- Опиливание металла

Содержание
- 2. 1. Сущность и назначение операции опиливания Опиливание - это операция по удалению с поверхности заготовки слоя
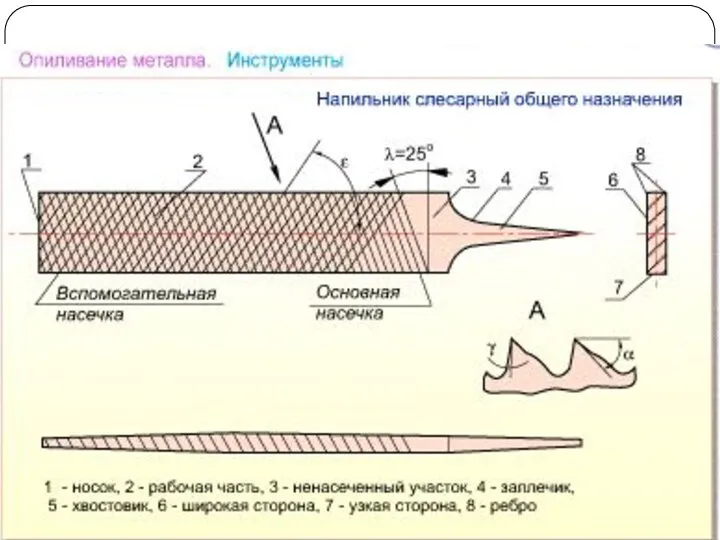
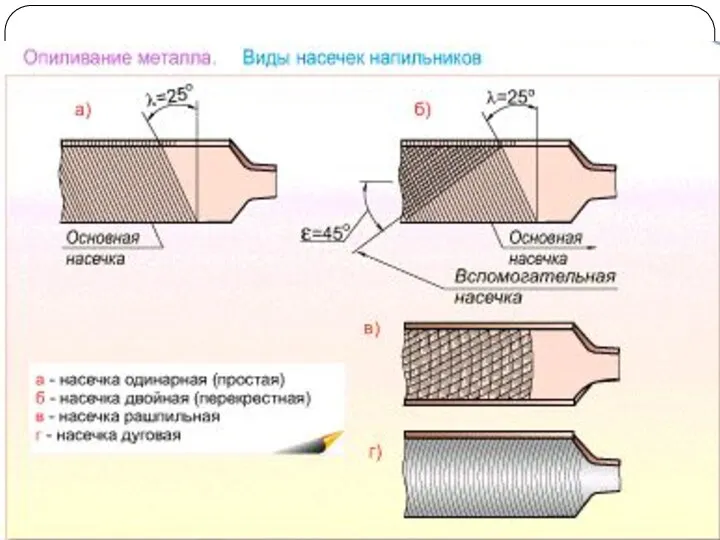
- 3. 2. ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ ПРИ ОПИЛИВАНИИ Рис. 2.1. Типы насечки: а - одинарная; 6 - двойная; в
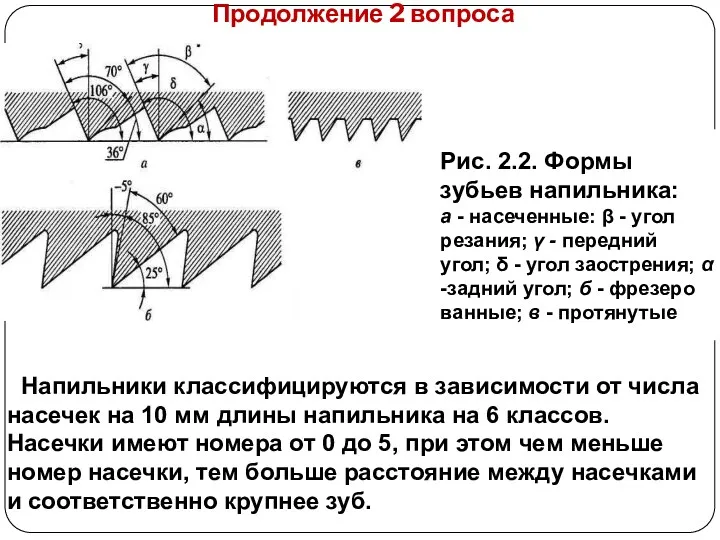
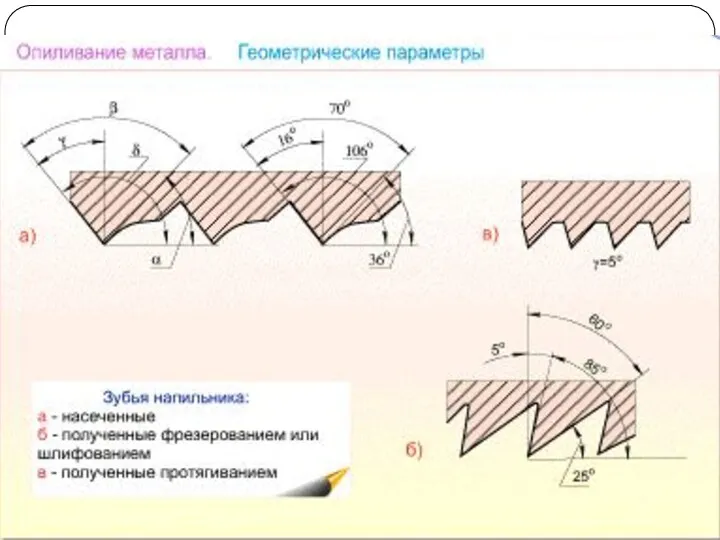
- 6. Продолжение 2 вопроса Рис. 2.2. Формы зубьев напильника: а - насеченные: β - угол резания; γ
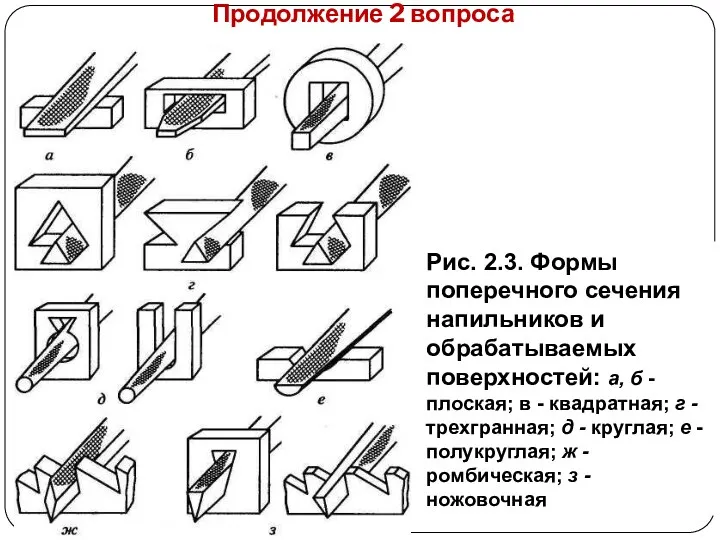
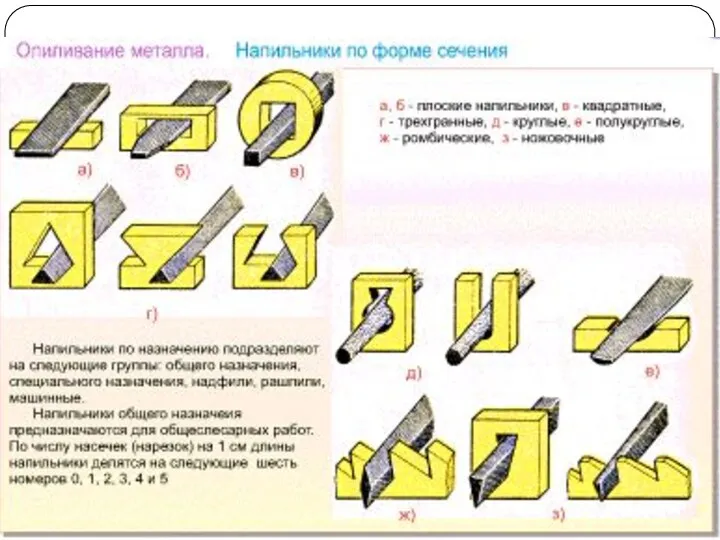
- 8. Продолжение 2 вопроса Рис. 2.3. Формы поперечного сечения напильников и обрабатываемых поверхностей: а, б - плоская;
- 10. Продолжение 2 вопроса Рис. 2.4. Рашпили: а - плоские тупоконечные; 6 - плоские остроконечные; в -
- 11. Продолжение 2 вопроса Рис. 2.5. Надфили: а, б - плоские; в — квадратный; г, д —
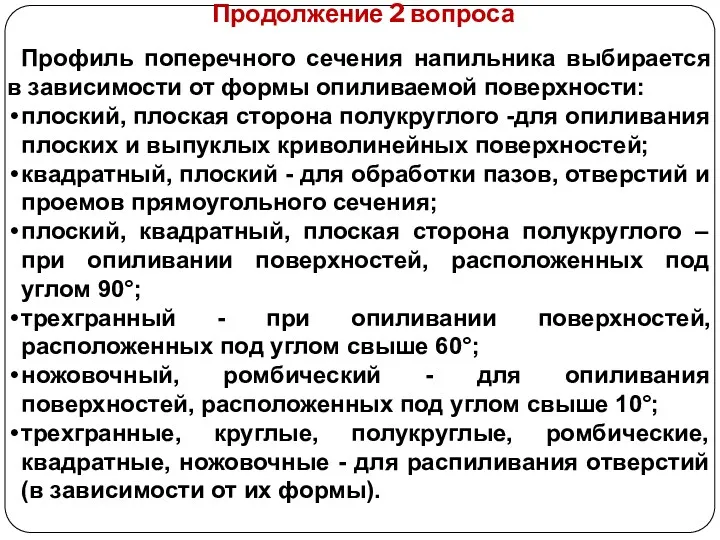
- 12. Продолжение 2 вопроса Профиль поперечного сечения напильника выбирается в зависимости от формы опиливаемой поверхности: плоский, плоская
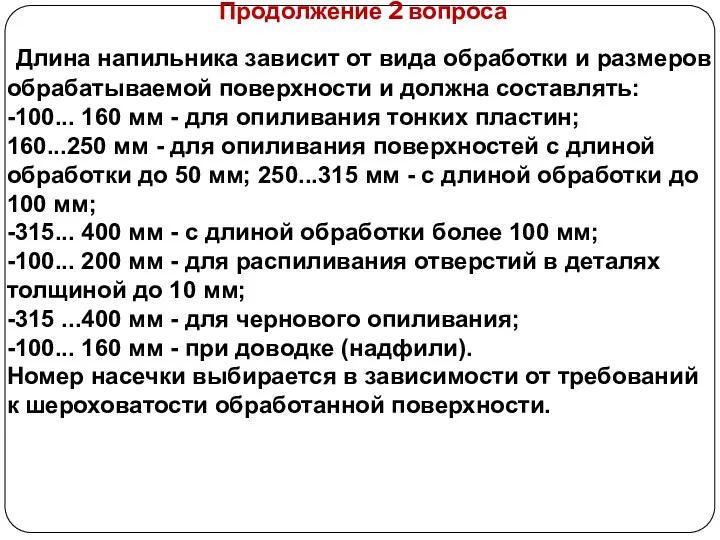
- 13. Продолжение 2 вопроса Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности и должна составлять:
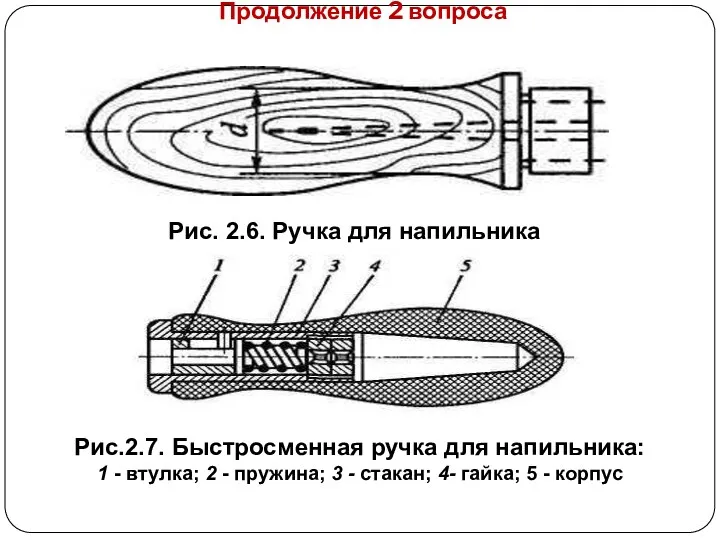
- 14. Продолжение 2 вопроса Рис. 2.6. Ручка для напильника Рис.2.7. Быстросменная ручка для напильника: 1 - втулка;
- 16. 3. Приспособления для опиливания Рис. 3.1. Рамка: 1- перегородка; 2 - рабочие пластины; 3 – винты
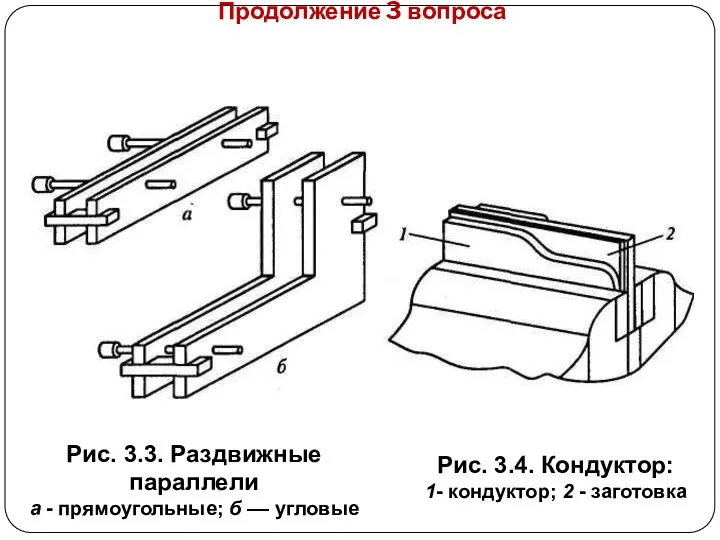
- 17. Продолжение 3 вопроса Рис. 3.3. Раздвижные параллели а - прямоугольные; б –– угловые Рис. 3.4. Кондуктор:
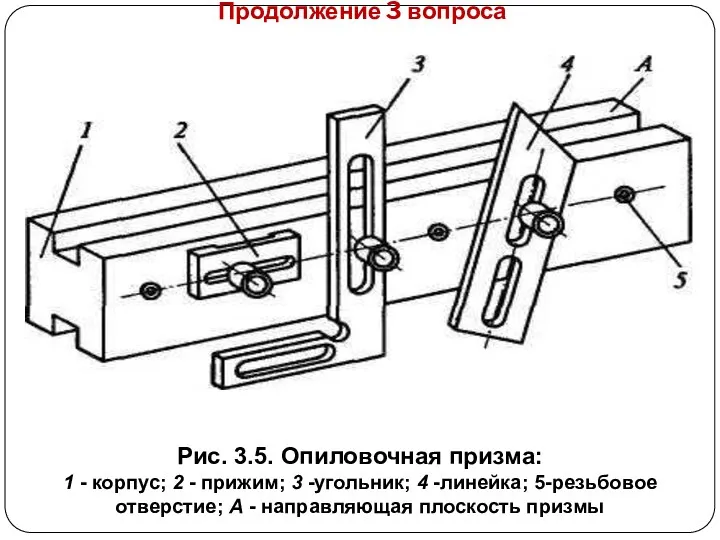
- 18. Продолжение 3 вопроса Рис. 3.5. Опиловочная призма: 1 - корпус; 2 - прижим; 3 -угольник; 4
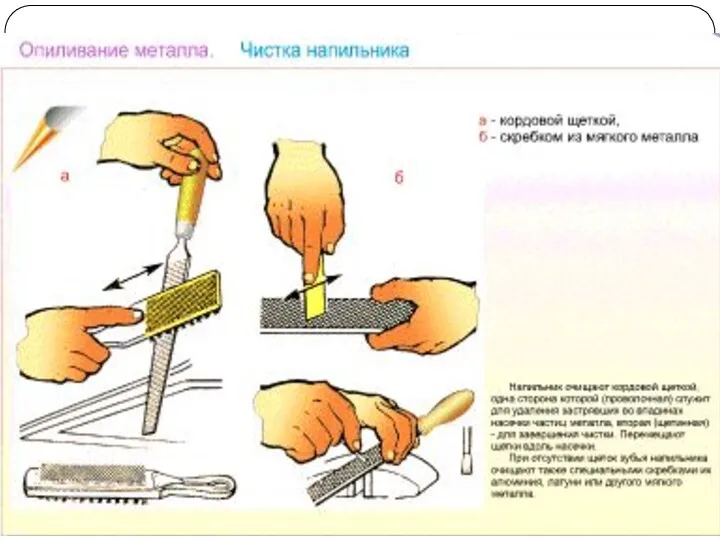
- 19. Продолжение 3 вопроса При работе напильником насечка засоряется опилками, поэтому напильник следует очищать перед дальнейшим использованием.
- 21. 4. Подготовка поверхностей, основные виды и способы опиливания Подготовка поверхностей к опиливанию включает в себя очистку
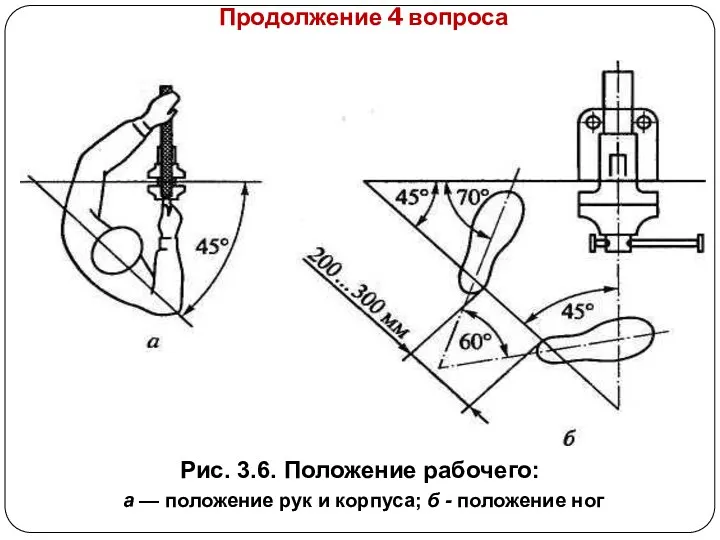
- 22. Продолжение 4 вопроса Рис. 3.6. Положение рабочего: а — положение рук и корпуса; б - положение
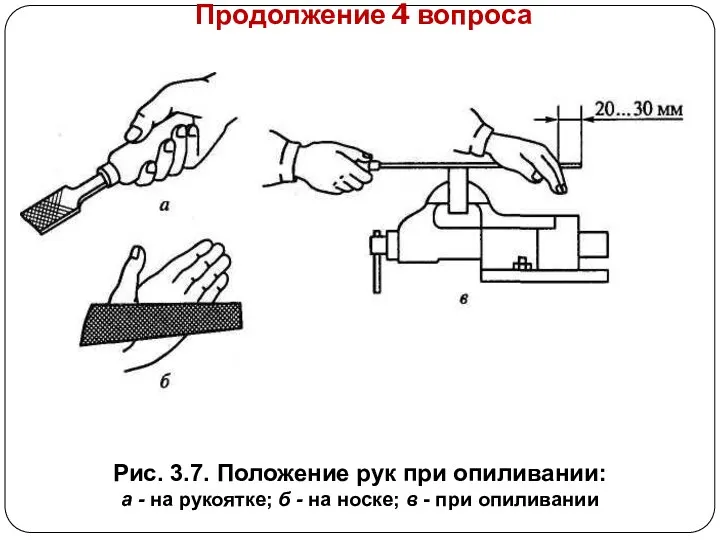
- 23. Продолжение 4 вопроса Рис. 3.7. Положение рук при опиливании: а - на рукоятке; б - на
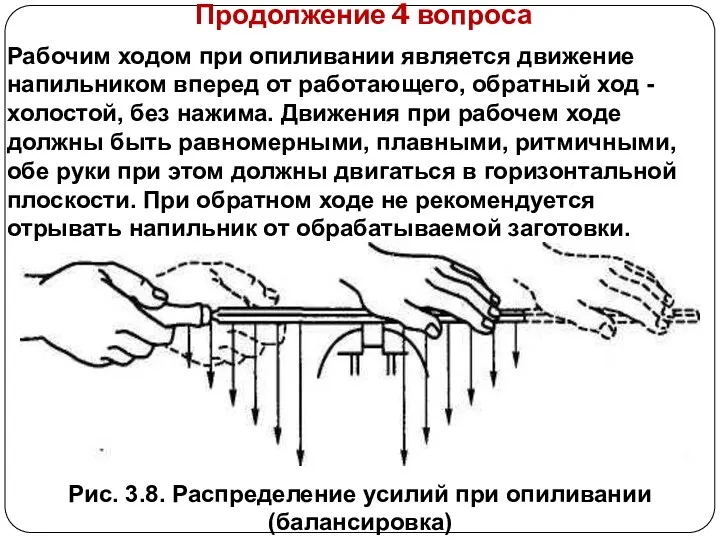
- 25. Продолжение 4 вопроса Рис. 3.8. Распределение усилий при опиливании (балансировка) Рабочим ходом при опиливании является движение
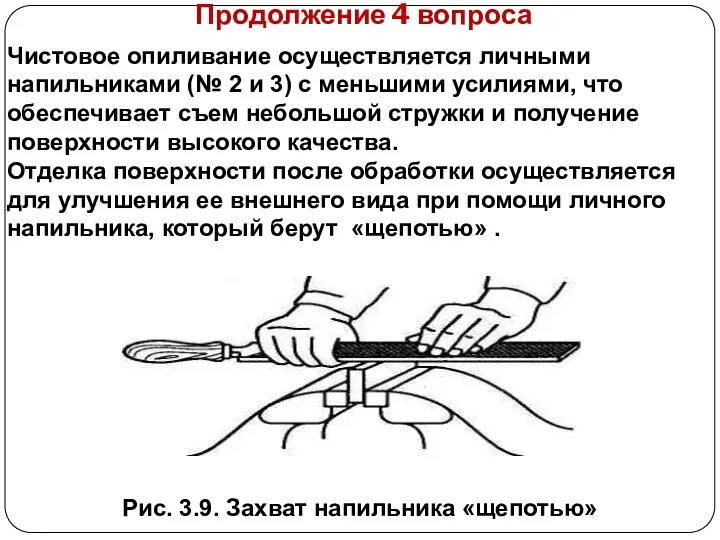
- 27. Продолжение 4 вопроса Рис. 3.9. Захват напильника «щепотью» Чистовое опиливание осуществляется личными напильниками (№ 2 и
- 28. Продолжение 4 вопроса Доводка и шлифовка осуществляется короткими личными и бархатными напильниками (№ 4 и 5).
- 29. Продолжение 6 вопроса Рис. 6.5. Опиловочный станок с абразивной лентой: 1 - кронштейн; 2 - лампа;
- 31. Скачать презентацию
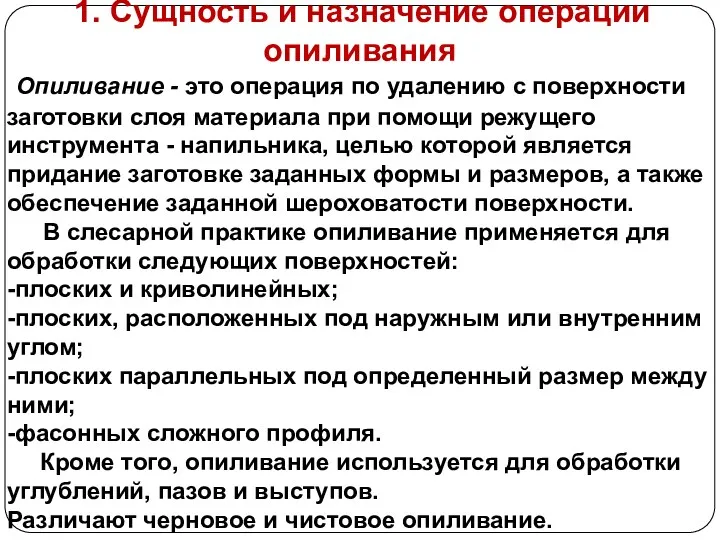
1. Сущность и назначение операции опиливания
Опиливание - это операция
1. Сущность и назначение операции опиливания
Опиливание - это операция
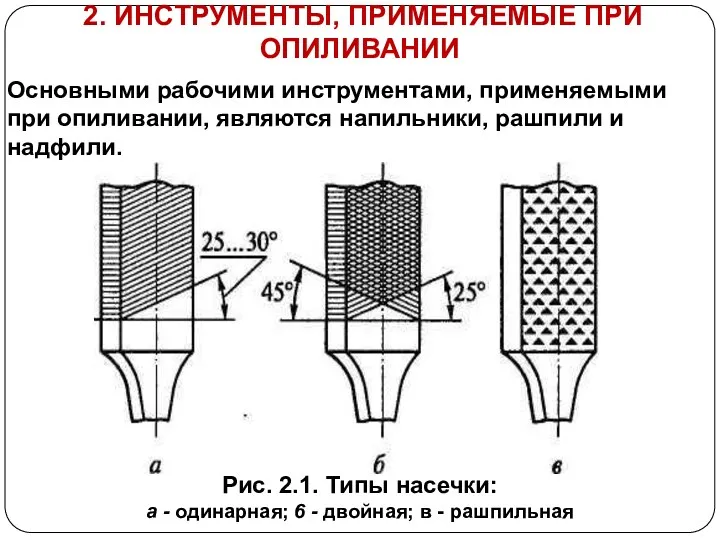
2. ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ ПРИ ОПИЛИВАНИИ
Рис. 2.1. Типы насечки:
а - одинарная;
2. ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ ПРИ ОПИЛИВАНИИ
Рис. 2.1. Типы насечки:
а - одинарная;
Продолжение 2 вопроса
Рис. 2.2. Формы зубьев напильника:
а - насеченные: β
Продолжение 2 вопроса
Рис. 2.2. Формы зубьев напильника:
а - насеченные: β
Продолжение 2 вопроса
Рис. 2.3. Формы поперечного сечения напильников и обрабатываемых поверхностей:
Продолжение 2 вопроса
Рис. 2.3. Формы поперечного сечения напильников и обрабатываемых поверхностей:

Продолжение 2 вопроса
Рис. 2.4. Рашпили: а - плоские тупоконечные; 6 -
Продолжение 2 вопроса
Рис. 2.4. Рашпили: а - плоские тупоконечные; 6 -

Продолжение 2 вопроса
Рис. 2.5. Надфили: а, б - плоские; в —
Продолжение 2 вопроса
Рис. 2.5. Надфили: а, б - плоские; в —
Продолжение 2 вопроса
Профиль поперечного сечения напильника выбирается в зависимости от формы
Продолжение 2 вопроса
Профиль поперечного сечения напильника выбирается в зависимости от формы
Продолжение 2 вопроса
Длина напильника зависит от вида обработки и
Продолжение 2 вопроса
Длина напильника зависит от вида обработки и
Продолжение 2 вопроса
Рис. 2.6. Ручка для напильника
Рис.2.7. Быстросменная ручка для
Продолжение 2 вопроса
Рис. 2.6. Ручка для напильника
Рис.2.7. Быстросменная ручка для


3. Приспособления для опиливания
Рис. 3.1. Рамка:
1- перегородка; 2 - рабочие
3. Приспособления для опиливания
Рис. 3.1. Рамка:
1- перегородка; 2 - рабочие
Продолжение 3 вопроса
Рис. 3.3. Раздвижные параллели
а - прямоугольные; б ––
Продолжение 3 вопроса
Рис. 3.3. Раздвижные параллели
а - прямоугольные; б ––
Продолжение 3 вопроса
Рис. 3.5. Опиловочная призма:
1 - корпус; 2
Продолжение 3 вопроса
Рис. 3.5. Опиловочная призма:
1 - корпус; 2
Продолжение 3 вопроса
При работе напильником насечка засоряется опилками, поэтому
Продолжение 3 вопроса
При работе напильником насечка засоряется опилками, поэтому
4. Подготовка поверхностей, основные виды и способы опиливания
Подготовка поверхностей
4. Подготовка поверхностей, основные виды и способы опиливания
Подготовка поверхностей
Продолжение 4 вопроса
Рис. 3.6. Положение рабочего:
а — положение рук
Продолжение 4 вопроса
Рис. 3.6. Положение рабочего:
а — положение рук
Продолжение 4 вопроса
Рис. 3.7. Положение рук при опиливании:
а -
Продолжение 4 вопроса
Рис. 3.7. Положение рук при опиливании:
а -

Продолжение 4 вопроса
Рис. 3.8. Распределение усилий при опиливании (балансировка)
Рабочим ходом
Продолжение 4 вопроса
Рис. 3.8. Распределение усилий при опиливании (балансировка)
Рабочим ходом

Продолжение 4 вопроса
Рис. 3.9. Захват напильника «щепотью»
Чистовое опиливание осуществляется
Продолжение 4 вопроса
Рис. 3.9. Захват напильника «щепотью»
Чистовое опиливание осуществляется
Продолжение 4 вопроса
Доводка и шлифовка осуществляется короткими личными и бархатными
Продолжение 4 вопроса
Доводка и шлифовка осуществляется короткими личными и бархатными

Продолжение 6 вопроса
Рис. 6.5. Опиловочный станок с абразивной лентой: 1
Продолжение 6 вопроса
Рис. 6.5. Опиловочный станок с абразивной лентой: 1
 Небесная механика. Лекции 3 - 4
Небесная механика. Лекции 3 - 4 Устройство и принцип действия асинхронной машины. (Лекция 2)
Устройство и принцип действия асинхронной машины. (Лекция 2) Эвольвентные поверхности. Основы теории режущих инструментов
Эвольвентные поверхности. Основы теории режущих инструментов Авиационные генераторы переменного тока. (Тема 3.4)
Авиационные генераторы переменного тока. (Тема 3.4) Волноводы. Применение волноводов
Волноводы. Применение волноводов Электромагнетизм. Уравнения Максвелла. Лекция 4
Электромагнетизм. Уравнения Максвелла. Лекция 4 Световые явления
Световые явления Организация работ по диагностированию, техническому обслуживанию автомобиля Renault Logan. Ремонт системы освещения
Организация работ по диагностированию, техническому обслуживанию автомобиля Renault Logan. Ремонт системы освещения Что такое механика?
Что такое механика? Возможности ЛТЛС
Возможности ЛТЛС Презентация к уроку по физике в 7 классе на тему Сложение сил. Равнодействующая сил
Презентация к уроку по физике в 7 классе на тему Сложение сил. Равнодействующая сил Механизмы релаксации напряженно-деформированного состояния металла деталей машин. Модели вязко-хрупкого перехода
Механизмы релаксации напряженно-деформированного состояния металла деталей машин. Модели вязко-хрупкого перехода Ремонт выхлопной системы Ваз-2170. (Часть 1)
Ремонт выхлопной системы Ваз-2170. (Часть 1) Теплоотдача при поперечном обтекании труб
Теплоотдача при поперечном обтекании труб Системы безопасности эксплуатации автомобилей
Системы безопасности эксплуатации автомобилей урок в 8 классе. Решение задач по теме равномерное прямолинейное движение.
урок в 8 классе. Решение задач по теме равномерное прямолинейное движение. Кинематика. Решение задач
Кинематика. Решение задач Статика. Равновесие тел
Статика. Равновесие тел Принципы радиосвязи. Свойства электромагнитных волн. Распространение радиоволн
Принципы радиосвязи. Свойства электромагнитных волн. Распространение радиоволн Газораспределительный механизм
Газораспределительный механизм Заломлення світла
Заломлення світла Дифракция света. Дифракционная решетка
Дифракция света. Дифракционная решетка Электрический ток в газах
Электрический ток в газах Подшипники. Смазочные материалы
Подшипники. Смазочные материалы Основы молекулярно-кинетической теории
Основы молекулярно-кинетической теории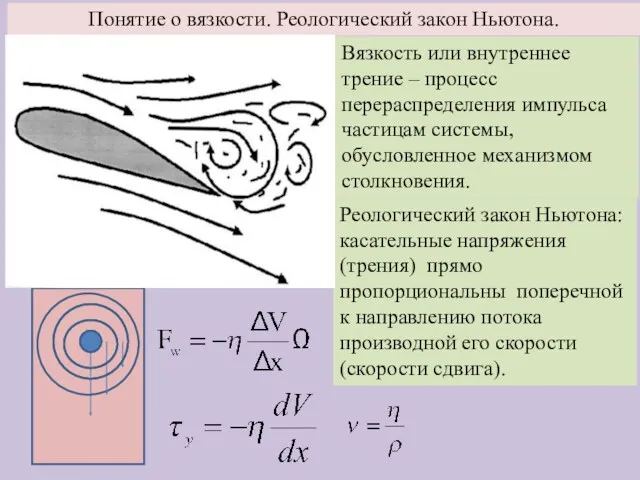 Понятие о вязкости. Реологический закон Ньютона
Понятие о вязкости. Реологический закон Ньютона Архимедова сила (Физика, 7 класс)
Архимедова сила (Физика, 7 класс) Метрология, стандартизация и сертификация. Обзорная лекция
Метрология, стандартизация и сертификация. Обзорная лекция