- Аналитически-исследовательский метод установления норм труда

Содержание
- 2. Понятие нормы труда, задачи нормирования труда Техническое нормирование труда — это процесс установления норм затрат рабочего
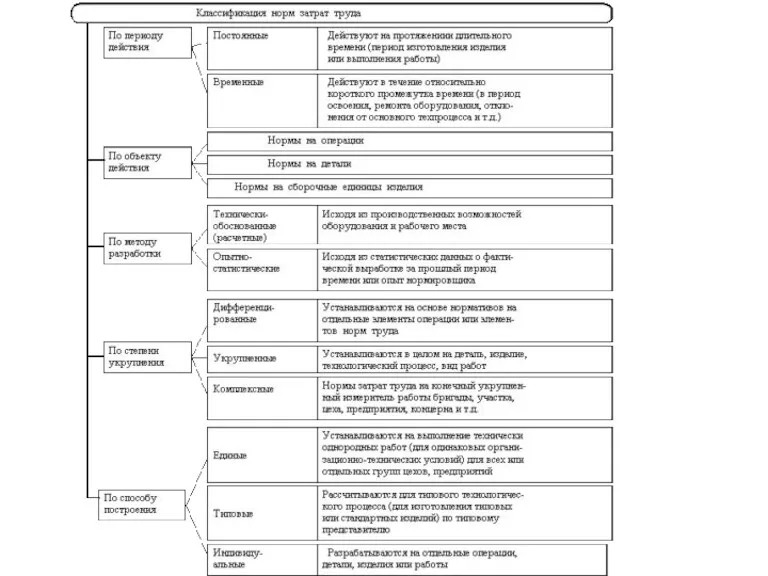
- 3. Структура технически обоснованных норм времени Нормы затрат труда могут устанавливаться на операцию, изделие, работу, комплекс работ.
- 5. Структура технически обоснованных норм времени Нормируемое время подразделяется: - на подготовительно-заключительное (tп.з); - основное (tо.с); -
- 6. Структура штучно-калькуляционного времени
- 7. Структура технически обоснованных норм времени В соответствии с классификацией затрат рабочего времени устанавливается его структура и
- 8. Норма штучно-калькуляционного времени Норма штучно-калькуляционного времени tшк — применяется в серийном производстве, где велик удельный вес
- 9. Определение основного (машинного) времени При обработке деталей (изделий) на автоматическом оборудовании (установках, термических агрегатах, стендах и
- 10. Определение основного (машинного) времени где Nсм — пропускная способность термоагрегата (шт. в смену); Fсм — сменный
- 11. Определение основного (машинного) времени 2. Рассчитывается основное время: tос = Tсм / Nсм; Формулы для расчета
- 12. Определение нормы обслуживания Норма обслуживания оборудования (наладка, осмотр, смазка, заправка смазочно-охлаждающими жидкостями и т.д.) закрепленных за
- 13. Определение нормы времени обслуживания Норма времени обслуживания: tн.о. = tн * Q * kд, где tн
- 14. Аналитически-исследовательский метод установления норм труда Этот метод основан на изучении затрат рабочего времени путем наблюдений и
- 15. Аналитически-исследовательский метод установления норм труда Этот метод предполагает анализ трудового процесса, разделение его на элементы (приемы,
- 17. Скачать презентацию
Понятие нормы труда, задачи нормирования труда
Техническое нормирование труда — это
Понятие нормы труда, задачи нормирования труда
Техническое нормирование труда — это
Структура технически обоснованных норм времени
Нормы затрат труда могут устанавливаться на операцию,
Структура технически обоснованных норм времени
Нормы затрат труда могут устанавливаться на операцию,
Структура технически обоснованных норм времени
Нормируемое время подразделяется:
- на подготовительно-заключительное (tп.з);
- основное
Структура технически обоснованных норм времени
Нормируемое время подразделяется:
- на подготовительно-заключительное (tп.з);
- основное
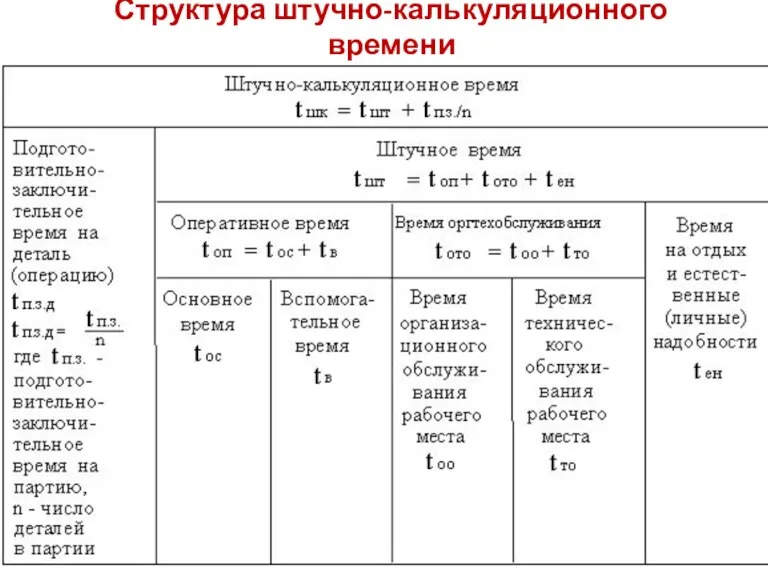
Структура штучно-калькуляционного времени
Структура штучно-калькуляционного времени
Структура технически обоснованных норм времени
В соответствии с классификацией затрат рабочего времени
Структура технически обоснованных норм времени
В соответствии с классификацией затрат рабочего времени
Норма штучно-калькуляционного времени
Норма штучно-калькуляционного времени tшк — применяется в серийном
Норма штучно-калькуляционного времени
Норма штучно-калькуляционного времени tшк — применяется в серийном
Определение основного (машинного) времени
При обработке деталей (изделий) на автоматическом оборудовании (установках,
Определение основного (машинного) времени
При обработке деталей (изделий) на автоматическом оборудовании (установках,
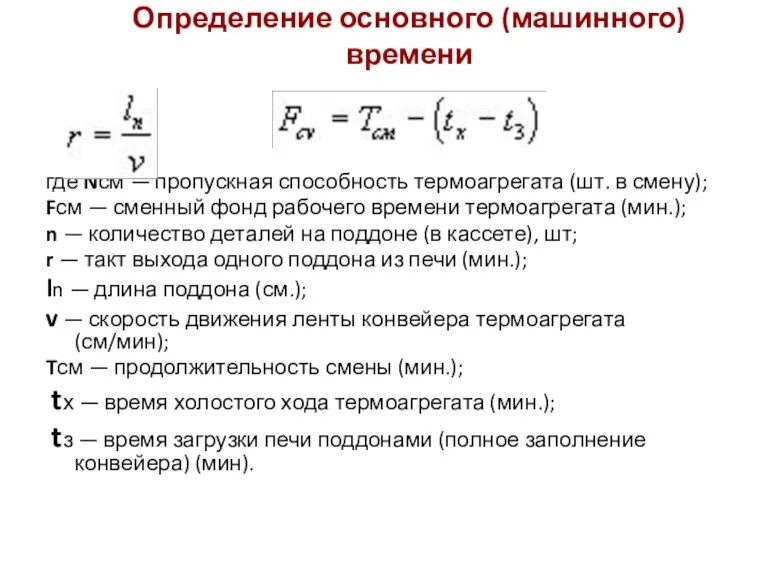
Определение основного (машинного) времени
где Nсм — пропускная способность термоагрегата (шт. в
Определение основного (машинного) времени
где Nсм — пропускная способность термоагрегата (шт. в
Определение основного (машинного) времени
2. Рассчитывается основное время:
tос = Tсм
Определение основного (машинного) времени
2. Рассчитывается основное время:
tос = Tсм
Определение нормы обслуживания
Норма обслуживания оборудования (наладка, осмотр, смазка, заправка смазочно-охлаждающими жидкостями
Определение нормы обслуживания
Норма обслуживания оборудования (наладка, осмотр, смазка, заправка смазочно-охлаждающими жидкостями
Определение нормы времени обслуживания
Норма времени обслуживания:
tн.о. = tн * Q *
Определение нормы времени обслуживания
Норма времени обслуживания:
tн.о. = tн * Q *
Аналитически-исследовательский метод установления норм труда
Этот метод основан на изучении затрат рабочего
Аналитически-исследовательский метод установления норм труда
Этот метод основан на изучении затрат рабочего
Аналитически-исследовательский метод установления норм труда
Этот метод предполагает анализ трудового процесса, разделение
Аналитически-исследовательский метод установления норм труда
Этот метод предполагает анализ трудового процесса, разделение
 The main directions of economic policy
The main directions of economic policy Формирование Трансатлантического торгового союза
Формирование Трансатлантического торгового союза Западная Сибирь
Западная Сибирь Практика расчетов
Практика расчетов Рынок капитала
Рынок капитала Лекция № 13. Экономический рост и экономический цикл
Лекция № 13. Экономический рост и экономический цикл Экономические циклы
Экономические циклы Экономика инженерной деятельности. Экономические цели предприятия
Экономика инженерной деятельности. Экономические цели предприятия Причины образования потерь
Причины образования потерь Экономика как отрасль научного знания, ее дисциплинарные и методологические особенности. Лекция 1 1
Экономика как отрасль научного знания, ее дисциплинарные и методологические особенности. Лекция 1 1 Экономическое сообщество государств Западной Африки (ЭКОВАС)
Экономическое сообщество государств Западной Африки (ЭКОВАС) Основы рыночной экономики. Рынок: его сущность
Основы рыночной экономики. Рынок: его сущность Методология и методы исследований в экономике
Методология и методы исследований в экономике Ұсыныс қисығының жылжуы. Ұсыныстың икемділігі
Ұсыныс қисығының жылжуы. Ұсыныстың икемділігі Миграция рабочей силы Японии
Миграция рабочей силы Японии Рынок труда и безработица
Рынок труда и безработица Региональная экономическая интеграция
Региональная экономическая интеграция Жастар арасында сыбайлас жемқорлыққа қарсы мәдениетті қалыптастыру мәселелері
Жастар арасында сыбайлас жемқорлыққа қарсы мәдениетті қалыптастыру мәселелері Налоговые методы регулирования экономики. Влияние налоговой политики на инвестиции. Налоговая политика правительства РФ
Налоговые методы регулирования экономики. Влияние налоговой политики на инвестиции. Налоговая политика правительства РФ Сұраныс, тауарлар мен қызметтердің ұсыныс заңы. Валюталық биржа
Сұраныс, тауарлар мен қызметтердің ұсыныс заңы. Валюталық биржа Стратегия предприятия АО Костромской завод автокомпонентов
Стратегия предприятия АО Костромской завод автокомпонентов Ринок праці. (Лекція 6)
Ринок праці. (Лекція 6) Модель оптового рынка электроэнергии и мощности (ОРЭМ)
Модель оптового рынка электроэнергии и мощности (ОРЭМ) Инвестиционный климат в России. (Тема 7)
Инвестиционный климат в России. (Тема 7) Теневая экономика
Теневая экономика Территориальное планирование сельского поселения Утевка муниципального района Нефтегорский Самарской области
Территориальное планирование сельского поселения Утевка муниципального района Нефтегорский Самарской области Динамика общественного развития
Динамика общественного развития Тема 22. Макроэкономическая нестабильность: инфляция
Тема 22. Макроэкономическая нестабильность: инфляция