- Ремонт автомобилей. Дефектация и сортировка деталей. (Тема 2.3)

Содержание
- 2. Дефект детали – отклонение её параметров от величин, установленных техническими условиями или рабочим чертежом.
- 3. Дефект детали – отклонение её параметров от величин, установленных техническими условиями или рабочим чертежом. Задачи дефектации
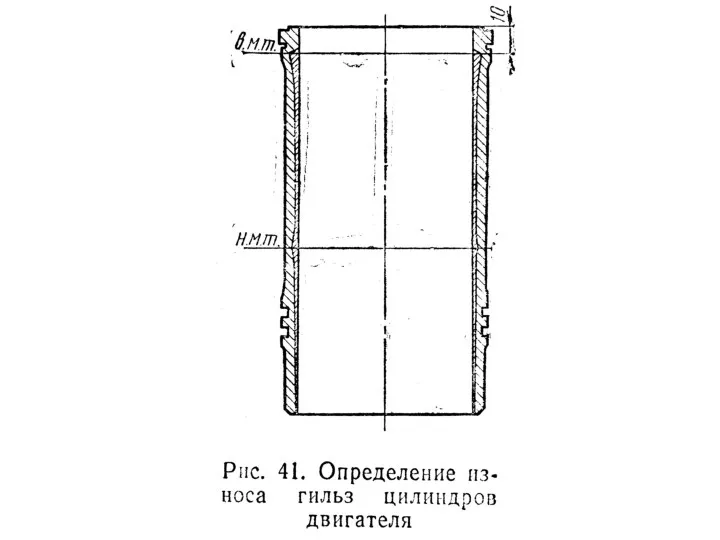
- 4. Характерные дефекты деталей: 1) Изменение размеров рабочих поверхностей (износ поверхности).
- 5. Характерные дефекты деталей: 1) Изменение размеров рабочих поверхностей (износ поверхности). 2) Нарушение точности взаимного расположения рабочих
- 6. Характерные дефекты деталей: 1) Изменение размеров рабочих поверхностей (износ поверхности). 2) Нарушение точности взаимного расположения рабочих
- 7. 4) Коррозионные повреждения. 5) Изменение физико-механических свойств материала (снижение или увеличение твёрдости, снижение упругости и т.д.).
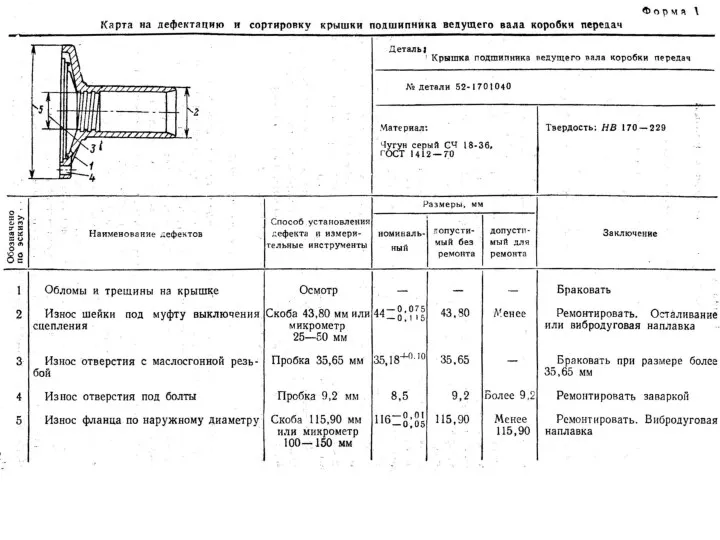
- 8. Технические условия (ТУ) на дефектацию деталей. Дефектация производится согласно ТУ. ТУ на дефектацию составляется в виде
- 10. Методы контроля при дефектации. Порядок работ при дефектации: 1) Внешний осмотр. 2) Контроль взаимного расположения рабочих
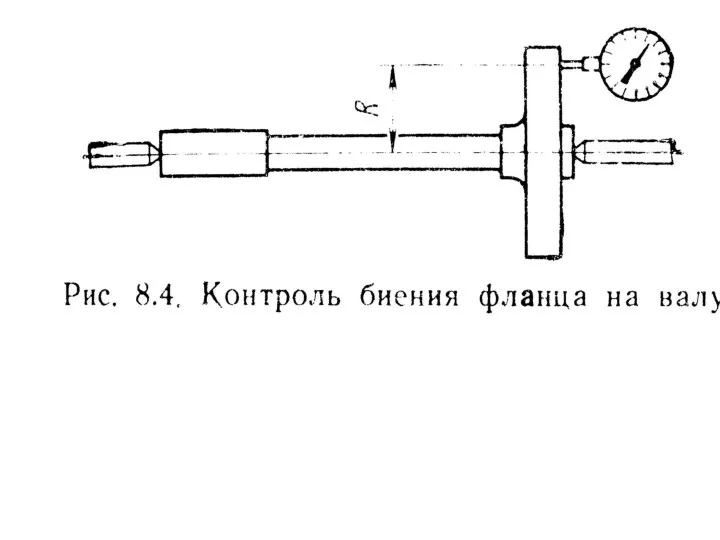
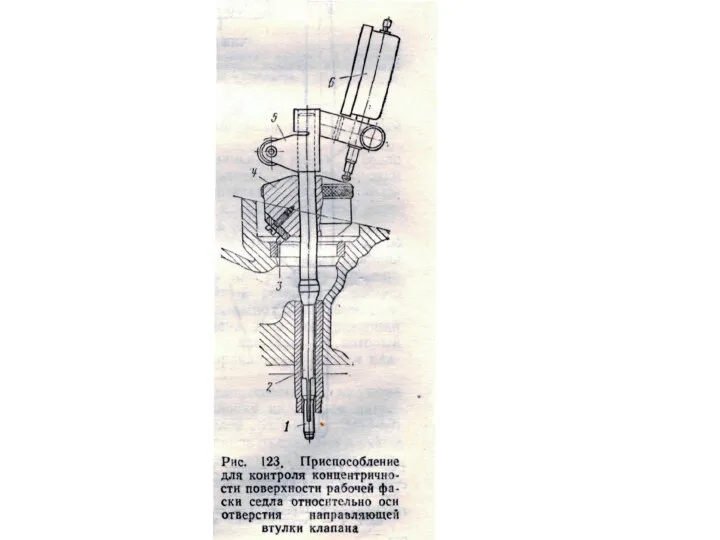
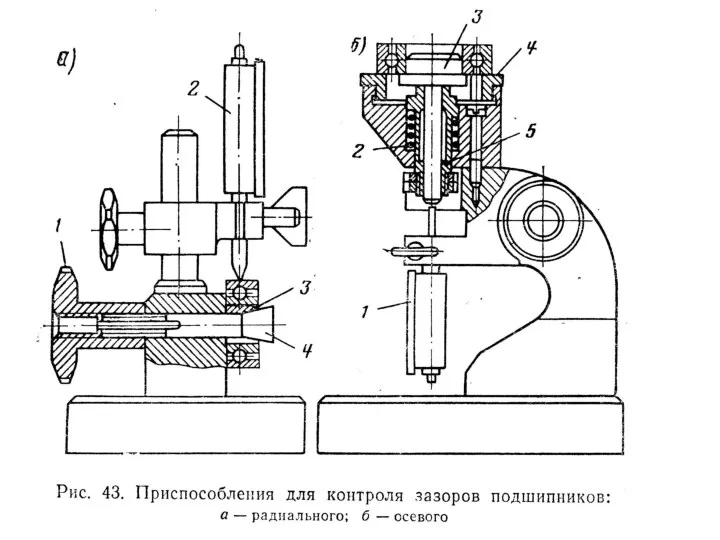
- 11. Контроль взаимного расположения рабочих поверхностей: 1) Контроль несоосности шеек валов – замер биения шеек.
- 13. Контроль взаимного расположения рабочих поверхностей: 1) Контроль несоосности шеек валов – замер биения шеек. 2) Контроль
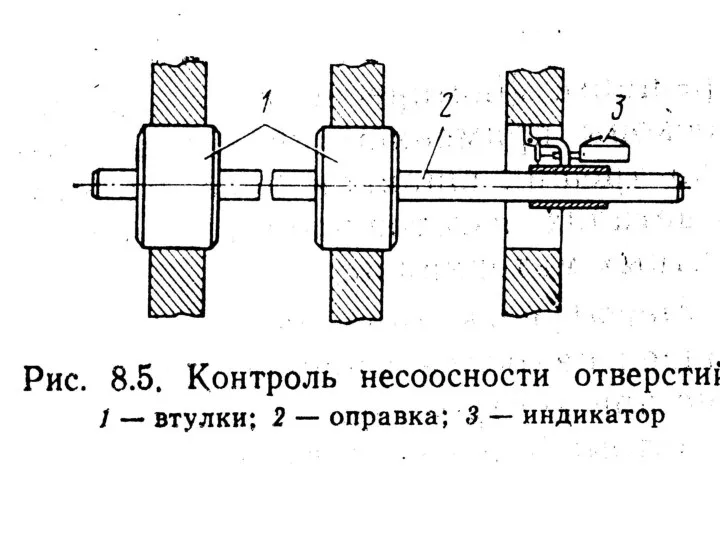
- 17. Контроль взаимного расположения рабочих поверхностей: 1) Контроль несоосности шеек валов – замер биения шеек. 2) Контроль
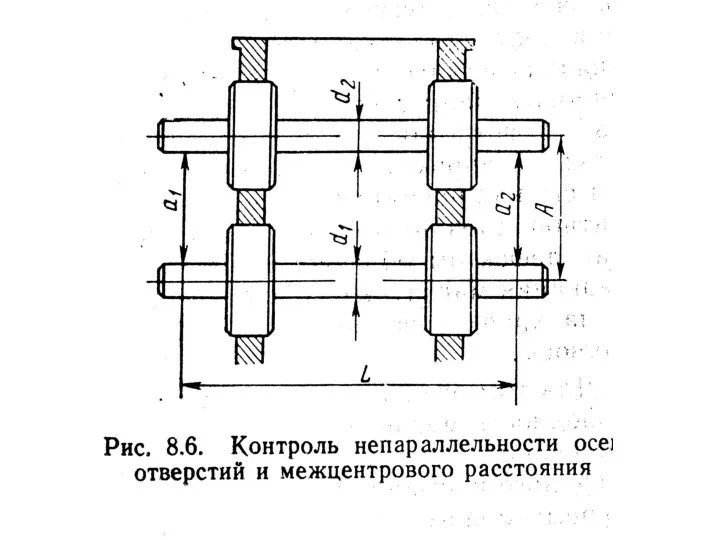
- 19. Контроль взаимного расположения рабочих поверхностей: 1) Контроль несоосности шеек валов – замер биения шеек. 2) Контроль
- 21. Контроль взаимного расположения рабочих поверхностей: 1) Контроль несоосности шеек валов – замер биения шеек. 2) Контроль
- 23. Контроль нарушения свойств материала детали: 1) Замер твёрдости 2) Замер жёсткости
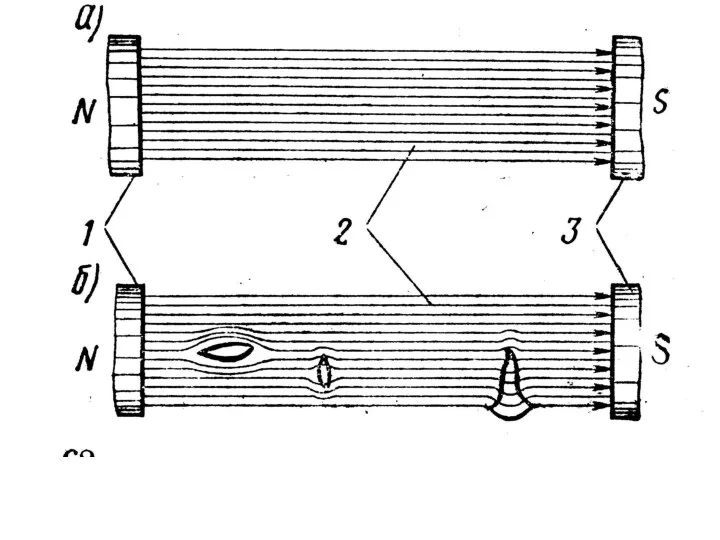
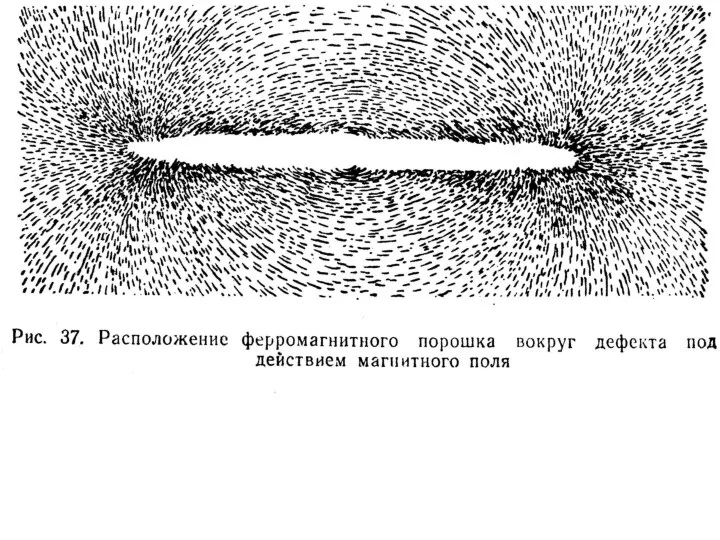
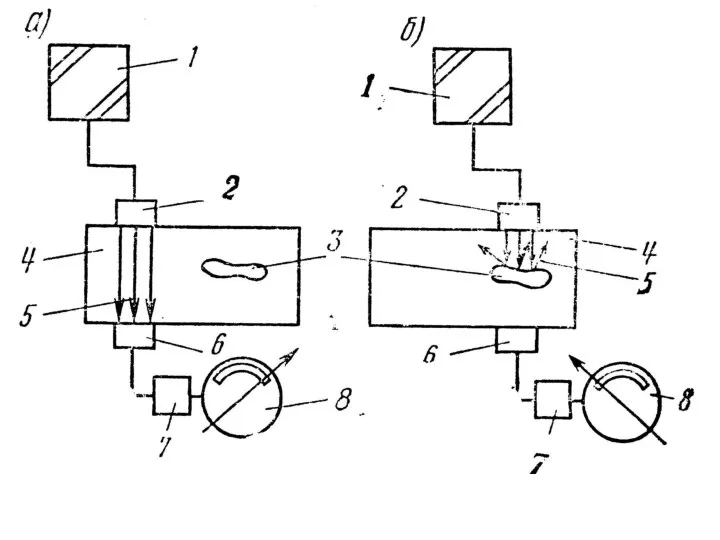
- 24. Контроль скрытых дефектов: 1) Метод опрессовки (гидравлической и пневматической).
- 25. Контроль скрытых дефектов: 1) Метод опрессовки (гидравлической и пневматической). 2) Метод красок (> 20 мкм) 3)
- 26. Контроль скрытых дефектов: 1) Метод опрессовки (гидравлической и пневматической). 2) Метод красок (> 20 мкм) 3)
- 29. Контроль скрытых дефектов: 1) Метод опрессовки (гидравлической и пневматической). 2) Метод красок (> 20 мкм) 3)
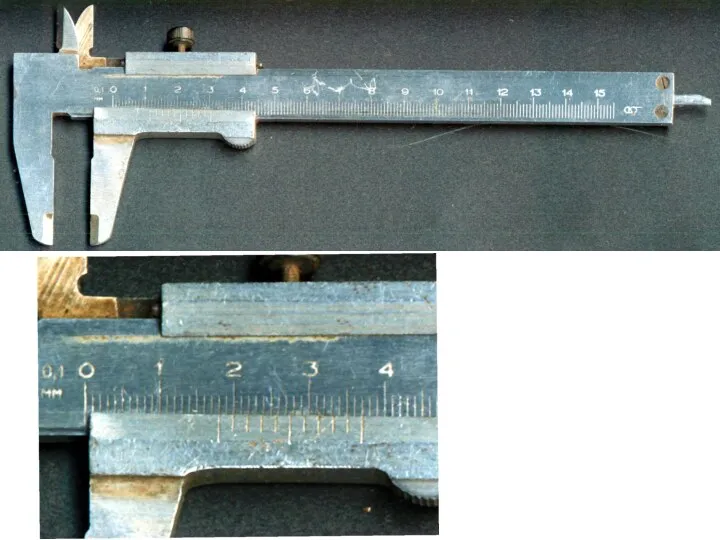
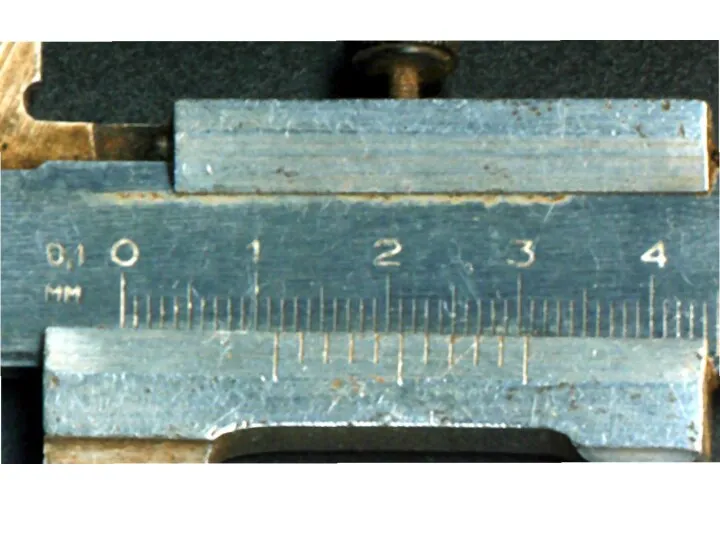
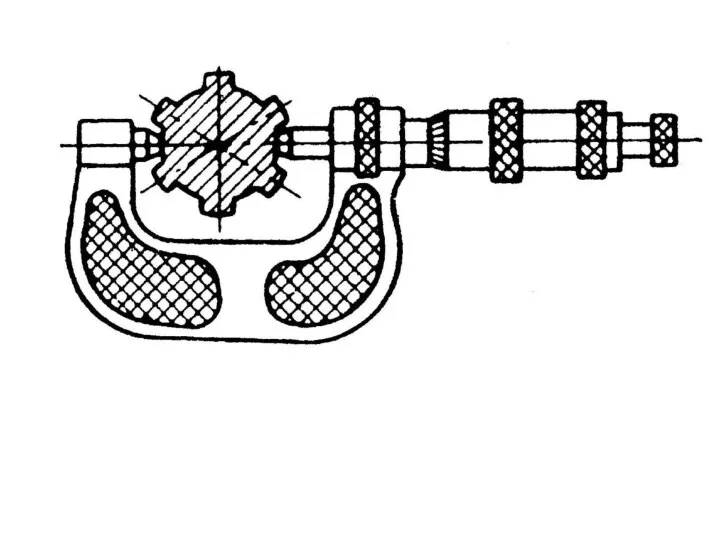
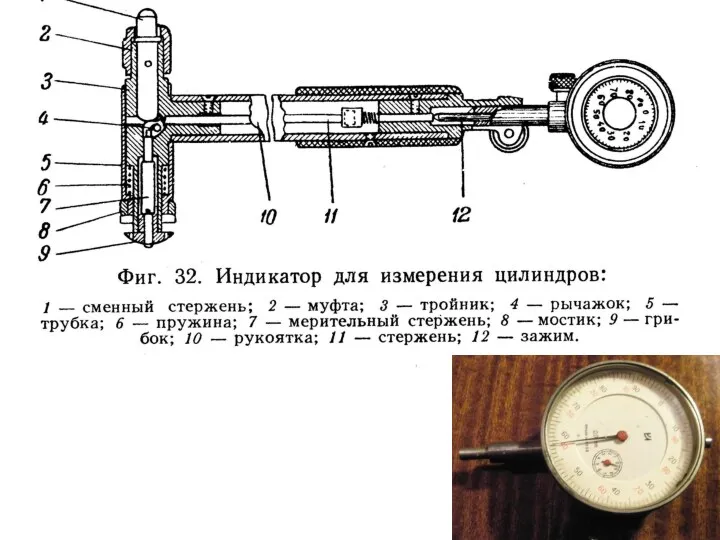
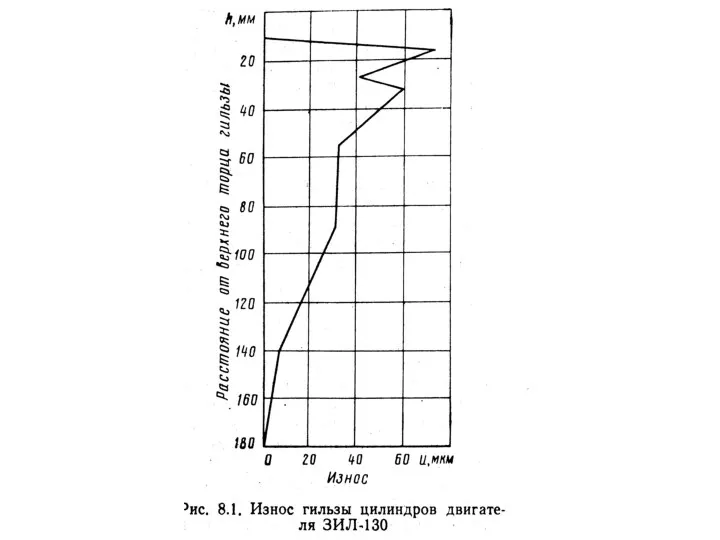
- 31. Контроль размеров и формы рабочих поверхностей детали. Контроль производится с помощью универсального и специального измерительного инструмента.
- 32. Контроль размеров и формы рабочих поверхностей детали. Контроль производится с помощью универсального и специального измерительного инструмента.
- 33. Контроль размеров и формы рабочих поверхностей детали. Контроль производится с помощью универсального и специального измерительного инструмента.
- 37. Контроль размеров и формы рабочих поверхностей детали. Контроль производится с помощью универсального и специального измерительного инструмента.
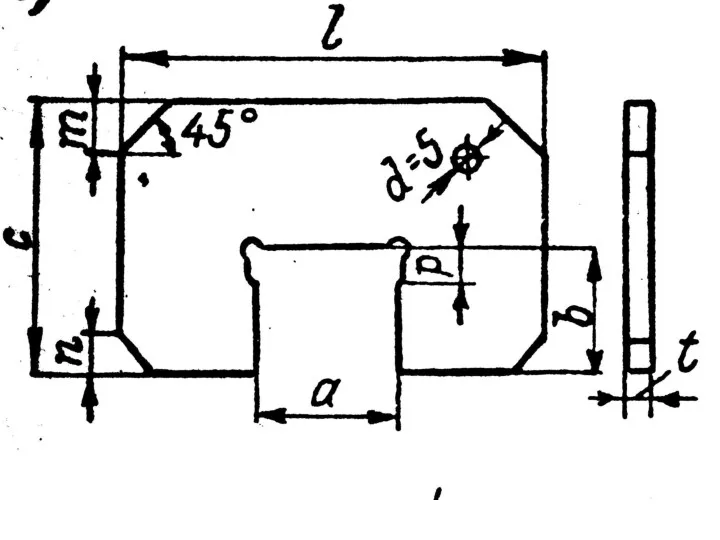
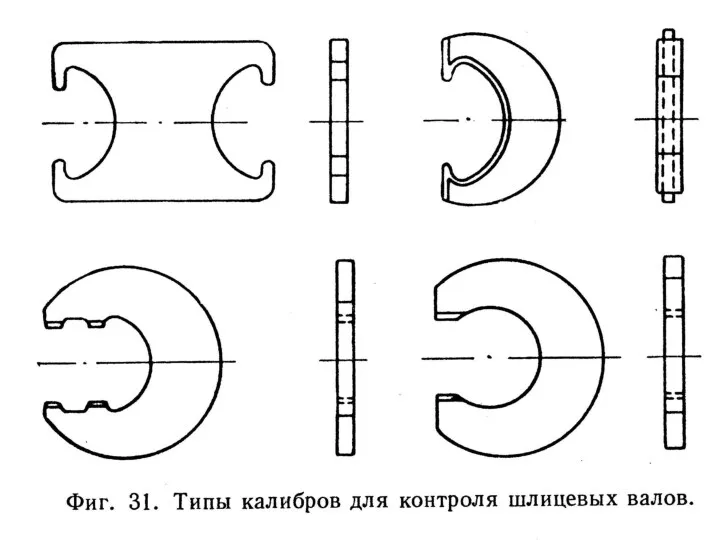
- 43. Специальный инструмент: 1) Калибры
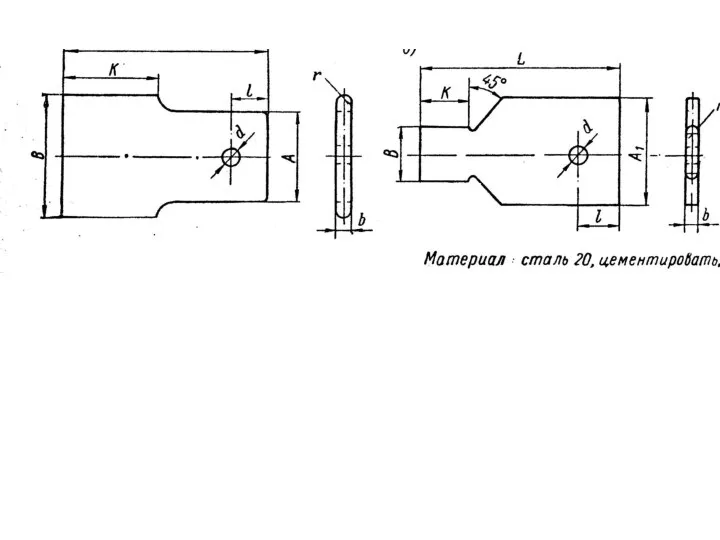
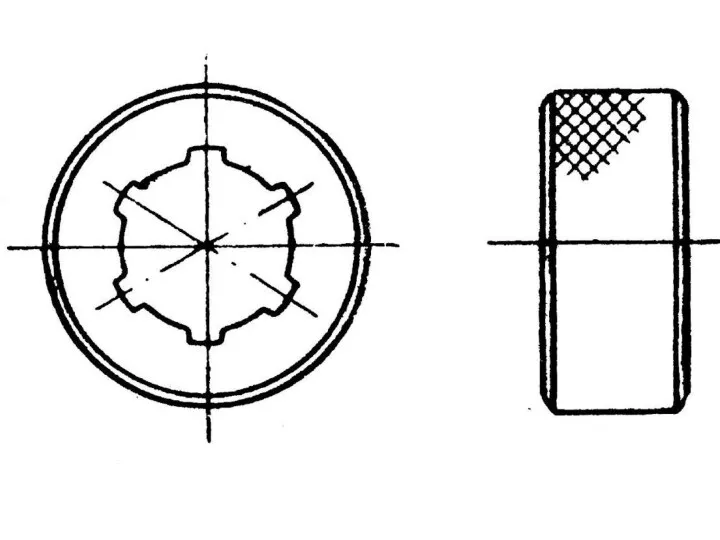
- 47. Специальный инструмент: 1) Калибры 2) Шаблоны
- 49. Специальный инструмент: 1) Калибры 2) Шаблоны 3) Измерительные приборы
- 52. Маршрутная технология ремонта. На АТП применяется маршрутная технология восстановления деталей. В зависимости от количества деталей, наличия
- 54. Сортировка деталей по маршрутам. На АРП применяется маршрутная технология восстановления деталей. В зависимости от количества деталей,
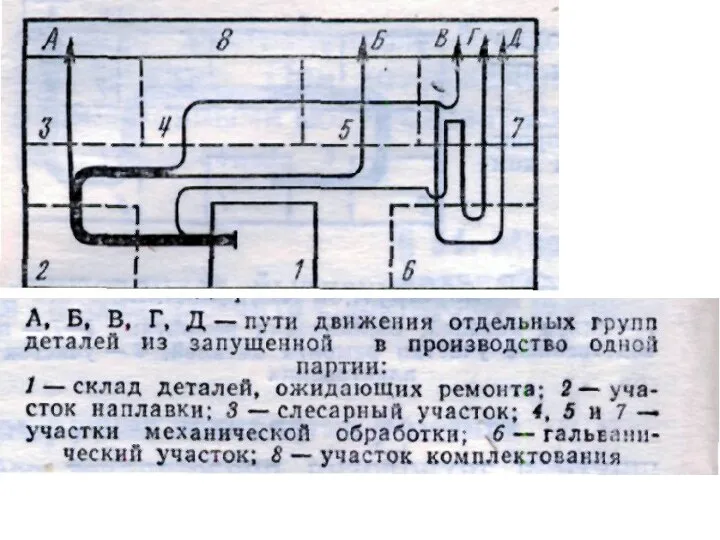
- 55. По результатам дефектации детали, подлежащие восстановлению, сортируют на группы, соответствующие маршрутам восстановления. Детали в группах метятся
- 57. Скачать презентацию
Дефект детали – отклонение её параметров от величин, установленных техническими
Дефект детали – отклонение её параметров от величин, установленных техническими
Дефект детали – отклонение её параметров от величин, установленных техническими
Дефект детали – отклонение её параметров от величин, установленных техническими
Характерные дефекты деталей:
1) Изменение размеров рабочих поверхностей (износ поверхности).
Характерные дефекты деталей:
1) Изменение размеров рабочих поверхностей (износ поверхности).
Характерные дефекты деталей:
1) Изменение размеров рабочих поверхностей (износ поверхности).
2)
Характерные дефекты деталей: 1) Изменение размеров рабочих поверхностей (износ поверхности). 2)
Характерные дефекты деталей:
1) Изменение размеров рабочих поверхностей (износ поверхности).
2)
Характерные дефекты деталей: 1) Изменение размеров рабочих поверхностей (износ поверхности). 2)
4) Коррозионные повреждения.
5) Изменение физико-механических свойств материала (снижение или увеличение
4) Коррозионные повреждения. 5) Изменение физико-механических свойств материала (снижение или увеличение
Технические условия (ТУ) на дефектацию деталей. Дефектация производится согласно ТУ.
Технические условия (ТУ) на дефектацию деталей. Дефектация производится согласно ТУ.
Методы контроля при дефектации.
Порядок работ при дефектации:
1) Внешний осмотр.
2)
Методы контроля при дефектации. Порядок работ при дефектации: 1) Внешний осмотр. 2)
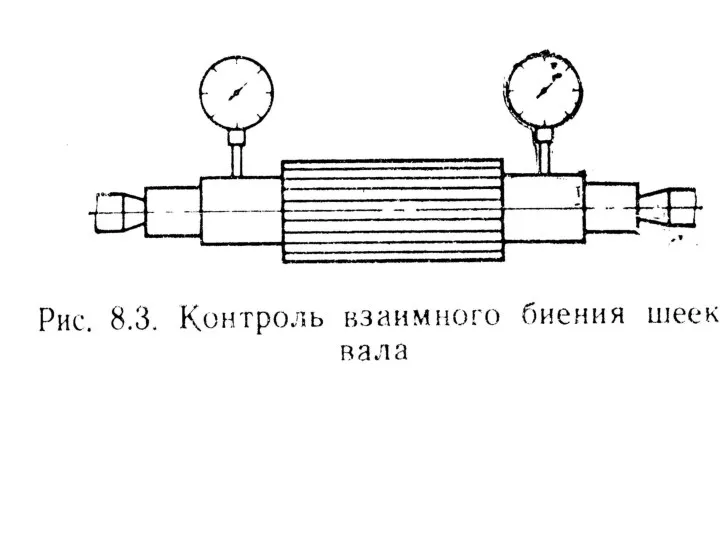
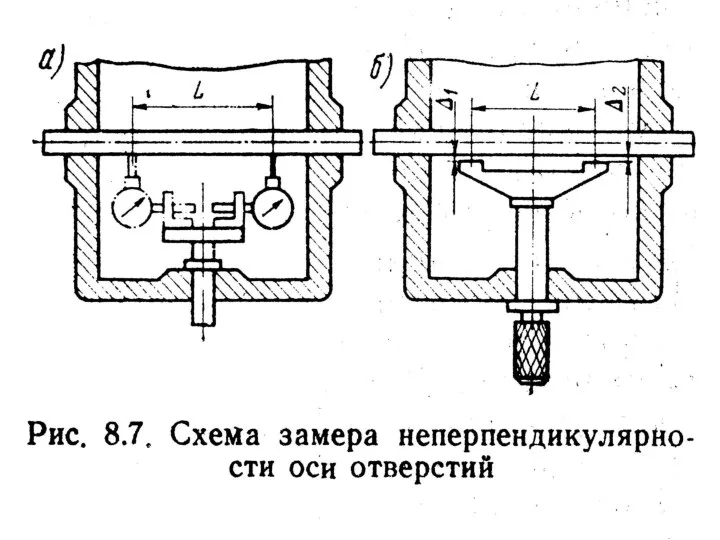
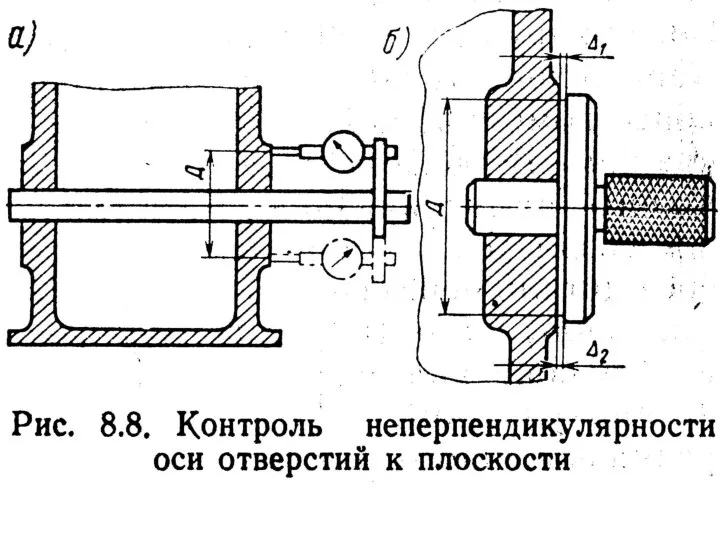
Контроль взаимного расположения рабочих поверхностей:
1) Контроль несоосности шеек валов
Контроль взаимного расположения рабочих поверхностей: 1) Контроль несоосности шеек валов
Контроль взаимного расположения рабочих поверхностей:
1) Контроль несоосности шеек валов –
Контроль взаимного расположения рабочих поверхностей: 1) Контроль несоосности шеек валов –
Контроль взаимного расположения рабочих поверхностей:
1) Контроль несоосности шеек валов –
Контроль взаимного расположения рабочих поверхностей: 1) Контроль несоосности шеек валов –
Контроль взаимного расположения рабочих поверхностей:
1) Контроль несоосности шеек валов –
Контроль взаимного расположения рабочих поверхностей: 1) Контроль несоосности шеек валов –
Контроль взаимного расположения рабочих поверхностей:
1) Контроль несоосности шеек валов –
Контроль взаимного расположения рабочих поверхностей: 1) Контроль несоосности шеек валов –
Контроль нарушения свойств материала детали:
1) Замер твёрдости
2) Замер жёсткости
Контроль нарушения свойств материала детали:
1) Замер твёрдости
2) Замер жёсткости
Контроль скрытых дефектов:
1) Метод опрессовки (гидравлической и пневматической).
Контроль скрытых дефектов:
1) Метод опрессовки (гидравлической и пневматической).
Контроль скрытых дефектов:
1) Метод опрессовки (гидравлической и пневматической).
2) Метод красок
Контроль скрытых дефектов: 1) Метод опрессовки (гидравлической и пневматической). 2) Метод красок
Контроль скрытых дефектов:
1) Метод опрессовки (гидравлической и пневматической).
2) Метод красок
Контроль скрытых дефектов: 1) Метод опрессовки (гидравлической и пневматической). 2) Метод красок
Контроль скрытых дефектов:
1) Метод опрессовки (гидравлической и пневматической).
2) Метод красок
Контроль скрытых дефектов: 1) Метод опрессовки (гидравлической и пневматической). 2) Метод красок
Контроль размеров и формы рабочих поверхностей детали.
Контроль производится с
Контроль размеров и формы рабочих поверхностей детали. Контроль производится с
Контроль размеров и формы рабочих поверхностей детали.
Контроль производится с
Контроль размеров и формы рабочих поверхностей детали. Контроль производится с
Контроль размеров и формы рабочих поверхностей детали.
Контроль производится с
Контроль размеров и формы рабочих поверхностей детали. Контроль производится с
Контроль размеров и формы рабочих поверхностей детали.
Контроль производится с
Контроль размеров и формы рабочих поверхностей детали. Контроль производится с
Специальный инструмент:
1) Калибры
Специальный инструмент:
1) Калибры
Специальный инструмент:
1) Калибры
2) Шаблоны
Специальный инструмент:
1) Калибры
2) Шаблоны
Специальный инструмент:
1) Калибры
2) Шаблоны
3) Измерительные приборы
Специальный инструмент:
1) Калибры
2) Шаблоны
3) Измерительные приборы

Маршрутная технология ремонта.
На АТП применяется маршрутная технология восстановления деталей.
Маршрутная технология ремонта. На АТП применяется маршрутная технология восстановления деталей.
Сортировка деталей по маршрутам.
На АРП применяется маршрутная технология восстановления
Сортировка деталей по маршрутам. На АРП применяется маршрутная технология восстановления
По результатам дефектации детали, подлежащие восстановлению, сортируют на группы, соответствующие
По результатам дефектации детали, подлежащие восстановлению, сортируют на группы, соответствующие
 Урок с презентацией ИК- и УФ-излучение
Урок с презентацией ИК- и УФ-излучение Werkstoffkunde
Werkstoffkunde Электрический ток
Электрический ток Общее устройство и работа двигателя
Общее устройство и работа двигателя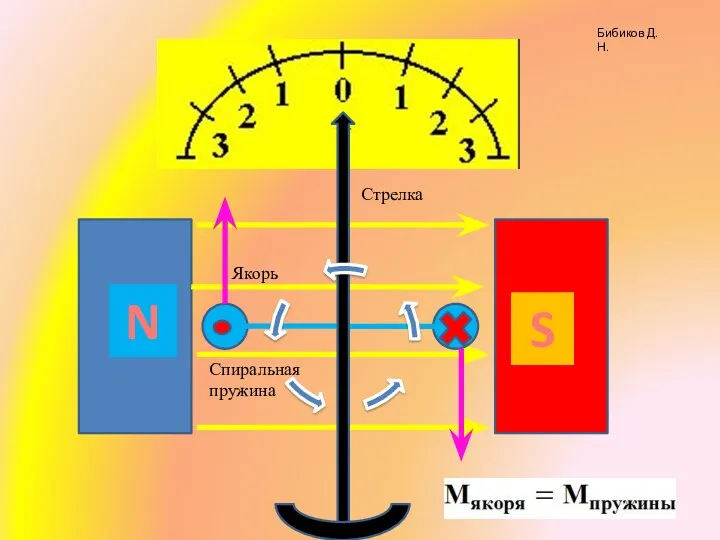 Рамка с током
Рамка с током Формирование информационной компетенции учащихся при изучении темы Элементы квантовой физики. 9 класс
Формирование информационной компетенции учащихся при изучении темы Элементы квантовой физики. 9 класс Опиливание металла
Опиливание металла Открытый урок на тему: Магнитное поле. Опыт Эрстеда
Открытый урок на тему: Магнитное поле. Опыт Эрстеда Основные понятия теории механизмов и машин
Основные понятия теории механизмов и машин Сложение сил. Равнодействующая сил. Физика. 7 класс
Сложение сил. Равнодействующая сил. Физика. 7 класс Излучение и спектры
Излучение и спектры Применение фотоэффекта
Применение фотоэффекта 1. Электростатика
1. Электростатика Защита от шума
Защита от шума Внутренняя энергия. Температура
Внутренняя энергия. Температура К лекциям по теоретическим основам электротехники
К лекциям по теоретическим основам электротехники Nterruptor unilateral de silicio sus
Nterruptor unilateral de silicio sus Протипожежна та аварійно-рятувальна техніка. Улаштування і технічне обслуговування агрегатів силової передачі (9)
Протипожежна та аварійно-рятувальна техніка. Улаштування і технічне обслуговування агрегатів силової передачі (9) Электроемкость. Конденсаторы
Электроемкость. Конденсаторы Методы расчета статически определимых систем на постоянную нагрузку
Методы расчета статически определимых систем на постоянную нагрузку Ядерный реактор. Ядерная энергетика.
Ядерный реактор. Ядерная энергетика. Инфракрасное излучение
Инфракрасное излучение Презентация Вода
Презентация Вода Механические колебания и волны. Уравнение колебаний
Механические колебания и волны. Уравнение колебаний Задачі. Правила рук
Задачі. Правила рук Магнитное поле. Основные уравнения магнитостатики в вакууме. (Лекция 8)
Магнитное поле. Основные уравнения магнитостатики в вакууме. (Лекция 8) Тасымалдау құбылысы. Нақты газдар
Тасымалдау құбылысы. Нақты газдар Классификация двигателей внутреннего сгорания
Классификация двигателей внутреннего сгорания