- Принципы и методы Тагучи

Содержание
- 2. ОШИБКИ ХИРУРГА И ТЕХНОЛОГА Потребитель всегда обращает внимание на качество товара. Очень часто это становится решающим
- 4. ЛАБОРАТОРИЯ ДЛЯ ПОВЫШЕНИЯ КАЧЕСТВА После Второй Мировой Войны производство в Японии пришло в упадок. Продукты, произведенные
- 5. ФИЛОСОФИЯ УЛУЧШЕНИЯ КАЧЕСТВА ТАГУЧИ Доктор Тагучи сформулировал множество принципов, ставших впоследствии основой для организации системы качества
- 6. ПОТЕРИ КАЧЕСТВА – НЕСОВЕРШЕНСТВО ПРОЦЕССА Как известно, 85% всех потерь качества происходит по причине несовершенства процесса
- 7. СТРАТЕГИЯ ПОВЫШЕНИЯ КАЧЕСТВА «ВНЕ ПРОИЗВОДСТВЕННОЙ ЛИНИИ» На стадии разработки дизайна продукта/процесса следует также проводить контроль качества
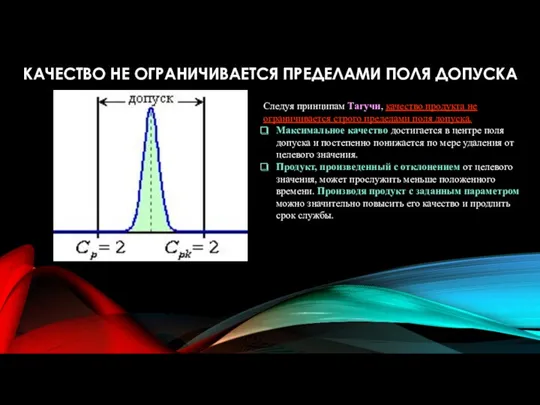
- 8. КАЧЕСТВО НЕ ОГРАНИЧИВАЕТСЯ ПРЕДЕЛАМИ ПОЛЯ ДОПУСКА Следуя принципам Тагучи, качество продукта не ограничивается строго пределами поля
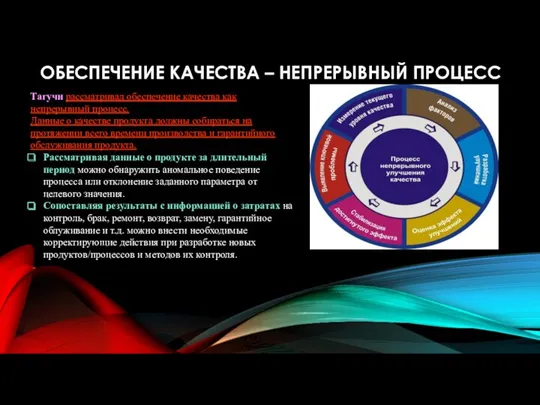
- 9. ОБЕСПЕЧЕНИЕ КАЧЕСТВА – НЕПРЕРЫВНЫЙ ПРОЦЕСС Тагучи рассматривал обеспечение качества как непрерывный процесс. Данные о качестве продукта
- 10. ПОРЯДОК РАЗРАБОТКИ НОВОГО ПРОДУКТА ПО ТАГУЧИ Разработку нового продукта следует проводить в следующем порядке: Разработка и/или
- 11. СТОИМОСТЬ КАЧЕСТВА Тагучи также разработал понятие о функции затрат, заставившее пересмотреть традиционные представления о контроле качества.
- 12. ТРАДИЦИОННЫЙ ПОДХОД К ПОКАЗАТЕЛЯМ КАЧЕСТВА Традиционно считается, что продукт имеет приемлемое качество, находясь в пределах поля
- 13. ПОДХОД ТАГУЧИ Подход Тагучи говорит, что нет четко ограниченных пределов, которые дают возможность судить о качестве
- 14. ПОДХОД ТАГУЧИ Первым шагом на пути к повышению качества является установка процесса на целевое значение. Вторым
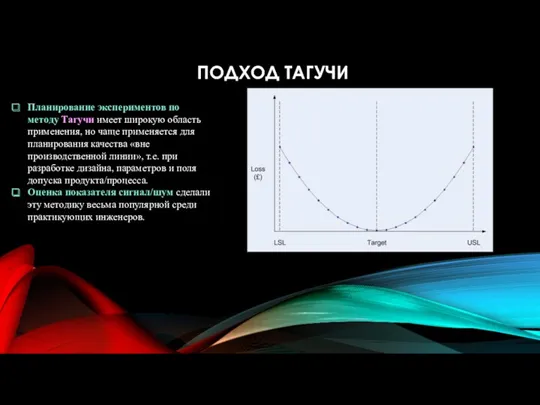
- 15. ПОДХОД ТАГУЧИ Планирование экспериментов по методу Тагучи имеет широкую область применения, но чаще применяется для планирования
- 16. Принципы Тагучи во многом идут вразрез с традиционными принципами качества. Подход Тагучи основан на том, что
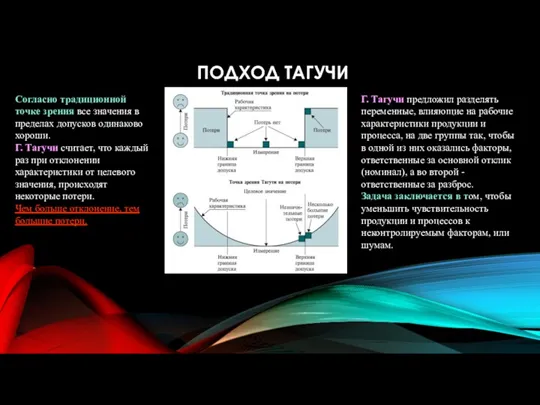
- 17. ПОДХОД ТАГУЧИ Согласно традиционной точке зрения все значения в пределах допусков одинаково хороши. Г. Тагучи считает,
- 18. 4. Решения, не снижающие затрат игнорируются. ПРИНЦИПЫ ТАГУЧИ 1. Потери - это ущерб, нанесенный потребителю и
- 19. ОБЩАЯ ХАРАКТЕРИСТИКА МЕТОДОВ ТАГУЧИ Основные методы, разработанные или адаптированные Г. Тагучи Планирование экспериментов. Управление процессами посредством
- 20. Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью функций Тагучи 1. Принятие решений на основе
- 21. Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью функций Тагучи 2. Принятие решений на основе
- 22. Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью функций Тагучи 3. Принятие решений на основе
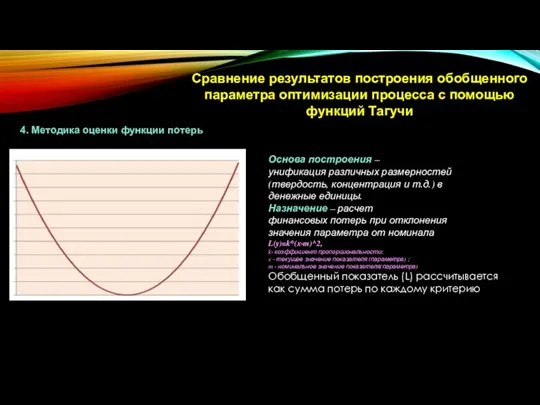
- 23. Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью функций Тагучи 4. Методика оценки функции потерь
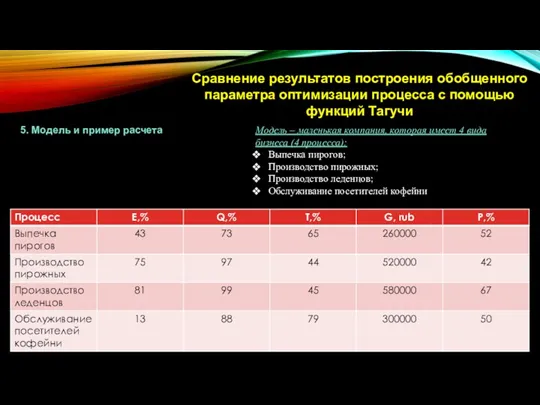
- 24. Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью функций Тагучи 5. Модель и пример расчета
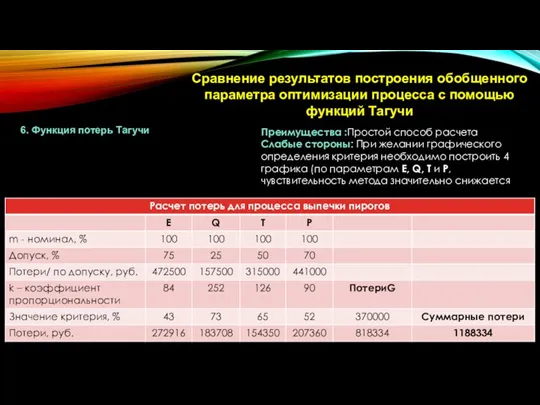
- 25. Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью функций Тагучи 6. Функция потерь Тагучи Преимущества
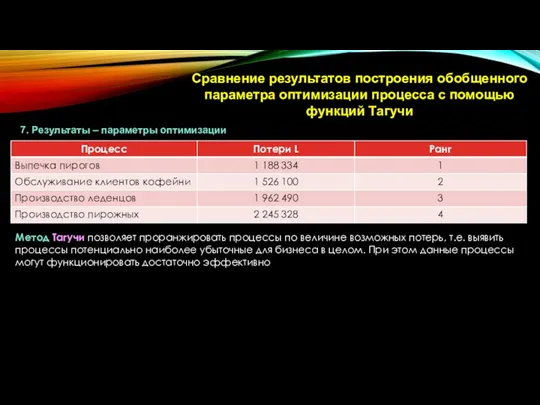
- 26. Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью функций Тагучи 7. Результаты – параметры оптимизации
- 28. Скачать презентацию
ОШИБКИ ХИРУРГА И ТЕХНОЛОГА
Потребитель всегда обращает внимание на качество товара. Очень
ОШИБКИ ХИРУРГА И ТЕХНОЛОГА
Потребитель всегда обращает внимание на качество товара. Очень
ЛАБОРАТОРИЯ ДЛЯ ПОВЫШЕНИЯ КАЧЕСТВА
После Второй Мировой Войны производство в Японии пришло
ЛАБОРАТОРИЯ ДЛЯ ПОВЫШЕНИЯ КАЧЕСТВА
После Второй Мировой Войны производство в Японии пришло
ФИЛОСОФИЯ УЛУЧШЕНИЯ КАЧЕСТВА ТАГУЧИ
Доктор Тагучи сформулировал множество принципов, ставших впоследствии основой
ФИЛОСОФИЯ УЛУЧШЕНИЯ КАЧЕСТВА ТАГУЧИ
Доктор Тагучи сформулировал множество принципов, ставших впоследствии основой
ПОТЕРИ КАЧЕСТВА – НЕСОВЕРШЕНСТВО ПРОЦЕССА
Как известно, 85% всех потерь качества происходит
ПОТЕРИ КАЧЕСТВА – НЕСОВЕРШЕНСТВО ПРОЦЕССА
Как известно, 85% всех потерь качества происходит
СТРАТЕГИЯ ПОВЫШЕНИЯ КАЧЕСТВА «ВНЕ ПРОИЗВОДСТВЕННОЙ ЛИНИИ»
На стадии разработки дизайна продукта/процесса следует
СТРАТЕГИЯ ПОВЫШЕНИЯ КАЧЕСТВА «ВНЕ ПРОИЗВОДСТВЕННОЙ ЛИНИИ»
На стадии разработки дизайна продукта/процесса следует
КАЧЕСТВО НЕ ОГРАНИЧИВАЕТСЯ ПРЕДЕЛАМИ ПОЛЯ ДОПУСКА
Следуя принципам Тагучи, качество продукта не
КАЧЕСТВО НЕ ОГРАНИЧИВАЕТСЯ ПРЕДЕЛАМИ ПОЛЯ ДОПУСКА
Следуя принципам Тагучи, качество продукта не
ОБЕСПЕЧЕНИЕ КАЧЕСТВА – НЕПРЕРЫВНЫЙ ПРОЦЕСС
Тагучи рассматривал обеспечение качества как непрерывный процесс.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА – НЕПРЕРЫВНЫЙ ПРОЦЕСС
Тагучи рассматривал обеспечение качества как непрерывный процесс.
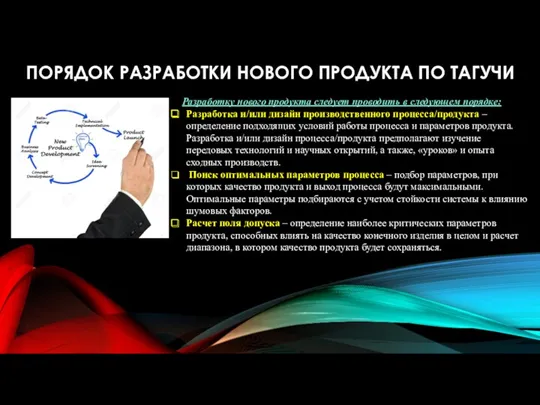
ПОРЯДОК РАЗРАБОТКИ НОВОГО ПРОДУКТА ПО ТАГУЧИ
Разработку нового продукта следует проводить в
ПОРЯДОК РАЗРАБОТКИ НОВОГО ПРОДУКТА ПО ТАГУЧИ
Разработку нового продукта следует проводить в
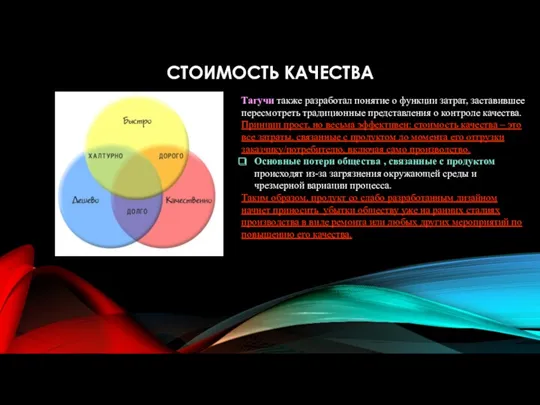
СТОИМОСТЬ КАЧЕСТВА
Тагучи также разработал понятие о функции затрат, заставившее пересмотреть традиционные
СТОИМОСТЬ КАЧЕСТВА
Тагучи также разработал понятие о функции затрат, заставившее пересмотреть традиционные
ТРАДИЦИОННЫЙ ПОДХОД К ПОКАЗАТЕЛЯМ КАЧЕСТВА
Традиционно считается, что продукт имеет приемлемое качество,
ТРАДИЦИОННЫЙ ПОДХОД К ПОКАЗАТЕЛЯМ КАЧЕСТВА
Традиционно считается, что продукт имеет приемлемое качество,
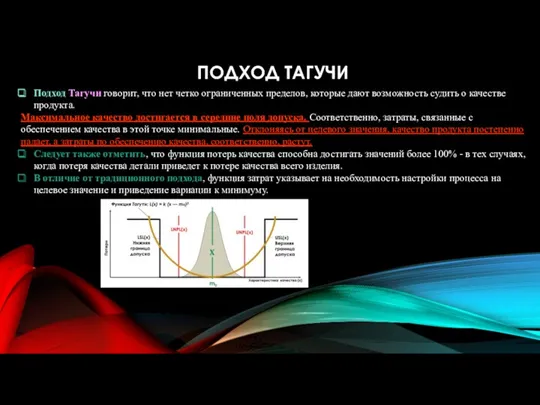
ПОДХОД ТАГУЧИ
Подход Тагучи говорит, что нет четко ограниченных пределов, которые
ПОДХОД ТАГУЧИ
Подход Тагучи говорит, что нет четко ограниченных пределов, которые
ПОДХОД ТАГУЧИ
Первым шагом на пути к повышению качества является установка
ПОДХОД ТАГУЧИ
Первым шагом на пути к повышению качества является установка
ПОДХОД ТАГУЧИ
Планирование экспериментов по методу Тагучи имеет широкую область применения,
ПОДХОД ТАГУЧИ
Планирование экспериментов по методу Тагучи имеет широкую область применения,
Принципы Тагучи во многом идут вразрез с традиционными принципами качества. Подход
Принципы Тагучи во многом идут вразрез с традиционными принципами качества. Подход
ПОДХОД ТАГУЧИ
Согласно традиционной точке зрения все значения в пределах допусков
ПОДХОД ТАГУЧИ
Согласно традиционной точке зрения все значения в пределах допусков
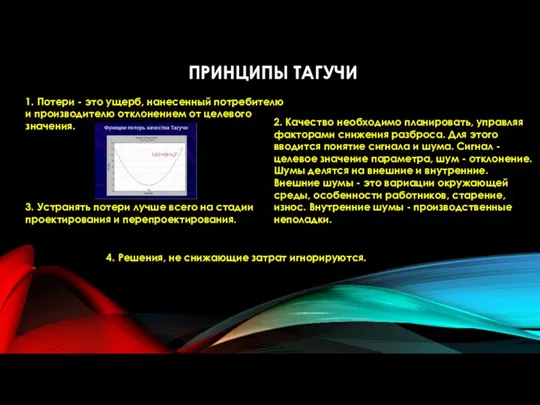
4. Решения, не снижающие затрат игнорируются.
ПРИНЦИПЫ ТАГУЧИ
1. Потери - это
4. Решения, не снижающие затрат игнорируются.
ПРИНЦИПЫ ТАГУЧИ
1. Потери - это
ОБЩАЯ ХАРАКТЕРИСТИКА МЕТОДОВ ТАГУЧИ
Основные методы, разработанные или адаптированные Г. Тагучи
Планирование
ОБЩАЯ ХАРАКТЕРИСТИКА МЕТОДОВ ТАГУЧИ
Основные методы, разработанные или адаптированные Г. Тагучи
Планирование
Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
1. Принятие
Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
1. Принятие

Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
2. Принятие
Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
2. Принятие
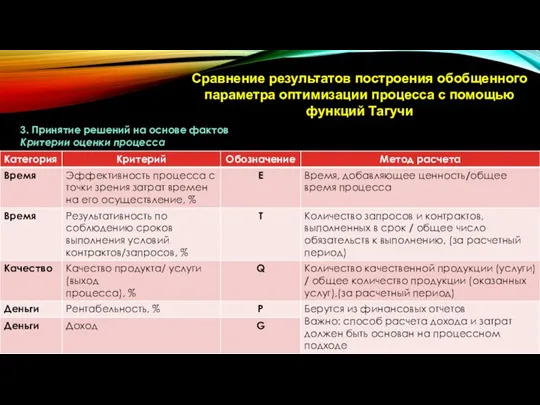
Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
3. Принятие
Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
3. Принятие
Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
4. Методика
Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
4. Методика
Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
5. Модель
Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
5. Модель
Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
6. Функция
Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
6. Функция
Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
7. Результаты
Сравнение результатов построения обобщенного параметра оптимизации процесса с помощью
функций Тагучи
7. Результаты
 Антимонопольная политика. Тема 9
Антимонопольная политика. Тема 9 Великая депрессия
Великая депрессия Особенности коммерческой деятельности при участии на выставках, ярмарках, аукционах, товарных биржах
Особенности коммерческой деятельности при участии на выставках, ярмарках, аукционах, товарных биржах Форма хозяйствования. Натуральное и товарное производство
Форма хозяйствования. Натуральное и товарное производство Формы и методы государственного регулирования
Формы и методы государственного регулирования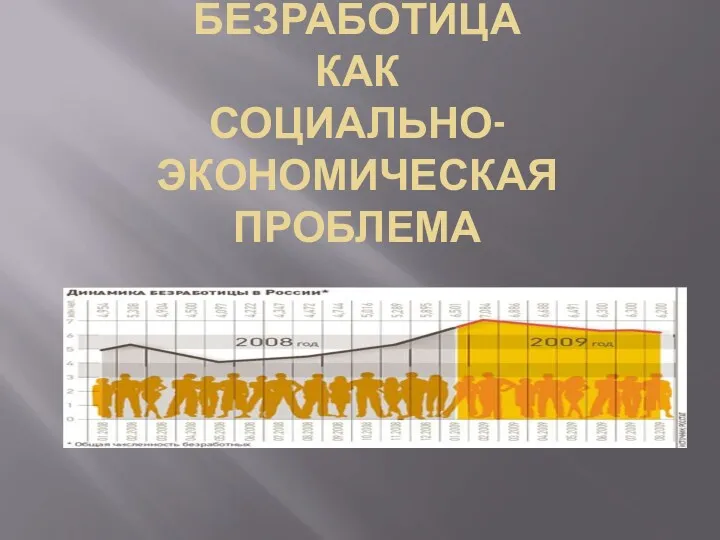 Безработица как социально-экономическая проблема
Безработица как социально-экономическая проблема Природа, джерела та необхідність проведення змін. Тема 1
Природа, джерела та необхідність проведення змін. Тема 1 Опытное производство. Правовые и экономические аспекты использования опытных образцов
Опытное производство. Правовые и экономические аспекты использования опытных образцов Управление эксплуатацией жилищного фонда. Жилищное самоуправление. (Тема 4)
Управление эксплуатацией жилищного фонда. Жилищное самоуправление. (Тема 4) Доход за вычетом издержек
Доход за вычетом издержек Стратегічні напрямки розвитку соціальної відповідальності в Україні
Стратегічні напрямки розвитку соціальної відповідальності в Україні Себестоимость продукции
Себестоимость продукции Оцінка якості державної політики на шляху впровадження елементів корпоративної соціальної відповідальності
Оцінка якості державної політики на шляху впровадження елементів корпоративної соціальної відповідальності Развитие транспортной системы муниципального образования Барышского района
Развитие транспортной системы муниципального образования Барышского района Экономические взгляды Пьера Буагилъбера
Экономические взгляды Пьера Буагилъбера Правовые аспекты современного производства
Правовые аспекты современного производства Структура и методы оценки основных фондов автомобильного транспорта
Структура и методы оценки основных фондов автомобильного транспорта Методы ABC, XYZ. Задача на знание метода ABC
Методы ABC, XYZ. Задача на знание метода ABC Понятие, источники, элементы и показатели предпринимательского дохода
Понятие, источники, элементы и показатели предпринимательского дохода Новая экономическая политика (1921-1928 гг.)
Новая экономическая политика (1921-1928 гг.) Стратегічне планування на підприємстві. Тема 4
Стратегічне планування на підприємстві. Тема 4 Кредитно-денежная политика
Кредитно-денежная политика Введение в теорию региональной экономики
Введение в теорию региональной экономики Світова валютна система і міжнародні валютно-фінансові відносини. (Лекція 11)
Світова валютна система і міжнародні валютно-фінансові відносини. (Лекція 11) Стратегия социально-экономического развития Наукограда Фрязино до 2025 года
Стратегия социально-экономического развития Наукограда Фрязино до 2025 года Рынок труда и безработица
Рынок труда и безработица Альтернативная стоимость и ФП
Альтернативная стоимость и ФП Диаграмма Парето
Диаграмма Парето