- Исследование процесса вытяжки деталей ч.1

Содержание
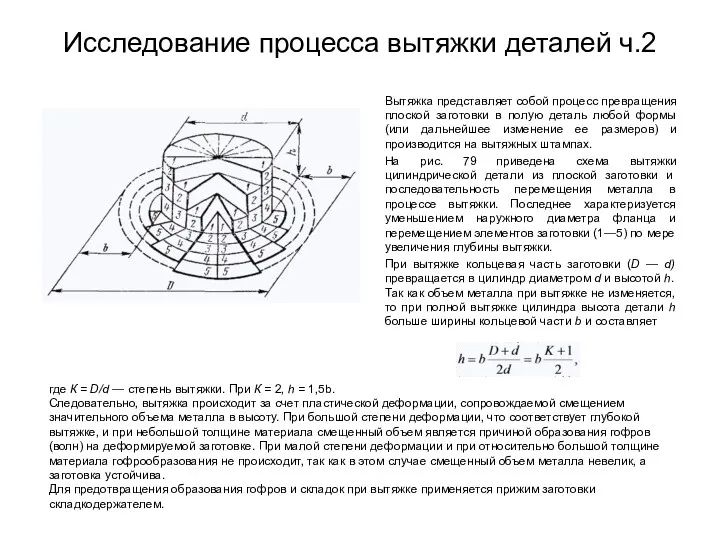
- 2. Исследование процесса вытяжки деталей ч.2 Вытяжка представляет собой процесс превращения плоской заготовки в полую деталь любой
- 3. Исследование процесса вытяжки деталей ч.3 Вытяжкой изготовляется большое количество полых деталей самой разнообразной формы, отличающихся друг
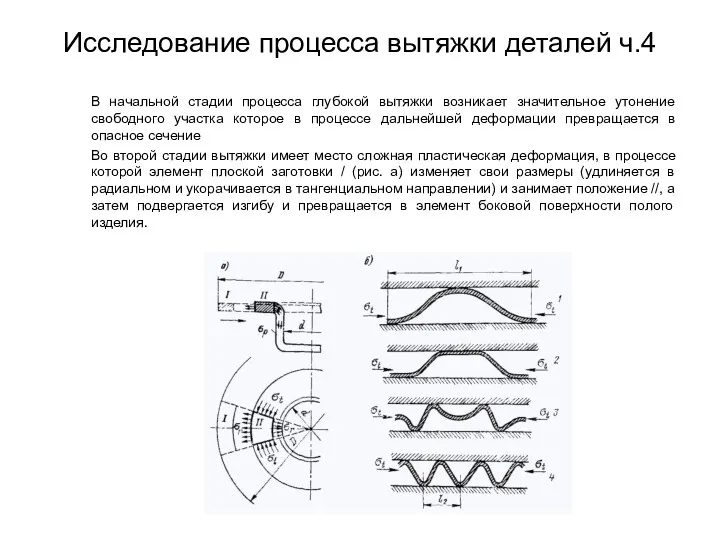
- 4. Исследование процесса вытяжки деталей ч.4 В начальной стадии процесса глубокой вытяжки возникает значительное утонение свободного участка
- 5. Исследование процесса вытяжки деталей ч.5 Условие пластичности деформируемого фланца, определяющее момент перехода его в пластичное состояние,
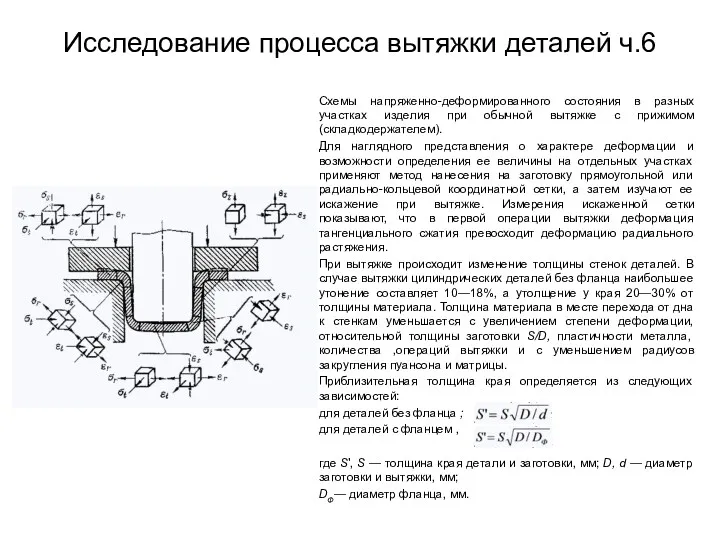
- 6. Исследование процесса вытяжки деталей ч.6 Схемы напряженно-деформированного состояния в разных участках изделия при обычной вытяжке с
- 7. Слайд № __ Способы вытяжки ч.1
- 8. Слайд № __ Способы вытяжки ч.2
- 9. Слайд № __ Способы вытяжки ч.3
- 10. Другие методы и способы вытяжки 1) с местным подогревом и охлаждением заготовки; 2) резиной и полиуретаном;
- 11. Виды продукции, получаемой методом ротационной вытяжки
- 13. Скачать презентацию
Исследование процесса вытяжки деталей ч.2
Вытяжка представляет собой процесс превращения плоской заготовки
Исследование процесса вытяжки деталей ч.2
Вытяжка представляет собой процесс превращения плоской заготовки
Исследование процесса вытяжки деталей ч.3
Вытяжкой изготовляется большое количество полых деталей самой
Исследование процесса вытяжки деталей ч.3
Вытяжкой изготовляется большое количество полых деталей самой
Исследование процесса вытяжки деталей ч.4
В начальной стадии процесса глубокой вытяжки возникает
Исследование процесса вытяжки деталей ч.4
В начальной стадии процесса глубокой вытяжки возникает
Исследование процесса вытяжки деталей ч.5
Условие пластичности деформируемого фланца, определяющее момент перехода
Исследование процесса вытяжки деталей ч.5
Условие пластичности деформируемого фланца, определяющее момент перехода
Исследование процесса вытяжки деталей ч.6
Схемы напряженно-деформированного состояния в разных участках изделия
Исследование процесса вытяжки деталей ч.6
Схемы напряженно-деформированного состояния в разных участках изделия
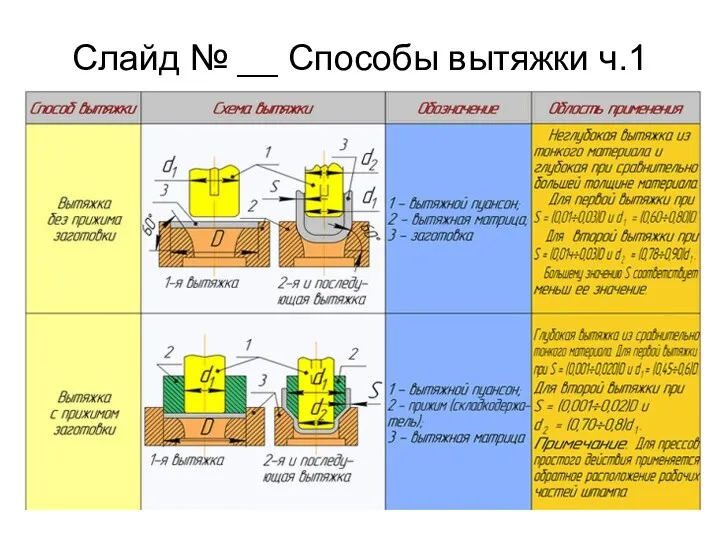
Слайд № __ Способы вытяжки ч.1
Слайд № __ Способы вытяжки ч.1
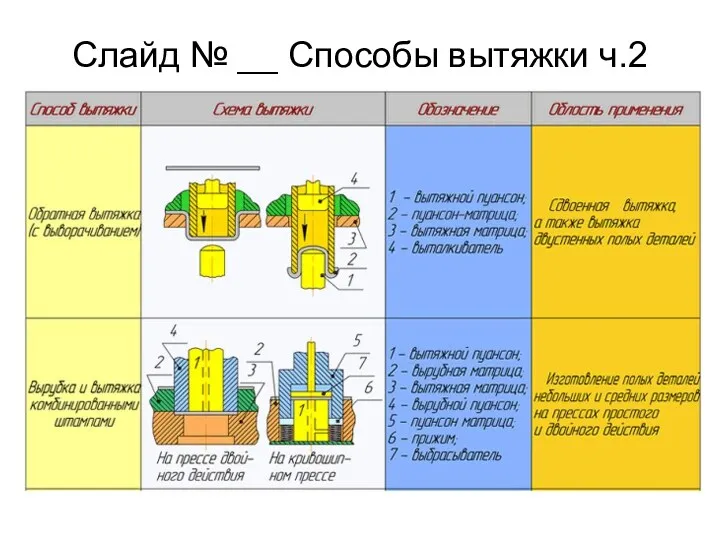
Слайд № __ Способы вытяжки ч.2
Слайд № __ Способы вытяжки ч.2

Слайд № __ Способы вытяжки ч.3
Слайд № __ Способы вытяжки ч.3
Другие методы и способы вытяжки
1) с местным подогревом и охлаждением заготовки;
Другие методы и способы вытяжки
1) с местным подогревом и охлаждением заготовки;

Виды продукции, получаемой методом ротационной вытяжки
Виды продукции, получаемой методом ротационной вытяжки
 Давление в жидкости и газе. Закон Паскаля
Давление в жидкости и газе. Закон Паскаля Презентация Электрическое поле. Напряженность и потенциал электрического поля
Презентация Электрическое поле. Напряженность и потенциал электрического поля Сұйықтардың беттік керілуі
Сұйықтардың беттік керілуі Оптика. Описание оптических систем. (Лекция 5)
Оптика. Описание оптических систем. (Лекция 5) Электр ток көздері. Ом заңы
Электр ток көздері. Ом заңы Электроразведка. Бакалавриат
Электроразведка. Бакалавриат Элементы машиноведения. Машины
Элементы машиноведения. Машины Конструкция автомобиля. Полуоси
Конструкция автомобиля. Полуоси Динамика. Ньютон заңдары
Динамика. Ньютон заңдары Ядролық Магниттік Резонанс (ЯМР)
Ядролық Магниттік Резонанс (ЯМР) Альтернативные источники энергии
Альтернативные источники энергии Температура и тепловое равновесие
Температура и тепловое равновесие Высокоточные системы навигации. Лекция №2.1
Высокоточные системы навигации. Лекция №2.1 Жұқа қабыршақ (ұлпалардағы) интерференция. Бірдей қалыңдықтағы жолақтар. Интерференция құбылысының өндірісте қолдануы
Жұқа қабыршақ (ұлпалардағы) интерференция. Бірдей қалыңдықтағы жолақтар. Интерференция құбылысының өндірісте қолдануы Фрикционные передачи
Фрикционные передачи Нагревание проводников электрическим током
Нагревание проводников электрическим током Банк экспериментальных заданий для проведения ОГЭ по физике
Банк экспериментальных заданий для проведения ОГЭ по физике Структура
Структура Физика 7 класс. Перышкин А.В. Урок по теме: Равнодействующая сил (Сложение сил действующих по одной прямой).
Физика 7 класс. Перышкин А.В. Урок по теме: Равнодействующая сил (Сложение сил действующих по одной прямой).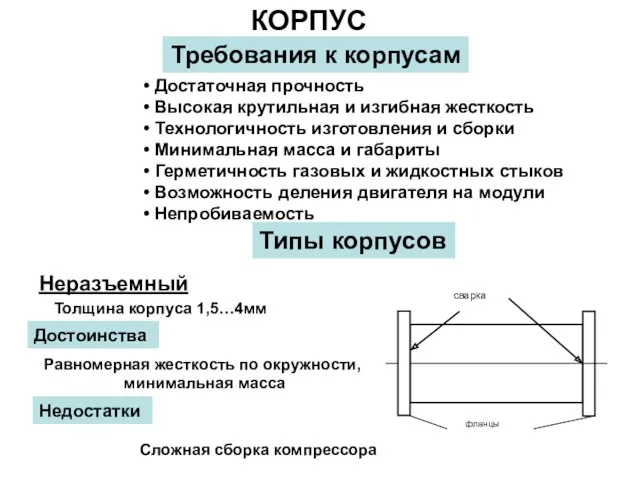 Корпус. Требования к корпусам
Корпус. Требования к корпусам Ремонт раздаточной коробки LADA NIVA 4Х4 ВАЗ 2113. Правила и порядок заправки топливом ТС
Ремонт раздаточной коробки LADA NIVA 4Х4 ВАЗ 2113. Правила и порядок заправки топливом ТС Ремонт автомобилей. Дефектация и сортировка деталей. (Тема 2.3)
Ремонт автомобилей. Дефектация и сортировка деталей. (Тема 2.3) Комплект секций механизированной крепи М138/4 ШУ Восточное АО Приморскуголь
Комплект секций механизированной крепи М138/4 ШУ Восточное АО Приморскуголь Cила тертя
Cила тертя Механические колебания
Механические колебания Полупроводники
Полупроводники Техническое обслуживание и диагностирование неисправностей сельскохозяйственных машин, ремонт отдельных деталей и узлов
Техническое обслуживание и диагностирование неисправностей сельскохозяйственных машин, ремонт отдельных деталей и узлов Физика минералов и их аналогов
Физика минералов и их аналогов