- Допуски и посадки. Взаимозаменяемость

Содержание
- 2. Допуск Действительный размер — размер элемента, установленный измерением. Номинальный размер — размер, относительно которого определяются отклонения.
- 3. Посадки Посадка - характер соединения двух деталей, определяемый разностью их размеров до сборки. Номинальный размер посадки
- 4. Посадки Посадка с зазором — посадка, при которой обеспечивается зазор в соединении (поле допуска отверстия расположено
- 5. Системы посадок Посадки в системе отверстия - посадки, в которых требуемые зазоры и натяги получаются сочетанием
- 6. Системы посадок В системе отверстия предельные размеры отверстия для всех посадок одного класса постоянны, а различные
- 7. Классификация посадок К посадкам с зазором относятся (в порядке возрастания зазоров): скользящая (С), движения (Д), ходовая
- 8. Классы точности По общесоюзным стандартам на допуски и посадки принято 13 классов точности: 1; 2; 2а;
- 9. Квалитеты Квалитет (степень точности) - совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных
- 10. Отклонения Основные отклонения обозначаются буквами латинского алфавита, прописными для отверстий (A...ZC) и строчными для валов (a...zc)
- 11. Обозначения Квалитеты обозначаются порядковыми номерами, например, 01, 7, 14. Допуски по квалитетам обозначаются сочетанием прописных букв
- 12. Точность формы деталей некруглость овальность огранка непрямолинейность неплоскостность вогнутость выпуклость бочкообразность седлообразность (конусность) вогнутость конусность отклонения
- 13. Допуски формы и расположения
- 14. Примеры обозначения допусков формы и расположения
- 15. Шероховатость поверхности l — базовая длина; m — средняя линия профиля; Smi — средний шаг неровностей
- 16. Обозначение шероховатости Обозначение шероховатости поверхности без указания способа обработки Структура Обозначение шероховатости поверхности при образовании которой
- 17. Взаимозаменяемость Системой допусков определяется строгий порядок условий изготовления и приёма деталей в отношении допустимых отклонений их
- 18. Список используемых источников ГОСТ 25346-89 (СТ СЭВ 145-88) Основные нормы взаимозаменяемости. Единая система допусков и посадок.
- 20. Скачать презентацию
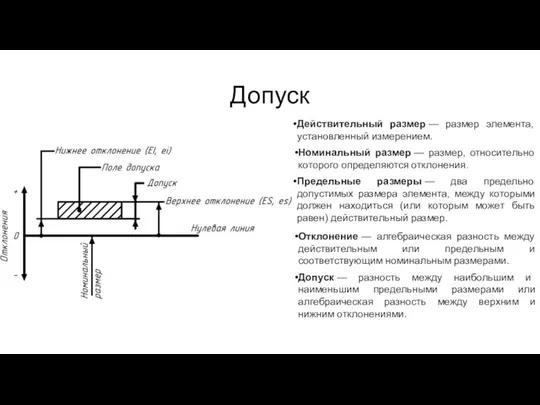
Допуск
Действительный размер — размер элемента, установленный измерением.
Номинальный размер — размер, относительно которого определяются
Допуск
Действительный размер — размер элемента, установленный измерением.
Номинальный размер — размер, относительно которого определяются

Посадки
Посадка - характер соединения двух деталей, определяемый разностью их размеров до
Посадки
Посадка - характер соединения двух деталей, определяемый разностью их размеров до

Посадки
Посадка с зазором — посадка, при которой обеспечивается зазор в соединении (поле
Посадки
Посадка с зазором — посадка, при которой обеспечивается зазор в соединении (поле

Системы посадок
Посадки в системе отверстия - посадки, в которых требуемые зазоры
Системы посадок
Посадки в системе отверстия - посадки, в которых требуемые зазоры
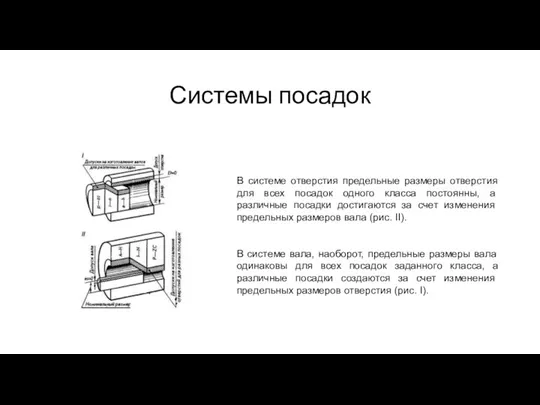
Системы посадок
В системе отверстия предельные размеры отверстия для всех посадок одного
Системы посадок
В системе отверстия предельные размеры отверстия для всех посадок одного
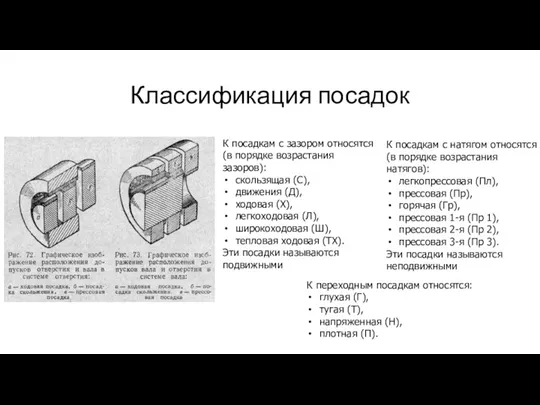
Классификация посадок
К посадкам с зазором относятся (в порядке возрастания зазоров):
скользящая (С),
движения
Классификация посадок
К посадкам с зазором относятся (в порядке возрастания зазоров):
скользящая (С),
движения
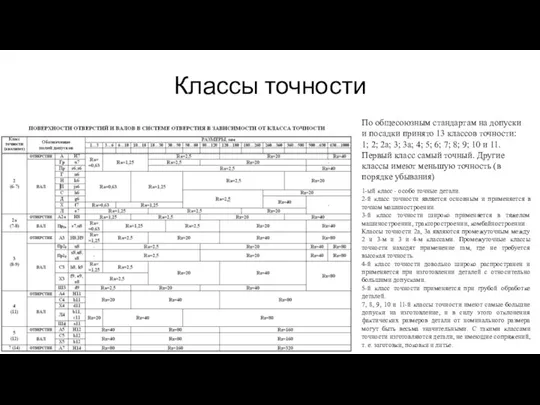
Классы точности
По общесоюзным стандартам на допуски и посадки принято 13 классов
Классы точности
По общесоюзным стандартам на допуски и посадки принято 13 классов
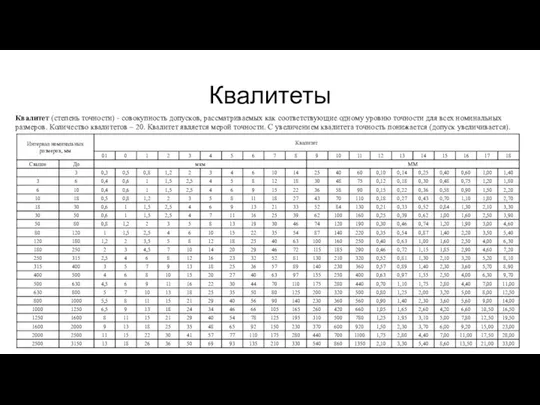
Квалитеты
Квалитет (степень точности) - совокупность допусков, рассматриваемых как соответствующие одному уровню точности
Квалитеты
Квалитет (степень точности) - совокупность допусков, рассматриваемых как соответствующие одному уровню точности
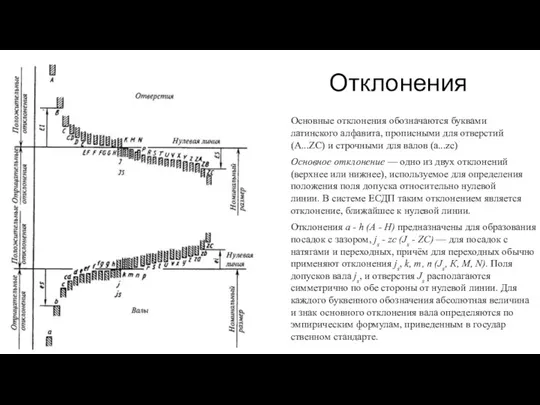
Отклонения
Основные отклонения обозначаются буквами латинского алфавита, прописными для отверстий (A...ZC) и
Отклонения
Основные отклонения обозначаются буквами латинского алфавита, прописными для отверстий (A...ZC) и
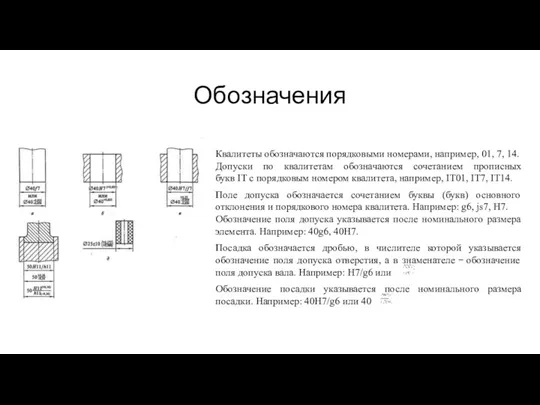
Обозначения
Квалитеты обозначаются порядковыми номерами, например, 01, 7, 14.
Допуски по квалитетам обозначаются
Обозначения
Квалитеты обозначаются порядковыми номерами, например, 01, 7, 14.
Допуски по квалитетам обозначаются

Точность формы деталей
некруглость
овальность огранка
непрямолинейность
неплоскостность
вогнутость
выпуклость
бочкообразность
седлообразность (конусность)
вогнутость
конусность
отклонения профиля продольного сечения
цилиндричность
Точность формы деталей
некруглость
овальность огранка
непрямолинейность
неплоскостность
вогнутость
выпуклость
бочкообразность
седлообразность (конусность)
вогнутость
конусность
отклонения профиля продольного сечения
цилиндричность
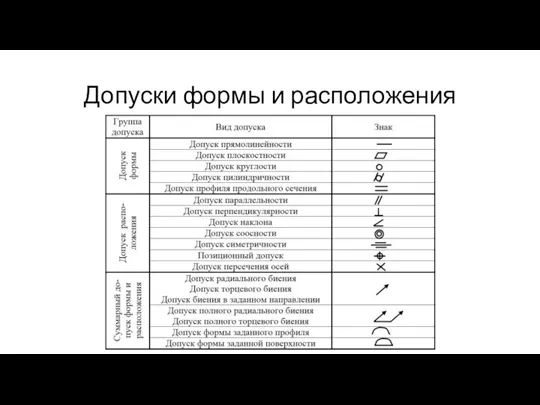
Допуски формы и расположения
Допуски формы и расположения
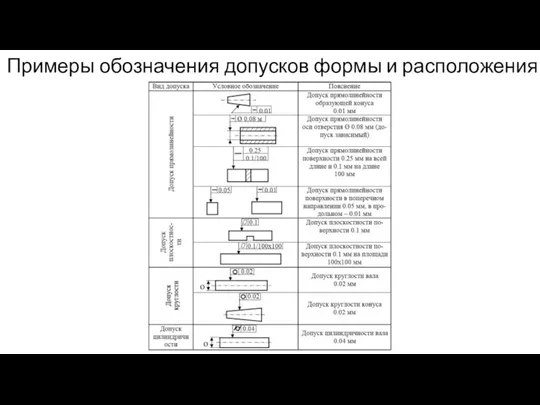
Примеры обозначения допусков формы и расположения
Примеры обозначения допусков формы и расположения

Шероховатость поверхности
l — базовая длина;
m — средняя линия профиля;
Smi —
Шероховатость поверхности
l — базовая длина;
m — средняя линия профиля;
Smi —
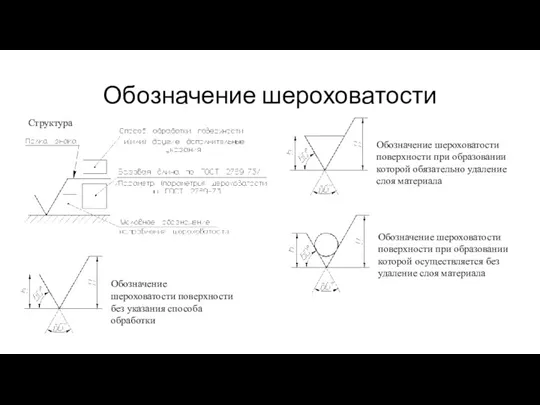
Обозначение шероховатости
Обозначение шероховатости поверхности без указания способа обработки
Структура
Обозначение шероховатости поверхности при
Обозначение шероховатости
Обозначение шероховатости поверхности без указания способа обработки
Структура
Обозначение шероховатости поверхности при
Взаимозаменяемость
Системой допусков определяется строгий порядок условий изготовления и приёма деталей в
Взаимозаменяемость
Системой допусков определяется строгий порядок условий изготовления и приёма деталей в
Список используемых источников
ГОСТ 25346-89 (СТ СЭВ 145-88) Основные нормы взаимозаменяемости. Единая
Список используемых источников
ГОСТ 25346-89 (СТ СЭВ 145-88) Основные нормы взаимозаменяемости. Единая
 Презентация урока по теме Количество теплоты
Презентация урока по теме Количество теплоты Хроматографические методы. (Часть 2)
Хроматографические методы. (Часть 2) Редуктор конический одноступенчатый горизонтальный
Редуктор конический одноступенчатый горизонтальный Термодинамика. Основы термодинамики
Термодинамика. Основы термодинамики Сабақтың тақырыбы Электр тогының жұмысы мен қуаты. Джоуль –Ленц заңы. Ток көзінің пайдалы әсер коэффициенті
Сабақтың тақырыбы Электр тогының жұмысы мен қуаты. Джоуль –Ленц заңы. Ток көзінің пайдалы әсер коэффициенті Буксовый узел грузового вагона. Техническая ревизия буксового узла колесный пары РУ1-Ш
Буксовый узел грузового вагона. Техническая ревизия буксового узла колесный пары РУ1-Ш What is the brake calipers?
What is the brake calipers? Полярография. Ртутно-капающий электрод. Роль метода в медицине и фармации
Полярография. Ртутно-капающий электрод. Роль метода в медицине и фармации Сила Лоренца
Сила Лоренца сила упругости
сила упругости Своя игра. Физика. 7 класс.
Своя игра. Физика. 7 класс. Электромагнитные колебания
Электромагнитные колебания Радиоактивность. Виды радиоактивных излучений. Изотопы. Закон радиоактивного распада. Радиоактивность вокруг нас
Радиоактивность. Виды радиоактивных излучений. Изотопы. Закон радиоактивного распада. Радиоактивность вокруг нас Трехфазные цепи переменного тока
Трехфазные цепи переменного тока Энергия топлива- урок физики в 8 классе
Энергия топлива- урок физики в 8 классе Влияние на работу дороги природных факторов
Влияние на работу дороги природных факторов Жұмыс орындарындағы электромагниттік сәулеленулер
Жұмыс орындарындағы электромагниттік сәулеленулер Скорость света
Скорость света Електричний струм у газах. Самостійний і несамостійний газові розряди. Плазма
Електричний струм у газах. Самостійний і несамостійний газові розряди. Плазма Основные законы идеального газа
Основные законы идеального газа Механика. Основные понятия кинематики
Механика. Основные понятия кинематики Аеродинаміка та динаміка польоту літака. Аеродинамічні характеристики крила. (Лекція 5.2.1)
Аеродинаміка та динаміка польоту літака. Аеродинамічні характеристики крила. (Лекція 5.2.1) Совершенствование коробки передач автомобиля УАЗ ПАТРИОТ
Совершенствование коробки передач автомобиля УАЗ ПАТРИОТ Метод кругового дихроизма и дисперсии оптического вращения
Метод кругового дихроизма и дисперсии оптического вращения Constraints application. Solution and computation of reactions, displacements, rotations, stresses and strains. 19 lesson
Constraints application. Solution and computation of reactions, displacements, rotations, stresses and strains. 19 lesson Рулевое управление
Рулевое управление Електричний струм у різних середовищах
Електричний струм у різних середовищах Модальный метод синтеза непрерывных систем
Модальный метод синтеза непрерывных систем