- Управління ланцюгом постачання. Конспект лекцій у слайдах

Содержание
- 2. МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ НАЦІОНАЛЬНИЙ ТРАНСПОРТНИЙ УНІВЕРСИТЕТ Факультет "Транспортні та інформаційні технології" Кафедра «Транспортні технології»
- 3. Представлені слайди є елементами активної форми навчання та призначені для полегшення освоєння студентами лекційного матеріалу з
- 4. ПОНЯТТЯ ЛАНЦЮГА ПОСТАЧАННЯ ЛОГІСТИКА – ЦЕ УПРАВЛІННЯ ЛАНЦЮГОМ ПОСТАЧАННЯ НЕОБХІДНО: ПОТРІБНИЙ ПРОДУКТ, ПОТРІБНОЇ НОМЕНКЛАТУРИ, У ПОТРІБНЫЙ
- 5. ЛАНЦЮГ ПОСТАЧАННЯ НА АВТОТРАНСПОРТІ ПЕРЕВЕЗЕННЯ ВАНТАЖУ УКОМПЛЕКТУВАТИ: ПОТРІБНИЙ ВАНТАЖ, ПОТРІБНОЇ НОМЕНКЛАТУРИ ТА У ПОТРІБНІЙ КІЛЬКОСТІ ПОДАТИ:
- 6. ЛАНЦЮГ ПОСТАЧАННЯ ТА ЛОГІСТИКА НА АТП ВИРОБНИЧИЙ ПРОЦЕС: ЛОГІСТИКА ЗАЇЗД НА АТП МИЙКА РЕМОНТ КОМПРЕСОРА РЕМОНТ
- 7. ВНУТРІШНІЙ ЛАНЦЮГ ПОСТАЧАННЯ ЛАНЦЮГ ПОСТАЧАННЯ ПРОДУКЦІЇ ЗОВНІШНЬОМУ СПОЖИВАЧЕВІ ЗАДАЧА: ВИРОБИТИ ТА ПОСТАВИТИ ПРОДУКЦІЮ СПОЖИВАЧАМ МЕТА: МАКСИМАЛЬНИЙ
- 8. ВНУТРІШНІЙ ЛАНЦЮГ ПОСТАЧАННЯ ЛАНЦЮГ ПОСТАЧААНЯЯ ПРОДУКЦІЇ ВНУТРІШНЬОМУ СПОЖИВАЧЕВІ ЗАДАЧА: ВИРОБИТИ ТА ПОСТАВИТИ ПРОДУКЦІЮ СПОЖИВАЧАМ МЕТА: МАКСИМАЛЬНИЙ
- 9. ЗОВНІШНІЙ ЛАНЦЮГ ПОСТАЧАННЯ АТП ПЕРЕВЕПЗЕННЯ ВАНТАЖІВ ЗАДАЧА: ВИРОБИТИ ТА ПОСТАВИТИ ПРОДУКЦІЮ СПОЖИВАЧАМ МЕТА: МАКСИМАЛЬНИЙ ПРИБУТОК, ЯКІСТ
- 10. ТИПИ ВНУТРІШНІХ ЛАНЦЮГІВ ПОСТАЧАННЯ ПРОЦЕС А-ТИПУ ДВИГУН ПЕРЕДНІЙ МІСТ ЗАДНІЙ МІСТ РАМА АВТОМОБІЛЬ
- 11. ПРОЦЕС V-ТИПУ НАФТА БЕНЗИН СОЛЯРКА НІГРОЛ ГАЗОЙЛЬ
- 12. ПРОЦЕС Т-ТИПУ КОФЕ ЦУКОР МОЛОКО ШОКОЛАД ТОРТИ ТІСТЕЧКА КАРАМЕЛЬ
- 13. ПРОЦЕС І-ТИПУ ПРИКЛАДИ: ЛІНІЯ ВИПІЧКИ БАТОНІВ КОНВЕЄР ТО- 1 НА АТП АВТОБУСИЙ МАРШРУТ МАРШРУТ ПЕРЕВЕЗЕННЯ ВАНТАЖУ
- 14. СКЛАДОВІ ЛАНЦЮГА ПОСТАЧАННЯ
- 15. РІВНІ ПОСТАЧАЛЬНИКІВ І СПОЖИВАЧІВ
- 16. ПОСЕРЕДНИК У ЛАНЦЮГУ ПІДПРИЄМСТВА 12 МАРШРУТІВ СПОЖИВАЧІ 8 МАРШРУТІВ
- 17. ПЕРЕВАГИ ТА НЕДОЛІКИ ЗАСТОСУВАННЯ ЛАНЦЮГІВ ПЕРЕВАГИ: - ВИРОБНИКИ МОЖУТЬ ВИРОБЛЯТИ ПРОДУКЦІЮ НЕЗАЛЕЖНО ВІД МІСЦЬ РОЗТАШУВАННЯ СПОЖИВАЧІВ;
- 18. СКЛАДИ У ВИРОБНИЧОМУ ПРОЦЕСІ ДІЛЬНИЦЯМ ДОВОДИТЬСЯ ЗАВДАННЯ НА ПОВНЕ ЗАВАНТАЖЕННЯ. ЩОБ ВИКОНАТИ ЗАВДАННЯ НА ДІЛЬНИЦЯХ СТВОРЮЮТЬСЯ
- 19. ФОРМУВАННЯ НЕЗАВЕРШЕНОГО ВИРОБНИЦТВА НЕЗАВЕРШЕНЕ ВИРОБНИЦТВО (НВ) – ЦЕ ПРОДУКЦІЯ, НА СТАДІЇ ВИГОТОВЛЕННЯ. НВ ПРИНОСИТЬ ЛИШЕ ЗБИТКИ.
- 20. ПРОТИРІЧЧЯ В ЛАНЦЮГАХ ДЛЯ ЗБІЬШЕННЯ ПРИБУТКУ ПОТРІБНО ЗМЕНШУВАТИ НВ, ТОБТО СКОРОЧУВАТИ ЗАПАСИ ТА ЗМЕНШУВАТИ ВИТРАТИ. ДЛЯ
- 21. КРИТЕРІЇ УПРАВЛІННЯ ЛАНЦЮГОМ ШВИДКІСТЬ ГЕНЕРАЦІЇ ДОХОДІВ. МІЖ ВКЛАДЕННЯМ ГРОШЕЙ У КУПІВЛЮ СИРОВИНИ ТА ПРОДАЖЕМ ГОТОВОГО ТОВАРУ,
- 22. ОСНОВИ ТЕОРІЇ ОБМЕЖЕНЬ (Theory Of Constraints, TOC) Обмеження - це слабка ланка в ланцюгу постачання!
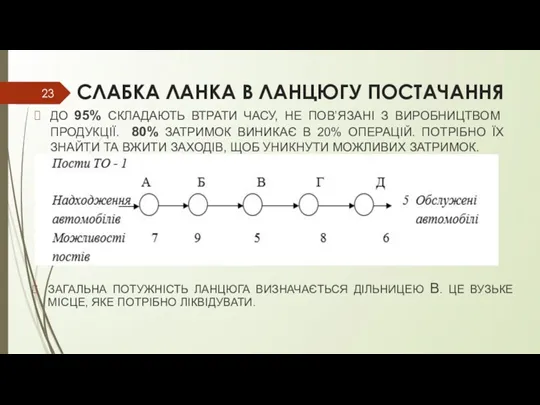
- 23. СЛАБКА ЛАНКА В ЛАНЦЮГУ ПОСТАЧАННЯ ДО 95% СКЛАДАЮТЬ ВТРАТИ ЧАСУ, НЕ ПОВ’ЯЗАНІ З ВИРОБНИЦТВОМ ПРОДУКЦІЇ. 80%
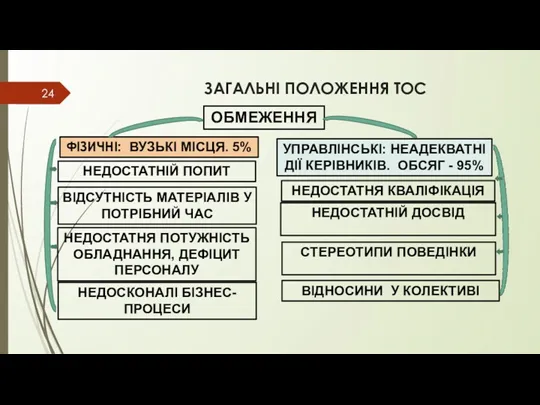
- 24. ЗАГАЛЬНІ ПОЛОЖЕННЯ ТОС
- 25. ПРИНЦИПИ І ПРАВИЛА ТОС ПРИНЦИПИ ПЕРШИЙ: ВУЗЬКЕ МІСЦЕ ВИЗНАЧАЄ ПРОДУКТИВНІСТЬ ЛАНЦЮГА 5 ДРУГИЙ: НА 100% ЗАВАНТАЖУВАТИ
- 26. П'ЯТЬ КРОКІВ ТОС КРОК 1. ВИЯВИТИ ОБМЕЖЕННЯ В ЛАНЦЮГУ. КРОК 2. РОЗРОБИТИ ПРОПОЗИЦІЇ ПО ЛОКАЛІЗАЦІЇ ОБМЕЖЕННЯ.
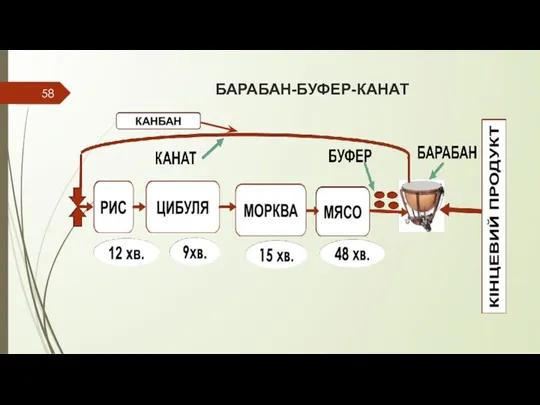
- 28. МЕТОД «БАРАБАН-БУФЕР-КАНАТ» ЕЛЕМЕНТИ УПРАВЛІННЯ - ВУЗЬКЕ МІСЦЕ «В» ЗАДАЄ РИТМ РОБОТИ ДІЛЬНИЦЯМ. - «БУФЕР» - ЗАПАС
- 29. ОСНОВИ БЕРЕЖЛИВОГО ВИРОБНИЦТВА (LEAN MANUFACTURING: ЛІН) ОСНОВНІ ПОНЯТТЯ ІНСТРУМЕНТИ БЕРЕЖЛИВОГО ВИРОБНИЦТВА
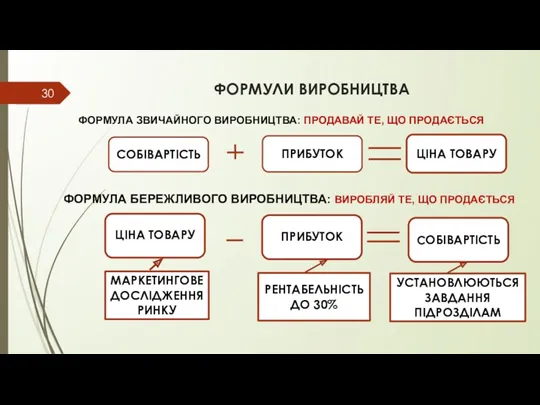
- 30. ФОРМУЛИ ВИРОБНИЦТВА ФОРМУЛА ЗВИЧАЙНОГО ВИРОБНИЦТВА: ПРОДАВАЙ ТЕ, ЩО ПРОДАЄТЬСЯ СОБІВАРТІСТЬ ПРИБУТОК ЦІНА ТОВАРУ ФОРМУЛА БЕРЕЖЛИВОГО ВИРОБНИЦТВА:
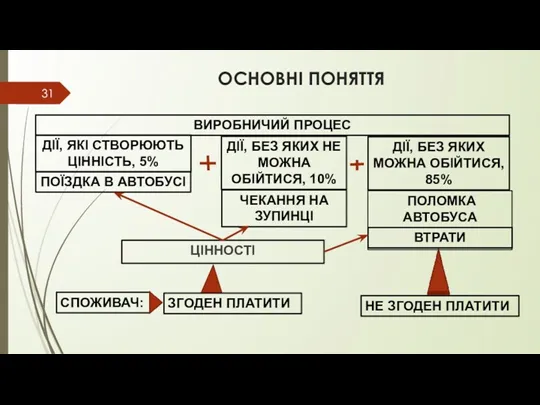
- 31. ОСНОВНІ ПОНЯТТЯ ЦІННОСТІ ПОЛОМКА АВТОБУСА ДІЇ, БЕЗ ЯКИХ НЕ МОЖНА ОБІЙТИСЯ, 10% ДІЇ, БЕЗ ЯКИХ МОЖНА
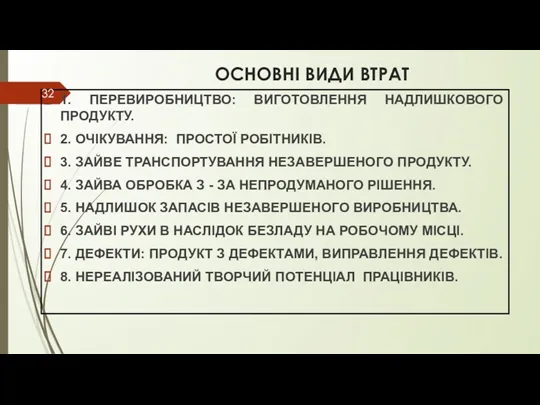
- 32. ОСНОВНІ ВИДИ ВТРАТ 1. ПЕРЕВИРОБНИЦТВО: ВИГОТОВЛЕННЯ НАДЛИШКОВОГО ПРОДУКТУ. 2. ОЧІКУВАННЯ: ПРОСТОЇ РОБІТНИКІВ. 3. ЗАЙВЕ ТРАНСПОРТУВАННЯ НЕЗАВЕРШЕНОГО
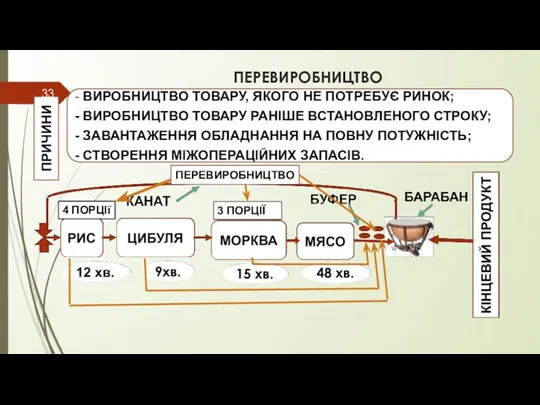
- 33. ПЕРЕВИРОБНИЦТВО ПРИЧИНИ - ВИРОБНИЦТВО ТОВАРУ, ЯКОГО НЕ ПОТРЕБУЄ РИНОК; - ВИРОБНИЦТВО ТОВАРУ РАНІШЕ ВСТАНОВЛЕНОГО СТРОКУ; -
- 34. ОЧІКУВАННЯ ПРИЧИНИ - РІЗНА ПРОПУСКНА ЗДАТНІСТЬ ОПЕРАЦІЙ; - ПЛАНУВАННЯ ДЛЯ ЗАВАНТАЖЕННЯ ОБЛАДНАННЯ, А ПОТРІБНО ДЛЯ ЗАДОВОЛЕННЯ
- 35. ЗАЙВЕ ТРАНСПОРТУВАННЯ ПРИЧИНИ - НЕЕФЕКТИВНО РОЗСТАВЛЕНЕ ОБЛАДНАННЯ В ЦЕХУ; - НАЯВНІСТЬ СКЛАДІВ МІЖ ОПЕРАЦІЯМИ; - ТЕРИТОРІАЛЬНЕ
- 36. ЗАЙВЕ ТРАНСПОРТУВАННЯ
- 37. ЗАЙВА ОБРОБКА ПРИЧИНИ НАПРЯМКИ ПОЛІПШЕННЯ - НИЗЬКА ЯКІСТЬ ІНСТРУМЕНТУ ТА ОБЛАДНАННЯ; - НЕПРАВИЛЬНІ РЕЖИМИ ВИГОТОВЛЕННЯ ПРОДУКТУ;
- 38. ЗАЙВІ РУХИ ПРИЧИНИ НАПРЯМКИ ПОЛІПШЕННЯ - ЗАЙВІ РУХИ ПРИ ВИКОНАННІ РОБОТИ; - ВІДСУТНІСТЬ СТАНДАРТІВ ВИКОНАННЯ РОБОТИ;
- 39. НАДЛИШОК ЗАПАСІВ ПРИЧИНИ - ЗБЕРІГАННЯ НЕЗАВЕРШЕНОЇ ПРОДУКЦІЇ; - ЗБЕРІГАННЯ ПРОДУКЦІЇ ДЛЯ ПРОДАЖУ; - НАПІВФАБРИКАТИ ПРИ ВИГОТОВЛЕННІ
- 40. ДЕФЕКТИ ПРИЧИНИ - ВИТРАТИ НА ПЕРЕВІРКУ І ОПЕРАЦІЇ КОНТРОЛЮ; - ПЕРЕРОБКА ДЕФЕКТНОЇ ПРОДУКЦІЇ; - УТИЛІЗАЦІЯ БРАКУ,
- 41. НЕРЕАЛІЗОВАНИЙ ТВОРЧИЙ ПОТЕНЦІАЛ ПРИЧИНИ НАПРЯМКИ ПОЛІПШЕННЯ - СТАВЛЕННЯ ДО ПРАЦІВНИКІВ ЯК ДО РОБОТІВ; - НЕ НАЛЕЖНИЙ
- 42. ПОРЯДОК УСУНЕННЯ ВТРАТ 1. РОЗРОБКА КАРТ ВИРОБНИЧОГО ПРОЦЕСУ. 2. ХРОНОМЕТРАЖ ТРИВАЛОСТІ ОПЕРАЦІЙ ЕТАПІВ ПРОЦЕСУ. ТЕХОГЛЯД 3.
- 43. ІНСТРУМЕНТИ БЕРЕЖЛИВОГО ВИРОБНИЦТВА БЕЗПЕРЕРВНЕ ПОЛІПШЕННЯ – КАЙЗЕН. ОРГАНІЗАЦІЯ РОБОЧИХ МІСЦЬ - 5S. ТЕХНОЛОГІЧНИЙ ПРОЦЕС ВИГОТОВЛЕННЯ ПРОДУКТУ.
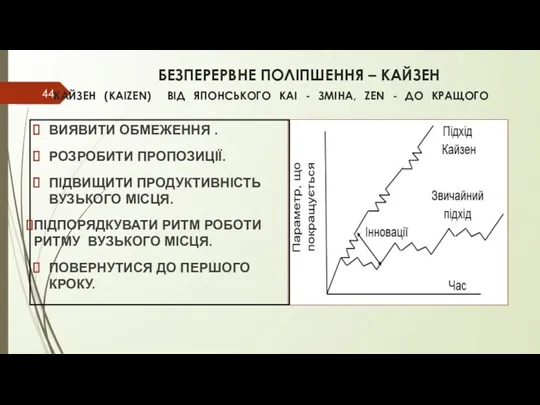
- 44. БЕЗПЕРЕРВНЕ ПОЛІПШЕННЯ – КАЙЗЕН КАЙЗЕН (KAIZEN) ВІД ЯПОНСЬКОГО KAI - ЗМІНА, ZEN - ДО КРАЩОГО ВИЯВИТИ
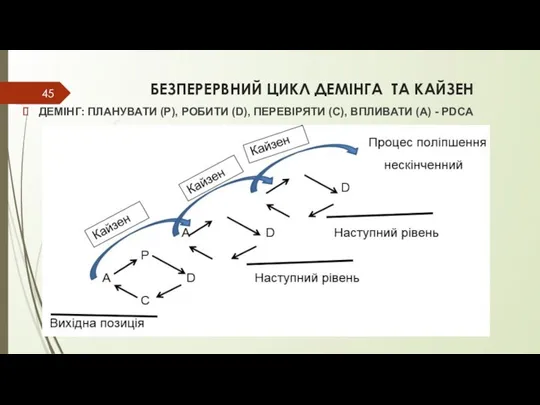
- 45. БЕЗПЕРЕРВНИЙ ЦИКЛ ДЕМІНГА ТА КАЙЗЕН ДЕМІНГ: ПЛАНУВАТИ (P), РОБИТИ (D), ПЕРЕВІРЯТИ (C), ВПЛИВАТИ (A) - PDCA
- 46. ОРГАНІЗАЦІЯ РОБОЧИХ МІСЦЬ – 5S SORT-ПОДІЛ РЕЧЕЙ НА ПОТРІБНІ Й НЕПОТРІБНІ. SET IN ORDER -ДОТРИМАННЯ ПОРЯДКУ
- 47. ТЕХНОЛОГІЧНИЙ ПРОЦЕС ВИГОТОВЛЕННЯ ПРОДУКТУ -ДОКУМЕНТ, ЯКИЙ ВИЗНАЧАЄ ПОСЛІДОВНІСТЬ ВИРОБНИЧИХ ОПЕРАЦІЙ ОСНОВНІ ПРИНЦИПИ TPM: СТАН ОБЛАДНАННЯ ЗАЛЕЖИТЬ
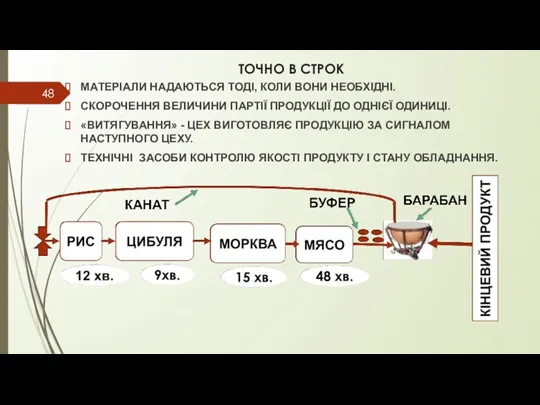
- 48. ТОЧНО В СТРОК МАТЕРІАЛИ НАДАЮТЬСЯ ТОДІ, КОЛИ ВОНИ НЕОБХІДНІ. СКОРОЧЕННЯ ВЕЛИЧИНИ ПАРТІЇ ПРОДУКЦІЇ ДО ОДНІЄЇ ОДИНИЦІ.
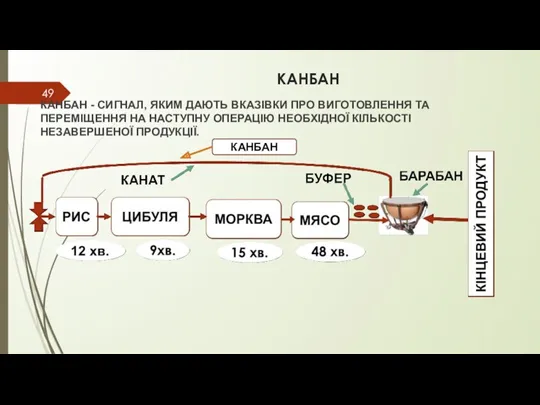
- 49. КАНБАН КАНБАН - СИГНАЛ, ЯКИМ ДАЮТЬ ВКАЗІВКИ ПРО ВИГОТОВЛЕННЯ ТА ПЕРЕМІЩЕННЯ НА НАСТУПНУ ОПЕРАЦІЮ НЕОБХІДНОЇ КІЛЬКОСТІ
- 50. ШВИДКЕ ПЕРЕНАЛАГОДЖЕННЯ ШВИДКЕ ПЕРЕНАЛАГОДЖЕННЯ - СКОРОЧЕННЯ ЧАСУ ПЕРЕНАЛАГОДЖЕННЯ ОБЛАДНАННЯ З ОДНОГО ВИДУ ПРОДУКЦІЇ НА ІНШИЙ. ЕТАПИ
- 51. ВБУДОВАНА ЯКІСТЬ ВБУДОВАНА ЯКІСТЬ - КОНТРОЛЬ ЯКОСТІ ПРОДУКЦІЇ В МІСЦІ ЇЇ ВИРОБНИЦТВА. ОСНОВНІ ПРИНЦИПИ: МОЖЛИВІСТЬ ЗУПИНИТИ
- 52. ВТРАТИ 1. ПЕРЕВИРОБНИЦТВО 2. ПРОСТОЇ 3. ЗАЙВЕ ТРАНСПОРТУВАННЯ 4. ЗАЙВА ОБРОБКА 5. НАДЛИШОК ЗАПАСІВ 6. БЕЗЛАДДЯ
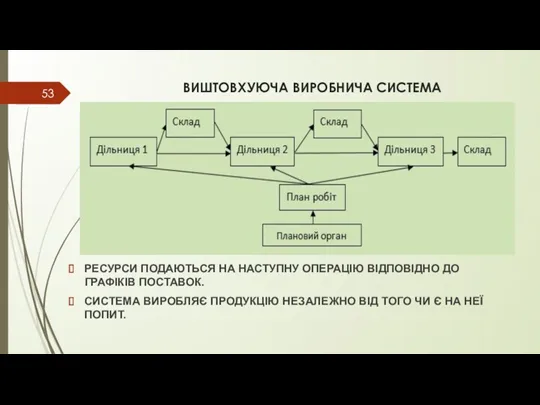
- 53. ВИШТОВХУЮЧА ВИРОБНИЧА СИСТЕМА РЕСУРСИ ПОДАЮТЬСЯ НА НАСТУПНУ ОПЕРАЦІЮ ВІДПОВІДНО ДО ГРАФІКІВ ПОСТАВОК. СИСТЕМА ВИРОБЛЯЄ ПРОДУКЦІЮ НЕЗАЛЕЖНО
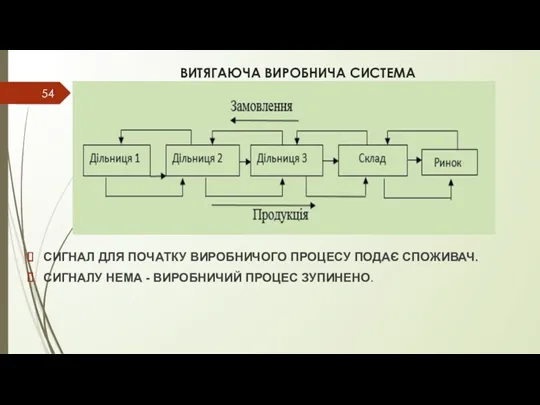
- 54. ВИТЯГАЮЧА ВИРОБНИЧА СИСТЕМА СИГНАЛ ДЛЯ ПОЧАТКУ ВИРОБНИЧОГО ПРОЦЕСУ ПОДАЄ СПОЖИВАЧ. СИГНАЛУ НЕМА - ВИРОБНИЧИЙ ПРОЦЕС ЗУПИНЕНО.
- 55. ЯЩИК ВИРІВНЮВАННЯ КАНБАН СУПЕРМАРКЕТ ЦЕХ №1 ЦЕХ №2 ЦЕХ №3 СУПЕРМАРКЕТ СУПЕРМАРКЕТ СКЛАД ГОТОВОЇ ПРОДУКЦІЇ
- 56. ТИПИ ВИТЯГАЮЧИХ ВИРОБНИЧИХ СИСТЕМ ПРИЙНЯТО ВИДІЛЯТИ 5 БАЗОВИХ ТИПІВ ВИТЯГАЮЧИХ ВИРОБНИЧИХ СИСТЕМ: - ЗАПОВНЕННЯ "СУПЕРМАРКЕТУ"; -
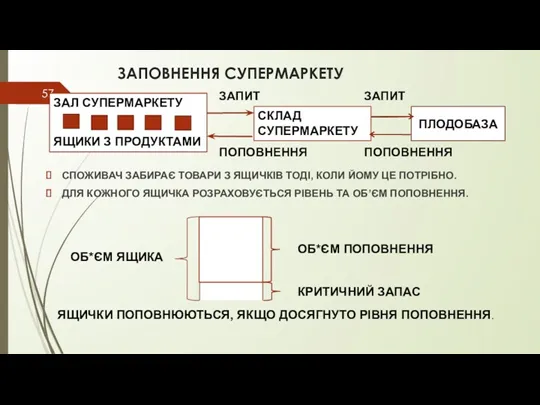
- 57. ЗАПОВНЕННЯ СУПЕРМАРКЕТУ ЗАПИТ ЗАПИТ ПОПОВНЕННЯ ПОПОВНЕННЯ СПОЖИВАЧ ЗАБИРАЄ ТОВАРИ З ЯЩИЧКІВ ТОДІ, КОЛИ ЙОМУ ЦЕ ПОТРІБНО.
- 58. БАРАБАН-БУФЕР-КАНАТ
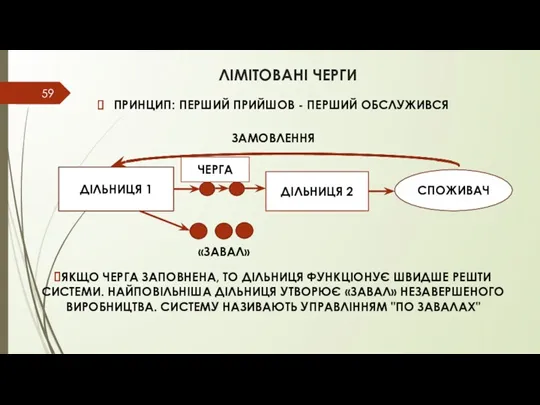
- 59. ЛІМІТОВАНІ ЧЕРГИ ЯКЩО ЧЕРГА ЗАПОВНЕНА, ТО ДІЛЬНИЦЯ ФУНКЦІОНУЄ ШВИДШЕ РЕШТИ СИСТЕМИ. НАЙПОВІЛЬНІША ДІЛЬНИЦЯ УТВОРЮЄ «ЗАВАЛ» НЕЗАВЕРШЕНОГО
- 60. ЛІМІТ НЕЗАВЕРШЕНОГО ВИРОБНИЦТВА ВСТАНОВЛЮЄТЬСЯ ЛІМІТ НЗВ НА ПРОЦЕС. КОЖНА ДІЛЬНИЦЯ МОЖЕ МАТИ ЗАПАС НЗВ. ПЛАНУВАННЯ ЗДІЙСНЮЄТЬСЯ
- 61. МЕТОД ОБЧИСЛЮВАНИХ ПРІОРИТЕТІВ МІСЬКИЙ ТА МІЖНАРОДНИЙ МАРШРУТИ. ОБИДВА АВТОБУСИ НЕСПРАВНІ. РЕМОНТНИК ОДИН. ЯКИЙ АВТОБУС РЕМОНТУВАТИ У
- 62. ДІЮЧА СИСТЕМА ВИРОБНИЦТВА Тривалість виготовлення одиниці продукції кожним цехом – година. Цех 1: Виготовлення для 10
- 63. ВИРОБНИЧИЙ ОСЕРЕДОК Виробничий осередок Готові планшети Цех 1: Цех 3: Цех 2: Виготовлення для 1планшета програмного
- 64. КОМПОНУВАННЯ ОБЛАДНАННЯ у виробничих осередках у звичайному виробництві
- 65. УПРАВЛІННЯ ЯКІСТЮ ПРОДУКЦІЇ МЕТА КОНТРОЛЮ – ПОПЕРЕДЖЕННЯ БРАКУ СОРТУВАЛЬНИЙ КОНТРОЛЬ. Вироби розділяються на дефектні і не
- 66. ДІЗНАТИСЯ ІСТИНУ
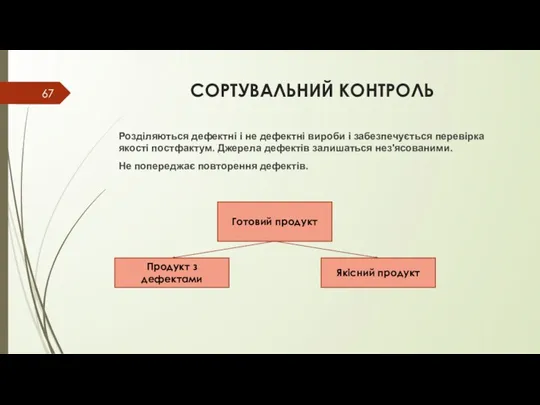
- 67. СОРТУВАЛЬНИЙ КОНТРОЛЬ Розділяються дефектні і не дефектні вироби і забезпечується перевірка якості постфактум. Джерела дефектів залишаться
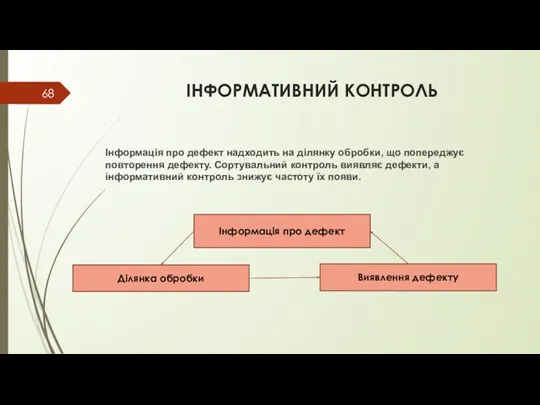
- 68. ІНФОРМАТИВНИЙ КОНТРОЛЬ Інформація про дефект надходить на ділянку обробки, що попереджує повторення дефекту. Сортувальний контроль виявляє
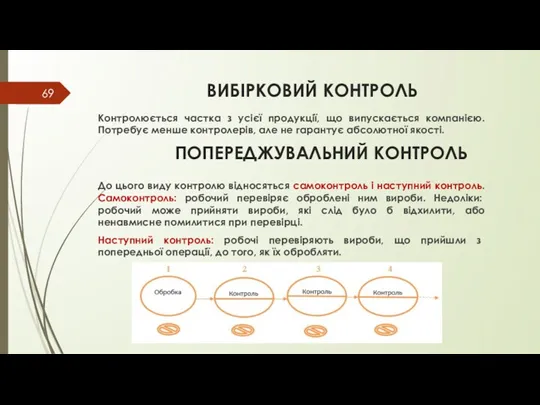
- 69. ВИБІРКОВИЙ КОНТРОЛЬ Контролюється частка з усієї продукції, що випускається компанією. Потребує менше контролерів, але не гарантує
- 70. ПОКРАЩЕНИЙ САМОКОНТРОЛЬ Самоконтроль можна поліпшити застосуванням пристроїв, які автоматично виявляють дефекти або ненавмисні помилки. Гарантує найшвидший
- 71. МОДУЛЬ 2 ПРОЕКТУВАННЯ СИСТЕМ УПРАВЛІННЯ ПОСТАЧАННЯМИ ЗМ 4 Методи розробки маркетингових стратегій ЗМ 5 Аналіз функціонування
- 72. ФУНКЦІОНАЛЬНІ ТА ІННОВАТИВНІ ПРОДУКТИ Функціональні продукти слугують задоволенню нагальних потреб і купуються часто. На них існує
- 73. КОНЦЕПЦІЇ МАРКЕТИНГУ В УКРАЇНІ Мета - це те, чого ми хочемо досягти. Концепція - це загальне
- 74. КРИТЕРІЇ ЖИТТЄЗДАТНОСТІ РИНКОВОЇ СТРАТЕГІЇ Маркетингова стратегія - що компанія може зробити, щоб збільшити обсяг продажів. Маркетингова
- 75. ТЕХНОЛОГІЯ СТВОРЕННЯ КОНКУРЕНТНОЇ ПЕРЕВАГИ Сегментація. Сегмент – це споживачі, об'єднані загальним запитом. Приватні особи (В2С): вікові
- 76. МЕТОДИ ПРОСУВАННЯ ТОВАРІВ НА РИНКУ Ініціювання замовлень споживача постачальником. Не слід чекати, а в потрібний для
- 77. АВС – АНАЛІЗ
- 79. Скачать презентацию
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
НАЦІОНАЛЬНИЙ ТРАНСПОРТНИЙ УНІВЕРСИТЕТ
Факультет "Транспортні та інформаційні технології"
Кафедра
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ НАЦІОНАЛЬНИЙ ТРАНСПОРТНИЙ УНІВЕРСИТЕТ Факультет "Транспортні та інформаційні технології" Кафедра
Представлені слайди є елементами активної форми навчання та призначені для полегшення
Представлені слайди є елементами активної форми навчання та призначені для полегшення

ПОНЯТТЯ ЛАНЦЮГА ПОСТАЧАННЯ
ЛОГІСТИКА – ЦЕ УПРАВЛІННЯ ЛАНЦЮГОМ ПОСТАЧАННЯ
НЕОБХІДНО: ПОТРІБНИЙ ПРОДУКТ,
ПОНЯТТЯ ЛАНЦЮГА ПОСТАЧАННЯ
ЛОГІСТИКА – ЦЕ УПРАВЛІННЯ ЛАНЦЮГОМ ПОСТАЧАННЯ
НЕОБХІДНО: ПОТРІБНИЙ ПРОДУКТ,
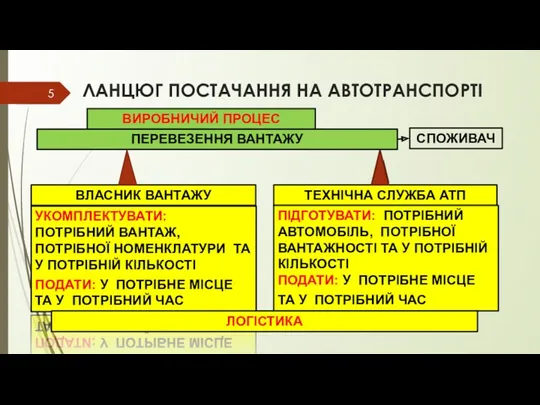
ЛАНЦЮГ ПОСТАЧАННЯ НА АВТОТРАНСПОРТІ
ПЕРЕВЕЗЕННЯ ВАНТАЖУ
УКОМПЛЕКТУВАТИ: ПОТРІБНИЙ ВАНТАЖ, ПОТРІБНОЇ НОМЕНКЛАТУРИ ТА У
ЛАНЦЮГ ПОСТАЧАННЯ НА АВТОТРАНСПОРТІ
ПЕРЕВЕЗЕННЯ ВАНТАЖУ
УКОМПЛЕКТУВАТИ: ПОТРІБНИЙ ВАНТАЖ, ПОТРІБНОЇ НОМЕНКЛАТУРИ ТА У
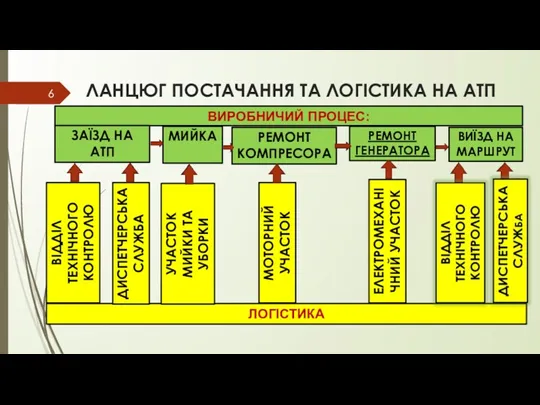
ЛАНЦЮГ ПОСТАЧАННЯ ТА ЛОГІСТИКА НА АТП
ВИРОБНИЧИЙ ПРОЦЕС:
ЛОГІСТИКА
ЗАЇЗД НА АТП
МИЙКА
РЕМОНТ КОМПРЕСОРА
РЕМОНТ
ЛАНЦЮГ ПОСТАЧАННЯ ТА ЛОГІСТИКА НА АТП
ВИРОБНИЧИЙ ПРОЦЕС:
ЛОГІСТИКА
ЗАЇЗД НА АТП
МИЙКА
РЕМОНТ КОМПРЕСОРА
РЕМОНТ

ВНУТРІШНІЙ ЛАНЦЮГ ПОСТАЧАННЯ
ЛАНЦЮГ ПОСТАЧАННЯ ПРОДУКЦІЇ ЗОВНІШНЬОМУ СПОЖИВАЧЕВІ
ЗАДАЧА: ВИРОБИТИ ТА
ВНУТРІШНІЙ ЛАНЦЮГ ПОСТАЧАННЯ
ЛАНЦЮГ ПОСТАЧАННЯ ПРОДУКЦІЇ ЗОВНІШНЬОМУ СПОЖИВАЧЕВІ
ЗАДАЧА: ВИРОБИТИ ТА

ВНУТРІШНІЙ ЛАНЦЮГ ПОСТАЧАННЯ
ЛАНЦЮГ ПОСТАЧААНЯЯ ПРОДУКЦІЇ ВНУТРІШНЬОМУ СПОЖИВАЧЕВІ
ЗАДАЧА: ВИРОБИТИ ТА ПОСТАВИТИ
ВНУТРІШНІЙ ЛАНЦЮГ ПОСТАЧАННЯ
ЛАНЦЮГ ПОСТАЧААНЯЯ ПРОДУКЦІЇ ВНУТРІШНЬОМУ СПОЖИВАЧЕВІ
ЗАДАЧА: ВИРОБИТИ ТА ПОСТАВИТИ
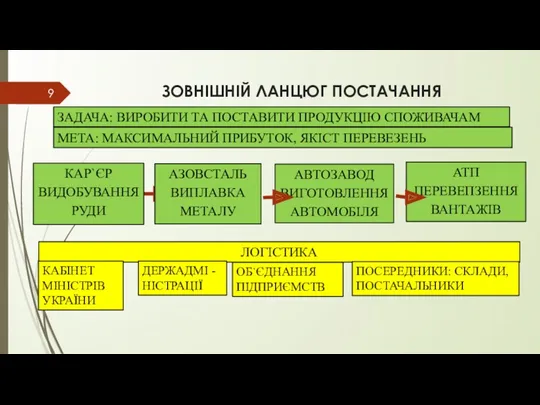
ЗОВНІШНІЙ ЛАНЦЮГ ПОСТАЧАННЯ
АТП
ПЕРЕВЕПЗЕННЯ ВАНТАЖІВ
ЗАДАЧА: ВИРОБИТИ ТА ПОСТАВИТИ ПРОДУКЦІЮ СПОЖИВАЧАМ
МЕТА: МАКСИМАЛЬНИЙ
ЗОВНІШНІЙ ЛАНЦЮГ ПОСТАЧАННЯ
АТП
ПЕРЕВЕПЗЕННЯ ВАНТАЖІВ
ЗАДАЧА: ВИРОБИТИ ТА ПОСТАВИТИ ПРОДУКЦІЮ СПОЖИВАЧАМ
МЕТА: МАКСИМАЛЬНИЙ
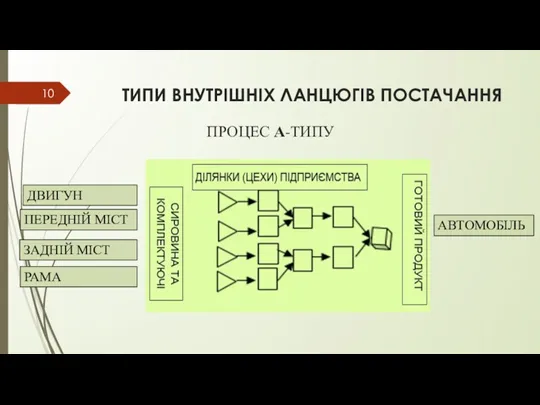
ТИПИ ВНУТРІШНІХ ЛАНЦЮГІВ ПОСТАЧАННЯ
ПРОЦЕС А-ТИПУ
ДВИГУН
ПЕРЕДНІЙ МІСТ
ЗАДНІЙ МІСТ
РАМА
АВТОМОБІЛЬ
ТИПИ ВНУТРІШНІХ ЛАНЦЮГІВ ПОСТАЧАННЯ
ПРОЦЕС А-ТИПУ
ДВИГУН
ПЕРЕДНІЙ МІСТ
ЗАДНІЙ МІСТ
РАМА
АВТОМОБІЛЬ
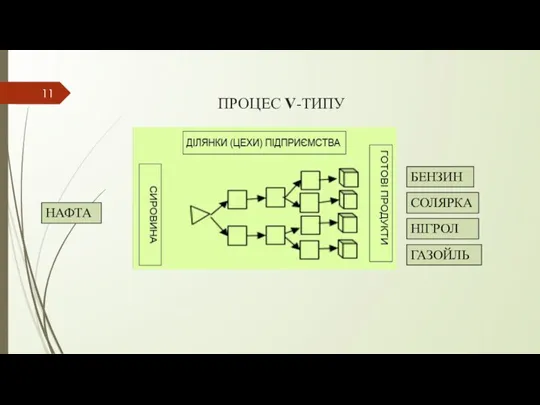
ПРОЦЕС V-ТИПУ
НАФТА
БЕНЗИН
СОЛЯРКА
НІГРОЛ
ГАЗОЙЛЬ
ПРОЦЕС V-ТИПУ
НАФТА
БЕНЗИН
СОЛЯРКА
НІГРОЛ
ГАЗОЙЛЬ
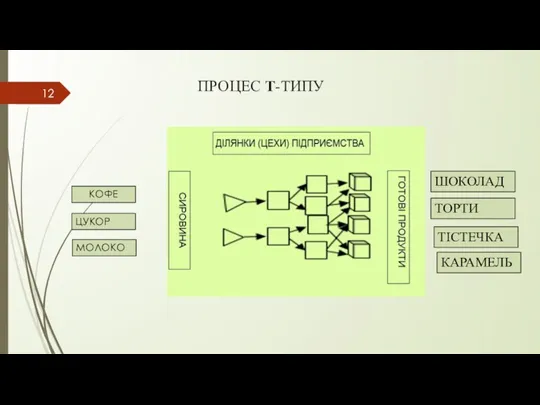
ПРОЦЕС Т-ТИПУ
КОФЕ
ЦУКОР
МОЛОКО
ШОКОЛАД
ТОРТИ
ТІСТЕЧКА
КАРАМЕЛЬ
ПРОЦЕС Т-ТИПУ
КОФЕ
ЦУКОР
МОЛОКО
ШОКОЛАД
ТОРТИ
ТІСТЕЧКА
КАРАМЕЛЬ
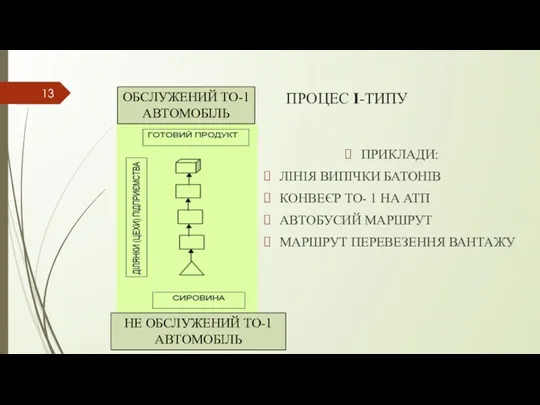
ПРОЦЕС І-ТИПУ
ПРИКЛАДИ:
ЛІНІЯ ВИПІЧКИ БАТОНІВ
КОНВЕЄР ТО- 1 НА АТП
АВТОБУСИЙ МАРШРУТ
МАРШРУТ
ПРОЦЕС І-ТИПУ
ПРИКЛАДИ:
ЛІНІЯ ВИПІЧКИ БАТОНІВ
КОНВЕЄР ТО- 1 НА АТП
АВТОБУСИЙ МАРШРУТ
МАРШРУТ
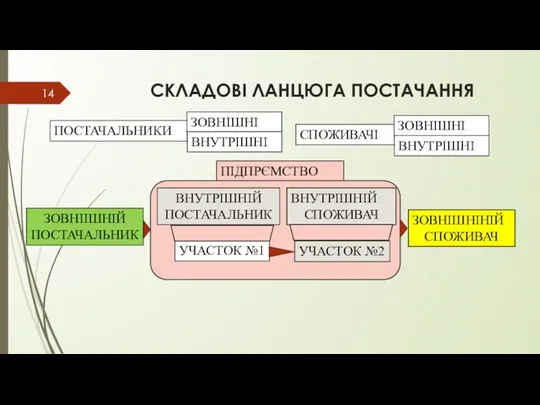
СКЛАДОВІ ЛАНЦЮГА ПОСТАЧАННЯ
СКЛАДОВІ ЛАНЦЮГА ПОСТАЧАННЯ
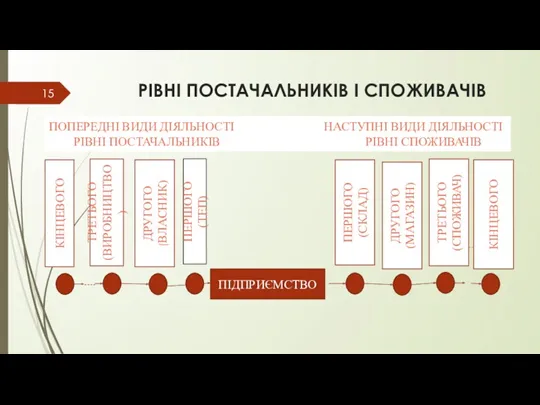
РІВНІ ПОСТАЧАЛЬНИКІВ І СПОЖИВАЧІВ
РІВНІ ПОСТАЧАЛЬНИКІВ І СПОЖИВАЧІВ
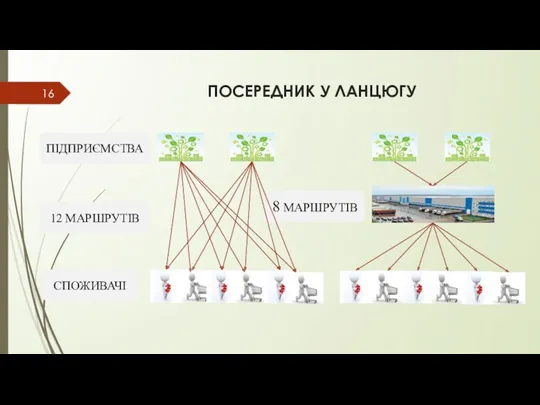
ПОСЕРЕДНИК У ЛАНЦЮГУ
ПІДПРИЄМСТВА
12 МАРШРУТІВ
СПОЖИВАЧІ
8 МАРШРУТІВ
ПОСЕРЕДНИК У ЛАНЦЮГУ
ПІДПРИЄМСТВА
12 МАРШРУТІВ
СПОЖИВАЧІ
8 МАРШРУТІВ
ПЕРЕВАГИ ТА НЕДОЛІКИ ЗАСТОСУВАННЯ ЛАНЦЮГІВ
ПЕРЕВАГИ:
- ВИРОБНИКИ МОЖУТЬ ВИРОБЛЯТИ ПРОДУКЦІЮ НЕЗАЛЕЖНО
ПЕРЕВАГИ ТА НЕДОЛІКИ ЗАСТОСУВАННЯ ЛАНЦЮГІВ
ПЕРЕВАГИ:
- ВИРОБНИКИ МОЖУТЬ ВИРОБЛЯТИ ПРОДУКЦІЮ НЕЗАЛЕЖНО
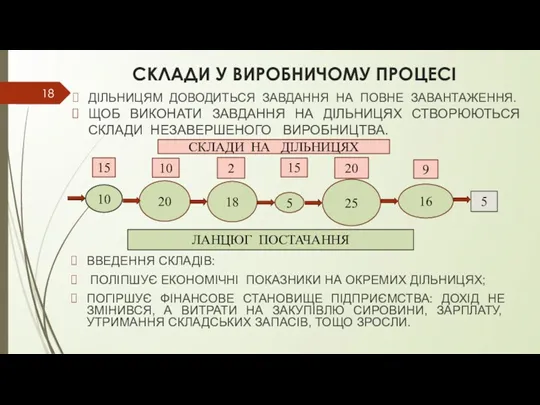
СКЛАДИ У ВИРОБНИЧОМУ ПРОЦЕСІ
ДІЛЬНИЦЯМ ДОВОДИТЬСЯ ЗАВДАННЯ НА ПОВНЕ ЗАВАНТАЖЕННЯ.
ЩОБ ВИКОНАТИ
СКЛАДИ У ВИРОБНИЧОМУ ПРОЦЕСІ
ДІЛЬНИЦЯМ ДОВОДИТЬСЯ ЗАВДАННЯ НА ПОВНЕ ЗАВАНТАЖЕННЯ.
ЩОБ ВИКОНАТИ
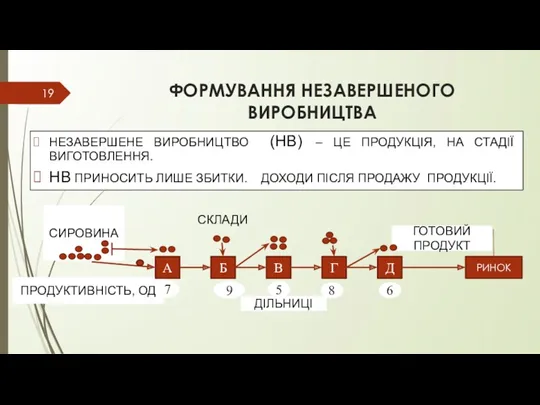
ФОРМУВАННЯ НЕЗАВЕРШЕНОГО ВИРОБНИЦТВА
НЕЗАВЕРШЕНЕ ВИРОБНИЦТВО (НВ) – ЦЕ ПРОДУКЦІЯ, НА СТАДІЇ
ФОРМУВАННЯ НЕЗАВЕРШЕНОГО ВИРОБНИЦТВА
НЕЗАВЕРШЕНЕ ВИРОБНИЦТВО (НВ) – ЦЕ ПРОДУКЦІЯ, НА СТАДІЇ
ПРОТИРІЧЧЯ В ЛАНЦЮГАХ
ДЛЯ ЗБІЬШЕННЯ ПРИБУТКУ ПОТРІБНО ЗМЕНШУВАТИ НВ, ТОБТО СКОРОЧУВАТИ
ПРОТИРІЧЧЯ В ЛАНЦЮГАХ
ДЛЯ ЗБІЬШЕННЯ ПРИБУТКУ ПОТРІБНО ЗМЕНШУВАТИ НВ, ТОБТО СКОРОЧУВАТИ
КРИТЕРІЇ УПРАВЛІННЯ ЛАНЦЮГОМ
ШВИДКІСТЬ ГЕНЕРАЦІЇ ДОХОДІВ. МІЖ ВКЛАДЕННЯМ ГРОШЕЙ У КУПІВЛЮ
КРИТЕРІЇ УПРАВЛІННЯ ЛАНЦЮГОМ
ШВИДКІСТЬ ГЕНЕРАЦІЇ ДОХОДІВ. МІЖ ВКЛАДЕННЯМ ГРОШЕЙ У КУПІВЛЮ
ОСНОВИ ТЕОРІЇ ОБМЕЖЕНЬ
(Theory Of Constraints, TOC)
Обмеження - це слабка ланка
ОСНОВИ ТЕОРІЇ ОБМЕЖЕНЬ
(Theory Of Constraints, TOC)
Обмеження - це слабка ланка
СЛАБКА ЛАНКА В ЛАНЦЮГУ ПОСТАЧАННЯ
ДО 95% СКЛАДАЮТЬ ВТРАТИ ЧАСУ, НЕ
СЛАБКА ЛАНКА В ЛАНЦЮГУ ПОСТАЧАННЯ
ДО 95% СКЛАДАЮТЬ ВТРАТИ ЧАСУ, НЕ
ЗАГАЛЬНІ ПОЛОЖЕННЯ ТОС
ЗАГАЛЬНІ ПОЛОЖЕННЯ ТОС
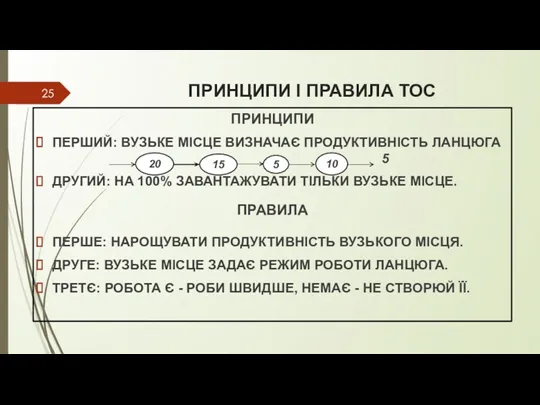
ПРИНЦИПИ І ПРАВИЛА ТОС
ПРИНЦИПИ
ПЕРШИЙ: ВУЗЬКЕ МІСЦЕ ВИЗНАЧАЄ ПРОДУКТИВНІСТЬ ЛАНЦЮГА 5
ДРУГИЙ: НА
ПРИНЦИПИ І ПРАВИЛА ТОС
ПРИНЦИПИ
ПЕРШИЙ: ВУЗЬКЕ МІСЦЕ ВИЗНАЧАЄ ПРОДУКТИВНІСТЬ ЛАНЦЮГА 5
ДРУГИЙ: НА
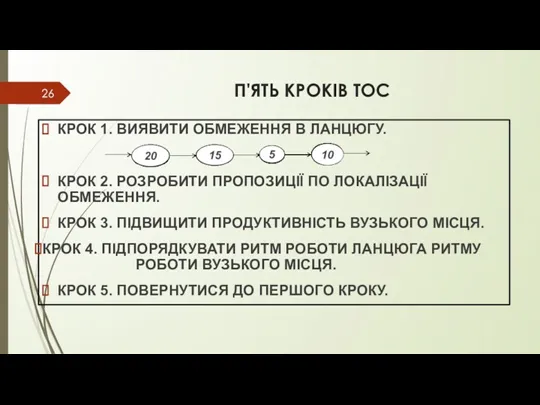
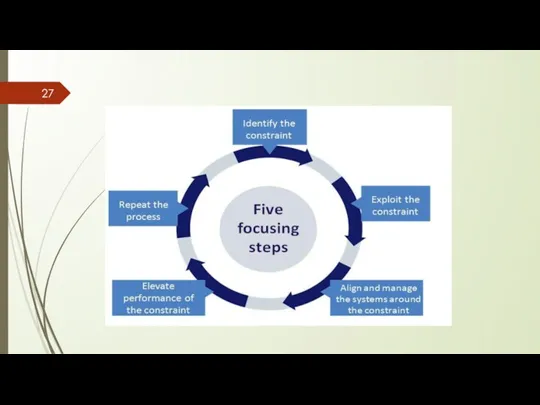
П'ЯТЬ КРОКІВ ТОС
КРОК 1. ВИЯВИТИ ОБМЕЖЕННЯ В ЛАНЦЮГУ.
КРОК 2. РОЗРОБИТИ
П'ЯТЬ КРОКІВ ТОС
КРОК 1. ВИЯВИТИ ОБМЕЖЕННЯ В ЛАНЦЮГУ.
КРОК 2. РОЗРОБИТИ
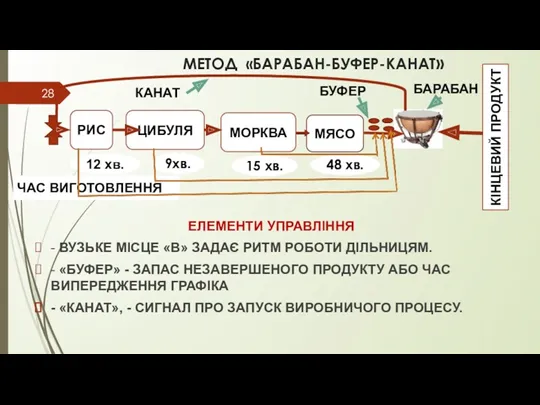
МЕТОД «БАРАБАН-БУФЕР-КАНАТ»
ЕЛЕМЕНТИ УПРАВЛІННЯ
- ВУЗЬКЕ МІСЦЕ «В» ЗАДАЄ РИТМ РОБОТИ ДІЛЬНИЦЯМ.
- «БУФЕР»
МЕТОД «БАРАБАН-БУФЕР-КАНАТ»
ЕЛЕМЕНТИ УПРАВЛІННЯ
- ВУЗЬКЕ МІСЦЕ «В» ЗАДАЄ РИТМ РОБОТИ ДІЛЬНИЦЯМ.
- «БУФЕР»

ОСНОВИ БЕРЕЖЛИВОГО ВИРОБНИЦТВА
(LEAN MANUFACTURING: ЛІН)
ОСНОВНІ ПОНЯТТЯ
ІНСТРУМЕНТИ БЕРЕЖЛИВОГО ВИРОБНИЦТВА
ОСНОВИ БЕРЕЖЛИВОГО ВИРОБНИЦТВА
(LEAN MANUFACTURING: ЛІН)
ОСНОВНІ ПОНЯТТЯ
ІНСТРУМЕНТИ БЕРЕЖЛИВОГО ВИРОБНИЦТВА
ФОРМУЛИ ВИРОБНИЦТВА
ФОРМУЛА ЗВИЧАЙНОГО ВИРОБНИЦТВА: ПРОДАВАЙ ТЕ, ЩО ПРОДАЄТЬСЯ
СОБІВАРТІСТЬ
ПРИБУТОК
ЦІНА ТОВАРУ
ФОРМУЛА
ФОРМУЛИ ВИРОБНИЦТВА
ФОРМУЛА ЗВИЧАЙНОГО ВИРОБНИЦТВА: ПРОДАВАЙ ТЕ, ЩО ПРОДАЄТЬСЯ
СОБІВАРТІСТЬ
ПРИБУТОК
ЦІНА ТОВАРУ
ФОРМУЛА
ОСНОВНІ ПОНЯТТЯ
ЦІННОСТІ
ПОЛОМКА АВТОБУСА
ДІЇ, БЕЗ ЯКИХ НЕ МОЖНА ОБІЙТИСЯ, 10%
ДІЇ,
ОСНОВНІ ПОНЯТТЯ
ЦІННОСТІ
ПОЛОМКА АВТОБУСА
ДІЇ, БЕЗ ЯКИХ НЕ МОЖНА ОБІЙТИСЯ, 10%
ДІЇ,
ОСНОВНІ ВИДИ ВТРАТ
1. ПЕРЕВИРОБНИЦТВО: ВИГОТОВЛЕННЯ НАДЛИШКОВОГО ПРОДУКТУ.
2. ОЧІКУВАННЯ: ПРОСТОЇ РОБІТНИКІВ.
3. ЗАЙВЕ
ОСНОВНІ ВИДИ ВТРАТ
1. ПЕРЕВИРОБНИЦТВО: ВИГОТОВЛЕННЯ НАДЛИШКОВОГО ПРОДУКТУ.
2. ОЧІКУВАННЯ: ПРОСТОЇ РОБІТНИКІВ.
3. ЗАЙВЕ
ПЕРЕВИРОБНИЦТВО
ПРИЧИНИ
- ВИРОБНИЦТВО ТОВАРУ, ЯКОГО НЕ ПОТРЕБУЄ РИНОК;
- ВИРОБНИЦТВО ТОВАРУ РАНІШЕ
ПЕРЕВИРОБНИЦТВО
ПРИЧИНИ
- ВИРОБНИЦТВО ТОВАРУ, ЯКОГО НЕ ПОТРЕБУЄ РИНОК;
- ВИРОБНИЦТВО ТОВАРУ РАНІШЕ
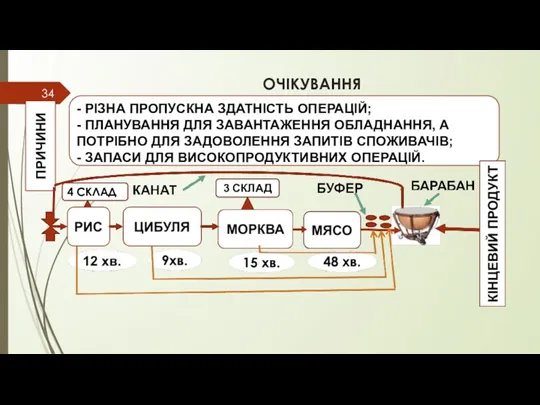
ОЧІКУВАННЯ
ПРИЧИНИ
- РІЗНА ПРОПУСКНА ЗДАТНІСТЬ ОПЕРАЦІЙ;
- ПЛАНУВАННЯ ДЛЯ ЗАВАНТАЖЕННЯ ОБЛАДНАННЯ, А
ОЧІКУВАННЯ
ПРИЧИНИ
- РІЗНА ПРОПУСКНА ЗДАТНІСТЬ ОПЕРАЦІЙ;
- ПЛАНУВАННЯ ДЛЯ ЗАВАНТАЖЕННЯ ОБЛАДНАННЯ, А
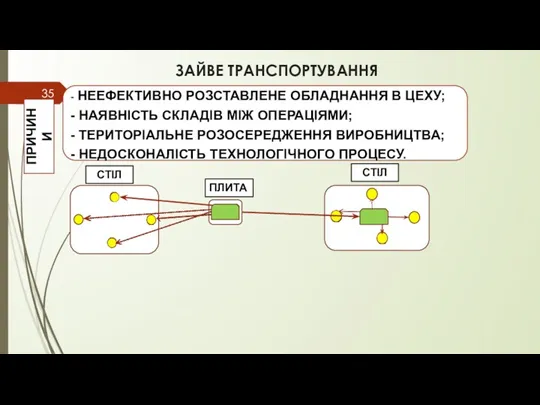
ЗАЙВЕ ТРАНСПОРТУВАННЯ
ПРИЧИНИ
- НЕЕФЕКТИВНО РОЗСТАВЛЕНЕ ОБЛАДНАННЯ В ЦЕХУ;
- НАЯВНІСТЬ СКЛАДІВ МІЖ
ЗАЙВЕ ТРАНСПОРТУВАННЯ
ПРИЧИНИ
- НЕЕФЕКТИВНО РОЗСТАВЛЕНЕ ОБЛАДНАННЯ В ЦЕХУ;
- НАЯВНІСТЬ СКЛАДІВ МІЖ

ЗАЙВЕ ТРАНСПОРТУВАННЯ
ЗАЙВЕ ТРАНСПОРТУВАННЯ
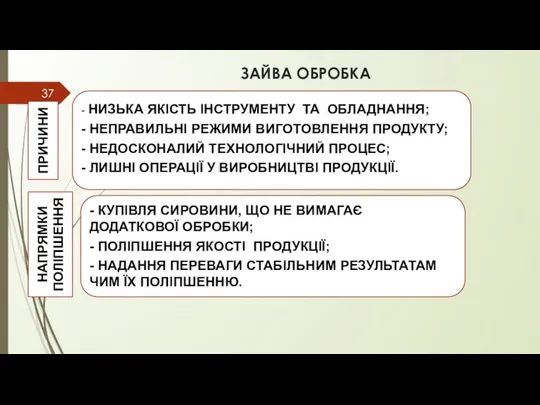
ЗАЙВА ОБРОБКА
ПРИЧИНИ
НАПРЯМКИ
ПОЛІПШЕННЯ
- НИЗЬКА ЯКІСТЬ ІНСТРУМЕНТУ ТА ОБЛАДНАННЯ;
- НЕПРАВИЛЬНІ РЕЖИМИ ВИГОТОВЛЕННЯ
ЗАЙВА ОБРОБКА
ПРИЧИНИ
НАПРЯМКИ
ПОЛІПШЕННЯ
- НИЗЬКА ЯКІСТЬ ІНСТРУМЕНТУ ТА ОБЛАДНАННЯ;
- НЕПРАВИЛЬНІ РЕЖИМИ ВИГОТОВЛЕННЯ
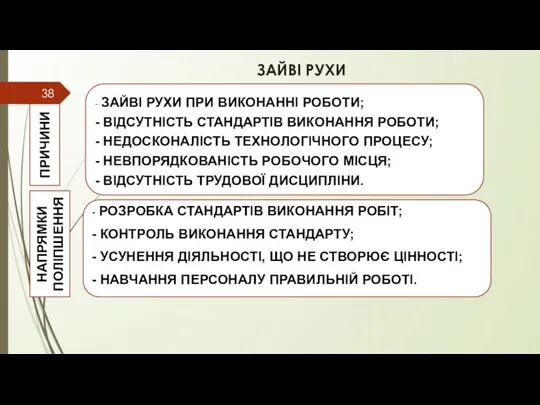
ЗАЙВІ РУХИ
ПРИЧИНИ
НАПРЯМКИ
ПОЛІПШЕННЯ
- ЗАЙВІ РУХИ ПРИ ВИКОНАННІ РОБОТИ;
- ВІДСУТНІСТЬ СТАНДАРТІВ ВИКОНАННЯ
ЗАЙВІ РУХИ
ПРИЧИНИ
НАПРЯМКИ
ПОЛІПШЕННЯ
- ЗАЙВІ РУХИ ПРИ ВИКОНАННІ РОБОТИ;
- ВІДСУТНІСТЬ СТАНДАРТІВ ВИКОНАННЯ
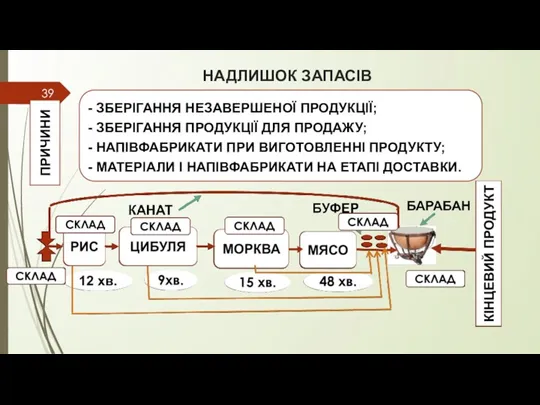
НАДЛИШОК ЗАПАСІВ
ПРИЧИНИ
- ЗБЕРІГАННЯ НЕЗАВЕРШЕНОЇ ПРОДУКЦІЇ;
- ЗБЕРІГАННЯ ПРОДУКЦІЇ ДЛЯ ПРОДАЖУ;
- НАПІВФАБРИКАТИ
НАДЛИШОК ЗАПАСІВ
ПРИЧИНИ
- ЗБЕРІГАННЯ НЕЗАВЕРШЕНОЇ ПРОДУКЦІЇ;
- ЗБЕРІГАННЯ ПРОДУКЦІЇ ДЛЯ ПРОДАЖУ;
- НАПІВФАБРИКАТИ
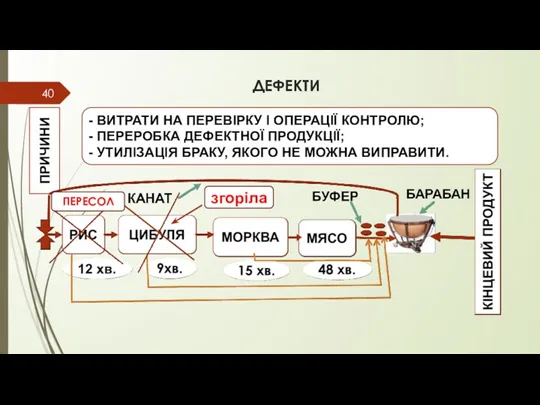
ДЕФЕКТИ
ПРИЧИНИ
- ВИТРАТИ НА ПЕРЕВІРКУ І ОПЕРАЦІЇ КОНТРОЛЮ;
- ПЕРЕРОБКА ДЕФЕКТНОЇ ПРОДУКЦІЇ;
-
ДЕФЕКТИ
ПРИЧИНИ
- ВИТРАТИ НА ПЕРЕВІРКУ І ОПЕРАЦІЇ КОНТРОЛЮ;
- ПЕРЕРОБКА ДЕФЕКТНОЇ ПРОДУКЦІЇ;
-
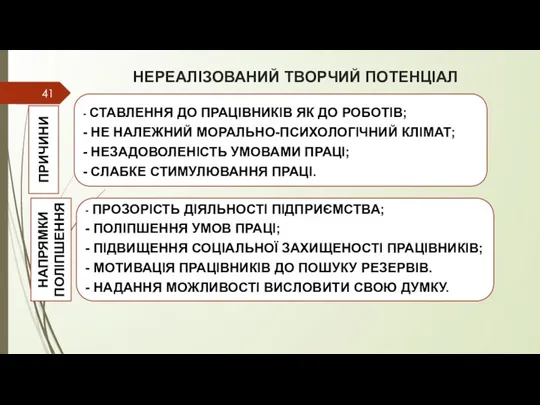
НЕРЕАЛІЗОВАНИЙ ТВОРЧИЙ ПОТЕНЦІАЛ
ПРИЧИНИ
НАПРЯМКИ ПОЛІПШЕННЯ
- СТАВЛЕННЯ ДО ПРАЦІВНИКІВ ЯК ДО РОБОТІВ;
-
НЕРЕАЛІЗОВАНИЙ ТВОРЧИЙ ПОТЕНЦІАЛ
ПРИЧИНИ
НАПРЯМКИ ПОЛІПШЕННЯ
- СТАВЛЕННЯ ДО ПРАЦІВНИКІВ ЯК ДО РОБОТІВ;
-
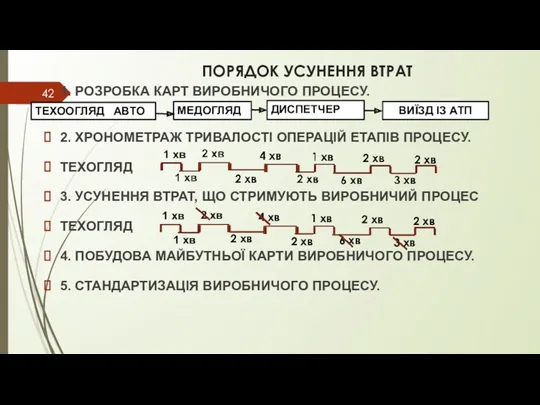
ПОРЯДОК УСУНЕННЯ ВТРАТ
1. РОЗРОБКА КАРТ ВИРОБНИЧОГО ПРОЦЕСУ.
2. ХРОНОМЕТРАЖ ТРИВАЛОСТІ
ПОРЯДОК УСУНЕННЯ ВТРАТ
1. РОЗРОБКА КАРТ ВИРОБНИЧОГО ПРОЦЕСУ.
2. ХРОНОМЕТРАЖ ТРИВАЛОСТІ
ІНСТРУМЕНТИ БЕРЕЖЛИВОГО ВИРОБНИЦТВА
БЕЗПЕРЕРВНЕ ПОЛІПШЕННЯ – КАЙЗЕН.
ОРГАНІЗАЦІЯ РОБОЧИХ МІСЦЬ -
ІНСТРУМЕНТИ БЕРЕЖЛИВОГО ВИРОБНИЦТВА
БЕЗПЕРЕРВНЕ ПОЛІПШЕННЯ – КАЙЗЕН.
ОРГАНІЗАЦІЯ РОБОЧИХ МІСЦЬ -
БЕЗПЕРЕРВНЕ ПОЛІПШЕННЯ – КАЙЗЕН
КАЙЗЕН (KAIZEN) ВІД ЯПОНСЬКОГО KAI - ЗМІНА,
БЕЗПЕРЕРВНЕ ПОЛІПШЕННЯ – КАЙЗЕН
КАЙЗЕН (KAIZEN) ВІД ЯПОНСЬКОГО KAI - ЗМІНА,
БЕЗПЕРЕРВНИЙ ЦИКЛ ДЕМІНГА ТА КАЙЗЕН
ДЕМІНГ: ПЛАНУВАТИ (P), РОБИТИ (D), ПЕРЕВІРЯТИ
БЕЗПЕРЕРВНИЙ ЦИКЛ ДЕМІНГА ТА КАЙЗЕН
ДЕМІНГ: ПЛАНУВАТИ (P), РОБИТИ (D), ПЕРЕВІРЯТИ
ОРГАНІЗАЦІЯ РОБОЧИХ МІСЦЬ – 5S
SORT-ПОДІЛ РЕЧЕЙ НА ПОТРІБНІ Й НЕПОТРІБНІ.
SET
ОРГАНІЗАЦІЯ РОБОЧИХ МІСЦЬ – 5S
SORT-ПОДІЛ РЕЧЕЙ НА ПОТРІБНІ Й НЕПОТРІБНІ.
SET
ТЕХНОЛОГІЧНИЙ ПРОЦЕС ВИГОТОВЛЕННЯ ПРОДУКТУ -ДОКУМЕНТ, ЯКИЙ ВИЗНАЧАЄ ПОСЛІДОВНІСТЬ ВИРОБНИЧИХ ОПЕРАЦІЙ
ОСНОВНІ ПРИНЦИПИ
ТЕХНОЛОГІЧНИЙ ПРОЦЕС ВИГОТОВЛЕННЯ ПРОДУКТУ -ДОКУМЕНТ, ЯКИЙ ВИЗНАЧАЄ ПОСЛІДОВНІСТЬ ВИРОБНИЧИХ ОПЕРАЦІЙ
ОСНОВНІ ПРИНЦИПИ
ТОЧНО В СТРОК
МАТЕРІАЛИ НАДАЮТЬСЯ ТОДІ, КОЛИ ВОНИ НЕОБХІДНІ.
СКОРОЧЕННЯ ВЕЛИЧИНИ ПАРТІЇ
ТОЧНО В СТРОК
МАТЕРІАЛИ НАДАЮТЬСЯ ТОДІ, КОЛИ ВОНИ НЕОБХІДНІ.
СКОРОЧЕННЯ ВЕЛИЧИНИ ПАРТІЇ
КАНБАН
КАНБАН - СИГНАЛ, ЯКИМ ДАЮТЬ ВКАЗІВКИ ПРО ВИГОТОВЛЕННЯ ТА ПЕРЕМІЩЕННЯ
КАНБАН
КАНБАН - СИГНАЛ, ЯКИМ ДАЮТЬ ВКАЗІВКИ ПРО ВИГОТОВЛЕННЯ ТА ПЕРЕМІЩЕННЯ
ШВИДКЕ ПЕРЕНАЛАГОДЖЕННЯ
ШВИДКЕ ПЕРЕНАЛАГОДЖЕННЯ - СКОРОЧЕННЯ ЧАСУ ПЕРЕНАЛАГОДЖЕННЯ ОБЛАДНАННЯ З ОДНОГО
ШВИДКЕ ПЕРЕНАЛАГОДЖЕННЯ
ШВИДКЕ ПЕРЕНАЛАГОДЖЕННЯ - СКОРОЧЕННЯ ЧАСУ ПЕРЕНАЛАГОДЖЕННЯ ОБЛАДНАННЯ З ОДНОГО
ВБУДОВАНА ЯКІСТЬ
ВБУДОВАНА ЯКІСТЬ - КОНТРОЛЬ ЯКОСТІ ПРОДУКЦІЇ В МІСЦІ ЇЇ
ВБУДОВАНА ЯКІСТЬ
ВБУДОВАНА ЯКІСТЬ - КОНТРОЛЬ ЯКОСТІ ПРОДУКЦІЇ В МІСЦІ ЇЇ

ВТРАТИ
1. ПЕРЕВИРОБНИЦТВО
2. ПРОСТОЇ
3. ЗАЙВЕ ТРАНСПОРТУВАННЯ
4. ЗАЙВА ОБРОБКА
5. НАДЛИШОК ЗАПАСІВ
6.
ВТРАТИ
1. ПЕРЕВИРОБНИЦТВО
2. ПРОСТОЇ
3. ЗАЙВЕ ТРАНСПОРТУВАННЯ
4. ЗАЙВА ОБРОБКА
5. НАДЛИШОК ЗАПАСІВ
6.
ВИШТОВХУЮЧА ВИРОБНИЧА СИСТЕМА
РЕСУРСИ ПОДАЮТЬСЯ НА НАСТУПНУ ОПЕРАЦІЮ ВІДПОВІДНО ДО ГРАФІКІВ
ВИШТОВХУЮЧА ВИРОБНИЧА СИСТЕМА
РЕСУРСИ ПОДАЮТЬСЯ НА НАСТУПНУ ОПЕРАЦІЮ ВІДПОВІДНО ДО ГРАФІКІВ
ВИТЯГАЮЧА ВИРОБНИЧА СИСТЕМА
СИГНАЛ ДЛЯ ПОЧАТКУ ВИРОБНИЧОГО ПРОЦЕСУ ПОДАЄ СПОЖИВАЧ.
СИГНАЛУ НЕМА -
ВИТЯГАЮЧА ВИРОБНИЧА СИСТЕМА
СИГНАЛ ДЛЯ ПОЧАТКУ ВИРОБНИЧОГО ПРОЦЕСУ ПОДАЄ СПОЖИВАЧ.
СИГНАЛУ НЕМА -
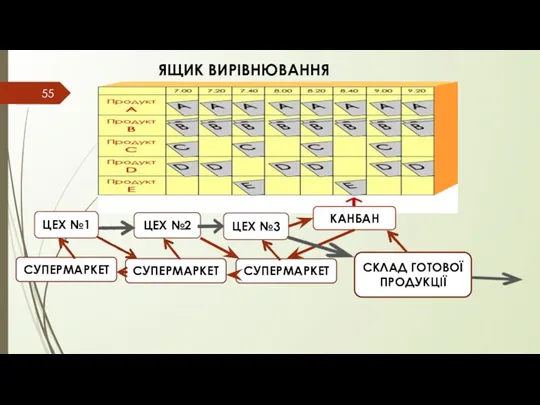
ЯЩИК ВИРІВНЮВАННЯ
КАНБАН
СУПЕРМАРКЕТ
ЦЕХ №1
ЦЕХ №2
ЦЕХ №3
СУПЕРМАРКЕТ
СУПЕРМАРКЕТ
СКЛАД ГОТОВОЇ ПРОДУКЦІЇ
ЯЩИК ВИРІВНЮВАННЯ
КАНБАН
СУПЕРМАРКЕТ
ЦЕХ №1
ЦЕХ №2
ЦЕХ №3
СУПЕРМАРКЕТ
СУПЕРМАРКЕТ
СКЛАД ГОТОВОЇ ПРОДУКЦІЇ
ТИПИ ВИТЯГАЮЧИХ ВИРОБНИЧИХ СИСТЕМ
ПРИЙНЯТО ВИДІЛЯТИ 5 БАЗОВИХ ТИПІВ ВИТЯГАЮЧИХ ВИРОБНИЧИХ СИСТЕМ:
-
ТИПИ ВИТЯГАЮЧИХ ВИРОБНИЧИХ СИСТЕМ
ПРИЙНЯТО ВИДІЛЯТИ 5 БАЗОВИХ ТИПІВ ВИТЯГАЮЧИХ ВИРОБНИЧИХ СИСТЕМ:
-
ЗАПОВНЕННЯ СУПЕРМАРКЕТУ
ЗАПИТ ЗАПИТ
ПОПОВНЕННЯ ПОПОВНЕННЯ
СПОЖИВАЧ ЗАБИРАЄ ТОВАРИ З ЯЩИЧКІВ ТОДІ,
ЗАПОВНЕННЯ СУПЕРМАРКЕТУ
ЗАПИТ ЗАПИТ
ПОПОВНЕННЯ ПОПОВНЕННЯ
СПОЖИВАЧ ЗАБИРАЄ ТОВАРИ З ЯЩИЧКІВ ТОДІ,
БАРАБАН-БУФЕР-КАНАТ
БАРАБАН-БУФЕР-КАНАТ
ЛІМІТОВАНІ ЧЕРГИ
ЯКЩО ЧЕРГА ЗАПОВНЕНА, ТО ДІЛЬНИЦЯ ФУНКЦІОНУЄ ШВИДШЕ РЕШТИ СИСТЕМИ.
ЛІМІТОВАНІ ЧЕРГИ
ЯКЩО ЧЕРГА ЗАПОВНЕНА, ТО ДІЛЬНИЦЯ ФУНКЦІОНУЄ ШВИДШЕ РЕШТИ СИСТЕМИ.
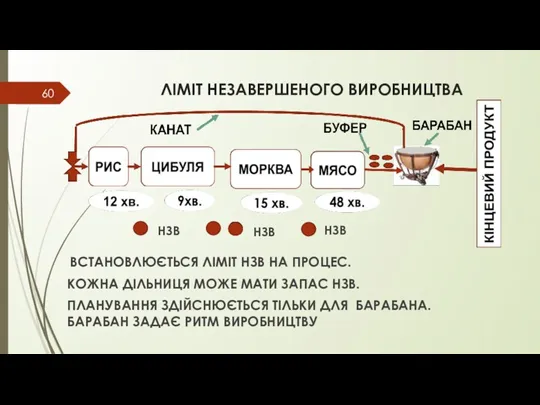
ЛІМІТ НЕЗАВЕРШЕНОГО ВИРОБНИЦТВА
ВСТАНОВЛЮЄТЬСЯ ЛІМІТ НЗВ НА ПРОЦЕС.
КОЖНА ДІЛЬНИЦЯ
ЛІМІТ НЕЗАВЕРШЕНОГО ВИРОБНИЦТВА
ВСТАНОВЛЮЄТЬСЯ ЛІМІТ НЗВ НА ПРОЦЕС.
КОЖНА ДІЛЬНИЦЯ

МЕТОД ОБЧИСЛЮВАНИХ ПРІОРИТЕТІВ
МІСЬКИЙ ТА МІЖНАРОДНИЙ МАРШРУТИ. ОБИДВА АВТОБУСИ НЕСПРАВНІ. РЕМОНТНИК
МЕТОД ОБЧИСЛЮВАНИХ ПРІОРИТЕТІВ
МІСЬКИЙ ТА МІЖНАРОДНИЙ МАРШРУТИ. ОБИДВА АВТОБУСИ НЕСПРАВНІ. РЕМОНТНИК
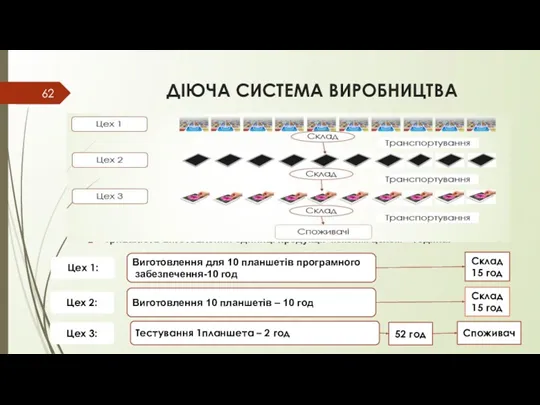
ДІЮЧА СИСТЕМА ВИРОБНИЦТВА
Тривалість виготовлення одиниці продукції кожним цехом – година.
Цех
ДІЮЧА СИСТЕМА ВИРОБНИЦТВА
Тривалість виготовлення одиниці продукції кожним цехом – година.
Цех
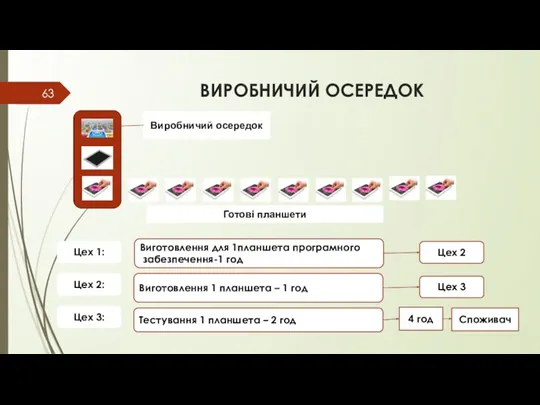
ВИРОБНИЧИЙ ОСЕРЕДОК
Виробничий осередок
Готові планшети
Цех 1:
Цех 3:
Цех 2:
Виготовлення для 1планшета програмного
ВИРОБНИЧИЙ ОСЕРЕДОК
Виробничий осередок
Готові планшети
Цех 1:
Цех 3:
Цех 2:
Виготовлення для 1планшета програмного
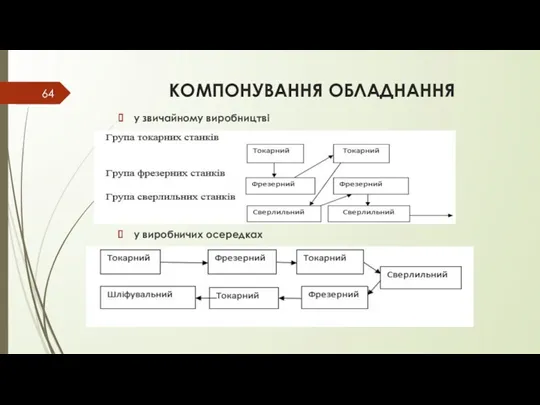
КОМПОНУВАННЯ ОБЛАДНАННЯ
у виробничих осередках
у звичайному виробництві
КОМПОНУВАННЯ ОБЛАДНАННЯ
у виробничих осередках
у звичайному виробництві
УПРАВЛІННЯ ЯКІСТЮ ПРОДУКЦІЇ
МЕТА КОНТРОЛЮ – ПОПЕРЕДЖЕННЯ БРАКУ
СОРТУВАЛЬНИЙ КОНТРОЛЬ. Вироби розділяються
УПРАВЛІННЯ ЯКІСТЮ ПРОДУКЦІЇ
МЕТА КОНТРОЛЮ – ПОПЕРЕДЖЕННЯ БРАКУ
СОРТУВАЛЬНИЙ КОНТРОЛЬ. Вироби розділяються

ДІЗНАТИСЯ ІСТИНУ
ДІЗНАТИСЯ ІСТИНУ
СОРТУВАЛЬНИЙ КОНТРОЛЬ
Розділяються дефектні і не дефектні вироби і забезпечується перевірка якості
СОРТУВАЛЬНИЙ КОНТРОЛЬ
Розділяються дефектні і не дефектні вироби і забезпечується перевірка якості
ІНФОРМАТИВНИЙ КОНТРОЛЬ
Інформація про дефект надходить на ділянку обробки, що попереджує повторення
ІНФОРМАТИВНИЙ КОНТРОЛЬ
Інформація про дефект надходить на ділянку обробки, що попереджує повторення
ВИБІРКОВИЙ КОНТРОЛЬ
Контролюється частка з усієї продукції, що випускається компанією. Потребує менше
ВИБІРКОВИЙ КОНТРОЛЬ
Контролюється частка з усієї продукції, що випускається компанією. Потребує менше
ПОКРАЩЕНИЙ САМОКОНТРОЛЬ
Самоконтроль можна поліпшити застосуванням пристроїв, які автоматично виявляють дефекти або
ПОКРАЩЕНИЙ САМОКОНТРОЛЬ
Самоконтроль можна поліпшити застосуванням пристроїв, які автоматично виявляють дефекти або
МОДУЛЬ 2
ПРОЕКТУВАННЯ СИСТЕМ УПРАВЛІННЯ ПОСТАЧАННЯМИ
ЗМ 4 Методи розробки маркетингових стратегій
ЗМ 5
МОДУЛЬ 2
ПРОЕКТУВАННЯ СИСТЕМ УПРАВЛІННЯ ПОСТАЧАННЯМИ
ЗМ 4 Методи розробки маркетингових стратегій
ЗМ 5
ФУНКЦІОНАЛЬНІ ТА ІННОВАТИВНІ ПРОДУКТИ
Функціональні продукти слугують задоволенню нагальних потреб і купуються
ФУНКЦІОНАЛЬНІ ТА ІННОВАТИВНІ ПРОДУКТИ
Функціональні продукти слугують задоволенню нагальних потреб і купуються
КОНЦЕПЦІЇ МАРКЕТИНГУ В УКРАЇНІ
Мета - це те, чого ми хочемо досягти.
Концепція
КОНЦЕПЦІЇ МАРКЕТИНГУ В УКРАЇНІ
Мета - це те, чого ми хочемо досягти.
Концепція
КРИТЕРІЇ ЖИТТЄЗДАТНОСТІ РИНКОВОЇ СТРАТЕГІЇ
Маркетингова стратегія - що компанія може зробити, щоб
КРИТЕРІЇ ЖИТТЄЗДАТНОСТІ РИНКОВОЇ СТРАТЕГІЇ
Маркетингова стратегія - що компанія може зробити, щоб
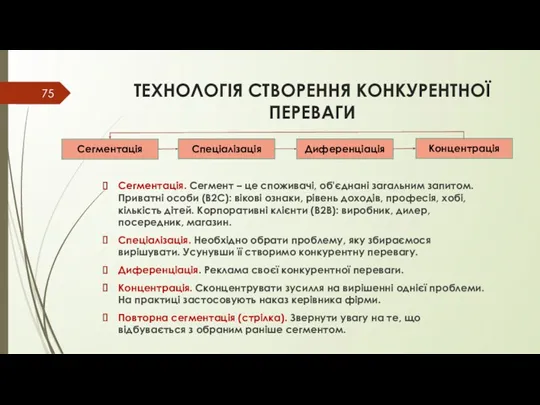
ТЕХНОЛОГІЯ СТВОРЕННЯ КОНКУРЕНТНОЇ ПЕРЕВАГИ
Сегментація. Сегмент – це споживачі, об'єднані загальним запитом.
ТЕХНОЛОГІЯ СТВОРЕННЯ КОНКУРЕНТНОЇ ПЕРЕВАГИ
Сегментація. Сегмент – це споживачі, об'єднані загальним запитом.
МЕТОДИ ПРОСУВАННЯ ТОВАРІВ НА РИНКУ
Ініціювання замовлень споживача постачальником. Не слід чекати,
МЕТОДИ ПРОСУВАННЯ ТОВАРІВ НА РИНКУ
Ініціювання замовлень споживача постачальником. Не слід чекати,
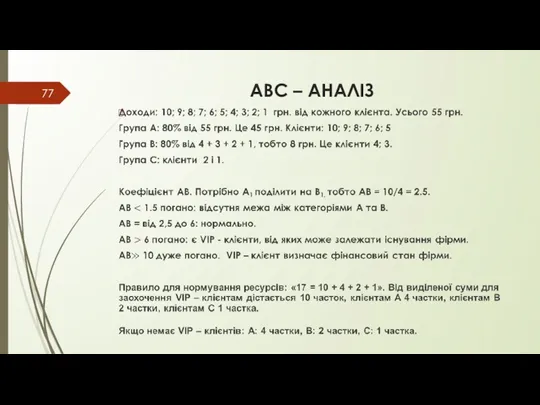
АВС – АНАЛІЗ
АВС – АНАЛІЗ
 Классический период: Философия Платона
Классический период: Философия Платона Философия глобального эволюционизма
Философия глобального эволюционизма Философия права
Философия права Трудовая деятельность человека. (10 класс)
Трудовая деятельность человека. (10 класс) Философия познания
Философия познания Древнегреческая философия. От мифа к логосу
Древнегреческая философия. От мифа к логосу Философия средних веков. Особенности русской философии XI – XV вв. Философия эпохи Возрождения
Философия средних веков. Особенности русской философии XI – XV вв. Философия эпохи Возрождения Общенаучные методы исследований
Общенаучные методы исследований Социальные науки, их классификация
Социальные науки, их классификация Античная философия
Античная философия Філософія, коло її проблем та роль у суспільстві
Філософія, коло її проблем та роль у суспільстві Познавательная и коммуникативная деятельность
Познавательная и коммуникативная деятельность Логика научного исследования
Логика научного исследования Философия средних твеков
Философия средних твеков Даосизм. Последователи учения
Даосизм. Последователи учения Концепции современного естествознания
Концепции современного естествознания Философия Древней Индии
Философия Древней Индии Концепції розвитку: загальна характеристика
Концепції розвитку: загальна характеристика Философия, ее проблемы, роль в жизни человека и общества
Философия, ее проблемы, роль в жизни человека и общества Современные философские проблемы социально-гуманитарных наук
Современные философские проблемы социально-гуманитарных наук Философия, ее предмет и роль в культуре общества
Философия, ее предмет и роль в культуре общества Диалектика как учение о развитии
Диалектика как учение о развитии Наука и философия
Наука и философия Проблема бытия
Проблема бытия Формирование научного мировоззрения учащихся
Формирование научного мировоззрения учащихся Социальная философия
Социальная философия Сексуальность, одиночество, мастурбация
Сексуальность, одиночество, мастурбация Теория общественно-экономических формаций
Теория общественно-экономических формаций