- Готовая Презентация (1)

Содержание
- 2. Турбовальный двигатель ТВ3-117 Турбовальный двигатель ТВ3-117 предназначен для установки на вертолёты. Он является одним из лучших
- 3. Общая схема строения двигателя ТВ3-117
- 4. Конструкция двигателя 1−компрессор; 2−направляющий аппарат; 3−ротор; 4−опора 5−форсунки; 6−свеча зажигания; 7−вал; 8−камера сгорания; 9−турбина компрессора; 10,12−силовые
- 5. Камера сгорания Камера сгорания – один из важнейших элементов газотурбинного двигателя, которая предназначена для организации процесса
- 6. Конструкция камеры сгорания Конструкция камеры сгорания: 1−фланец свечи; 2−свеча зажигания; 3,7−гофры; 4−наружная секция обтекателя; 5−жаровая труба;
- 7. Типы камер сгорания а— индивидуальная (трубчатая); б— трубчато-кольцевая; в— кольцевая
- 8. Жаровая труба Жаровая труба - это один из основных элементов камеры сгорания газотурбинного авиационного двигателя, в
- 9. Конструкция жаровой трубы Жаровая труба состоит из наружной и внутренней стенок и восемнадцати головок. В головки
- 10. В зависимости от камер сгорания жаровые трубы бывают разной конфигурации:
- 11. Причины приводящие к выходу из строя жаровой трубы: - помпажными явлениями в компрессоре; - применением не
- 12. Методы ремонта жаровой трубы ремонта жаровых труб камер сгорания, заключающийся в заварке трещин, образовавшихся на жаровой
- 13. Технология ремонта 1. Контроль (внешнего вида) 2. Разборка узла 3. Очистка 4. Промывка 5. Контроль (размерный,
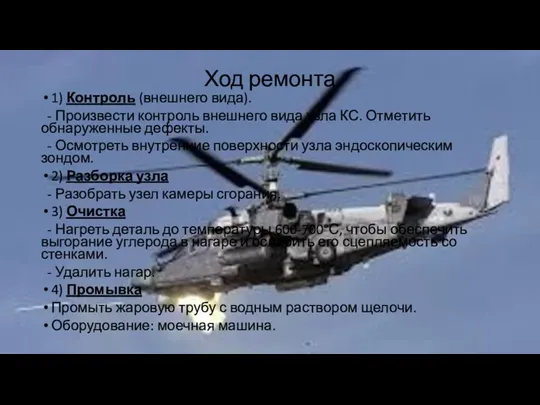
- 14. Ход ремонта 1) Контроль (внешнего вида). - Произвести контроль внешнего вида узла КС. Отметить обнаруженные дефекты.
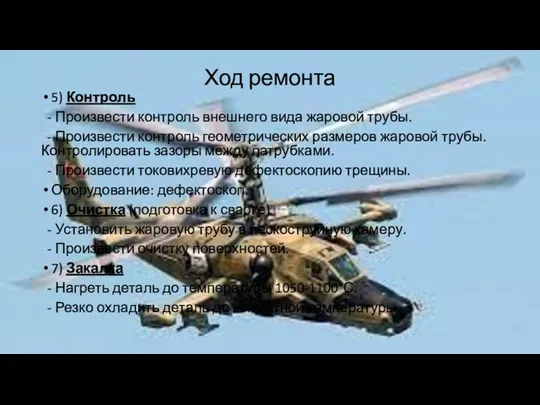
- 15. Ход ремонта 5) Контроль - Произвести контроль внешнего вида жаровой трубы. - Произвести контроль геометрических размеров
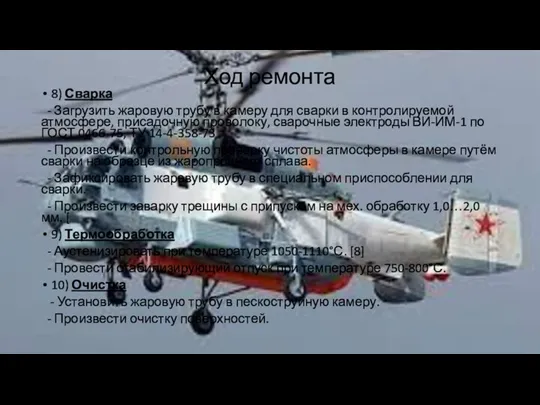
- 16. Ход ремонта 8) Сварка - Загрузить жаровую трубу в камеру для сварки в контролируемой атмосфере, присадочную
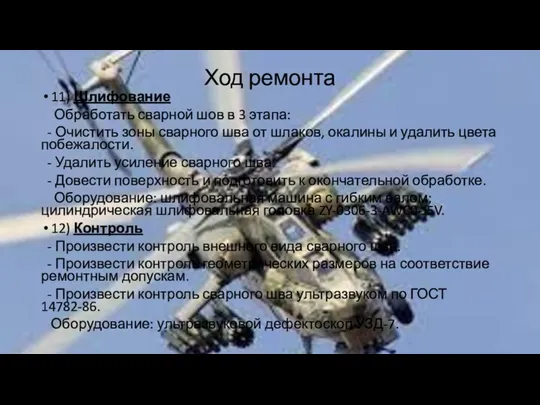
- 17. Ход ремонта 11) Шлифование Обработать сварной шов в 3 этапа: - Очистить зоны сварного шва от
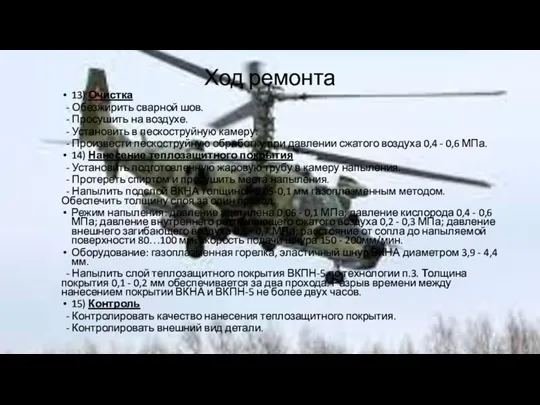
- 18. Ход ремонта 13) Очистка - Обезжирить сварной шов. - Просушить на воздухе. - Установить в пескоструйную
- 20. Скачать презентацию
Турбовальный двигатель ТВ3-117
Турбовальный двигатель ТВ3-117 предназначен для установки на вертолёты. Он
Турбовальный двигатель ТВ3-117
Турбовальный двигатель ТВ3-117 предназначен для установки на вертолёты. Он

Общая схема строения двигателя ТВ3-117
Общая схема строения двигателя ТВ3-117

Конструкция двигателя
1−компрессор;
2−направляющий аппарат;
3−ротор;
4−опора
5−форсунки;
6−свеча зажигания;
7−вал;
8−камера сгорания;
Конструкция двигателя
1−компрессор;
2−направляющий аппарат;
3−ротор;
4−опора
5−форсунки;
6−свеча зажигания;
7−вал;
8−камера сгорания;
Камера сгорания
Камера сгорания – один из важнейших элементов газотурбинного двигателя,
Камера сгорания
Камера сгорания – один из важнейших элементов газотурбинного двигателя,

Конструкция камеры сгорания
Конструкция камеры сгорания:
1−фланец свечи;
2−свеча зажигания;
3,7−гофры;
4−наружная секция
Конструкция камеры сгорания
Конструкция камеры сгорания:
1−фланец свечи;
2−свеча зажигания;
3,7−гофры;
4−наружная секция

Типы камер сгорания
а— индивидуальная (трубчатая); б— трубчато-кольцевая; в— кольцевая
Типы камер сгорания
а— индивидуальная (трубчатая); б— трубчато-кольцевая; в— кольцевая
Жаровая труба
Жаровая труба - это один из основных элементов камеры сгорания
Жаровая труба
Жаровая труба - это один из основных элементов камеры сгорания

Конструкция жаровой трубы
Жаровая труба состоит из наружной и внутренней стенок и
Конструкция жаровой трубы Жаровая труба состоит из наружной и внутренней стенок и

В зависимости от камер сгорания жаровые трубы бывают разной конфигурации:
В зависимости от камер сгорания жаровые трубы бывают разной конфигурации:
Причины приводящие к выходу из строя жаровой трубы:
- помпажными явлениями в
Причины приводящие к выходу из строя жаровой трубы:
- помпажными явлениями в

Методы ремонта жаровой трубы
ремонта жаровых труб камер сгорания, заключающийся в заварке
Методы ремонта жаровой трубы
ремонта жаровых труб камер сгорания, заключающийся в заварке
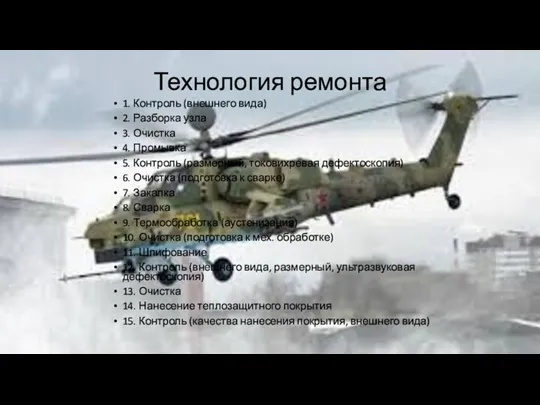
Технология ремонта
1. Контроль (внешнего вида)
2. Разборка узла
3. Очистка
4. Промывка
5. Контроль (размерный,
Технология ремонта
1. Контроль (внешнего вида)
2. Разборка узла
3. Очистка
4. Промывка
5. Контроль (размерный,
Ход ремонта
1) Контроль (внешнего вида).
- Произвести контроль внешнего вида узла
Ход ремонта
1) Контроль (внешнего вида).
- Произвести контроль внешнего вида узла
Ход ремонта
5) Контроль
- Произвести контроль внешнего вида жаровой трубы.
-
Ход ремонта
5) Контроль
- Произвести контроль внешнего вида жаровой трубы.
-
Ход ремонта
8) Сварка
- Загрузить жаровую трубу в камеру для сварки
Ход ремонта
8) Сварка
- Загрузить жаровую трубу в камеру для сварки
Ход ремонта
11) Шлифование
Обработать сварной шов в 3 этапа:
- Очистить
Ход ремонта
11) Шлифование
Обработать сварной шов в 3 этапа:
- Очистить
Ход ремонта
13) Очистка
- Обезжирить сварной шов.
- Просушить на воздухе.
Ход ремонта
13) Очистка
- Обезжирить сварной шов.
- Просушить на воздухе.
 Открытие протона и нейтрона. 9 класс
Открытие протона и нейтрона. 9 класс Молекулярная физика и термодинамика
Молекулярная физика и термодинамика Передаточные функции и частотные характеристики АС
Передаточные функции и частотные характеристики АС Особенности распространения радиоволн коротковолнового диапазона
Особенности распространения радиоволн коротковолнового диапазона Силы сопротивления при движении твердых тел в жидкостях и газах
Силы сопротивления при движении твердых тел в жидкостях и газах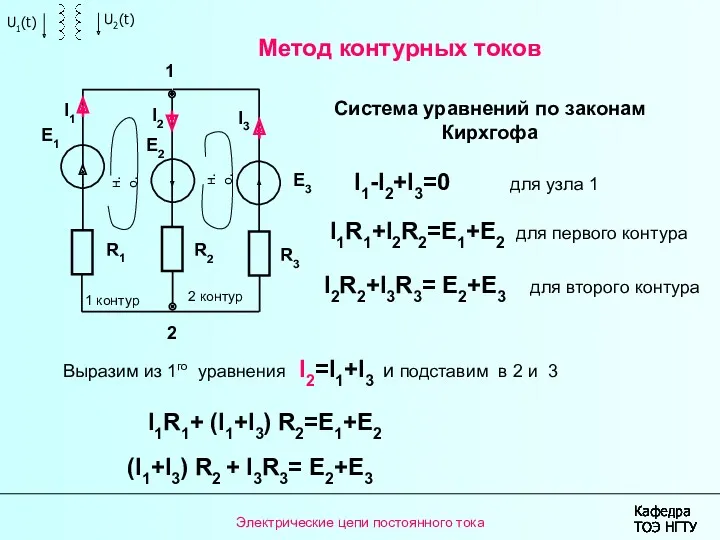 Метод контурных токов
Метод контурных токов Электрические явления
Электрические явления Закон Ома для полной цепи
Закон Ома для полной цепи Елементи спеціальної теорії відносності
Елементи спеціальної теорії відносності Физика и техника (7 класс)
Физика и техника (7 класс) Прохождение частицы через потенциальный барьер. Уравнение Шредингера для водородоподобного атома. Квантовые числа
Прохождение частицы через потенциальный барьер. Уравнение Шредингера для водородоподобного атома. Квантовые числа Электромагнитные колебания. Колебательный контур
Электромагнитные колебания. Колебательный контур Простые механизмы
Простые механизмы Что такое энергия
Что такое энергия Элементы машиноведения. Составные части машин
Элементы машиноведения. Составные части машин Презентация к уроку Значение влажности
Презентация к уроку Значение влажности ГАЗ 31029: Механика, технические характеристики, комплектация
ГАЗ 31029: Механика, технические характеристики, комплектация Энергетические уровни. Спонтанное и вынужденное излучения. Лекция 2
Энергетические уровни. Спонтанное и вынужденное излучения. Лекция 2 Скорость света
Скорость света Радиоактивность. (9 класс)
Радиоактивность. (9 класс) презентация к уроку физики 11 класс
презентация к уроку физики 11 класс Сила Лоренца
Сила Лоренца Математические модели установившегося режима и методы решения. Общие сведения о схемах замещения
Математические модели установившегося режима и методы решения. Общие сведения о схемах замещения Экзамен ПМ 01. Билет № 3. Методы производства такелажных работ
Экзамен ПМ 01. Билет № 3. Методы производства такелажных работ Розв’язування задач з теми Механічна робота. Потужність
Розв’язування задач з теми Механічна робота. Потужність Генерирование электрического тока. Трансформатор
Генерирование электрического тока. Трансформатор Физика и познание мира
Физика и познание мира Колебания и волны. Квантовая физика
Колебания и волны. Квантовая физика