- Износостойкие покрытия режущих инструментов

Содержание
- 2. Для повышения работоспособности и увеличения производительности применяют износостойкие покрытия режущих инструментов. Износостойкие покрытия позволяют уменьшить трение
- 3. Основные группы износостойких покрытий Покрытия, получаемые по методу химического осаждения покрытий (ХОП, CVD). Покрытия, получаемые по
- 4. Покрытия CVD Метод CVD широко используется для нанесения покрытий на твердые сплавы, в частности, на твердосплавные
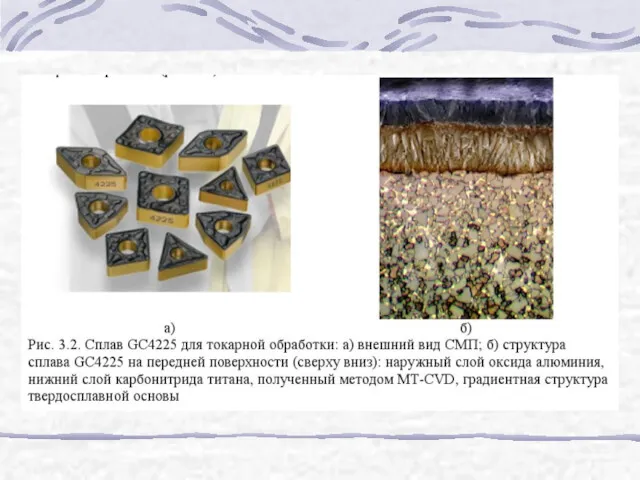
- 6. Современные твердосплавные СМП часто имеют на передней поверхности два слоя покрытия, а на задней поверхности –
- 8. Дальнейшее развитие CVD-покрытий направлено по созданию в слое оксида алюминия упорядоченной кристаллической структуры с кристаллами одинаковой
- 9. Современные твердые сплавы с CVD-покрытиями разрабатываются как единая система применительно к конкретному виду обработки. В частности,
- 10. Покрытия PVD Метод PVD имеет следующие основные преимущества по сравнению с CVD: низкая температура нанесения, позволяющая
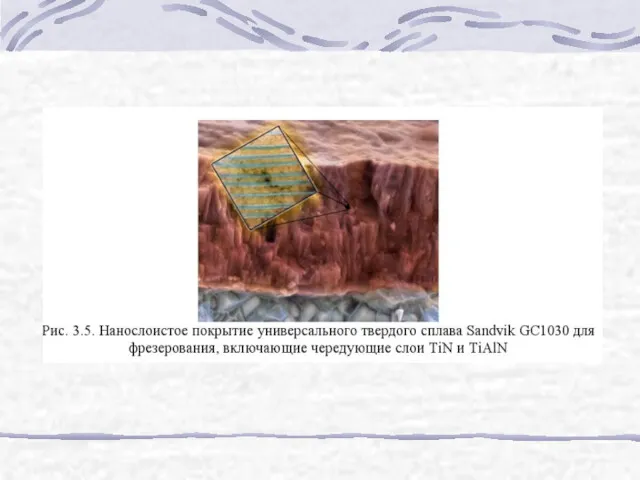
- 12. Кроме покрытия TiAlN используются и другие материалы. В частности, наибольшей твердостью и, соответственно, способностью обрабатывать закаленные
- 13. Алмазоподобные и алмазные покрытия Алмазоподобные покрытия. Кроме технологий CVD и PVD используются комбинированные технологии получения покрытий.
- 14. Переточка инструментов с покрытием Твердосплавные СМП с покрытиями переточке не подлежат как в силу изменения размеров
- 16. Скачать презентацию
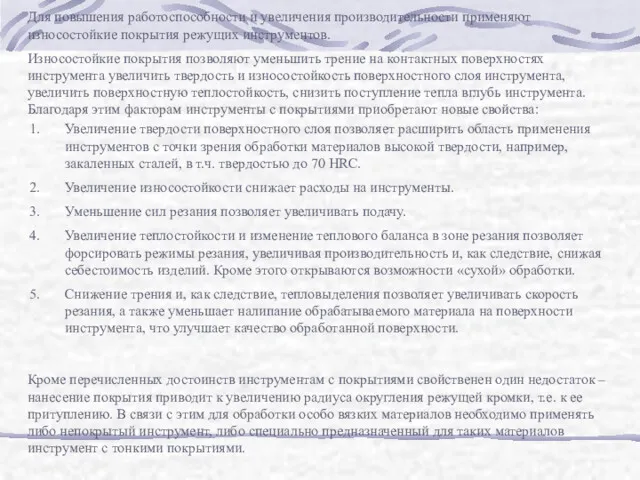
Для повышения работоспособности и увеличения производительности применяют износостойкие покрытия режущих инструментов.
Износостойкие
Для повышения работоспособности и увеличения производительности применяют износостойкие покрытия режущих инструментов.
Износостойкие
Основные группы износостойких покрытий
Покрытия, получаемые по методу химического осаждения покрытий (ХОП,
Основные группы износостойких покрытий
Покрытия, получаемые по методу химического осаждения покрытий (ХОП,
Покрытия CVD
Метод CVD широко используется для нанесения покрытий на твердые сплавы,
Покрытия CVD
Метод CVD широко используется для нанесения покрытий на твердые сплавы,
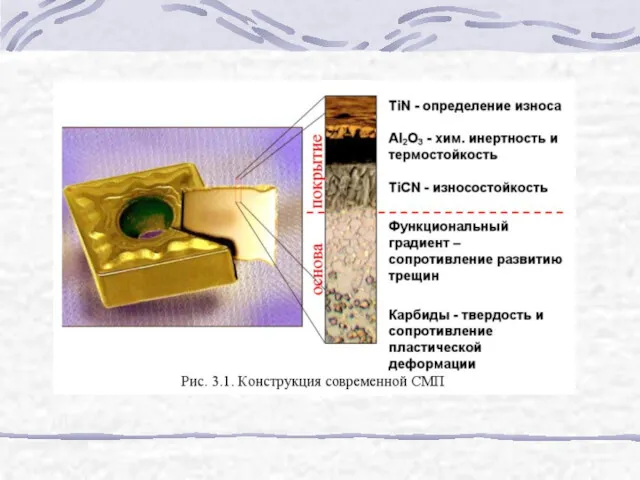
Современные твердосплавные СМП часто имеют на передней поверхности два слоя покрытия,
Современные твердосплавные СМП часто имеют на передней поверхности два слоя покрытия,
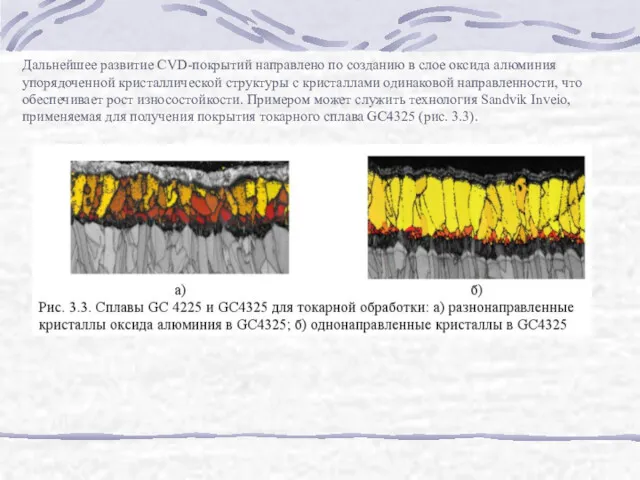
Дальнейшее развитие CVD-покрытий направлено по созданию в слое оксида алюминия упорядоченной
Дальнейшее развитие CVD-покрытий направлено по созданию в слое оксида алюминия упорядоченной
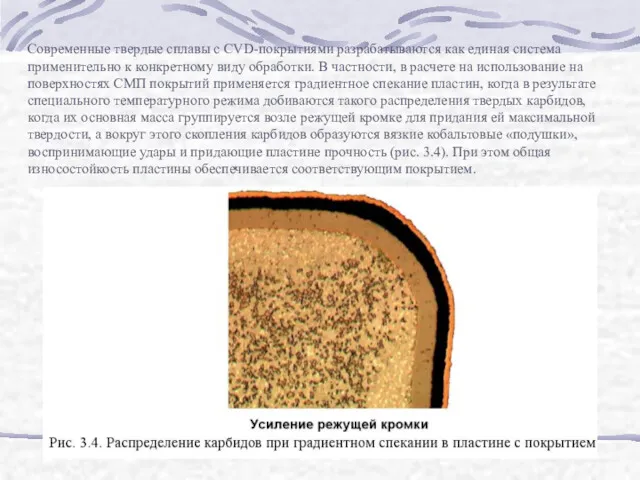
Современные твердые сплавы с CVD-покрытиями разрабатываются как единая система применительно к
Современные твердые сплавы с CVD-покрытиями разрабатываются как единая система применительно к
Покрытия PVD
Метод PVD имеет следующие основные преимущества по сравнению с CVD:
Покрытия PVD
Метод PVD имеет следующие основные преимущества по сравнению с CVD:

Кроме покрытия TiAlN используются и другие материалы. В частности, наибольшей твердостью
Кроме покрытия TiAlN используются и другие материалы. В частности, наибольшей твердостью
Алмазоподобные и алмазные покрытия
Алмазоподобные покрытия. Кроме технологий CVD и PVD используются
Алмазоподобные и алмазные покрытия
Алмазоподобные покрытия. Кроме технологий CVD и PVD используются
Переточка инструментов с покрытием
Твердосплавные СМП с покрытиями переточке не подлежат как
Переточка инструментов с покрытием
Твердосплавные СМП с покрытиями переточке не подлежат как
 Електричний струм у напівпровідниках
Електричний струм у напівпровідниках Электромагнитные колебания
Электромагнитные колебания Сила. Что такое сила?
Сила. Что такое сила? Закон сохранения импульса
Закон сохранения импульса Квантовые системы. Распределение электронов в атоме. Квантовые числа. Принцип Паули. Спонтанное и вынужденное излучение. Лазеры
Квантовые системы. Распределение электронов в атоме. Квантовые числа. Принцип Паули. Спонтанное и вынужденное излучение. Лазеры Abrasive materials. Classification, structure, properties and applications
Abrasive materials. Classification, structure, properties and applications Давление газа. Уравнение состояния идеального газа. Изопроцессы
Давление газа. Уравнение состояния идеального газа. Изопроцессы Жылу мөлшері. Заттың меншікті жылусыйымдылығы
Жылу мөлшері. Заттың меншікті жылусыйымдылығы Конструкция автосцепного устройства
Конструкция автосцепного устройства Лекция №1. Взаимодействие излучения с атомами
Лекция №1. Взаимодействие излучения с атомами Знатоки физики
Знатоки физики Давление. Единицы давления
Давление. Единицы давления Топлива, применяемые на воздушных судах и наземной технике. Эксплуатационные свойства топлив. (Тема 2.1)
Топлива, применяемые на воздушных судах и наземной технике. Эксплуатационные свойства топлив. (Тема 2.1) Действие электрического тока. 8 кл.
Действие электрического тока. 8 кл. Кіріспе. Типтік өнеркәсіптік механизмдердің классификациясы, жалпы ұғым және анықтама
Кіріспе. Типтік өнеркәсіптік механизмдердің классификациясы, жалпы ұғым және анықтама Частотный метод синтеза корректирующего звена по ЛАЧХ разомкнутой системы
Частотный метод синтеза корректирующего звена по ЛАЧХ разомкнутой системы Электрическая прочность диэлектриков
Электрическая прочность диэлектриков Механические передачи. Планетарные и волновые передачи. (Лекция 8)
Механические передачи. Планетарные и волновые передачи. (Лекция 8) Диапазон частот
Диапазон частот Оборудование для ремонта рам, кузовов и кабин автомобилей
Оборудование для ремонта рам, кузовов и кабин автомобилей Мультимедийный тест по теме Сила упругости
Мультимедийный тест по теме Сила упругости Управляемость автомобиля. Лекция № 11
Управляемость автомобиля. Лекция № 11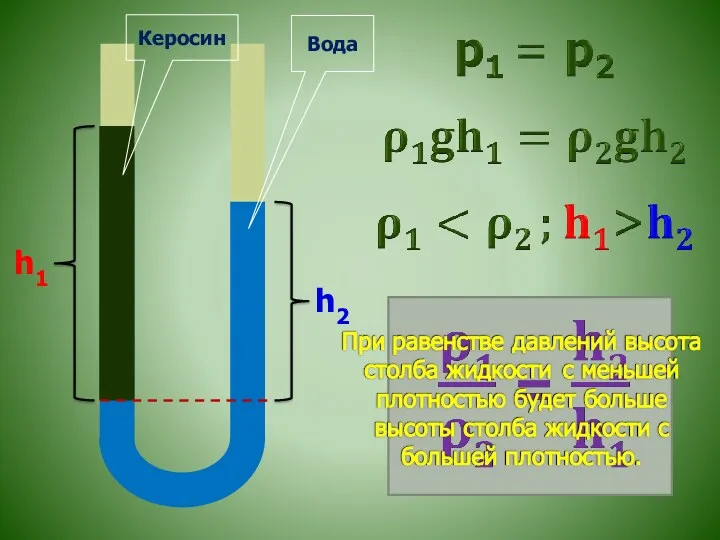 Сообщающиеся сосуды
Сообщающиеся сосуды Программа элективного курса по физике 9 класс
Программа элективного курса по физике 9 класс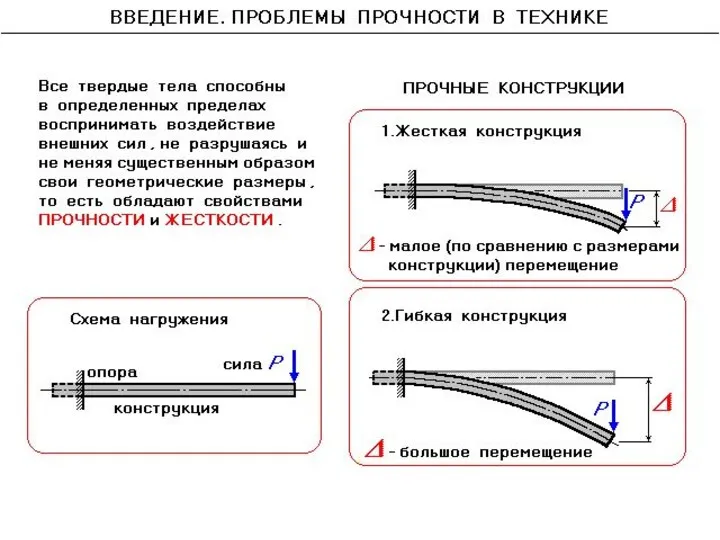 Проблемы прочности в технике
Проблемы прочности в технике Лазеры и их применение
Лазеры и их применение Основы молекулярной физики и термодинамики
Основы молекулярной физики и термодинамики Прямолинейное равноускоренное движение: мгновенная скорость, ускорение, перемещение
Прямолинейное равноускоренное движение: мгновенная скорость, ускорение, перемещение