- Экзамен ПМ 01. Билет № 15. Сборка глухих и подвижных муфт

Содержание
- 2. 1. СБОРКА ГЛУХИХ И ПОДВИЖНЫХ МУФТ. ПОСТОЯННЫЕ МУФТЫ ДЕЛЯТСЯ НА ГЛУХИЕ МУФТЫ, СОЕДИНЯЮЩИЕ ДВА ВАЛА В
- 3. СБОРКА ДРУГИХ ТИПОВ МУФТ ИМЕЕТ МНОГО ОБЩЕГО И В ОСНОВНОМ СЛАГАЕТСЯ ИЗ СЛЕДУЮЩИХ ОПЕРАЦИЙ: А) НАДЕВАНИЕ
- 4. 2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ ПРИ СБОРКЕ СОЕДИНЕНИЙ С НАТЯГОМ. СПОСОБ УДАРАМИ МОЛОТКА ИЛИ КУВАЛДЫ ОЧИСТИТЬ ПОВЕРХНОСТЬ
- 5. ДАВЛЕНИЕМ СТАЦИОНАРНЫХ ПРЕССОВ ПРИ ВЫПОЛНЕНИИ ПРЕССОВЫХ СОЕДИНЕНИЙ НЕОБХОДИМО: ИЗМЕРИТЬ ФАКТИЧЕСКИЕ РАЗМЕРЫ ДЕТАЛЕЙ И УЗНАТЬ ВЕЛИЧИНУ НАТЯГА;
- 6. СОЕДИНЕНИЕ С НАТЯГОМ ПУТЕМ НАГРЕВА ОХВАТЫВАЮЩЕЙ ДЕТАЛИ ПРИ ВЫПОЛНЕНИИ ГОРЯЧИХ СОЕДИНЕНИЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ НУЖНО: ИЗМЕРИТЬ ФАКТИЧЕСКИЕ
- 7. 3. ЗАДАЧА РАССЧИТАЙТЕ РАЗРЫВНОЕ УСИЛИЕ КАНАТА ДЛЯ ИЗГОТОВЛЕНИЯ КАНАТНОГО СТРОПА ДЛЯ ПОДЪЕМА ТРАВЕРСЫ, (РАСЧЕТ ПРОИЗВЕСТИ ДЛЯ
- 8. БИЛЕТ № 16 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС СБОРКА УЗЛОВ С ПОДШИПНИКАМИ КАЧЕНИЯ. ЗАДАНИЕ 2
- 9. 1. СБОРКА УЗЛОВ С ПОДШИПНИКАМИ КАЧЕНИЯ. СЛАГАЕТСЯ ИЗ СЛЕДУЮЩИХ ОПЕРАЦИЙ: А) ПОДГОТОВКА ПОДШИПНИКОВ И УЗЛОВ К
- 10. НАИБОЛЕЕ ПРОСТО ПОСАДКА ПОДШИПНИКОВ НА ВАЛ И В КОРПУС ВЫПОЛНЯЕТСЯ УДАРАМИ МОЛОТКА. ДЛЯ НАИБОЛЕЕ УПОТРЕБИТЕЛЬНЫХ ПОСАДОК
- 11. 2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ МОСТОВОГО КРАНА. ПОДЪЕМ КРАНА ЦЕЛИКОМ НАВЕРХ — САМЫЙ ПЕРЕДОВОЙ СПОСОБ
- 12. 3. ЗАДАЧА РАССЧИТАЙТЕ РАЗРЫВНОЕ УСИЛИЕ КАНАТА ДЛЯ ИЗГОТОВЛЕНИЯ КАНАТНОГО СТРОПА ДЛЯ КАНТОВАНИЯ КОЖУХА МИКСЕРА, ЕСЛИ ИЗВЕСТНО
- 13. БИЛЕТ № 17 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС СБОРКА ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ. ЗАДАНИЕ 2
- 14. 1. СБОРКА ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ.
- 15. СБОРКА ПЕРЕДАЧ СОСТОИТ ИЗ СЛЕДУЮЩИХ ОПЕРАЦИЙ: УСТАНОВКА ЭЛЕМЕНТОВ ПЕРЕДАЧИ ДРУГ ОТНОСИТЕЛЬНО ДРУГА В ЗАДАННОМ ПОЛОЖЕНИИ; ПРОВЕРКА
- 16. ПРИ СБОРКЕ ПЕРЕДАЧИ УКЛАДКУ ВАЛОВ В ПОДГОТОВЛЕННЫЕ ПОДШИПНИКИ РЕКОМЕНДУЕТСЯ НАЧИНАТЬ С ПОСЛЕДНЕГО ВЕДОМОГО ВАЛА, Т. Е.
- 17. 29.2. ПРОВЕРКА ПРИЛЕГАНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ. ПРОВЕРКА ОСНОВАНА НА ТОМ, ЧТО ПРИ ВЗАИМНОМ ОБКАТЫВАНИИ ЗУБЬЕВ НА
- 18. Рис.29.1. Пятна касания цилиндрических колес: а — нормальное положение пятна на поверхности зуба; б — пятна,
- 19. ПРИ НОРМАЛЬНОМ ЗАЦЕПЛЕНИИ ПЯТНО КАСАНИЯ ДОЛЖНО РАСПОЛАГАТЬСЯ РАВНОМЕРНО ПО ВСЕЙ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБА. ОТКЛОНЕНИЯ ОТ НОРМАЛЬНОГО
- 20. СНАЧАЛА УСТАНАВЛИВАЮТ ХАРАКТЕР НАРУШЕНИЯ ЗАЦЕПЛЕНИЯ. ЕСЛИ НА БОЛЬШИНСТВЕ ЗУБЬЕВ КОЛЁСА ОТПЕЧАТКИ УДОВЛЕТВОРИТЕЛЬНЫ, НО МЕЖДУ НИМИ ВСТРЕЧАЮТСЯ
- 21. 29.3. СУЩЕСТВУЕТ ДВА СПОСОБА ПРОВЕРКИ ЗАЦЕПЛЕНИЯ. ПЕРВЫЙ ИЗ НИХ ОСНОВАН НА ОПРЕДЕЛЕНИИ ПАРАЛЛЕЛЬНОСТИ ОСЕЙ ШЕСТЕРНИ И
- 22. ЭТОТ СПОСОБ ПРОСТ И ДОСТУПЕН, ОДНАКО СЛЕДУЕТ ИМЕТЬ В ВИДУ, ЧТО ДЛЯ ПРОВЕРКИ ТОЧНЫХ И БЫСТРОХОДНЫХ
- 23. Рис.29.2. Проверка параллельности валов зубчатой передачи.
- 24. БОЛЬШИМИ ПРЕИМУЩЕСТВАМИ ОБЛАДАЕТ ВТОРОЙ СПОСОБ (РИС.29.3.). СУЩНОСТЬ СПОСОБА ЗАКЛЮЧАЕТСЯ В СЛЕДУЮЩЕМ. НА ЗУБЬЯ ШЕСТЕРНИ УКЛАДЫВАЮТ НЕ
- 25. Рис.29.3. Проверка зацепления свинцовой проволокой (а) и форма отпечатка (б)
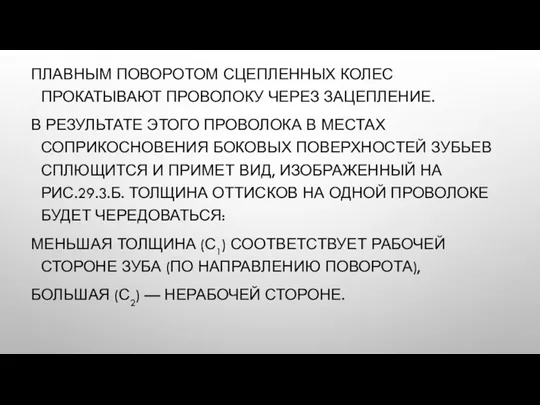
- 26. ПЛАВНЫМ ПОВОРОТОМ СЦЕПЛЕННЫХ КОЛЕС ПРОКАТЫВАЮТ ПРОВОЛОКУ ЧЕРЕЗ ЗАЦЕПЛЕНИЕ. В РЕЗУЛЬТАТЕ ЭТОГО ПРОВОЛОКА В МЕСТАХ СОПРИКОСНОВЕНИЯ БОКОВЫХ
- 27. Рис.29.3. Распределение замеров свинцовыми отпечатками при скрещивании (а) и непараллельности (б) осей передачи.
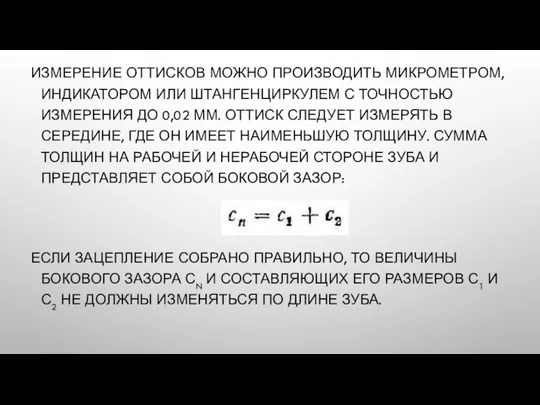
- 28. ИЗМЕРЕНИЕ ОТТИСКОВ МОЖНО ПРОИЗВОДИТЬ МИКРОМЕТРОМ, ИНДИКАТОРОМ ИЛИ ШТАНГЕНЦИРКУЛЕМ С ТОЧНОСТЬЮ ИЗМЕРЕНИЯ ДО 0,02 ММ. ОТТИСК СЛЕДУЕТ
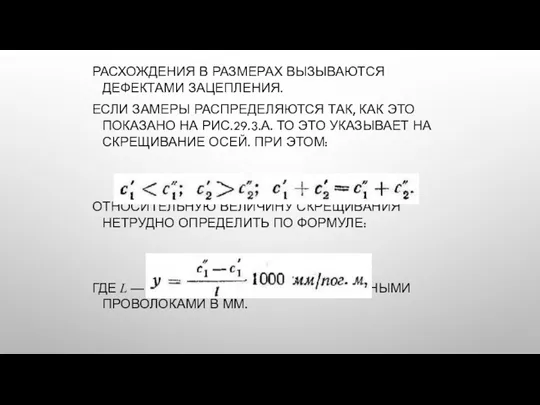
- 29. РАСХОЖДЕНИЯ В РАЗМЕРАХ ВЫЗЫВАЮТСЯ ДЕФЕКТАМИ ЗАЦЕПЛЕНИЯ. ЕСЛИ ЗАМЕРЫ РАСПРЕДЕЛЯЮТСЯ ТАК, КАК ЭТО ПОКАЗАНО НА РИС.29.3.А. ТО
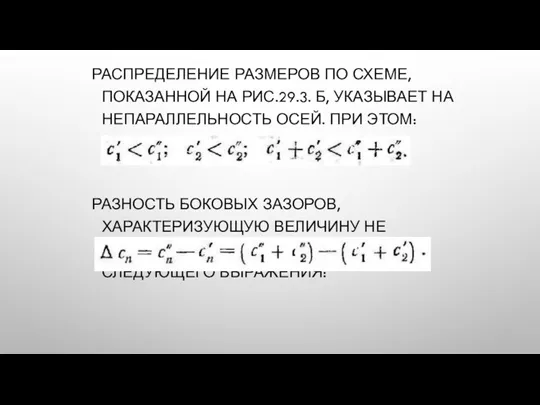
- 30. РАСПРЕДЕЛЕНИЕ РАЗМЕРОВ ПО СХЕМЕ, ПОКАЗАННОЙ НА РИС.29.3. Б, УКАЗЫВАЕТ НА НЕПАРАЛЛЕЛЬНОСТЬ ОСЕЙ. ПРИ ЭТОМ: РАЗНОСТЬ БОКОВЫХ
- 31. ИЗ СХЕМЫ ЗАЦЕПЛЕНИЯ НА РИС.29.3.Б. ВИДНО, ЧТО ДЛЯ ДОСТИЖЕНИЯ БЕЗЗАЗОРНОГО ЗАЦЕПЛЕНИЯ ШЕСТЕРНЮ И КОЛЕСО НУЖНО СБЛИЗИТЬ
- 32. СЛЕДОВАТЕЛЬНО, ДЛЯ ИСПРАВЛЕНИЯ НЕПАРАЛЛЕЛЬНОСТИ ОСЕЙ НУЖНО В СЕЧЕНИИ, В КОТОРОМ ИЗМЕРЕН БОЛЬШИЙ БОКОВОЙ ЗАЗОР, СБЛИЗИТЬ ОСИ
- 33. ИЗМЕРЕННЫЕ И ВЫЧИСЛЕННЫЕ ЗНАЧЕНИЯ МЕЖЦЕНТРОВОГО РАССТОЯНИЯ, ПЕРЕКОСА И НЕПАРАЛЛЕЛЬНОСТИ ОСЕЙ И БОКОВОГО ЗАЗОРА НЕОБХОДИМО СОПОСТАВИТЬ С
- 34. ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ НА МОНТАЖЕ ПОЧТИ НИКОГДА НЕ СОБИРАЮТ, ТАК КАК БОЛЬШИНСТВО ИХ ПРОХОДИТ СБОРКУ НА ЗАВОДЕ-ИЗГОТОВИТЕЛЕ.
- 35. ФОРМА НОРМАЛЬНОГО ПЯТНА КАСАНИЯ ПОКАЗАНА НА РИС.29.4, А. УСТАНОВИВШАЯСЯ ТЕМПЕРАТУРА ПЕРЕДАЧИ НE ДОЛЖНА ПРЕВЫШАТЬ ДЛЯ ПЕРЕДАЧ
- 36. Рис.29.4. Сборка червячных передач: a—пятно касания при правильном зацеплении; б — установка элементов передачи.
- 37. КОНТРОЛЬ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ НА МОНТАЖЕ ОСУЩЕСТВЛЯЕТСЯ ПО СЛЕДУЮЩИМ ЭЛЕМЕНТАМ: А) ПО БОКОВОМУ ЗАЗОРУ, ОПРЕДЕЛЯЕМОМУ В ОСЕВОМ
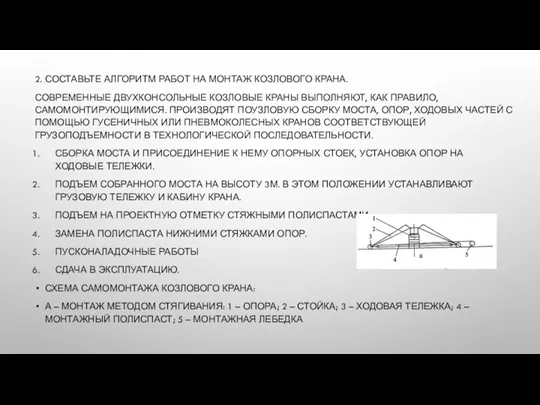
- 38. 2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ КОЗЛОВОГО КРАНА. СОВРЕМЕННЫЕ ДВУХКОНСОЛЬНЫЕ КОЗЛОВЫЕ КРАНЫ ВЫПОЛНЯЮТ, КАК ПРАВИЛО, САМОМОНТИРУЮЩИМИСЯ.
- 39. ТРЕБУЕТСЯ ОПРЕДЕЛИТЬ МОНТАЖНЫЕ ХАРАКТЕРИСТИКИ КРАНА (ГРУЗОПОДЪЕМНОСТЬ, ВЫСОТУ ПОДЪЕМА, ВЫЛЕТ СТРЕЛЫ, ДЛИНУ СТРЕЛЫ) ДЛЯ МОНТАЖА АППАРАТА МАССОЙ
- 40. БИЛЕТ № 18 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС СБОРКА КОЛОДОЧНЫХ ТОРМОЗОВ. ЗАДАНИЕ 2 . ВЫПОЛНИТЬ
- 41. 1. СБОРКА КОЛОДОЧНЫХ ТОРМОЗОВ ПЕРЕД НАЧАЛОМ МОНТАЖА НУЖНО ВНИМАТЕЛЬНО ОЗНАКОМИТЬСЯ С КОНСТРУКЦИЕЙ МОНТИРУЕМОГО ТОРМОЗА И ПРЕДСТАВИТЬ
- 42. ПОДВИЖНЫЕ СУХАРИ, ПЕРЕМЕЩАЮЩИЕСЯ В ПАЗАХ, ТАКЖЕ СЛЕДУЕТ ПРОВЕРИТЬ НА ПРИЛЕГАНИЕ И ЗАЗОР. ПЕРЕД СБОРКОЙ ВСЕ ШАРНИРНЫЕ
- 43. ОДНОВРЕМЕННО С ЭТИМ СЛЕДЯТ, ЧТОБЫ ОСИ ШАРНИРОВ КОЛОДОЧНЫХ РЫЧАГОВ РАСПОЛАГАЛИСЬ СТРОГО СИММЕТРИЧНО ОТНОСИТЕЛЬНО ОСИ ШКИВА. ОТКЛОНЕНИЯ
- 44. ПРИ ЭТОМ БИЕНИЕ ШКИВА, КОНУСНОСТЬ ИЛИ ОВАЛЬНОСТЬ НЕ ДОЛЖНЫ БЫТЬ БОЛЕЕ 0,0005D, ГДЕ D — ДИАМЕТР
- 45. СОБРАННЫЙ И, ОТРЕГУЛИРОВАННЫЙ ТОРМОЗ НУЖНО НЕСКОЛЬКО РАЗ ОПРОБОВАТЬ БЕЗ НАГРУЗКИ И С НАГРУЗКОЙ, А ЗАТЕМ ЕЩЕ
- 46. 2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ БАШЕННОГО КРАНА.
- 47. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ УКЛАДЫВАЮТ КРАНОВЫЕ ПУТИ; ВЫПОЛНЯЮТ ЗАЗЕМЛЕНИЕ И ПОДВОД ЭЛЕКТРОЭНЕРГИИ К МЕСТУ УСТАНОВКИ КРАНА; ПОДГОТАВЛИВАЮТ НЕОБХОДИМОЕ
- 48. УСТРОЙСТВО ВЪЕЗДОВ НА КРАНОВЫЕ ПУТИ ЗАВИСИТ ОТ СПОСОБА ЗАЕЗДА КРАНА. ЕСЛИ КРАН ЗАВОЗЯТ С ТОРЦА ПУТЕЙ,
- 49. НА ПОДКРАНОВЫХ ПУТЯХ СОБИРАЮТ ХОДОВУЮ ТЕЛЕЖКУ (ПОЛ I) И ЗАКРЕПЛЯЮТ ЕЕ. НИЖНЮЮ СЕКЦИЮ БАШНИ СОЕДИНЯЮТ С
- 50. ДАЛЕЕ ПРОИЗВОДЯТ ПОДЪЕМ БАШНИ (ПОЛ III). СТРЕЛА В ЭТОМ ПОЛОЖЕНИИ СЛУЖИТ УПОРОМ И ПОДНИМАЕТСЯ БАШНЯ. ПЕРЕД
- 51. ТРЕБУЕТСЯ ОПРЕДЕЛИТЬ МОНТАЖНЫЕ ХАРАКТЕРИСТИКИ КРАНА (ГРУЗОПОДЪЕМНОСТЬ, ВЫСОТУ ПОДЪЕМА, ВЫЛЕТ СТРЕЛЫ, ДЛИНУ СТРЕЛЫ) ДЛЯ МОНТАЖА АППАРАТА МАССОЙ
- 52. БИЛЕТ № 19 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ. ЗАДАНИЕ 2 .
- 53. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ. СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ ШИРОКО ПРИМЕНЯЮТ КАК САМОСТОЯТЕЛЬНЫЙ ПРИ ВОССТАНОВЛЕНИИ НАПРАВЛЯЮЩИХ
- 54. СОПРЯЖЕНИЕ ДЕТАЛЕЙ ЗАТЕМ ВОССТАНАВЛИВАЮТ ВВЕДЕНИЕМ ГОТОВОЙ ИЛИ ИЗГОТОВЛЕННОЙ ЗАНОВО ДЕТАЛИ КОМПЕНСАТОРА, ОБЕСПЕЧИВАЯ ПЕРВОНАЧАЛЬНЫЕ (НОМИНАЛЬНЫЕ) ПОСАДКИ. ПРИМЕНЕНИЕ
- 55. СПОСОБ РЕМОНТНЫХ РАЗМЕРОВ ПРИМЕНЯЕТСЯ НЕ ТОЛЬКО ДЛЯ ПРОСТЫХ ДЕТАЛЕЙ ТИПА ВАЛ—ВТУЛКА, ПОРШЕНЬ—ГИЛЬЗА, НО И ДЛЯ ДЕТАЛЕЙ
- 56. НЕДОСТАТКОМ СИСТЕМЫ СВОБОДНЫХ РЕМОНТНЫХ РАЗМЕРОВ ЯВЛЯЕТСЯ НЕВОЗМОЖНОСТЬ ЗАРАНЕЕ ИЗГОТОВИТЬ В ОКОНЧАТЕЛЬНО ОБРАБОТАННОМ ВИДЕ ЗАПАСНЫЕ ДЕТАЛИ, КОТОРЫЕ
- 57. 2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ РЕЗЕРВУАРА. ПОДГОТОВКА ФУНДАМЕНТА. УСТАНОВКА ДНИЩА. УСТАНОВКА СТЕНКИ РЕЗЕРВУАРА. УСТАНОВКА ЗАПОРНО
- 58. БИЛЕТ № 20 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СВАРКОЙ И НАПЛАВКОЙ. ЗАДАНИЕ 2
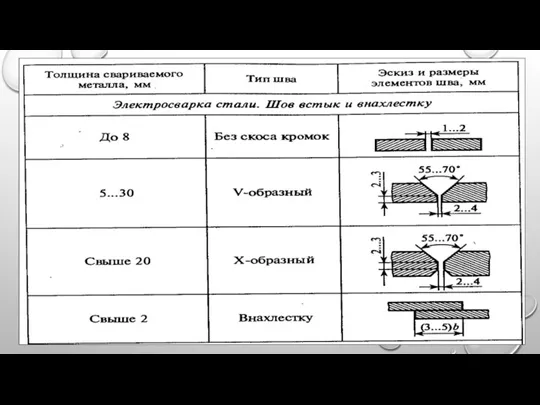
- 59. 1. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СВАРКОЙ И НАПЛАВКОЙ. СВАРКА ПРИМЕНЯЕТСЯ КАК СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ, А ТАКЖЕ ДЛЯ
- 60. табл. 23.1
- 62. ДЕТАЛИ ИЗ СТАЛИ СВАРИВАЮТ В ОСНОВНОМ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ МЕТАЛЛИЧЕСКИМИ ЭЛЕКТРОДАМИ. ЭЛЕКТРОДЫ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПРЕДСТАВЛЯЮТ
- 63. ПОКРЫТИЯ ПОВЫШАЮТ УСТОЙЧИВОСТЬ ГОРЕНИЯ ДУГИ, ПОЭТОМУ ИХ НАЗЫВАЮТ ИОНИЗИРУЮЩИМИ. ОНИ СОСТОЯТ ИЗ МЕЛА, ПОТАША, КАЛИЕВОЙ СЕЛИТРЫ,
- 64. ПРИ НАПЛАВКЕ БОЛЬШОГО КОЛИЧЕСТВА МЕТАЛЛА НА НЕБОЛЬШОЙ УЧАСТОК ДЛЯ ПРЕДОТВРАЩЕНИЯ НАГРЕВА ВСЕЙ ДЕТАЛИ ЕЕ ПОГРУЖАЮТ В
- 65. ПОСЛЕ ЭТОГО ПОВЕРХНОСТЬ ОБЕЗЖИРИВАЮТ РАСТВОРОМ КАУСТИЧЕСКОЙ СОДЫ И ТЩАТЕЛЬНО ПРОМЫВАЮТ. НАПЛАВОЧНЫЕ МАТЕРИАЛЫ НАНОСЯТСЯ НА ИЗДЕЛИЯ ТОНКИМИ
- 66. НАИБОЛЬШЕЕ РАСПРОСТРАНЕНИЕ ПОЛУЧИЛА ЭЛЕКТРОДУГОВАЯ НАПЛАВКА. ОНА ОБЕСПЕЧИВАЕТ ХОРОШЕЕ КАЧЕСТВО НАПЛАВЛЕННОГО МЕТАЛЛА, ЭКОНОМИЧНА И ПОЗВОЛЯЕТ АВТОМАТИЗИРОВАТЬ ПРОЦЕСС.
- 67. 23.3. ВИБРОДУГОВАЯ НАПЛАВКА. ЭТОТ МЕТОД ПОЗВОЛЯЕТ НАРАЩИВАТЬ СЛОЙ ДО 4 ММ. ЕГО СУЩНОСТЬ ЗАКЛЮЧАЕТСЯ В ТОМ,
- 68. ВОССТАНОВЛЕНИЕ ВАЛОВ, ФЛАНЦЕВ И ДРУГИХ ДЕТАЛЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ ВИБРОДУГОВОЙ НАПЛАВКОЙ ВОЗМОЖНО НА ТОКАРНОМ СТАНКЕ НА
- 69. 2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ ЩЕКОВОЙ ДРОБИЛКИ. ПРИЕМКА ФУНДАМЕНТА ДРОБИЛКИ. УСТАНОВКА РАМЫ. УСТАНОВКА СТАНИНЫ С
- 70. БИЛЕТ № 21 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕТАЛЛИЗАЦИЕЙ.. ЗАДАНИЕ 2 . ВЫПОЛНИТЬ
- 71. 1. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕТАЛЛИЗАЦИЕЙ. МЕТАЛЛИЗАЦИЕЙ НАЗЫВАЕТСЯ ПРОЦЕСС НАНЕСЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА НА ПОВЕРХНОСТЬ ДЕТАЛИ ПУТЕМ НАПЫЛЕНИЯ. СУЩНОСТЬ
- 72. МЕТАЛЛИЗАЦИЯ ШИРОКО ПРИМЕНЯЕТСЯ В РЕМОНТНОЙ ПРАКТИКЕ, ТАК КАК ПОЗВОЛЯЕТ ПОЛУЧИТЬ ПОКРЫТИЕ ТОЛЩИНОЙ ДО 8 ММ. ПРОЧНОСТЬ
- 73. ПОВЕРХНОСТЬ ДЕТАЛИ ДОЛЖНА БЫТЬ ШЕРОХОВАТОЙ ДЛЯ ЛУЧШЕГО СЦЕПЛЕНИЯ ЧАСТИЦ НАПЫЛЕННОГО МЕТАЛЛА. НА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЯХ НАРЕЗАЕТСЯ «РВАНАЯ
- 74. РАСПЛАВЛЕННЫЙ ЭЛЕКТРОДУГОЙ МЕТАЛЛ ЭЛЕКТРОДА ПОДАЕТСЯ НА ПОВЕРХНОСТЬ РЕМОНТИРУЕМОЙ ДЕТАЛИ 8. РЕЖИМ РАБОТЫ АППАРАТА: НАПРЯЖЕНИЕ 25.„35 В,
- 75. 2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ ДЫМОСОСА. УСТАНОВКА РАМЫ ДЫМОСОСА И ЭЛЕКТРОДВИГАТЕЛЯ. ВЫВЕРКА РАМЫ. СБОРКА ДЫМОСОСА
- 76. БИЛЕТ № 22 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС РЕМОНТ РЕЗЬБОВЫХ СОЕДИНЕНИЙ. ЗАДАНИЕ 2 . ВЫПОЛНИТЬ
- 77. РЕМОНТ РЕЗЬБОВЫХ СОЕДИНЕНИЙ. ОСНОВНЫМИ ВИДАМИ РЕЗЬБОВЫХ ЯВЛЯЮТСЯ СОЕДИНЕНИЯ БОЛТАМИ, ВИНТАМИ И ШПИЛЬКАМИ. В БОЛТОВОМ СОЕДИНЕНИИ ДЛЯ
- 78. В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ, ОСОБЕННО ВОСПРИНИМАЮЩИХ ВО ВРЕМЯ РАБОТЫ БОЛЬШИЕ ИЛИ ЗНАКОПЕРЕМЕННЫЕ НАГРУЗКИ, ПОВЫШЕННЫЕ ИЗНОСЫ И ПОВРЕЖДЕНИЯ
- 79. Рис. 26.1. Основные виды резьбовых соединений: а — болтовое; б — винтовое; в — с помощью
- 80. РЕЗЬБА РАЗРУШАЕТСЯ ТАКЖЕ ОТ ЧРЕЗМЕРНОЙ ЗАТЯЖКИ ГАЙКИ ИЛИ ВИНТА. ДЕТАЛИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ДОЛЖНЫ ОТВЕЧАТЬ СЛЕДУЮЩИМ ТРЕБОВАНИЯМ:
- 81. НАЛИЧИЕ ФАСКИ НА КОНЦАХ РЕЗЬБОВЫХ ДЕТАЛЕЙ; ОТСУТСТВИЕ СМЯТИЯ ГРАНЕЙ ГАЕК, ГОЛОВОК БОЛТОВ И ВИНТОВ, А ТАКЖЕ
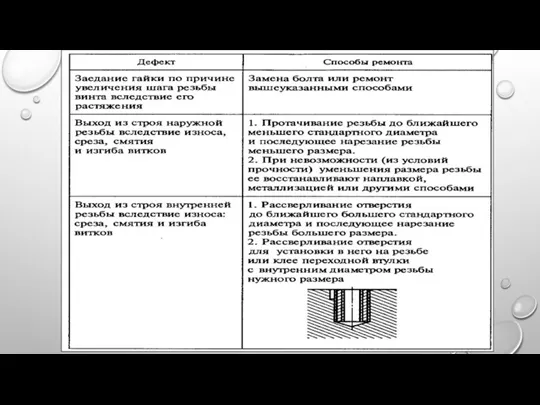
- 82. В ТАБЛ. 26.1. ПРИВЕДЕНЫ ВОЗМОЖНЫЕ ДЕФЕКТЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ И СПОСОБЫ РЕМОНТА ПОСЛЕДНИХ. РЕМОНТУ ПОДВЕРГАЮТ РЕЗЬБЫ, НАРЕЗАННЫЕ
- 83. табл. 26.1
- 85. СБОРКУ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПРОИЗВОДЯТ В СЛЕДУЮЩЕМ ПОРЯДКЕ: ПРИГОНЯЮТ СОЕДИНЯЕМЫЕ ДЕТАЛИ; СОВМЕЩАЮТ ИХ С УСТАНОВКОЙ ПРИ НЕОБХОДИМОСТИ
- 86. 4. СТАВЯТ ШАЙБУ И НАВЕРТЫВАЮТ ГАЙКУ; 5. РЕГУЛИРУЮТ ПОЛОЖЕНИЕ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ И ПРЕДВАРИТЕЛЬНО ЗАТЯГИВАЮТ ГАЙКИ; 6.
- 87. Рис. 26.2. Способы стопорения крепежных деталей: и — приваркой головки резьбового стержня к гайке; к —
- 88. 2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ ШЛАМОУЛАВЛИВАТЕЛЯ. СБОРКА ЦАРГ ШЛАМОУЛАВЛИВАТЕЛЯ ИЗ СЕГМЕНТОВ НА СТЕНДЕ. ПОСЛЕ СБОРКИ
- 89. БИЛЕТ № 23 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС РЕМОНТ ШПОНОЧНЫХ И ШЛИЦЕВЫХ СОЕДИНЕНИЙ ЗАДАНИЕ 2
- 90. БИЛЕТ № 24 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС РЕМОНТ ВАЛОВ. ЗАДАНИЕ 2 . ВЫПОЛНИТЬ ПРЕДЛОЖЕННОЕ
- 91. БИЛЕТ № 25 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС РЕМОНТ ШКИВОВ И РЕМЕННЫХ ПЕРЕДАЧ. ЗАДАНИЕ 2
- 92. БИЛЕТ № 26 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС РЕМОНТ ДЕТАЛЕЙ ЗУБЧАТЫХ И ЦЕПНЫХ ПЕРЕДАЧ. ЗАДАНИЕ
- 93. БИЛЕТ № 27 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС РЕМОНТ ДЕТАЛЕЙ ПЕРЕДАЧ «ВИНТ—ГАЙКА». ЗАДАНИЕ 2 .
- 94. БИЛЕТ № 28 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС РЕМОНТ ДЕТАЛЕЙ ПОРШНЕВЫХ И КРИВОШИПНО-ШАТУННЫХ МЕХАНИЗМОВ. ЗАДАНИЕ
- 95. БИЛЕТ №29 ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС РЕМОНТ ДЕТАЛЕЙ КУЛИСНОГО МЕХАНИЗМА. ЗАДАНИЕ 2 . ВЫПОЛНИТЬ
- 97. Скачать презентацию
1. СБОРКА ГЛУХИХ И ПОДВИЖНЫХ МУФТ.
ПОСТОЯННЫЕ МУФТЫ ДЕЛЯТСЯ НА ГЛУХИЕ МУФТЫ,
1. СБОРКА ГЛУХИХ И ПОДВИЖНЫХ МУФТ.
ПОСТОЯННЫЕ МУФТЫ ДЕЛЯТСЯ НА ГЛУХИЕ МУФТЫ,
СБОРКА ДРУГИХ ТИПОВ МУФТ ИМЕЕТ МНОГО ОБЩЕГО И В ОСНОВНОМ СЛАГАЕТСЯ
СБОРКА ДРУГИХ ТИПОВ МУФТ ИМЕЕТ МНОГО ОБЩЕГО И В ОСНОВНОМ СЛАГАЕТСЯ
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ ПРИ СБОРКЕ СОЕДИНЕНИЙ С НАТЯГОМ.
СПОСОБ УДАРАМИ МОЛОТКА
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ ПРИ СБОРКЕ СОЕДИНЕНИЙ С НАТЯГОМ.
СПОСОБ УДАРАМИ МОЛОТКА
ДАВЛЕНИЕМ СТАЦИОНАРНЫХ ПРЕССОВ
ПРИ ВЫПОЛНЕНИИ ПРЕССОВЫХ СОЕДИНЕНИЙ НЕОБХОДИМО:
ИЗМЕРИТЬ ФАКТИЧЕСКИЕ РАЗМЕРЫ ДЕТАЛЕЙ
ДАВЛЕНИЕМ СТАЦИОНАРНЫХ ПРЕССОВ
ПРИ ВЫПОЛНЕНИИ ПРЕССОВЫХ СОЕДИНЕНИЙ НЕОБХОДИМО:
ИЗМЕРИТЬ ФАКТИЧЕСКИЕ РАЗМЕРЫ ДЕТАЛЕЙ
СОЕДИНЕНИЕ С НАТЯГОМ ПУТЕМ НАГРЕВА ОХВАТЫВАЮЩЕЙ ДЕТАЛИ
ПРИ ВЫПОЛНЕНИИ ГОРЯЧИХ СОЕДИНЕНИЙ ЦИЛИНДРИЧЕСКИХ
СОЕДИНЕНИЕ С НАТЯГОМ ПУТЕМ НАГРЕВА ОХВАТЫВАЮЩЕЙ ДЕТАЛИ
ПРИ ВЫПОЛНЕНИИ ГОРЯЧИХ СОЕДИНЕНИЙ ЦИЛИНДРИЧЕСКИХ
3. ЗАДАЧА
РАССЧИТАЙТЕ РАЗРЫВНОЕ УСИЛИЕ КАНАТА ДЛЯ ИЗГОТОВЛЕНИЯ КАНАТНОГО СТРОПА ДЛЯ ПОДЪЕМА
3. ЗАДАЧА
РАССЧИТАЙТЕ РАЗРЫВНОЕ УСИЛИЕ КАНАТА ДЛЯ ИЗГОТОВЛЕНИЯ КАНАТНОГО СТРОПА ДЛЯ ПОДЪЕМА
БИЛЕТ № 16
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
СБОРКА УЗЛОВ С ПОДШИПНИКАМИ
БИЛЕТ № 16
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
СБОРКА УЗЛОВ С ПОДШИПНИКАМИ
1. СБОРКА УЗЛОВ С ПОДШИПНИКАМИ КАЧЕНИЯ.
СЛАГАЕТСЯ ИЗ СЛЕДУЮЩИХ ОПЕРАЦИЙ:
А) ПОДГОТОВКА ПОДШИПНИКОВ
1. СБОРКА УЗЛОВ С ПОДШИПНИКАМИ КАЧЕНИЯ.
СЛАГАЕТСЯ ИЗ СЛЕДУЮЩИХ ОПЕРАЦИЙ:
А) ПОДГОТОВКА ПОДШИПНИКОВ
НАИБОЛЕЕ ПРОСТО ПОСАДКА ПОДШИПНИКОВ НА ВАЛ И В КОРПУС ВЫПОЛНЯЕТСЯ УДАРАМИ
НАИБОЛЕЕ ПРОСТО ПОСАДКА ПОДШИПНИКОВ НА ВАЛ И В КОРПУС ВЫПОЛНЯЕТСЯ УДАРАМИ
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ МОСТОВОГО КРАНА.
ПОДЪЕМ КРАНА ЦЕЛИКОМ НАВЕРХ
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ МОСТОВОГО КРАНА.
ПОДЪЕМ КРАНА ЦЕЛИКОМ НАВЕРХ
3. ЗАДАЧА
РАССЧИТАЙТЕ РАЗРЫВНОЕ УСИЛИЕ КАНАТА ДЛЯ ИЗГОТОВЛЕНИЯ КАНАТНОГО СТРОПА ДЛЯ КАНТОВАНИЯ
3. ЗАДАЧА
РАССЧИТАЙТЕ РАЗРЫВНОЕ УСИЛИЕ КАНАТА ДЛЯ ИЗГОТОВЛЕНИЯ КАНАТНОГО СТРОПА ДЛЯ КАНТОВАНИЯ
БИЛЕТ № 17
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
СБОРКА ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ
БИЛЕТ № 17
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
СБОРКА ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ
1. СБОРКА ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ.
1. СБОРКА ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ.
СБОРКА ПЕРЕДАЧ СОСТОИТ ИЗ СЛЕДУЮЩИХ ОПЕРАЦИЙ:
УСТАНОВКА ЭЛЕМЕНТОВ ПЕРЕДАЧИ ДРУГ ОТНОСИТЕЛЬНО
СБОРКА ПЕРЕДАЧ СОСТОИТ ИЗ СЛЕДУЮЩИХ ОПЕРАЦИЙ:
УСТАНОВКА ЭЛЕМЕНТОВ ПЕРЕДАЧИ ДРУГ ОТНОСИТЕЛЬНО
ПРИ СБОРКЕ ПЕРЕДАЧИ УКЛАДКУ ВАЛОВ В ПОДГОТОВЛЕННЫЕ ПОДШИПНИКИ РЕКОМЕНДУЕТСЯ НАЧИНАТЬ С
ПРИ СБОРКЕ ПЕРЕДАЧИ УКЛАДКУ ВАЛОВ В ПОДГОТОВЛЕННЫЕ ПОДШИПНИКИ РЕКОМЕНДУЕТСЯ НАЧИНАТЬ С
29.2. ПРОВЕРКА ПРИЛЕГАНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ.
ПРОВЕРКА ОСНОВАНА НА ТОМ, ЧТО
29.2. ПРОВЕРКА ПРИЛЕГАНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ.
ПРОВЕРКА ОСНОВАНА НА ТОМ, ЧТО

Рис.29.1. Пятна касания цилиндрических колес:
а — нормальное положение пятна на поверхности
Рис.29.1. Пятна касания цилиндрических колес:
а — нормальное положение пятна на поверхности
ПРИ НОРМАЛЬНОМ ЗАЦЕПЛЕНИИ ПЯТНО КАСАНИЯ ДОЛЖНО РАСПОЛАГАТЬСЯ РАВНОМЕРНО ПО ВСЕЙ РАБОЧЕЙ
ПРИ НОРМАЛЬНОМ ЗАЦЕПЛЕНИИ ПЯТНО КАСАНИЯ ДОЛЖНО РАСПОЛАГАТЬСЯ РАВНОМЕРНО ПО ВСЕЙ РАБОЧЕЙ
СНАЧАЛА УСТАНАВЛИВАЮТ ХАРАКТЕР НАРУШЕНИЯ ЗАЦЕПЛЕНИЯ.
ЕСЛИ НА БОЛЬШИНСТВЕ ЗУБЬЕВ КОЛЁСА ОТПЕЧАТКИ
СНАЧАЛА УСТАНАВЛИВАЮТ ХАРАКТЕР НАРУШЕНИЯ ЗАЦЕПЛЕНИЯ.
ЕСЛИ НА БОЛЬШИНСТВЕ ЗУБЬЕВ КОЛЁСА ОТПЕЧАТКИ
29.3. СУЩЕСТВУЕТ ДВА СПОСОБА ПРОВЕРКИ ЗАЦЕПЛЕНИЯ.
ПЕРВЫЙ ИЗ НИХ ОСНОВАН НА
29.3. СУЩЕСТВУЕТ ДВА СПОСОБА ПРОВЕРКИ ЗАЦЕПЛЕНИЯ.
ПЕРВЫЙ ИЗ НИХ ОСНОВАН НА
ЭТОТ СПОСОБ ПРОСТ И ДОСТУПЕН, ОДНАКО СЛЕДУЕТ ИМЕТЬ В ВИДУ, ЧТО
ЭТОТ СПОСОБ ПРОСТ И ДОСТУПЕН, ОДНАКО СЛЕДУЕТ ИМЕТЬ В ВИДУ, ЧТО
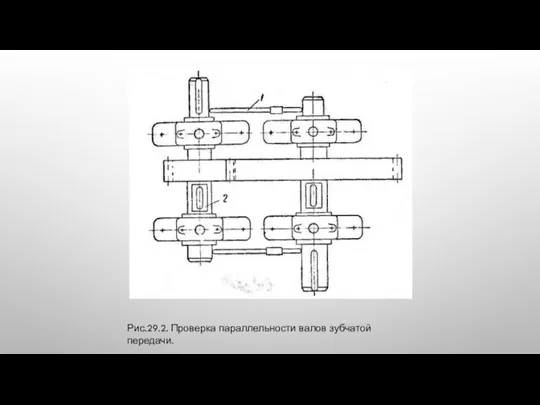
Рис.29.2. Проверка параллельности валов зубчатой передачи.
Рис.29.2. Проверка параллельности валов зубчатой передачи.
БОЛЬШИМИ ПРЕИМУЩЕСТВАМИ ОБЛАДАЕТ ВТОРОЙ СПОСОБ (РИС.29.3.). СУЩНОСТЬ СПОСОБА ЗАКЛЮЧАЕТСЯ В СЛЕДУЮЩЕМ.
БОЛЬШИМИ ПРЕИМУЩЕСТВАМИ ОБЛАДАЕТ ВТОРОЙ СПОСОБ (РИС.29.3.). СУЩНОСТЬ СПОСОБА ЗАКЛЮЧАЕТСЯ В СЛЕДУЮЩЕМ.
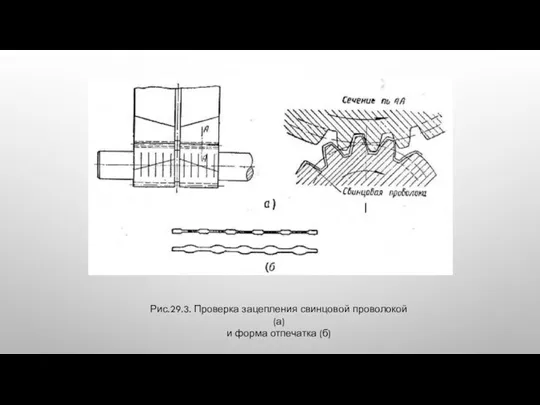
Рис.29.3. Проверка зацепления свинцовой проволокой (а)
и форма отпечатка (б)
Рис.29.3. Проверка зацепления свинцовой проволокой (а)
и форма отпечатка (б)
ПЛАВНЫМ ПОВОРОТОМ СЦЕПЛЕННЫХ КОЛЕС ПРОКАТЫВАЮТ ПРОВОЛОКУ ЧЕРЕЗ ЗАЦЕПЛЕНИЕ.
В РЕЗУЛЬТАТЕ ЭТОГО
ПЛАВНЫМ ПОВОРОТОМ СЦЕПЛЕННЫХ КОЛЕС ПРОКАТЫВАЮТ ПРОВОЛОКУ ЧЕРЕЗ ЗАЦЕПЛЕНИЕ.
В РЕЗУЛЬТАТЕ ЭТОГО
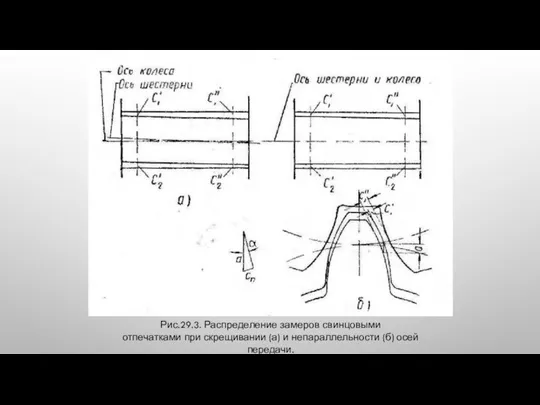
Рис.29.3. Распределение замеров свинцовыми
отпечатками при скрещивании (а) и непараллельности (б)
Рис.29.3. Распределение замеров свинцовыми
отпечатками при скрещивании (а) и непараллельности (б)
ИЗМЕРЕНИЕ ОТТИСКОВ МОЖНО ПРОИЗВОДИТЬ МИКРОМЕТРОМ, ИНДИКАТОРОМ ИЛИ ШТАНГЕНЦИРКУЛЕМ С ТОЧНОСТЬЮ ИЗМЕРЕНИЯ
ИЗМЕРЕНИЕ ОТТИСКОВ МОЖНО ПРОИЗВОДИТЬ МИКРОМЕТРОМ, ИНДИКАТОРОМ ИЛИ ШТАНГЕНЦИРКУЛЕМ С ТОЧНОСТЬЮ ИЗМЕРЕНИЯ
РАСХОЖДЕНИЯ В РАЗМЕРАХ ВЫЗЫВАЮТСЯ ДЕФЕКТАМИ ЗАЦЕПЛЕНИЯ.
ЕСЛИ ЗАМЕРЫ РАСПРЕДЕЛЯЮТСЯ ТАК, КАК ЭТО
РАСХОЖДЕНИЯ В РАЗМЕРАХ ВЫЗЫВАЮТСЯ ДЕФЕКТАМИ ЗАЦЕПЛЕНИЯ.
ЕСЛИ ЗАМЕРЫ РАСПРЕДЕЛЯЮТСЯ ТАК, КАК ЭТО
РАСПРЕДЕЛЕНИЕ РАЗМЕРОВ ПО СХЕМЕ, ПОКАЗАННОЙ НА РИС.29.3. Б, УКАЗЫВАЕТ НА НЕПАРАЛЛЕЛЬНОСТЬ
РАСПРЕДЕЛЕНИЕ РАЗМЕРОВ ПО СХЕМЕ, ПОКАЗАННОЙ НА РИС.29.3. Б, УКАЗЫВАЕТ НА НЕПАРАЛЛЕЛЬНОСТЬ
ИЗ СХЕМЫ ЗАЦЕПЛЕНИЯ НА РИС.29.3.Б. ВИДНО, ЧТО ДЛЯ ДОСТИЖЕНИЯ БЕЗЗАЗОРНОГО ЗАЦЕПЛЕНИЯ
ИЗ СХЕМЫ ЗАЦЕПЛЕНИЯ НА РИС.29.3.Б. ВИДНО, ЧТО ДЛЯ ДОСТИЖЕНИЯ БЕЗЗАЗОРНОГО ЗАЦЕПЛЕНИЯ
СЛЕДОВАТЕЛЬНО, ДЛЯ ИСПРАВЛЕНИЯ НЕПАРАЛЛЕЛЬНОСТИ ОСЕЙ НУЖНО В СЕЧЕНИИ, В КОТОРОМ ИЗМЕРЕН
СЛЕДОВАТЕЛЬНО, ДЛЯ ИСПРАВЛЕНИЯ НЕПАРАЛЛЕЛЬНОСТИ ОСЕЙ НУЖНО В СЕЧЕНИИ, В КОТОРОМ ИЗМЕРЕН
ИЗМЕРЕННЫЕ И ВЫЧИСЛЕННЫЕ ЗНАЧЕНИЯ МЕЖЦЕНТРОВОГО РАССТОЯНИЯ, ПЕРЕКОСА И НЕПАРАЛЛЕЛЬНОСТИ ОСЕЙ И
ИЗМЕРЕННЫЕ И ВЫЧИСЛЕННЫЕ ЗНАЧЕНИЯ МЕЖЦЕНТРОВОГО РАССТОЯНИЯ, ПЕРЕКОСА И НЕПАРАЛЛЕЛЬНОСТИ ОСЕЙ И
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ НА МОНТАЖЕ ПОЧТИ НИКОГДА НЕ СОБИРАЮТ, ТАК КАК БОЛЬШИНСТВО
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ НА МОНТАЖЕ ПОЧТИ НИКОГДА НЕ СОБИРАЮТ, ТАК КАК БОЛЬШИНСТВО
ФОРМА НОРМАЛЬНОГО ПЯТНА КАСАНИЯ ПОКАЗАНА НА РИС.29.4, А. УСТАНОВИВШАЯСЯ ТЕМПЕРАТУРА ПЕРЕДАЧИ
ФОРМА НОРМАЛЬНОГО ПЯТНА КАСАНИЯ ПОКАЗАНА НА РИС.29.4, А. УСТАНОВИВШАЯСЯ ТЕМПЕРАТУРА ПЕРЕДАЧИ

Рис.29.4. Сборка червячных передач:
a—пятно касания при правильном зацеплении;
б — установка
Рис.29.4. Сборка червячных передач:
a—пятно касания при правильном зацеплении;
б — установка
КОНТРОЛЬ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ НА МОНТАЖЕ ОСУЩЕСТВЛЯЕТСЯ ПО СЛЕДУЮЩИМ ЭЛЕМЕНТАМ:
А) ПО БОКОВОМУ
КОНТРОЛЬ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ НА МОНТАЖЕ ОСУЩЕСТВЛЯЕТСЯ ПО СЛЕДУЮЩИМ ЭЛЕМЕНТАМ:
А) ПО БОКОВОМУ
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ КОЗЛОВОГО КРАНА.
СОВРЕМЕННЫЕ ДВУХКОНСОЛЬНЫЕ КОЗЛОВЫЕ КРАНЫ
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ КОЗЛОВОГО КРАНА.
СОВРЕМЕННЫЕ ДВУХКОНСОЛЬНЫЕ КОЗЛОВЫЕ КРАНЫ
ТРЕБУЕТСЯ ОПРЕДЕЛИТЬ МОНТАЖНЫЕ ХАРАКТЕРИСТИКИ КРАНА (ГРУЗОПОДЪЕМНОСТЬ, ВЫСОТУ ПОДЪЕМА, ВЫЛЕТ СТРЕЛЫ, ДЛИНУ
ТРЕБУЕТСЯ ОПРЕДЕЛИТЬ МОНТАЖНЫЕ ХАРАКТЕРИСТИКИ КРАНА (ГРУЗОПОДЪЕМНОСТЬ, ВЫСОТУ ПОДЪЕМА, ВЫЛЕТ СТРЕЛЫ, ДЛИНУ
БИЛЕТ № 18
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
СБОРКА КОЛОДОЧНЫХ ТОРМОЗОВ.
ЗАДАНИЕ 2
БИЛЕТ № 18
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
СБОРКА КОЛОДОЧНЫХ ТОРМОЗОВ.
ЗАДАНИЕ 2
1. СБОРКА КОЛОДОЧНЫХ ТОРМОЗОВ
ПЕРЕД НАЧАЛОМ МОНТАЖА НУЖНО ВНИМАТЕЛЬНО ОЗНАКОМИТЬСЯ С КОНСТРУКЦИЕЙ
1. СБОРКА КОЛОДОЧНЫХ ТОРМОЗОВ
ПЕРЕД НАЧАЛОМ МОНТАЖА НУЖНО ВНИМАТЕЛЬНО ОЗНАКОМИТЬСЯ С КОНСТРУКЦИЕЙ
ПОДВИЖНЫЕ СУХАРИ, ПЕРЕМЕЩАЮЩИЕСЯ В ПАЗАХ, ТАКЖЕ СЛЕДУЕТ ПРОВЕРИТЬ НА ПРИЛЕГАНИЕ И
ПОДВИЖНЫЕ СУХАРИ, ПЕРЕМЕЩАЮЩИЕСЯ В ПАЗАХ, ТАКЖЕ СЛЕДУЕТ ПРОВЕРИТЬ НА ПРИЛЕГАНИЕ И
ОДНОВРЕМЕННО С ЭТИМ СЛЕДЯТ, ЧТОБЫ ОСИ ШАРНИРОВ КОЛОДОЧНЫХ РЫЧАГОВ РАСПОЛАГАЛИСЬ СТРОГО
ОДНОВРЕМЕННО С ЭТИМ СЛЕДЯТ, ЧТОБЫ ОСИ ШАРНИРОВ КОЛОДОЧНЫХ РЫЧАГОВ РАСПОЛАГАЛИСЬ СТРОГО
ПРИ ЭТОМ БИЕНИЕ ШКИВА, КОНУСНОСТЬ ИЛИ ОВАЛЬНОСТЬ НЕ ДОЛЖНЫ БЫТЬ БОЛЕЕ
ПРИ ЭТОМ БИЕНИЕ ШКИВА, КОНУСНОСТЬ ИЛИ ОВАЛЬНОСТЬ НЕ ДОЛЖНЫ БЫТЬ БОЛЕЕ
СОБРАННЫЙ И, ОТРЕГУЛИРОВАННЫЙ ТОРМОЗ НУЖНО НЕСКОЛЬКО РАЗ ОПРОБОВАТЬ БЕЗ НАГРУЗКИ И
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ БАШЕННОГО КРАНА.
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ БАШЕННОГО КРАНА.
ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
УКЛАДЫВАЮТ КРАНОВЫЕ ПУТИ;
ВЫПОЛНЯЮТ ЗАЗЕМЛЕНИЕ И ПОДВОД ЭЛЕКТРОЭНЕРГИИ К МЕСТУ УСТАНОВКИ
ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
УКЛАДЫВАЮТ КРАНОВЫЕ ПУТИ;
ВЫПОЛНЯЮТ ЗАЗЕМЛЕНИЕ И ПОДВОД ЭЛЕКТРОЭНЕРГИИ К МЕСТУ УСТАНОВКИ
УСТРОЙСТВО ВЪЕЗДОВ НА КРАНОВЫЕ ПУТИ ЗАВИСИТ ОТ СПОСОБА ЗАЕЗДА КРАНА.
ЕСЛИ
УСТРОЙСТВО ВЪЕЗДОВ НА КРАНОВЫЕ ПУТИ ЗАВИСИТ ОТ СПОСОБА ЗАЕЗДА КРАНА.
ЕСЛИ
НА ПОДКРАНОВЫХ ПУТЯХ СОБИРАЮТ ХОДОВУЮ ТЕЛЕЖКУ (ПОЛ I) И ЗАКРЕПЛЯЮТ ЕЕ.
НА ПОДКРАНОВЫХ ПУТЯХ СОБИРАЮТ ХОДОВУЮ ТЕЛЕЖКУ (ПОЛ I) И ЗАКРЕПЛЯЮТ ЕЕ.
ДАЛЕЕ ПРОИЗВОДЯТ ПОДЪЕМ БАШНИ (ПОЛ III). СТРЕЛА В ЭТОМ ПОЛОЖЕНИИ СЛУЖИТ
ДАЛЕЕ ПРОИЗВОДЯТ ПОДЪЕМ БАШНИ (ПОЛ III). СТРЕЛА В ЭТОМ ПОЛОЖЕНИИ СЛУЖИТ
ТРЕБУЕТСЯ ОПРЕДЕЛИТЬ МОНТАЖНЫЕ ХАРАКТЕРИСТИКИ КРАНА (ГРУЗОПОДЪЕМНОСТЬ, ВЫСОТУ ПОДЪЕМА, ВЫЛЕТ СТРЕЛЫ, ДЛИНУ
ТРЕБУЕТСЯ ОПРЕДЕЛИТЬ МОНТАЖНЫЕ ХАРАКТЕРИСТИКИ КРАНА (ГРУЗОПОДЪЕМНОСТЬ, ВЫСОТУ ПОДЪЕМА, ВЫЛЕТ СТРЕЛЫ, ДЛИНУ
БИЛЕТ № 19
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ.
ЗАДАНИЕ
БИЛЕТ № 19
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ.
ЗАДАНИЕ
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ.
СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ ШИРОКО ПРИМЕНЯЮТ КАК
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ.
СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ ШИРОКО ПРИМЕНЯЮТ КАК
СОПРЯЖЕНИЕ ДЕТАЛЕЙ ЗАТЕМ ВОССТАНАВЛИВАЮТ ВВЕДЕНИЕМ ГОТОВОЙ ИЛИ ИЗГОТОВЛЕННОЙ ЗАНОВО ДЕТАЛИ КОМПЕНСАТОРА,
СОПРЯЖЕНИЕ ДЕТАЛЕЙ ЗАТЕМ ВОССТАНАВЛИВАЮТ ВВЕДЕНИЕМ ГОТОВОЙ ИЛИ ИЗГОТОВЛЕННОЙ ЗАНОВО ДЕТАЛИ КОМПЕНСАТОРА,
СПОСОБ РЕМОНТНЫХ РАЗМЕРОВ ПРИМЕНЯЕТСЯ НЕ ТОЛЬКО ДЛЯ ПРОСТЫХ ДЕТАЛЕЙ ТИПА ВАЛ—ВТУЛКА,
СПОСОБ РЕМОНТНЫХ РАЗМЕРОВ ПРИМЕНЯЕТСЯ НЕ ТОЛЬКО ДЛЯ ПРОСТЫХ ДЕТАЛЕЙ ТИПА ВАЛ—ВТУЛКА,
НЕДОСТАТКОМ СИСТЕМЫ СВОБОДНЫХ РЕМОНТНЫХ РАЗМЕРОВ ЯВЛЯЕТСЯ НЕВОЗМОЖНОСТЬ ЗАРАНЕЕ ИЗГОТОВИТЬ В ОКОНЧАТЕЛЬНО
НЕДОСТАТКОМ СИСТЕМЫ СВОБОДНЫХ РЕМОНТНЫХ РАЗМЕРОВ ЯВЛЯЕТСЯ НЕВОЗМОЖНОСТЬ ЗАРАНЕЕ ИЗГОТОВИТЬ В ОКОНЧАТЕЛЬНО
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ РЕЗЕРВУАРА.
ПОДГОТОВКА ФУНДАМЕНТА.
УСТАНОВКА ДНИЩА.
УСТАНОВКА СТЕНКИ РЕЗЕРВУАРА.
УСТАНОВКА
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ РЕЗЕРВУАРА.
ПОДГОТОВКА ФУНДАМЕНТА.
УСТАНОВКА ДНИЩА.
УСТАНОВКА СТЕНКИ РЕЗЕРВУАРА.
УСТАНОВКА
БИЛЕТ № 20
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СВАРКОЙ И
БИЛЕТ № 20
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СВАРКОЙ И
1. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СВАРКОЙ И НАПЛАВКОЙ.
СВАРКА ПРИМЕНЯЕТСЯ КАК СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ
1. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СВАРКОЙ И НАПЛАВКОЙ.
СВАРКА ПРИМЕНЯЕТСЯ КАК СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ
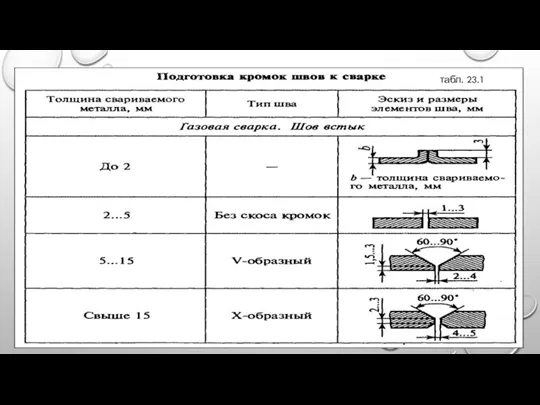
табл. 23.1
табл. 23.1
ДЕТАЛИ ИЗ СТАЛИ СВАРИВАЮТ В ОСНОВНОМ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ МЕТАЛЛИЧЕСКИМИ ЭЛЕКТРОДАМИ.
ЭЛЕКТРОДЫ
ДЕТАЛИ ИЗ СТАЛИ СВАРИВАЮТ В ОСНОВНОМ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ МЕТАЛЛИЧЕСКИМИ ЭЛЕКТРОДАМИ.
ЭЛЕКТРОДЫ
ПОКРЫТИЯ ПОВЫШАЮТ УСТОЙЧИВОСТЬ ГОРЕНИЯ ДУГИ, ПОЭТОМУ ИХ НАЗЫВАЮТ ИОНИЗИРУЮЩИМИ. ОНИ СОСТОЯТ
ПОКРЫТИЯ ПОВЫШАЮТ УСТОЙЧИВОСТЬ ГОРЕНИЯ ДУГИ, ПОЭТОМУ ИХ НАЗЫВАЮТ ИОНИЗИРУЮЩИМИ. ОНИ СОСТОЯТ
ПРИ НАПЛАВКЕ БОЛЬШОГО КОЛИЧЕСТВА МЕТАЛЛА НА НЕБОЛЬШОЙ УЧАСТОК ДЛЯ ПРЕДОТВРАЩЕНИЯ НАГРЕВА
ПРИ НАПЛАВКЕ БОЛЬШОГО КОЛИЧЕСТВА МЕТАЛЛА НА НЕБОЛЬШОЙ УЧАСТОК ДЛЯ ПРЕДОТВРАЩЕНИЯ НАГРЕВА
ПОСЛЕ ЭТОГО ПОВЕРХНОСТЬ ОБЕЗЖИРИВАЮТ РАСТВОРОМ КАУСТИЧЕСКОЙ СОДЫ И ТЩАТЕЛЬНО ПРОМЫВАЮТ.
НАПЛАВОЧНЫЕ МАТЕРИАЛЫ
ПОСЛЕ ЭТОГО ПОВЕРХНОСТЬ ОБЕЗЖИРИВАЮТ РАСТВОРОМ КАУСТИЧЕСКОЙ СОДЫ И ТЩАТЕЛЬНО ПРОМЫВАЮТ.
НАПЛАВОЧНЫЕ МАТЕРИАЛЫ
НАИБОЛЬШЕЕ РАСПРОСТРАНЕНИЕ ПОЛУЧИЛА ЭЛЕКТРОДУГОВАЯ НАПЛАВКА. ОНА ОБЕСПЕЧИВАЕТ ХОРОШЕЕ КАЧЕСТВО НАПЛАВЛЕННОГО МЕТАЛЛА,
НАИБОЛЬШЕЕ РАСПРОСТРАНЕНИЕ ПОЛУЧИЛА ЭЛЕКТРОДУГОВАЯ НАПЛАВКА. ОНА ОБЕСПЕЧИВАЕТ ХОРОШЕЕ КАЧЕСТВО НАПЛАВЛЕННОГО МЕТАЛЛА,
23.3. ВИБРОДУГОВАЯ НАПЛАВКА.
ЭТОТ МЕТОД ПОЗВОЛЯЕТ НАРАЩИВАТЬ СЛОЙ
ДО 4 ММ.
23.3. ВИБРОДУГОВАЯ НАПЛАВКА.
ЭТОТ МЕТОД ПОЗВОЛЯЕТ НАРАЩИВАТЬ СЛОЙ
ДО 4 ММ.
ВОССТАНОВЛЕНИЕ ВАЛОВ, ФЛАНЦЕВ И ДРУГИХ ДЕТАЛЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ ВИБРОДУГОВОЙ НАПЛАВКОЙ
ВОССТАНОВЛЕНИЕ ВАЛОВ, ФЛАНЦЕВ И ДРУГИХ ДЕТАЛЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ ВИБРОДУГОВОЙ НАПЛАВКОЙ
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ ЩЕКОВОЙ ДРОБИЛКИ.
ПРИЕМКА ФУНДАМЕНТА ДРОБИЛКИ.
УСТАНОВКА РАМЫ.
УСТАНОВКА
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ ЩЕКОВОЙ ДРОБИЛКИ.
ПРИЕМКА ФУНДАМЕНТА ДРОБИЛКИ.
УСТАНОВКА РАМЫ.
УСТАНОВКА
БИЛЕТ № 21
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕТАЛЛИЗАЦИЕЙ..
ЗАДАНИЕ 2
БИЛЕТ № 21
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕТАЛЛИЗАЦИЕЙ..
ЗАДАНИЕ 2
1. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕТАЛЛИЗАЦИЕЙ. МЕТАЛЛИЗАЦИЕЙ НАЗЫВАЕТСЯ ПРОЦЕСС НАНЕСЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА НА
1. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕТАЛЛИЗАЦИЕЙ. МЕТАЛЛИЗАЦИЕЙ НАЗЫВАЕТСЯ ПРОЦЕСС НАНЕСЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА НА
МЕТАЛЛИЗАЦИЯ ШИРОКО ПРИМЕНЯЕТСЯ В РЕМОНТНОЙ ПРАКТИКЕ, ТАК КАК ПОЗВОЛЯЕТ ПОЛУЧИТЬ ПОКРЫТИЕ
МЕТАЛЛИЗАЦИЯ ШИРОКО ПРИМЕНЯЕТСЯ В РЕМОНТНОЙ ПРАКТИКЕ, ТАК КАК ПОЗВОЛЯЕТ ПОЛУЧИТЬ ПОКРЫТИЕ
ПОВЕРХНОСТЬ ДЕТАЛИ ДОЛЖНА БЫТЬ ШЕРОХОВАТОЙ ДЛЯ ЛУЧШЕГО СЦЕПЛЕНИЯ ЧАСТИЦ НАПЫЛЕННОГО МЕТАЛЛА.
ПОВЕРХНОСТЬ ДЕТАЛИ ДОЛЖНА БЫТЬ ШЕРОХОВАТОЙ ДЛЯ ЛУЧШЕГО СЦЕПЛЕНИЯ ЧАСТИЦ НАПЫЛЕННОГО МЕТАЛЛА.
РАСПЛАВЛЕННЫЙ ЭЛЕКТРОДУГОЙ МЕТАЛЛ ЭЛЕКТРОДА ПОДАЕТСЯ НА ПОВЕРХНОСТЬ РЕМОНТИРУЕМОЙ ДЕТАЛИ 8.
РЕЖИМ РАБОТЫ
РАСПЛАВЛЕННЫЙ ЭЛЕКТРОДУГОЙ МЕТАЛЛ ЭЛЕКТРОДА ПОДАЕТСЯ НА ПОВЕРХНОСТЬ РЕМОНТИРУЕМОЙ ДЕТАЛИ 8.
РЕЖИМ РАБОТЫ
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ ДЫМОСОСА.
УСТАНОВКА РАМЫ ДЫМОСОСА И ЭЛЕКТРОДВИГАТЕЛЯ.
ВЫВЕРКА
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ ДЫМОСОСА.
УСТАНОВКА РАМЫ ДЫМОСОСА И ЭЛЕКТРОДВИГАТЕЛЯ.
ВЫВЕРКА
БИЛЕТ № 22
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ РЕЗЬБОВЫХ СОЕДИНЕНИЙ.
ЗАДАНИЕ 2
БИЛЕТ № 22
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ РЕЗЬБОВЫХ СОЕДИНЕНИЙ.
ЗАДАНИЕ 2
РЕМОНТ РЕЗЬБОВЫХ СОЕДИНЕНИЙ.
ОСНОВНЫМИ ВИДАМИ РЕЗЬБОВЫХ ЯВЛЯЮТСЯ СОЕДИНЕНИЯ БОЛТАМИ, ВИНТАМИ И ШПИЛЬКАМИ.
РЕМОНТ РЕЗЬБОВЫХ СОЕДИНЕНИЙ.
ОСНОВНЫМИ ВИДАМИ РЕЗЬБОВЫХ ЯВЛЯЮТСЯ СОЕДИНЕНИЯ БОЛТАМИ, ВИНТАМИ И ШПИЛЬКАМИ.
В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ, ОСОБЕННО ВОСПРИНИМАЮЩИХ ВО ВРЕМЯ РАБОТЫ БОЛЬШИЕ ИЛИ ЗНАКОПЕРЕМЕННЫЕ
В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ, ОСОБЕННО ВОСПРИНИМАЮЩИХ ВО ВРЕМЯ РАБОТЫ БОЛЬШИЕ ИЛИ ЗНАКОПЕРЕМЕННЫЕ
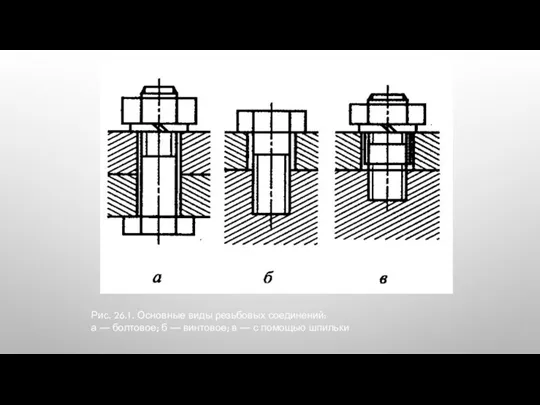
Рис. 26.1. Основные виды резьбовых соединений:
а — болтовое; б — винтовое;
Рис. 26.1. Основные виды резьбовых соединений:
а — болтовое; б — винтовое;
РЕЗЬБА РАЗРУШАЕТСЯ ТАКЖЕ ОТ ЧРЕЗМЕРНОЙ ЗАТЯЖКИ ГАЙКИ ИЛИ ВИНТА.
ДЕТАЛИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
РЕЗЬБА РАЗРУШАЕТСЯ ТАКЖЕ ОТ ЧРЕЗМЕРНОЙ ЗАТЯЖКИ ГАЙКИ ИЛИ ВИНТА.
ДЕТАЛИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
НАЛИЧИЕ ФАСКИ НА КОНЦАХ РЕЗЬБОВЫХ ДЕТАЛЕЙ;
ОТСУТСТВИЕ СМЯТИЯ ГРАНЕЙ ГАЕК, ГОЛОВОК БОЛТОВ
НАЛИЧИЕ ФАСКИ НА КОНЦАХ РЕЗЬБОВЫХ ДЕТАЛЕЙ;
ОТСУТСТВИЕ СМЯТИЯ ГРАНЕЙ ГАЕК, ГОЛОВОК БОЛТОВ
В ТАБЛ. 26.1. ПРИВЕДЕНЫ ВОЗМОЖНЫЕ ДЕФЕКТЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ И СПОСОБЫ РЕМОНТА
В ТАБЛ. 26.1. ПРИВЕДЕНЫ ВОЗМОЖНЫЕ ДЕФЕКТЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ И СПОСОБЫ РЕМОНТА
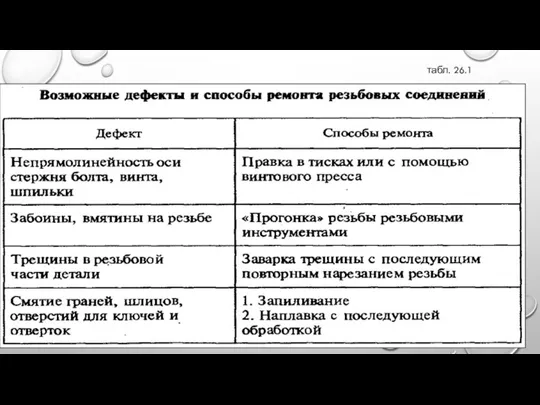
табл. 26.1
табл. 26.1
СБОРКУ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПРОИЗВОДЯТ В СЛЕДУЮЩЕМ ПОРЯДКЕ:
ПРИГОНЯЮТ СОЕДИНЯЕМЫЕ ДЕТАЛИ;
СОВМЕЩАЮТ
СБОРКУ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПРОИЗВОДЯТ В СЛЕДУЮЩЕМ ПОРЯДКЕ:
ПРИГОНЯЮТ СОЕДИНЯЕМЫЕ ДЕТАЛИ;
СОВМЕЩАЮТ
4. СТАВЯТ ШАЙБУ И НАВЕРТЫВАЮТ ГАЙКУ;
5. РЕГУЛИРУЮТ ПОЛОЖЕНИЕ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ И
4. СТАВЯТ ШАЙБУ И НАВЕРТЫВАЮТ ГАЙКУ;
5. РЕГУЛИРУЮТ ПОЛОЖЕНИЕ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ И
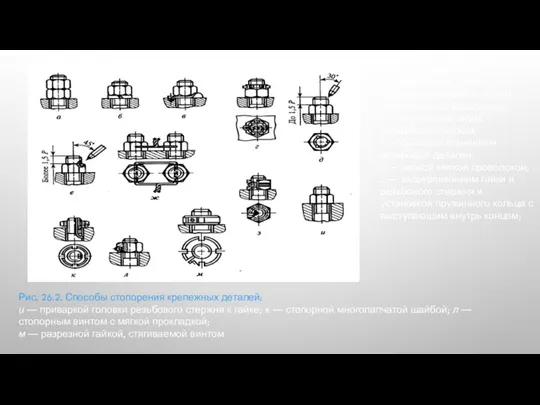
Рис. 26.2. Способы стопорения крепежных деталей:
и — приваркой головки резьбового стержня
Рис. 26.2. Способы стопорения крепежных деталей:
и — приваркой головки резьбового стержня
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ ШЛАМОУЛАВЛИВАТЕЛЯ.
СБОРКА ЦАРГ ШЛАМОУЛАВЛИВАТЕЛЯ ИЗ
2. СОСТАВЬТЕ АЛГОРИТМ РАБОТ НА МОНТАЖ ШЛАМОУЛАВЛИВАТЕЛЯ.
СБОРКА ЦАРГ ШЛАМОУЛАВЛИВАТЕЛЯ ИЗ
БИЛЕТ № 23
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ШПОНОЧНЫХ И ШЛИЦЕВЫХ
БИЛЕТ № 23
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ШПОНОЧНЫХ И ШЛИЦЕВЫХ
БИЛЕТ № 24
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ВАЛОВ.
ЗАДАНИЕ 2 .
БИЛЕТ № 24
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ВАЛОВ.
ЗАДАНИЕ 2 .
БИЛЕТ № 25
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ШКИВОВ И РЕМЕННЫХ
БИЛЕТ № 25
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ШКИВОВ И РЕМЕННЫХ
БИЛЕТ № 26
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ДЕТАЛЕЙ ЗУБЧАТЫХ И
БИЛЕТ № 26
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ДЕТАЛЕЙ ЗУБЧАТЫХ И
БИЛЕТ № 27
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ДЕТАЛЕЙ ПЕРЕДАЧ «ВИНТ—ГАЙКА».
ЗАДАНИЕ
БИЛЕТ № 27
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ДЕТАЛЕЙ ПЕРЕДАЧ «ВИНТ—ГАЙКА».
ЗАДАНИЕ
БИЛЕТ № 28
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ДЕТАЛЕЙ ПОРШНЕВЫХ И
БИЛЕТ № 28
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ДЕТАЛЕЙ ПОРШНЕВЫХ И
БИЛЕТ №29
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ДЕТАЛЕЙ КУЛИСНОГО МЕХАНИЗМА.
ЗАДАНИЕ 2
БИЛЕТ №29
ЗАДАНИЕ 1. ОТВЕТИТЬ НА ТЕОРЕТИЧЕСКИЙ ВОПРОС
РЕМОНТ ДЕТАЛЕЙ КУЛИСНОГО МЕХАНИЗМА.
ЗАДАНИЕ 2
 Влажностное состояние материалов и величины, характеризующие это состояние. Кинетика процессов сушки влажных материалов
Влажностное состояние материалов и величины, характеризующие это состояние. Кинетика процессов сушки влажных материалов II закон Ньютона. 10 класс
II закон Ньютона. 10 класс Грузозахватные устройства и приспособления
Грузозахватные устройства и приспособления Проводники с током в магнитном поле. Лекция 8
Проводники с током в магнитном поле. Лекция 8 Методи дослідження наносистем: спектроскопічні та дифракційні методи
Методи дослідження наносистем: спектроскопічні та дифракційні методи Определение эдс и внутреннего сопротивления источника тока
Определение эдс и внутреннего сопротивления источника тока Зубчатые колёса
Зубчатые колёса Проектирование участка механического цеха для производства детали крышка НПРК 711154.013
Проектирование участка механического цеха для производства детали крышка НПРК 711154.013 Закон Ома для участка цепи, последовательное и параллельное соединение проводников. Решение задач
Закон Ома для участка цепи, последовательное и параллельное соединение проводников. Решение задач Электрический ток в жидкостях и газах. Задачи
Электрический ток в жидкостях и газах. Задачи Механические волны
Механические волны Методы электрофизической и электрохимической обработки поверхностей заготовок
Методы электрофизической и электрохимической обработки поверхностей заготовок Атомно-молекулярное учение
Атомно-молекулярное учение Презентация к уроку по теме Внутренняя энергия и способы ее изменения 8класс
Презентация к уроку по теме Внутренняя энергия и способы ее изменения 8класс Силы в природе. Понятие силы
Силы в природе. Понятие силы Проводники и диэлектрики в электростатическом поле
Проводники и диэлектрики в электростатическом поле Физика в системе естественных наук. Кинематика поступательного движения. (Лекция 1)
Физика в системе естественных наук. Кинематика поступательного движения. (Лекция 1) Нагрев материалов лазерным излучением
Нагрев материалов лазерным излучением Реактивное движение
Реактивное движение Изобретательство на уроках физики. Теория решения изобретательских задач
Изобретательство на уроках физики. Теория решения изобретательских задач Фотоэффект в 11 классе
Фотоэффект в 11 классе Оптика. Матричная теория Гауссовой оптики. (Лекция 6)
Оптика. Матричная теория Гауссовой оптики. (Лекция 6) Термоэлекричество. Термоэлектрические явления
Термоэлекричество. Термоэлектрические явления Устойчивость и коагуляция коллоидных систем
Устойчивость и коагуляция коллоидных систем практическая работа по теме Линзы в 11 классе
практическая работа по теме Линзы в 11 классе Выяснение условия равновесия рычага
Выяснение условия равновесия рычага Урок Рычаги в технике, быту и природе
Урок Рычаги в технике, быту и природе Введение в нанотехнологии и материаловедение
Введение в нанотехнологии и материаловедение