- Допуски и посадки

Содержание
- 2. Размер, проставляемый на чертеже, называется номинальным размером. При изготовлении детали точно получить номинальный размер невозможно. Размеры
- 7. Особой точности требует выполнение размеров сопрягаемых поверхностей, т. е. таких, которыми две разные детали соприкасаются. Охватываемую
- 9. Разность действительных размеров отверстия и вала, если размер отверстия больше размера вала, называется зазором. Для получения
- 10. Сопряжение, образуемое в результате соединения отверстий и валов (охватывающих и охватываемых элементов деталей) с одинаковыми номинальными
- 13. ГОСТы устанавливают Единую систему допусков и посадок. Ряды допусков разделены в этой системе на 19 квалитетов
- 15. Основные отклонения обозначают буквами латинского алфавита: для отверстия -прописными, для валов – строчными. В системе отверстия
- 16. Допуски формы и расположения поверхностей Раздел 2
- 17. Отклонение формы Это расстояние от реальной поверхности, ограничивающей деталь от окружающей среды, до прилегающей – номинальной
- 21. Отклонение расположения Это отклонение реального расположения поверхности (оси или плоскости симметрии) от номинального – определяемого номинальными
- 26. Базы База – элемент детали (или выполняющее ту же функцию сочетание элементов), по отношению к которому
- 29. Шероховатость поверхности Шероховатость поверхности регламентируется следующими стандартами: ГОСТ 25142-82. Шероховатость поверхности. Термины и определения. ГОСТ 2789-73.
- 30. Шероховатость поверхности и её влияние на работу деталей машин В процессе формообразования деталей на их поверхности
- 31. Влияние шероховатости на работу деталей машин многообразно: шероховатость поверхности может нарушить характер сопряжения деталей за счет
- 32. Параметры шероховатости поверхности Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми шагами, выделенных с помощью
- 33. Определения принятые по ГОСТ 2789-73 Базовая линия (поверхность) - линия (поверхность) заданной геометрической формы, определенным образом
- 34. m
- 35. Номинальная поверхность – поверхность, заданная в технической документации без учёта допускаемых отклонений. Реальная поверхность – поверхность,
- 41. Если указано, что t30 60 %, то это означает, что при отсечении профиля поверхностных неровностей, отступая
- 42. Кроме перечисленных шести количественных параметров стандартом установлено два качественных параметра: Способ обработки – указывается в том
- 43. Тип направления неровностей – указывается только в ответственных случаях, когда это необходимо по условиям работы детали
- 46. Скачать презентацию

Размер, проставляемый на чертеже, называется номинальным размером. При изготовлении детали точно
Размер, проставляемый на чертеже, называется номинальным размером. При изготовлении детали точно





Особой точности требует выполнение размеров сопрягаемых поверхностей, т. е. таких, которыми
Особой точности требует выполнение размеров сопрягаемых поверхностей, т. е. таких, которыми


Разность действительных размеров отверстия и вала, если размер отверстия
больше размера
Разность действительных размеров отверстия и вала, если размер отверстия больше размера

Сопряжение, образуемое в результате соединения отверстий и валов (охватывающих и охватываемых
Сопряжение, образуемое в результате соединения отверстий и валов (охватывающих и охватываемых



ГОСТы устанавливают Единую систему допусков и посадок. Ряды допусков разделены в
ГОСТы устанавливают Единую систему допусков и посадок. Ряды допусков разделены в


Основные отклонения обозначают буквами латинского алфавита: для отверстия -прописными, для валов
Основные отклонения обозначают буквами латинского алфавита: для отверстия -прописными, для валов

Допуски формы и расположения поверхностей
Раздел 2
Допуски формы и расположения поверхностей
Раздел 2

Отклонение формы
Это расстояние от реальной поверхности, ограничивающей деталь от окружающей среды,
Отклонение формы
Это расстояние от реальной поверхности, ограничивающей деталь от окружающей среды,




Отклонение расположения
Это отклонение реального расположения поверхности (оси или плоскости симметрии) от
Отклонение расположения
Это отклонение реального расположения поверхности (оси или плоскости симметрии) от





Базы
База – элемент детали (или выполняющее ту же функцию сочетание элементов),
Базы
База – элемент детали (или выполняющее ту же функцию сочетание элементов),



Шероховатость поверхности
Шероховатость поверхности регламентируется следующими стандартами:
ГОСТ 25142-82. Шероховатость поверхности. Термины и
Шероховатость поверхности
Шероховатость поверхности регламентируется следующими стандартами:
ГОСТ 25142-82. Шероховатость поверхности. Термины и

Шероховатость поверхности и её влияние на работу деталей машин
В процессе формообразования
Шероховатость поверхности и её влияние на работу деталей машин
В процессе формообразования

Влияние шероховатости на работу деталей машин многообразно:
шероховатость поверхности может нарушить
Влияние шероховатости на работу деталей машин многообразно:
шероховатость поверхности может нарушить

Параметры шероховатости поверхности
Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми
Параметры шероховатости поверхности
Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми

Определения принятые по ГОСТ 2789-73
Базовая линия (поверхность) - линия (поверхность) заданной
Определения принятые по ГОСТ 2789-73
Базовая линия (поверхность) - линия (поверхность) заданной

m
m

Номинальная поверхность – поверхность, заданная в технической документации без учёта допускаемых
Номинальная поверхность – поверхность, заданная в технической документации без учёта допускаемых






Если указано, что t30 60 %, то это означает, что при отсечении
Если указано, что t30 60 %, то это означает, что при отсечении

Кроме перечисленных шести количественных параметров стандартом установлено два качественных параметра:
Способ обработки
Кроме перечисленных шести количественных параметров стандартом установлено два качественных параметра:
Способ обработки

Тип направления неровностей – указывается только в ответственных случаях, когда это
Тип направления неровностей – указывается только в ответственных случаях, когда это

 Влияние наушников на слух человека
Влияние наушников на слух человека Классификация методов исследования поверхности, основанных на взаимодействии излучения с веществом
Классификация методов исследования поверхности, основанных на взаимодействии излучения с веществом Буксовый узел
Буксовый узел Electric cars
Electric cars Материаловедение
Материаловедение Глушители шума и вибрации. Лекция 8
Глушители шума и вибрации. Лекция 8 Презентация урока по теме: Механическое движение.
Презентация урока по теме: Механическое движение.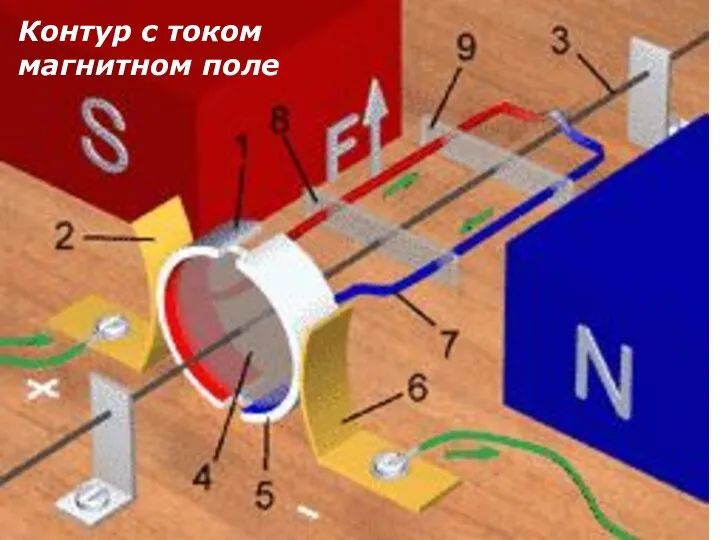 Контур с током в магнитном поле
Контур с током в магнитном поле Энергия топлива- урок физики в 8 классе
Энергия топлива- урок физики в 8 классе Закон прямолинейного распространения света. Солнечные и Лунные затмения
Закон прямолинейного распространения света. Солнечные и Лунные затмения Электрические явления. 8 класс
Электрические явления. 8 класс Магнитное поле. Электромагнитная индукция
Магнитное поле. Электромагнитная индукция Открытие радиоактивности. Открытие новых радиоактивных химических элементов
Открытие радиоактивности. Открытие новых радиоактивных химических элементов Фрикционные передачи
Фрикционные передачи Механическая работа. Мощность. 7 класс
Механическая работа. Мощность. 7 класс Разработка урока: Решение задач по теме Газовые законы
Разработка урока: Решение задач по теме Газовые законы Аэродинамика и летно-технические данные вертолёта. Тема №1. Основные летно-технические характеристики. Семинар №1
Аэродинамика и летно-технические данные вертолёта. Тема №1. Основные летно-технические характеристики. Семинар №1 Сила Архимеда
Сила Архимеда Лабораторная работаИзмерение жесткости пружины
Лабораторная работаИзмерение жесткости пружины Фізичні та хімічні явища
Фізичні та хімічні явища Технология Критического мышления на уроках физики .
Технология Критического мышления на уроках физики . Системы кондиционирования, отопления и вентиляции в автомобилях
Системы кондиционирования, отопления и вентиляции в автомобилях Принципы измерения координат
Принципы измерения координат Течение вязких жидкостей
Течение вязких жидкостей Второй закон термодинамики
Второй закон термодинамики Электростатика. Поле в диэлектриках
Электростатика. Поле в диэлектриках Электрическое поле. Напряженность и потенциал электрического поля
Электрическое поле. Напряженность и потенциал электрического поля Электрическое поле. Напряженность электрического поля
Электрическое поле. Напряженность электрического поля