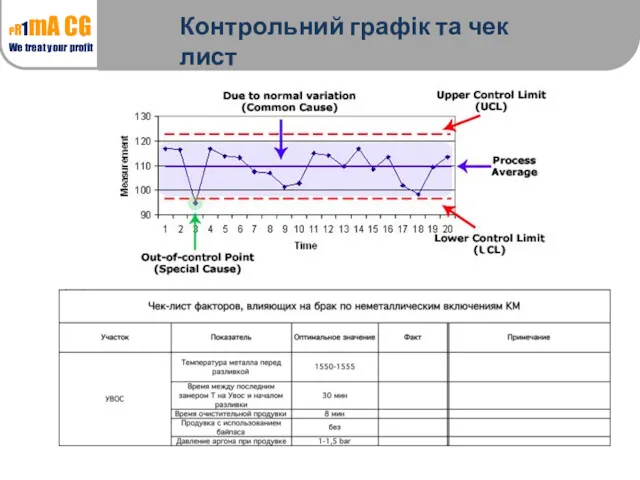
Контрольний графік та чек лист
Контрольний графік та чек лист

Шкала Апгар – приклад чек-листа
Шкала Апгар – приклад чек-листа

Якість має бути вбудована в процес
відмінно
незадовільно
Брак не виготовляється
Брак виявляється до початку
Якість має бути вбудована в процес
відмінно
незадовільно
Брак не виготовляється
Брак виявляється до початку

“Poka-yoke”- 100 % захист процесу
“Poka-yoke”- 100 % захист процесу

Якість має бути вбудована в процес
відмінно
незадовільно
Брак не виготовляється
Брак виявляється до початку
Якість має бути вбудована в процес
відмінно
незадовільно
Брак не виготовляється
Брак виявляється до початку
В разі виникнення проблеми оператор викликає майстра
Andon – система сповіщення про
Andon – система сповіщення про
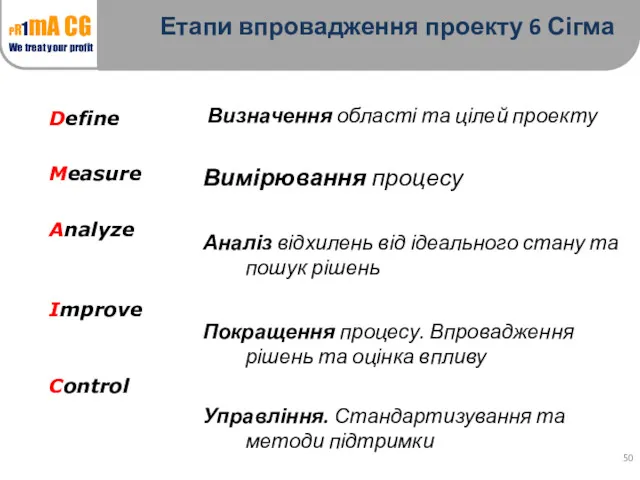
Визначення області та цілей проекту
Вимірювання процесу
Аналіз відхилень від ідеального стану
Визначення області та цілей проекту
Вимірювання процесу
Аналіз відхилень від ідеального стану
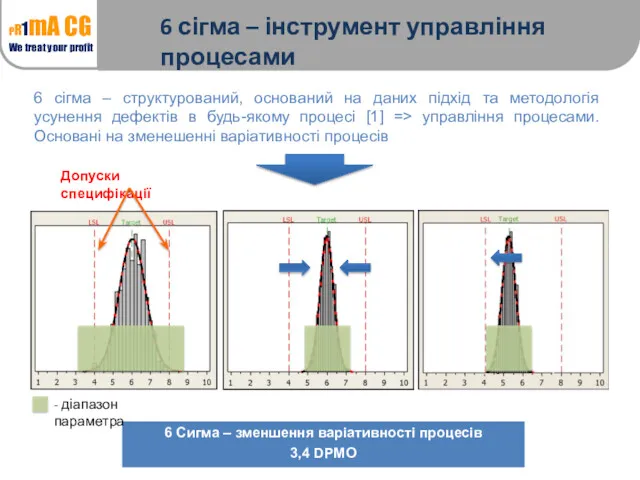
6 сігма – структурований, оснований на даних підхід та методологія усунення
6 сігма – структурований, оснований на даних підхід та методологія усунення
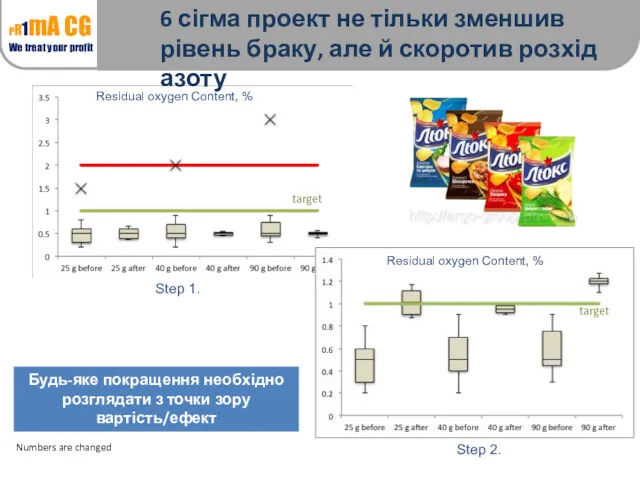
Residual oxygen Content, %
Numbers are changed
Residual oxygen Content, %
Step 1.
Step
Residual oxygen Content, %
Numbers are changed
Residual oxygen Content, %
Step 1.
Step
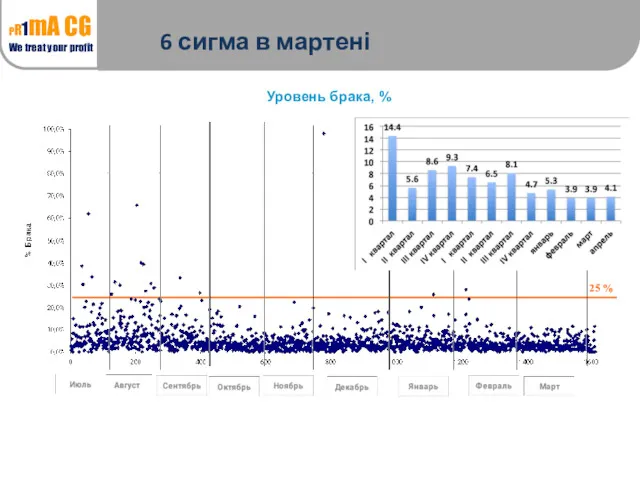
6 сигма в мартені
Уровень брака, %
6 сигма в мартені
Уровень брака, %

Перевиробництво - виготовлення продукту більше, ніж потрібно
Сезонність та обмеження потужностей
Випуск продукції
Перевиробництво - виготовлення продукту більше, ніж потрібно
Сезонність та обмеження потужностей
Випуск продукції
Мета: “Замовили один, зроби один”
Тяжко….
але якщо система швидка, ефективна та
Мета: “Замовили один, зроби один”
Тяжко….
але якщо система швидка, ефективна та
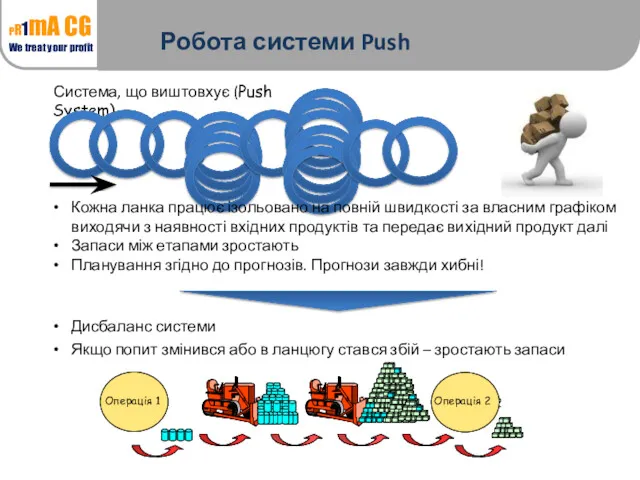
Робота системи Push
Система, що виштовхує (Push System)
Кожна ланка працює ізольовано
Робота системи Push
Система, що виштовхує (Push System)
Кожна ланка працює ізольовано
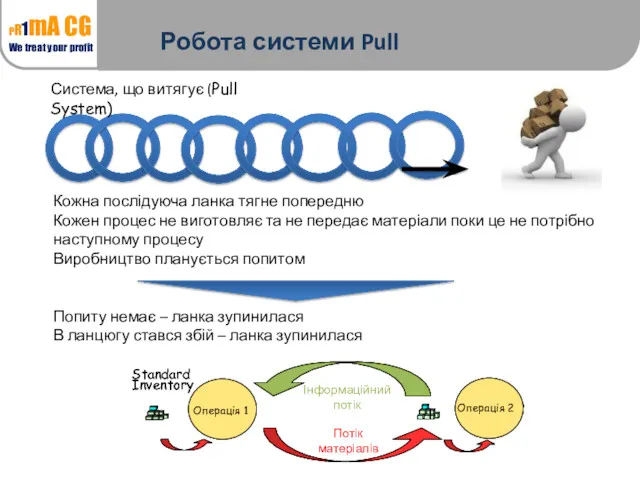
Робота системи Pull
Кожна послідуюча ланка тягне попередню
Кожен процес не виготовляє та
Робота системи Pull
Кожна послідуюча ланка тягне попередню
Кожен процес не виготовляє та
Як синхронізувати роботу ланцюга?
Як можно просто налагодити інформаційні потоки?
Як синхронізувати роботу ланцюга?
Як можно просто налагодити інформаційні потоки?
Як легко дешево і чітко визначити скільки ящиків взято в роботу?
Як легко дешево і чітко визначити скільки ящиків взято в роботу?
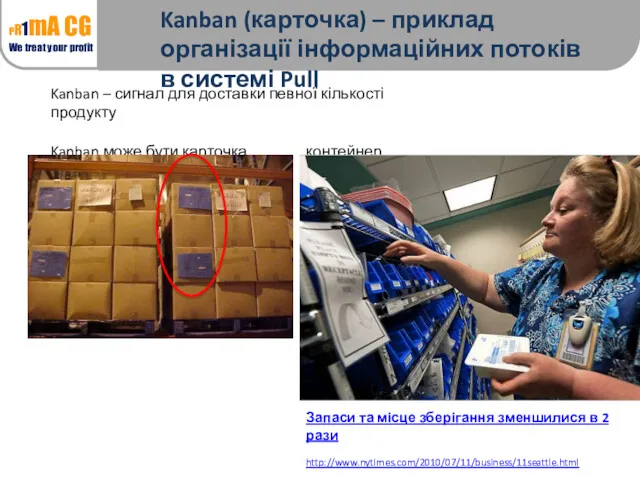
Kanban (карточка) – приклад організації інформаційних потоків в системі Pull
Kanban
Kanban (карточка) – приклад організації інформаційних потоків в системі Pull
Kanban

Як можливо спростити інформативний потік та інформувати про необхідність пакувальних матеріалів?
.
Kanban
Як можливо спростити інформативний потік та інформувати про необхідність пакувальних матеріалів?
.
Kanban
Kanban
Kanban
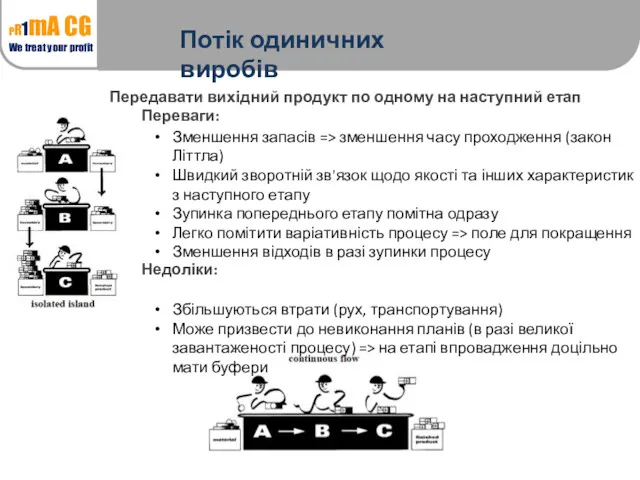
Потік одиничних виробів
Передавати вихідний продукт по одному на наступний етап
Переваги:
Недоліки:
Зменшення запасів
Потік одиничних виробів
Передавати вихідний продукт по одному на наступний етап
Переваги:
Недоліки:
Зменшення запасів

Запаси: матеріали, напівфабрикати й готова продукція
Симптоми інших системних проблем
Запаси: матеріали, напівфабрикати й готова продукція
Симптоми інших системних проблем

Запаси – дорогий спосіб закрити скелі, які є результатом неефективності
Неорганизованные
Рабочие
Запаси – дорогий спосіб закрити скелі, які є результатом неефективності
Неорганизованные
Рабочие
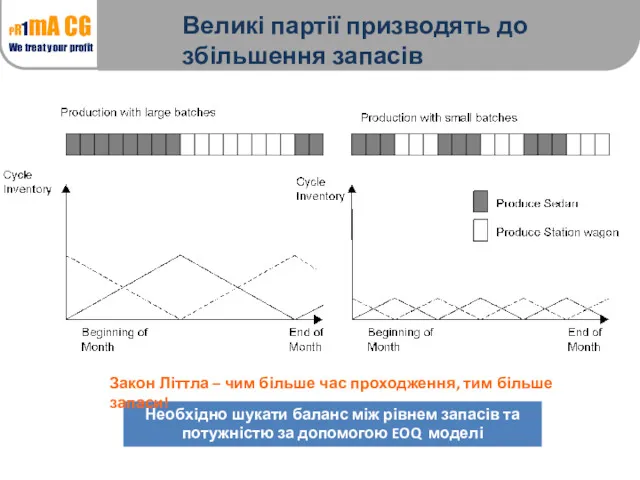
Великі партії призводять до збільшення запасів
Необхідно шукати баланс між рівнем запасів
Великі партії призводять до збільшення запасів
Необхідно шукати баланс між рівнем запасів
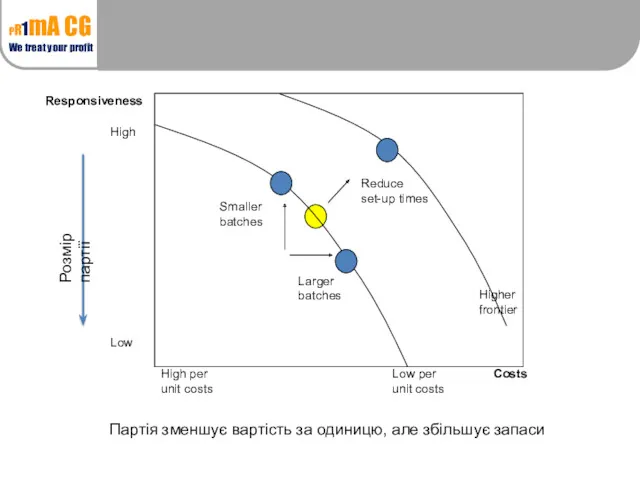
Responsiveness
Costs
High
Low
High per
unit costs
Low per
unit costs
Smaller
batches
Larger
batches
Reduce
set-up times
Higher
frontier
Партія зменшує вартість за
Responsiveness
Costs
High
Low
High per
unit costs
Low per
unit costs
Smaller
batches
Larger
batches
Reduce
set-up times
Higher
frontier
Партія зменшує вартість за
Нішеві сегменти
Невеликі партії
Гнучкість, швидка реакція на зміни (закон Літтла)
Менше запаси
Скорочення риску
Нішеві сегменти
Невеликі партії
Гнучкість, швидка реакція на зміни (закон Літтла)
Менше запаси
Скорочення риску

Скільки триває сервіс вашого авто?
А скільки він може тривати?
Приклад 1.
Приклад 2.
Скільки триває сервіс вашого авто?
А скільки він може тривати?
Приклад 1.
Приклад 2.
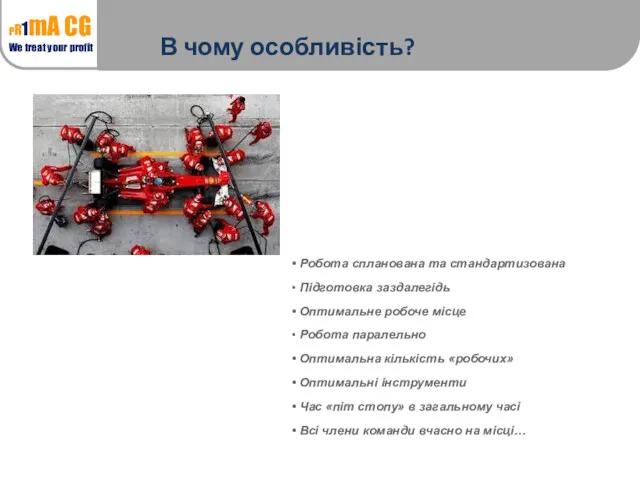
В чому особливість?
Робота спланована та стандартизована
Підготовка заздалегідь
Оптимальне
В чому особливість?
Робота спланована та стандартизована
Підготовка заздалегідь
Оптимальне
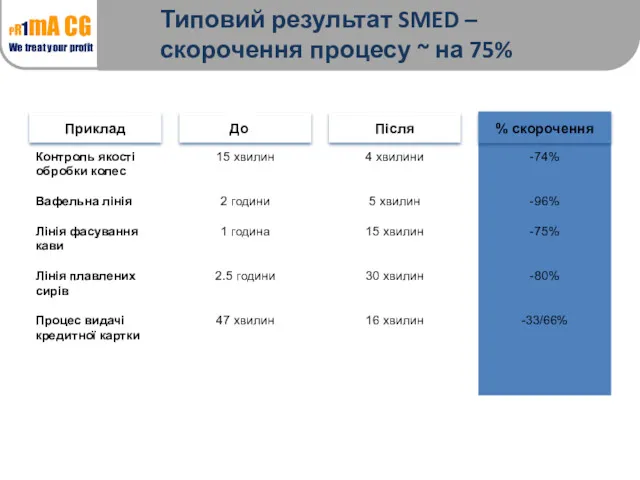
Приклад
Контроль якості обробки колес
Вафельна лінія
Лінія фасування кави
Лінія плавлених сирів
Процес видачі кредитної
Приклад
Контроль якості обробки колес
Вафельна лінія
Лінія фасування кави
Лінія плавлених сирів
Процес видачі кредитної
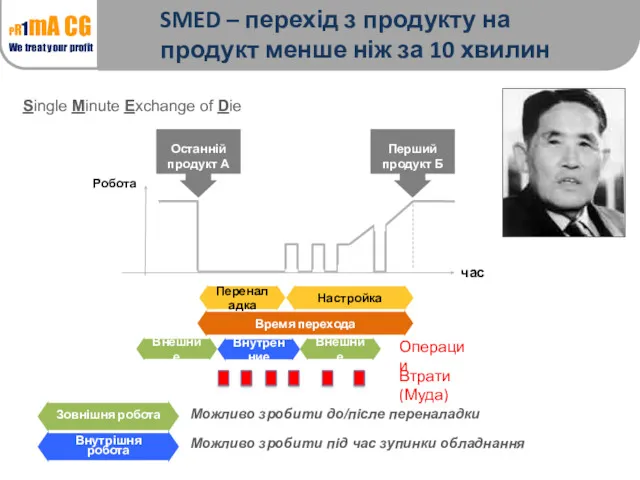
Single Minute Exchange of Die
SMED – перехід з продукту на продукт
Single Minute Exchange of Die
SMED – перехід з продукту на продукт

8:00
8:10
8:20
8:30
8:40
8:50
9:00
9:10
…
Ожидание персонала
Доставка інструмента
……..
Доставка матеріалів
ЧАС
Отвинчивание люка
Очистка двигателя
Очистка насосов
Дія
Сдвинуть внешнюю работу
(до переналадки)
Выполнить
параллельно
Сократить
8:00
8:10
8:20
8:30
8:40
8:50
9:00
9:10
…
Ожидание персонала
Доставка інструмента
……..
Доставка матеріалів
ЧАС
Отвинчивание люка
Очистка двигателя
Очистка насосов
Дія
Сдвинуть внешнюю работу
(до переналадки)
Выполнить
параллельно
Сократить

Оргстекло, установленное под наклоном, предотвращает скопление пыли и лома продукта и
Оргстекло, установленное под наклоном, предотвращает скопление пыли и лома продукта и

Variomat
Molding machine
Presheeter
Product 1
Product 2
Future: Clean product 1's accessories after starting production
Variomat
Molding machine
Presheeter
Product 1
Product 2
Future: Clean product 1's accessories after starting production

Скорочення рухів
4. Спростити, прискорити, працювати паралельно
Скорочення рухів
4. Спростити, прискорити, працювати паралельно
Як прискорити процес збору на роботу зранку?
Як прискорити процес збору на роботу зранку?

SMED скоротив час тестування колеса з
15 до 4 хвилин
минуты
Окончание работы
Начало
SMED скоротив час тестування колеса з
15 до 4 хвилин
минуты
Окончание работы
Начало
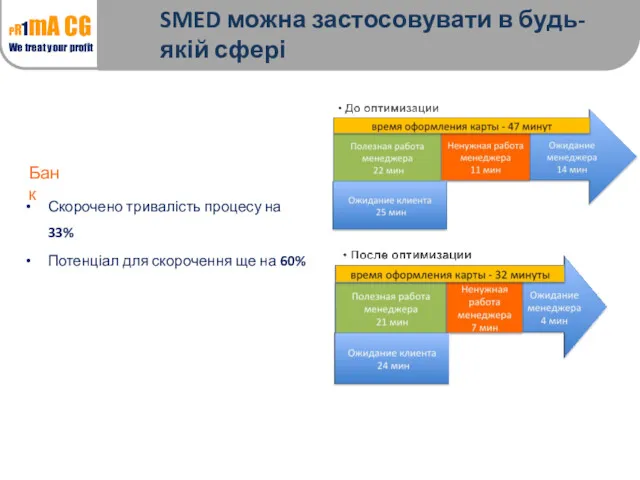
Банк
SMED можна застосовувати в будь-якій сфері
Скорочено тривалість процесу на 33%
Потенціал
Банк
SMED можна застосовувати в будь-якій сфері
Скорочено тривалість процесу на 33%
Потенціал
Нераціональне розміщення
Незбалансований процес
Великі партії
Проблеми на попередніх або послідуючих процесах
Немає матеріалу або
Нераціональне розміщення
Незбалансований процес
Великі партії
Проблеми на попередніх або послідуючих процесах
Немає матеріалу або
Осунення очікування або покращення сприйняття очікування?
Осунення очікування або покращення сприйняття очікування?
Транспортування
Нераціональне розміщення обладнання, підвіз, переміщення матеріалів
Транспортування
Нераціональне розміщення обладнання, підвіз, переміщення матеріалів
Потенціал працівників, що не використовується
Неможливо вирішити всі проблеми зверху вниз
Покращення мають
Потенціал працівників, що не використовується
Неможливо вирішити всі проблеми зверху вниз
Покращення мають
Стандартизація – основа для покращення
Робити однакові дії та очікувати різні
Стандартизація – основа для покращення
Робити однакові дії та очікувати різні
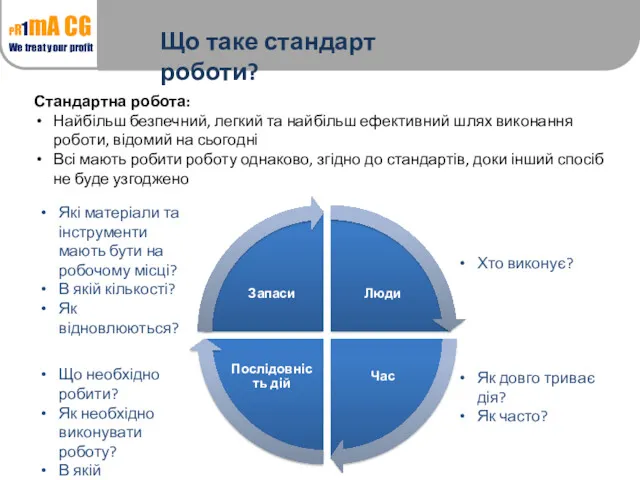
Стандартна робота:
Найбільш безпечний, легкий та найбільш ефективний шлях виконання роботи,
Стандартна робота:
Найбільш безпечний, легкий та найбільш ефективний шлях виконання роботи,
5S
5S
ТРЕНІНГ ПО ПЯТЬ «S»
ТРЕНІНГ ПО ПЯТЬ «S»

S2 – Ставь на місто
S2 – Ставь на місто
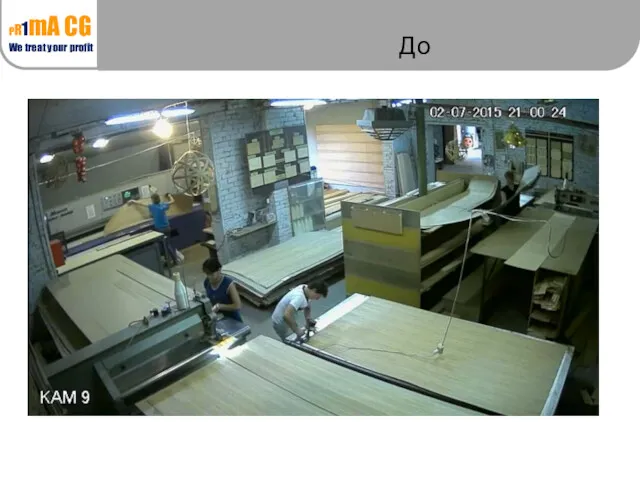
До
До
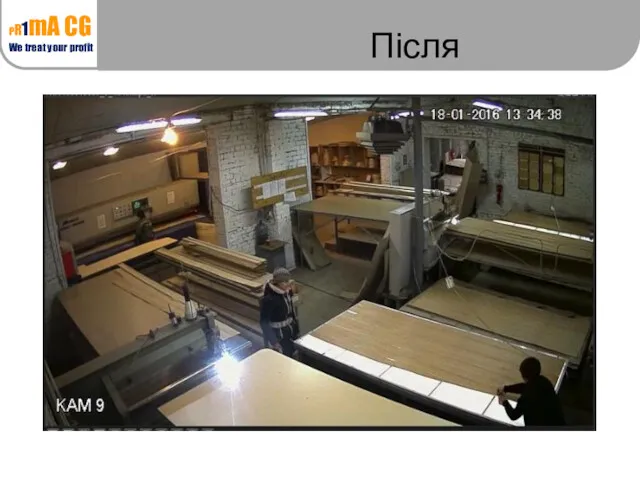
Після
Після

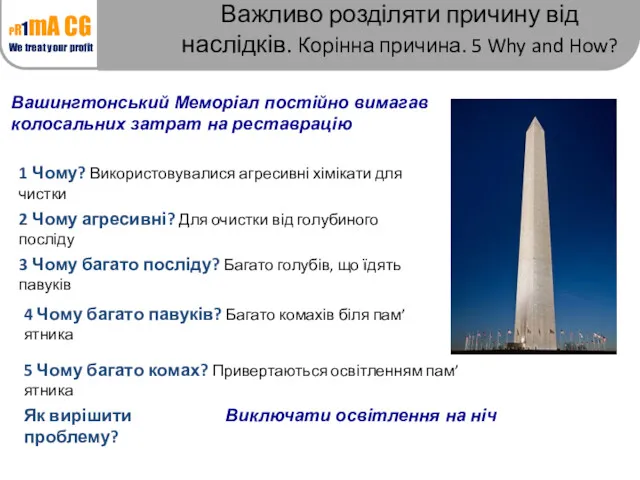
Важливо розділяти причину від наслідків. Корінна причина. 5 Why and How?
Вашингтонський
Важливо розділяти причину від наслідків. Корінна причина. 5 Why and How?
Вашингтонський

Дерево причин структурує проблему та розкладає на складові
Основне питання
Перший рівень
Суттєві
Послідовні
Дерево причин
Дерево причин структурує проблему та розкладає на складові
Основне питання
Перший рівень
Суттєві
Послідовні
Дерево причин
В Lean важливо усунення не тільки Muda, але й Mura та
В Lean важливо усунення не тільки Muda, але й Mura та
Operations в сервісі
Operations в сервісі

Матеріальні Нематеріальні
Консультації у психолога
Виробництво
Тенденція - додавання частки нематеріального сервісу
Матеріальні Нематеріальні
Консультації у психолога
Виробництво
Тенденція - додавання частки нематеріального сервісу
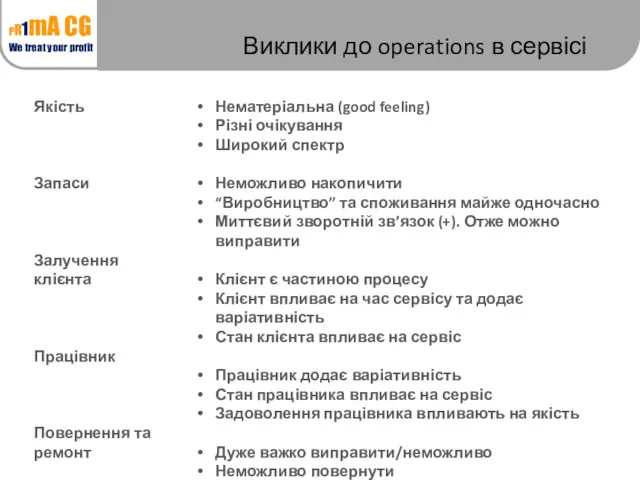
Виклики до operations в сервісі
Якість
Запаси
Залучення клієнта
Працівник
Повернення та ремонт
Нематеріальна (good feeling)
Різні очікування
Широкий
Виклики до operations в сервісі
Якість
Запаси
Залучення клієнта
Працівник
Повернення та ремонт
Нематеріальна (good feeling)
Різні очікування
Широкий
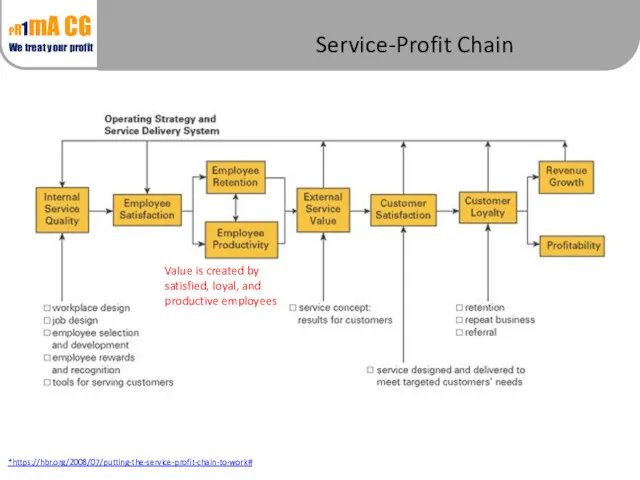
Service-Profit Chain
*https://hbr.org/2008/07/putting-the-service-profit-chain-to-work#
Value is created by satisfied, loyal, and productive employees
Service-Profit Chain
*https://hbr.org/2008/07/putting-the-service-profit-chain-to-work#
Value is created by satisfied, loyal, and productive employees
Буфери та черги
Статья об психологии в очереди в articles
Буфери та черги
Статья об психологии в очереди в articles

Необхідно шукати баланс між вартістю, якістю та доходом
Сall center
Вхідний дзвінок
оператор
черга
Блоковані клієнти
(лінія
Необхідно шукати баланс між вартістю, якістю та доходом
Сall center
Вхідний дзвінок
оператор
черга
Блоковані клієнти
(лінія
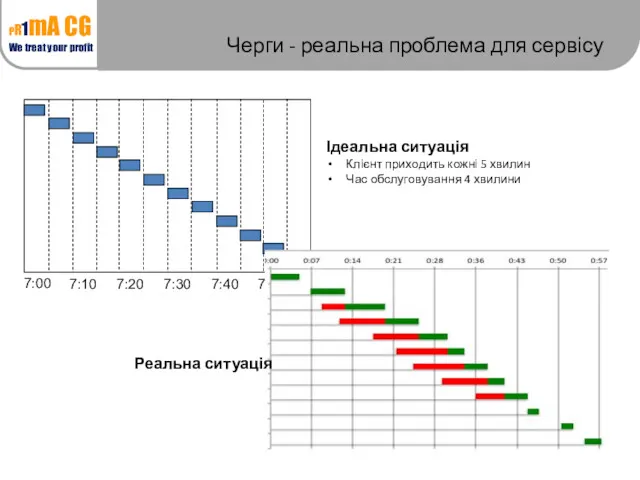
Черги - реальна проблема для сервісу
Ідеальна ситуація
Клієнт приходить кожні 5 хвилин
Час
Черги - реальна проблема для сервісу
Ідеальна ситуація
Клієнт приходить кожні 5 хвилин
Час

Чому виникають черги?
Чому виникають черги?

Чому виникає варіативність?
Клієнти
Сервіс
варіативність
Чому виникає варіативність?
Клієнти
Сервіс
варіативність
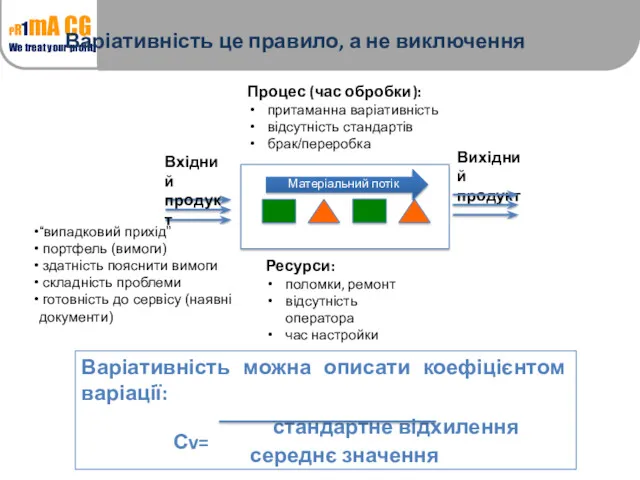
Варіативність це правило, а не виключення
Процес (час обробки):
притаманна варіативність
відсутність стандартів
брак/переробка
Вихідний
продукт
“випадковий прихід”
Варіативність це правило, а не виключення
Процес (час обробки):
притаманна варіативність
відсутність стандартів
брак/переробка
Вихідний
продукт
“випадковий прихід”

Чому виникають черги?
Чому виникають черги?

Залежність подій та варіативність є причинами утворення черг
Statistical fluctuations
Queue
dependent events
Залежність подій та варіативність є причинами утворення черг
Statistical fluctuations
Queue
dependent events
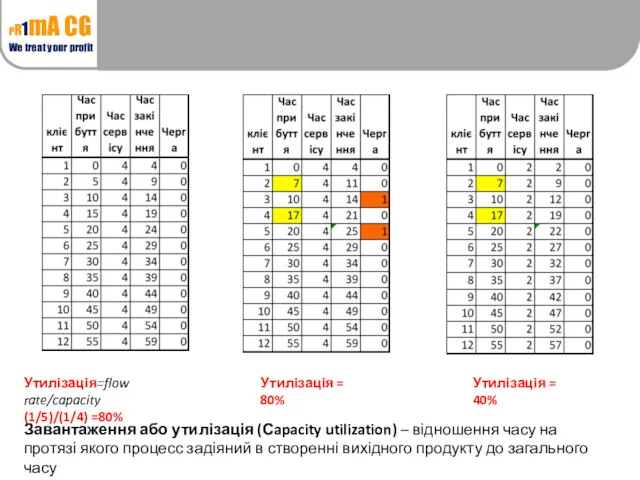
Утилізація=flow rate/capacity
(1/5)/(1/4) =80%
Утилізація = 80%
Утилізація = 40%
Завантаження або утилізація (Сapacity utilization)
Утилізація=flow rate/capacity
(1/5)/(1/4) =80%
Утилізація = 80%
Утилізація = 40%
Завантаження або утилізація (Сapacity utilization)
Залежність подій та варіативність є причинами утворення черг
Statistical fluctuations
Queue
dependent events
Залежність подій та варіативність є причинами утворення черг
Statistical fluctuations
Queue
dependent events

Чим більше утилізація процесу, тем важче задовольнити замовлення
Чим більше утилізація процесу, тем важче задовольнити замовлення

Скільки часу, в середньому, клієнти стоять в черзі?
Скільки часу, в середньому, клієнти стоять в черзі?
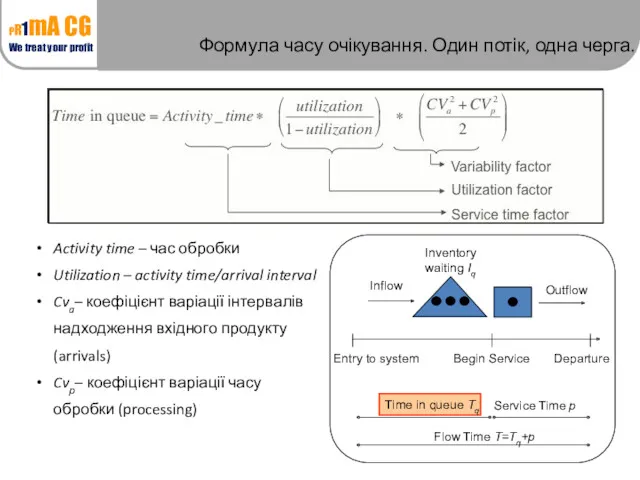
Формула часу очікування. Один потік, одна черга.
Activity time – час обробки
Utilization
Формула часу очікування. Один потік, одна черга.
Activity time – час обробки
Utilization
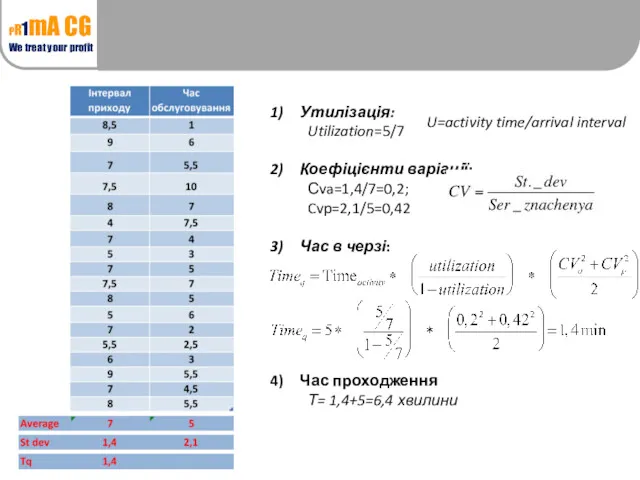
Утилізація:
Utilization=5/7
Коефіцієнти варіації:
Сva=1,4/7=0,2;
Cvp=2,1/5=0,42
Час в черзі:
Час проходження
Т= 1,4+5=6,4 хвилини
U=activity time/arrival
Утилізація:
Utilization=5/7
Коефіцієнти варіації:
Сva=1,4/7=0,2;
Cvp=2,1/5=0,42
Час в черзі:
Час проходження
Т= 1,4+5=6,4 хвилини
U=activity time/arrival
Приклад. Online retail
В середньому, кожні 7 хвилин на гарячу лінію магазину
Приклад. Online retail
В середньому, кожні 7 хвилин на гарячу лінію магазину
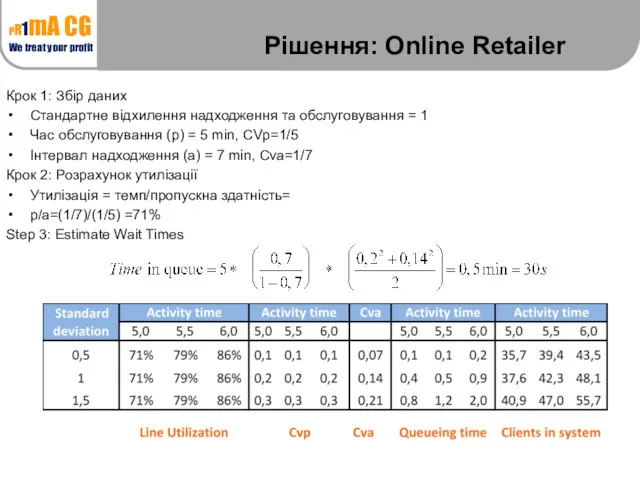
Рішення: Online Retailer
Крок 1: Збір даних
Стандартне відхилення надходження та обслуговування =
Рішення: Online Retailer
Крок 1: Збір даних
Стандартне відхилення надходження та обслуговування =
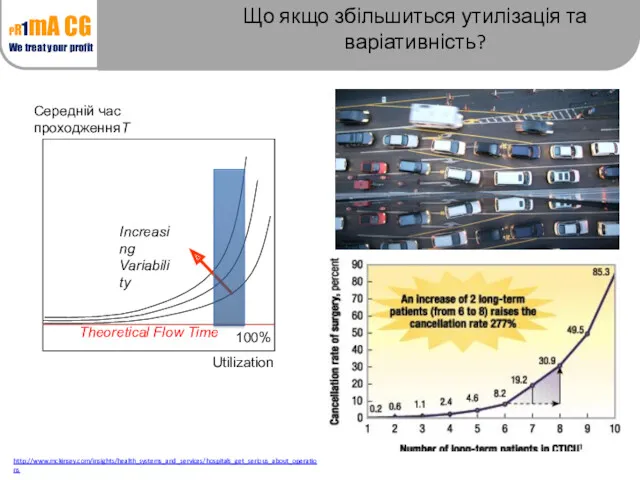
Що якщо збільшиться утилізація та варіативність?
Середній час проходженняT
Theoretical Flow Time
Utilization
100%
Increasing
Variability
http://www.mckinsey.com/insights/health_systems_and_services/hospitals_get_serious_about_operations
Що якщо збільшиться утилізація та варіативність?
Середній час проходженняT
Theoretical Flow Time
Utilization
100%
Increasing
Variability
http://www.mckinsey.com/insights/health_systems_and_services/hospitals_get_serious_about_operations
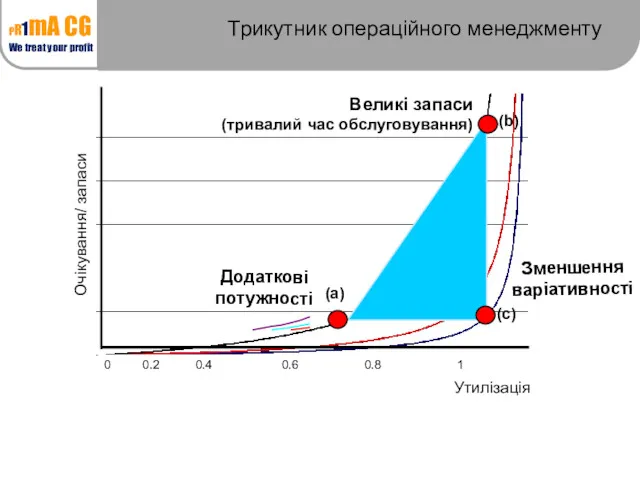
0 0.2 0.4 0.6 0.8 1
Очікування/ запаси
Зменшення варіативності
Додаткові потужності
(b)
(c)
(a)
Великі запаси
(тривалий
0 0.2 0.4 0.6 0.8 1
Очікування/ запаси
Зменшення варіативності
Додаткові потужності
(b)
(c)
(a)
Великі запаси
(тривалий
Responsiveness
Efficiency
High
Low
High per
unit costs
(low utilization)
Low per
unit costs
(high utilization)
Now
Responsive process with high costs
Low
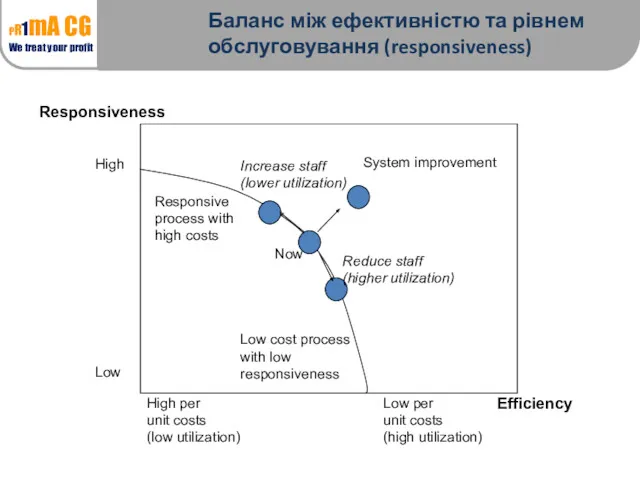
Responsiveness
Efficiency
High
Low
High per
unit costs
(low utilization)
Low per
unit costs
(high utilization)
Now
Responsive process with high costs
Low
Приборкання мінливості попиту в бек-офісі 1/2
В сервісі разом з високою операційною
Приборкання мінливості попиту в бек-офісі 1/2
В сервісі разом з високою операційною

Приборкання мінливості попиту в бек-офісі 2/2
Групування завдань по складності та розподіл
Приборкання мінливості попиту в бек-офісі 2/2
Групування завдань по складності та розподіл
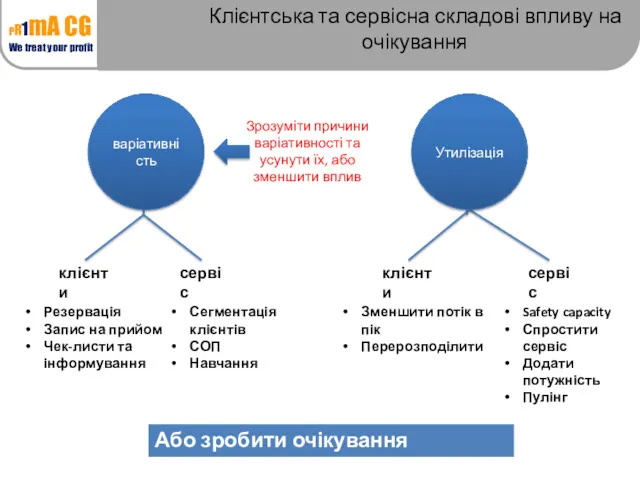
клієнти
сервіс
клієнти
сервіс
варіативність
Утилізація
Safety capacity
Спростити сервіс
Додати потужність
Пулінг
Зменшити потік в пік
Перерозподілити
Резервація
Запис на прийом
Чек-листи та інформування
клієнти
сервіс
клієнти
сервіс
варіативність
Утилізація
Safety capacity
Спростити сервіс
Додати потужність
Пулінг
Зменшити потік в пік
Перерозподілити
Резервація
Запис на прийом
Чек-листи та інформування
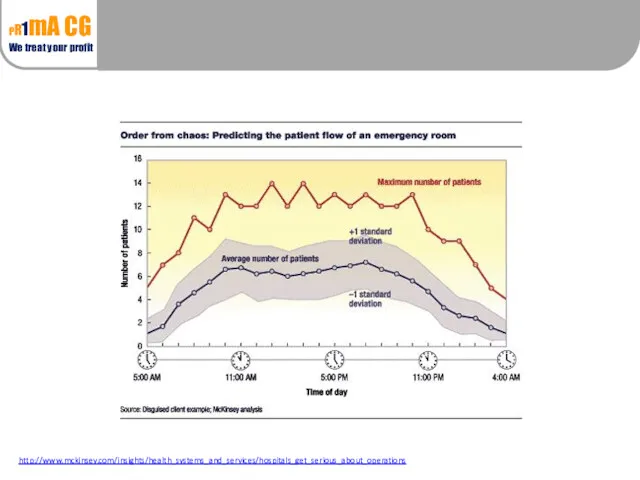
http://www.mckinsey.com/insights/health_systems_and_services/hospitals_get_serious_about_operations
http://www.mckinsey.com/insights/health_systems_and_services/hospitals_get_serious_about_operations
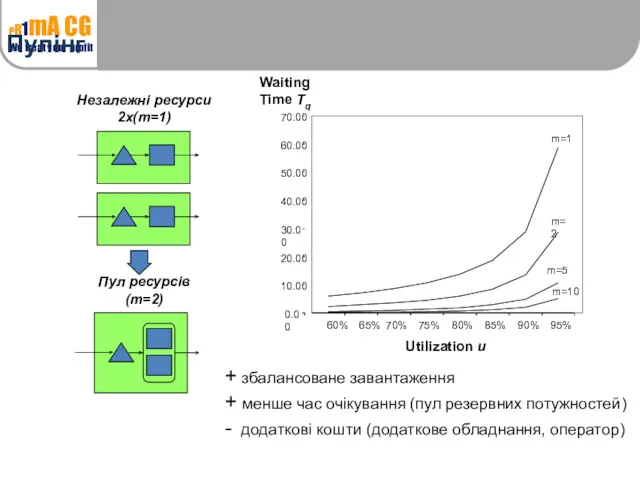
Незалежні ресурси
2x(m=1)
Пул ресурсів
(m=2)
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
60%
65%
m=1
m=2
m=5
m=10
70%
75%
80%
85%
90%
95%
Waiting
Time Tq
Utilization u
+ збалансоване завантаження
+ менше час очікування
Незалежні ресурси
2x(m=1)
Пул ресурсів
(m=2)
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
60%
65%
m=1
m=2
m=5
m=10
70%
75%
80%
85%
90%
95%
Waiting
Time Tq
Utilization u
+ збалансоване завантаження
+ менше час очікування
 Company structure. Types of organizational structures
Company structure. Types of organizational structures Проблемы организации предпринимательской деятельности подростков
Проблемы организации предпринимательской деятельности подростков Проект кафе Доза шавермы
Проект кафе Доза шавермы Inner circle - the ultimate fundraising training
Inner circle - the ultimate fundraising training Груминг-салон. Бизнес-план
Груминг-салон. Бизнес-план Региональные меры поддержки малого, среднего бизнеса в Ленинградской области
Региональные меры поддержки малого, среднего бизнеса в Ленинградской области Vega - Подарочные наборы
Vega - Подарочные наборы Перспективы развития детского и юношеского туризма в Российской Федерации
Перспективы развития детского и юношеского туризма в Российской Федерации Бизнес-идея. Организация детских праздников
Бизнес-идея. Организация детских праздников Основы предпринимательской деятельности
Основы предпринимательской деятельности Кофейня Другая жизнь. Бизнес-план
Кофейня Другая жизнь. Бизнес-план Ресторанный бизнес в наше время
Ресторанный бизнес в наше время Презентация бизнес-идеи: Детский центр творчества
Презентация бизнес-идеи: Детский центр творчества Типовые разделы бизнес-плана
Типовые разделы бизнес-плана Меры поддержки
Меры поддержки Обеспечение качества туристических услуг
Обеспечение качества туристических услуг С малых до великих. Бизнес-проект команды Эвилика
С малых до великих. Бизнес-проект команды Эвилика Қонақ үй кешендерінде қонақтарды қабылдау техникасы мен технологиясы
Қонақ үй кешендерінде қонақтарды қабылдау техникасы мен технологиясы Кофейня Sweet cat
Кофейня Sweet cat Создание продуктового магазина Мир-мир в городе Ростове-на-Дону. Бизнес-идея
Создание продуктового магазина Мир-мир в городе Ростове-на-Дону. Бизнес-идея Приватне підприємство ФОП Остапенко О.М.
Приватне підприємство ФОП Остапенко О.М. Бизнес-проект: структура и содержание
Бизнес-проект: структура и содержание Бизнес-планирование в социокультурной сфере
Бизнес-планирование в социокультурной сфере SWOT-анализ сети магазинов электроники DNS
SWOT-анализ сети магазинов электроники DNS Кролиководство
Кролиководство Spółka jawna
Spółka jawna Рога и Копыта
Рога и Копыта Індивідуальний проект : Млинцева на 40 місць
Індивідуальний проект : Млинцева на 40 місць