- Допуски и посадки типовых соединений. Классификация резьбы

Содержание
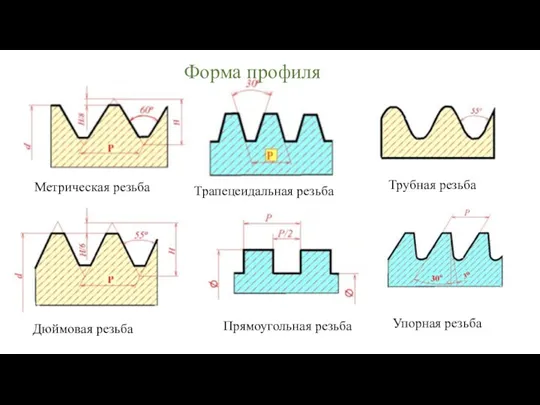
- 2. Метрическая резьба Дюймовая резьба Трапецеидальная резьба Прямоугольная резьба Форма профиля Трубная резьба Упорная резьба
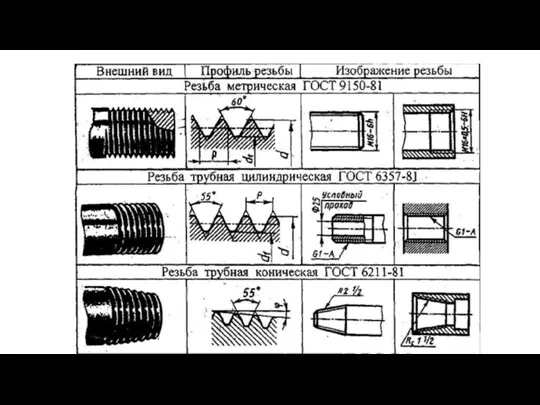
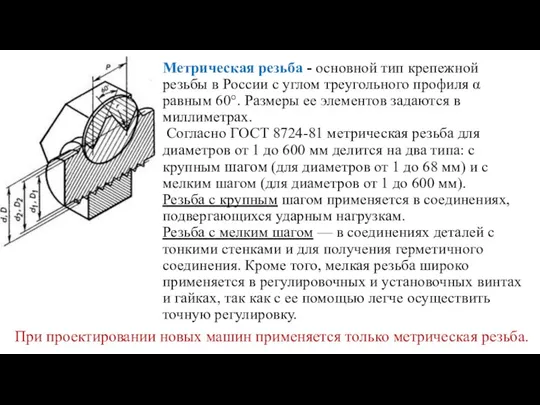
- 6. Метрическая резьба - основной тип крепежной резьбы в России с углом треугольного профиля α равным 60°.
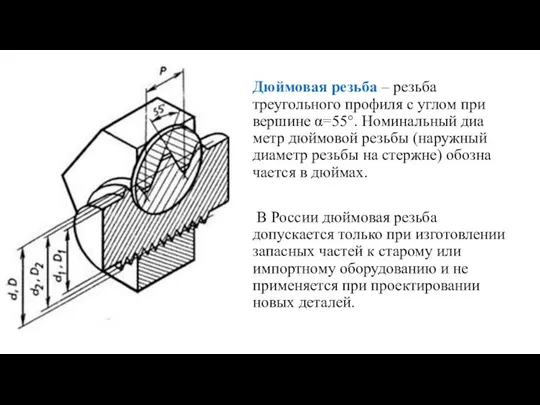
- 7. Дюймовая резьба – резьба треугольного профиля с углом при вершине α=55°. Номинальный диаметр дюймовой резьбы (наружный
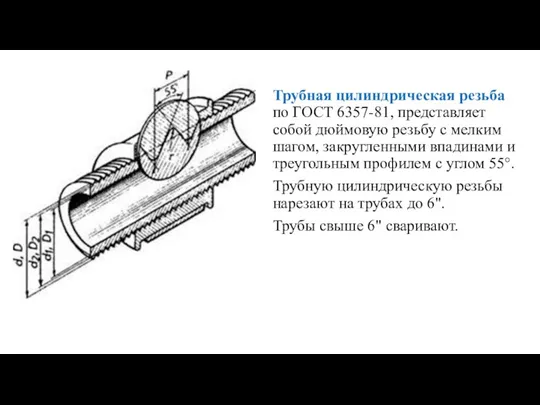
- 8. Трубная цилиндрическая резьба по ГОСТ 6357-81, представляет собой дюймовую резьбу с мелким шагом, закругленными впадинами и
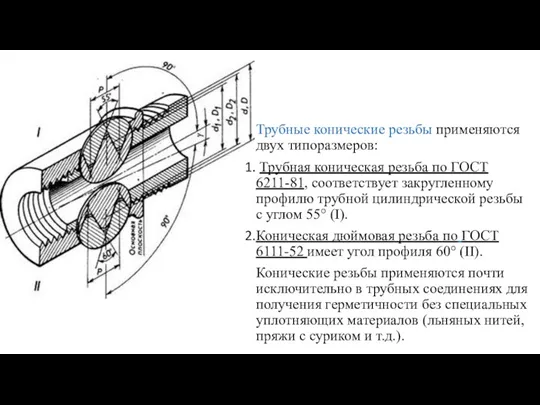
- 9. Трубные конические резьбы применяются двух типоразмеров: Трубная коническая резьба по ГОСТ 6211-81, соответствует закругленному профилю трубной
- 10. Теоретический профиль конической резьбы Конусность поверхностей, на которых изготавливается коническая резьба, обычно 1 : 16. Биссектриса
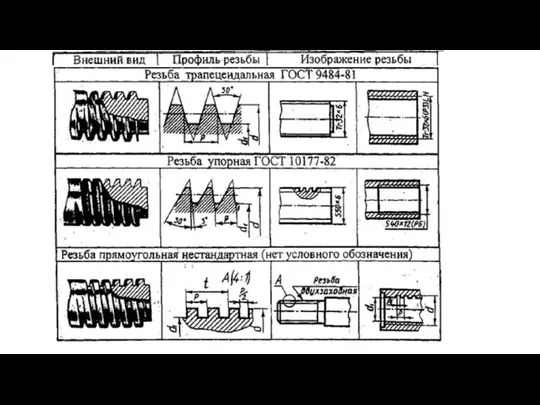
- 11. Трапецеидальная резьба по ГОСТ 9484-81. Профиль резьбы — равнобочная трапеция с углом профиля при вершине α=30°.
- 12. Упорная резьба по ГОСТ 10177-82 . Профиль резьбы — неравнобочная трапеция с углом рабочей стороны 3°
- 13. Прямоугольная и квадратная резьбы имеют высокий КПД и дают большой выигрыш в силе, поэтому они применяются
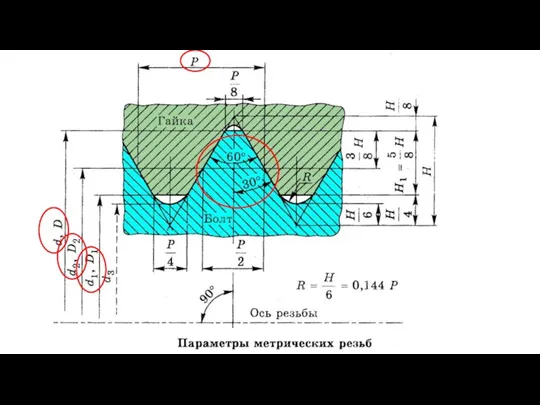
- 14. Допуски и посадки типовых соединений Резьба метрическая основные параметры крепёжных цилиндрических резьб: D и d –
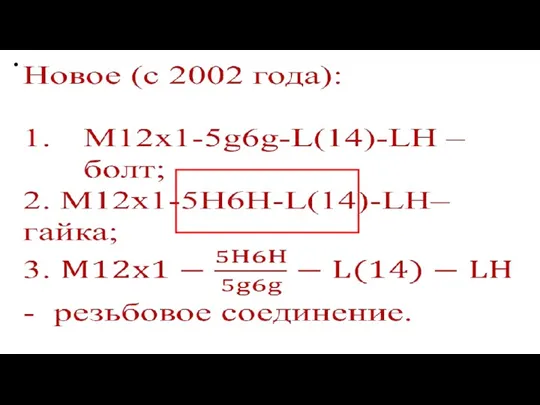
- 16. Обозначение резьбы:
- 17. 1 – условное обозначение резьбы; 2 – номинальное значение резьбы (наружный диаметр D; d); 3 –
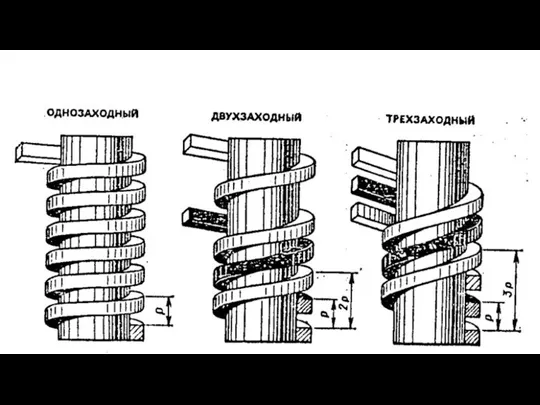
- 18. Многозаходная метрическая резьба должна обозначаться буквой М, номинальным диаметром резьбы, знаком ×, буквами Ph, значением хода
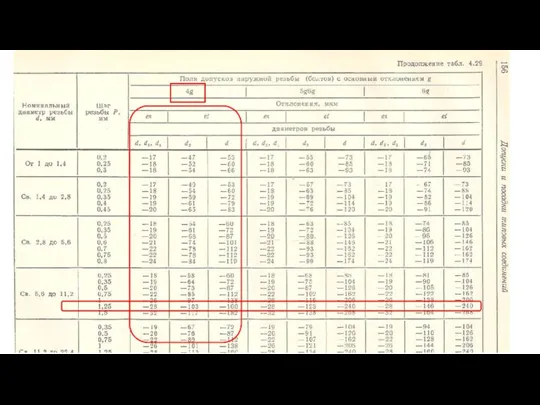
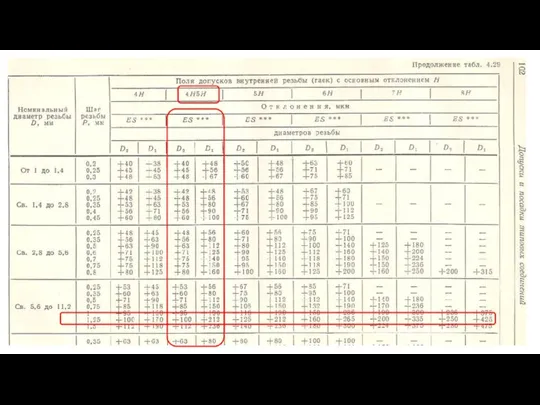
- 21. По ГОСТ 16093 установлены степени точности на средний диаметр резьбы с 3-й по 10-ю в порядке
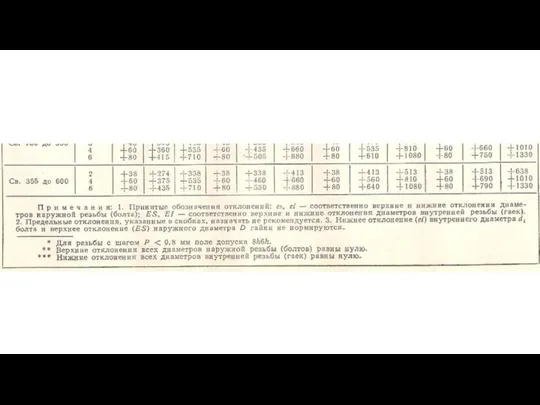
- 23. Основные отклонения для гайки и болта
- 27. Dн=dн=12 мм; P=1,25 мм. D2=d2=12-1+0,188= =11,188 мм; D1=d1=12-2+0,647= =10,647 мм.
- 29. Скачать презентацию
Метрическая резьба
Дюймовая резьба
Трапецеидальная резьба
Прямоугольная резьба
Форма профиля
Трубная резьба
Упорная резьба
Метрическая резьба
Дюймовая резьба
Трапецеидальная резьба
Прямоугольная резьба
Форма профиля
Трубная резьба
Упорная резьба
Метрическая резьба - основной тип крепежной резьбы в России с углом
Метрическая резьба - основной тип крепежной резьбы в России с углом
Дюймовая резьба – резьба треугольного профиля с углом при вершине α=55°.
Дюймовая резьба – резьба треугольного профиля с углом при вершине α=55°.
Трубная цилиндрическая резьба по ГОСТ 6357-81, представляет собой дюймовую резьбу с
Трубная цилиндрическая резьба по ГОСТ 6357-81, представляет собой дюймовую резьбу с
Трубные конические резьбы применяются двух типоразмеров:
Трубная коническая резьба по ГОСТ
Трубные конические резьбы применяются двух типоразмеров:
Трубная коническая резьба по ГОСТ
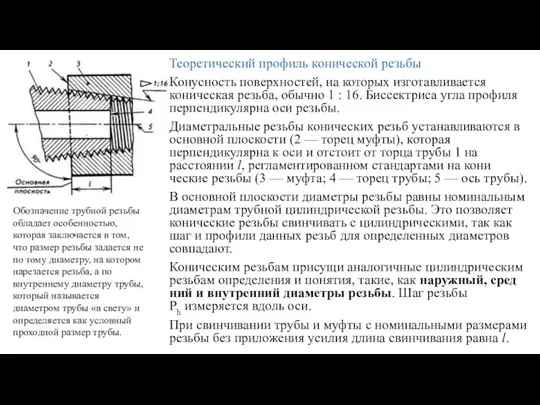
Теоретический профиль конической резьбы
Конусность поверхностей, на которых изготавливается коническая резьба,
Теоретический профиль конической резьбы
Конусность поверхностей, на которых изготавливается коническая резьба,
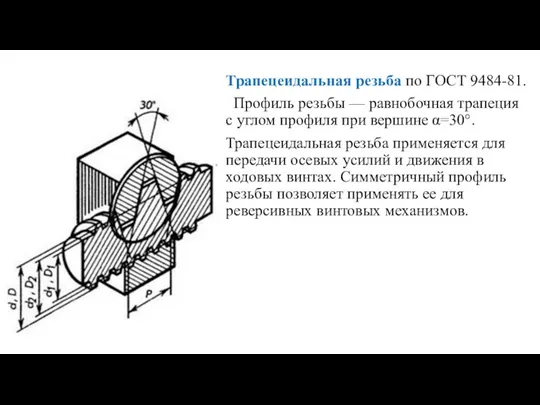
Трапецеидальная резьба по ГОСТ 9484-81.
Профиль резьбы — равнобочная трапеция с углом
Трапецеидальная резьба по ГОСТ 9484-81.
Профиль резьбы — равнобочная трапеция с углом
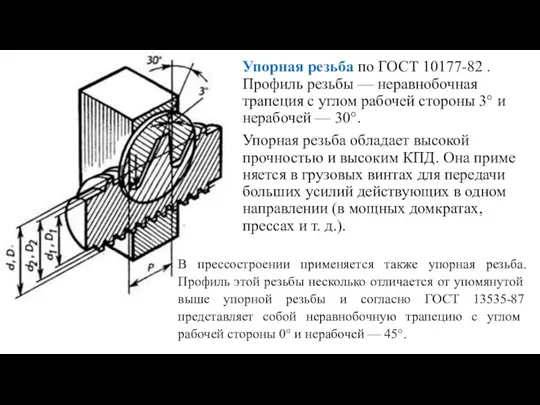
Упорная резьба по ГОСТ 10177-82 . Профиль резьбы — неравнобочная трапеция с
Упорная резьба по ГОСТ 10177-82 . Профиль резьбы — неравнобочная трапеция с
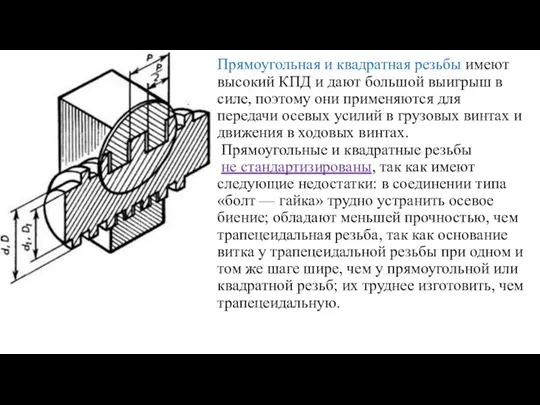
Прямоугольная и квадратная резьбы имеют высокий КПД и дают большой выигрыш
Прямоугольная и квадратная резьбы имеют высокий КПД и дают большой выигрыш
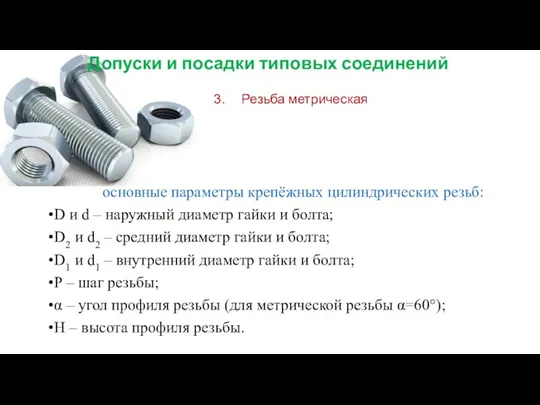
Допуски и посадки типовых соединений
Резьба метрическая
основные параметры крепёжных цилиндрических резьб:
D и
Допуски и посадки типовых соединений
Резьба метрическая
основные параметры крепёжных цилиндрических резьб:
D и
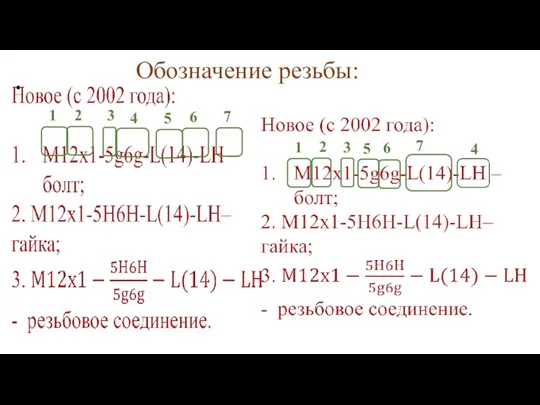
Обозначение резьбы:
Обозначение резьбы:
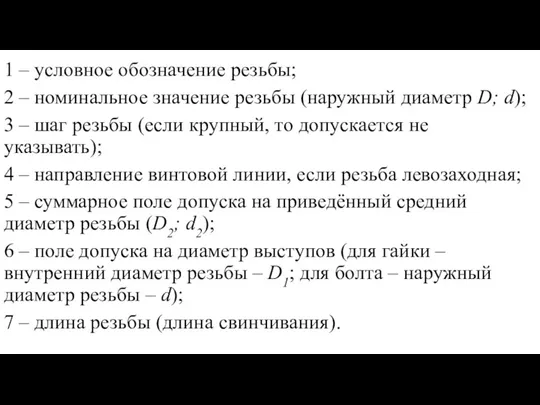
1 – условное обозначение резьбы;
2 – номинальное значение резьбы (наружный диаметр
1 – условное обозначение резьбы;
2 – номинальное значение резьбы (наружный диаметр
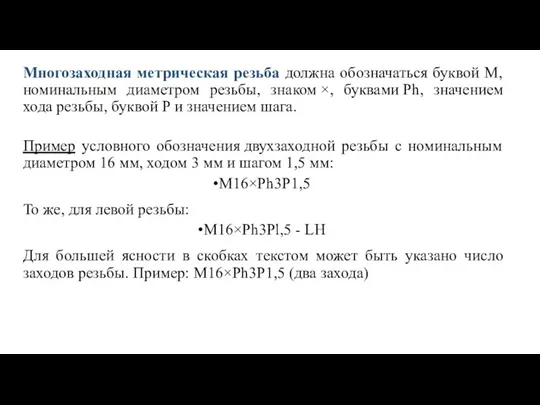
Многозаходная метрическая резьба должна обозначаться буквой М, номинальным диаметром резьбы, знаком ×,
Многозаходная метрическая резьба должна обозначаться буквой М, номинальным диаметром резьбы, знаком ×,
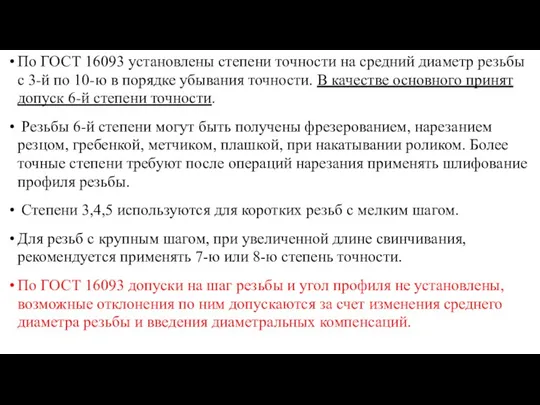
По ГОСТ 16093 установлены степени точности на средний диаметр резьбы с
По ГОСТ 16093 установлены степени точности на средний диаметр резьбы с
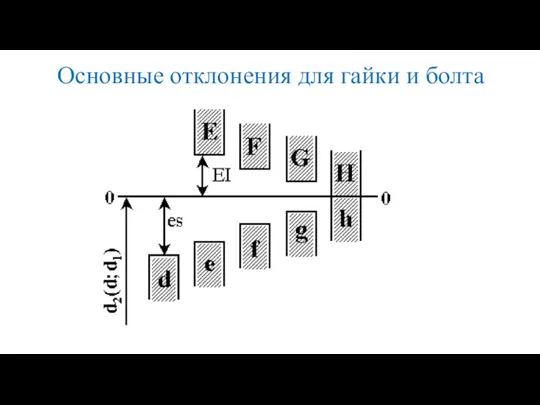
Основные отклонения для гайки и болта
Основные отклонения для гайки и болта
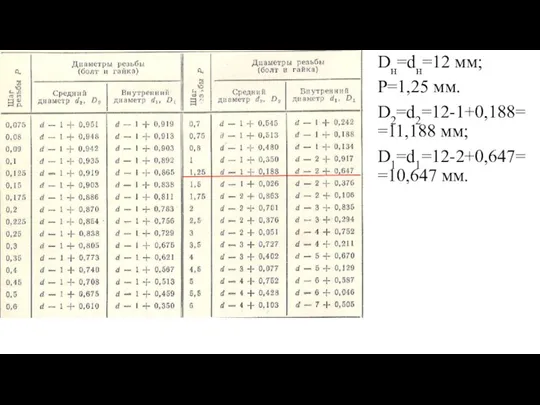
Dн=dн=12 мм;
P=1,25 мм.
D2=d2=12-1+0,188= =11,188 мм;
D1=d1=12-2+0,647= =10,647 мм.
Dн=dн=12 мм;
P=1,25 мм.
D2=d2=12-1+0,188= =11,188 мм;
D1=d1=12-2+0,647= =10,647 мм.
 Прямоугольное проецирование
Прямоугольное проецирование Графическая работа Соединение болтовое
Графическая работа Соединение болтовое Построение перспективы архитектурных деталей по одной точке схода (2 способ архитекторов)
Построение перспективы архитектурных деталей по одной точке схода (2 способ архитекторов) Геометрия в 3D-пространстве
Геометрия в 3D-пространстве Чертежи и аксонометрические проекции геометрических тел
Чертежи и аксонометрические проекции геометрических тел Прямоугольное проецирование
Прямоугольное проецирование Компьютерная графика
Компьютерная графика Построение сборочного чертежа кондуктора
Построение сборочного чертежа кондуктора Линии чертежа. Основная надпись
Линии чертежа. Основная надпись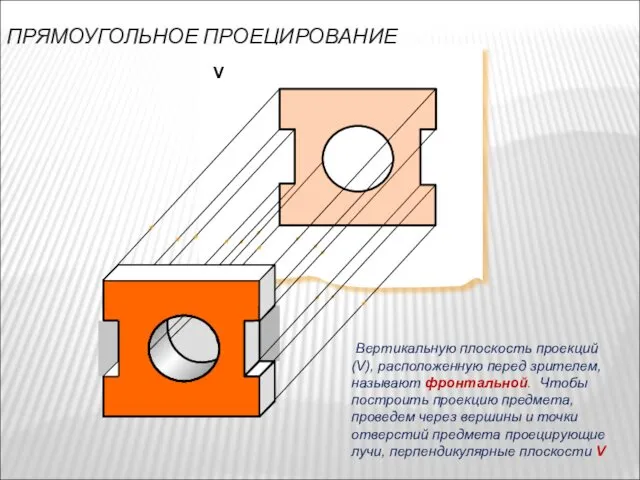 Прямоугольное проецирование
Прямоугольное проецирование Проецирование виды проецирования, проецирование на одну плоскость проекций
Проецирование виды проецирования, проецирование на одну плоскость проекций Базовые геометрические элементы начертательной геометрии
Базовые геометрические элементы начертательной геометрии Многогранники. Точка и прямая на многограннике. Пересечение многогранников плоскостью и развертка усеченной части поверхности
Многогранники. Точка и прямая на многограннике. Пересечение многогранников плоскостью и развертка усеченной части поверхности Нанесение размеров
Нанесение размеров Задание поверхностей на комплексном чертеже. Развертывающиеся линейчатые поверхности. Поверхности с плоскостью параллелизма
Задание поверхностей на комплексном чертеже. Развертывающиеся линейчатые поверхности. Поверхности с плоскостью параллелизма Правила, стандарты оформления чертежей по ЕСКД. Лекция 3
Правила, стандарты оформления чертежей по ЕСКД. Лекция 3 Сборочные чертежи соединений деталей
Сборочные чертежи соединений деталей Резьба. Крепёжные изделия
Резьба. Крепёжные изделия Чертежный шрифт
Чертежный шрифт Основные правила нанесения размеров
Основные правила нанесения размеров Сечения. Черчение. 8 класс
Сечения. Черчение. 8 класс Виды и маркировка чертежей, требования нормативно-технической документации на оформление строительных чертежей
Виды и маркировка чертежей, требования нормативно-технической документации на оформление строительных чертежей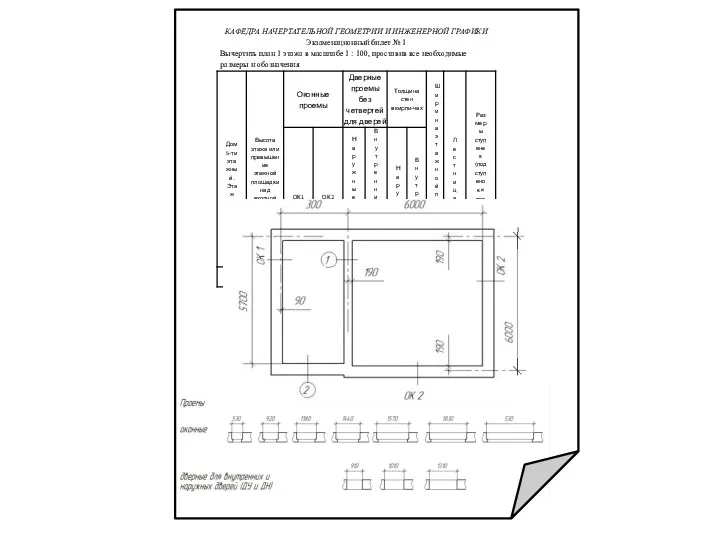 Подготовка к контрольной работе по начертательной геометрии
Подготовка к контрольной работе по начертательной геометрии Деталирование
Деталирование Рабочие чертежи
Рабочие чертежи Инженерная графика. Соединения паяные
Инженерная графика. Соединения паяные Понятие о механизме и машине
Понятие о механизме и машине Аксонометрические проекции. Получение аксонометрической проекции
Аксонометрические проекции. Получение аксонометрической проекции