- Композитные материалы

Содержание
- 2. Композитные материалы Полимерная матрица Термопласты (термопластичные полимеры) в качестве конструкционных материалов имеют ограниченное применение из-за относительно
- 3. Композитные материалы Полимерная матрица Реактопласты по вязкости отличаются от термопластов, у первых она на несколько порядков
- 4. Композитные материалы Полимерная матрица Кремнийорганические смолы хорошо смешиваются с большинством органических полимеров, что упрощает технологию их
- 5. Композитные материалы Полимерная матрица Основным достоинством кремнииорганических полимеров для использования в качестве матрицы КМ является их
- 6. Композитные материалы Полимерная матрица Углеродная матрица. В технологии получения КМ углеродная матрица образуется в результате термического
- 7. Композитные материалы Полимерная матрица Пиролитический углерод образуется на нагретых поверхностях в процессе термического разложения газообразных углеводородов.
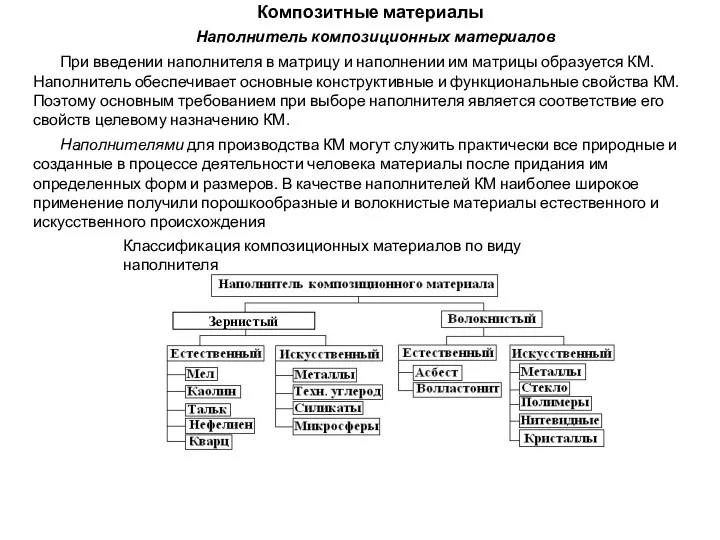
- 8. Композитные материалы Наполнитель композиционных материалов При введении наполнителя в матрицу и наполнении им матрицы образуется КМ.
- 9. Композитные материалы Наполнитель композиционных материалов Зернистый наполнитель композиционных материалов Среди естественных наполнителей отметим мел, каолин, тальк
- 10. Композитные материалы Наполнитель композиционных материалов Зернистый наполнитель композиционных материалов Нефелин и полевой шпат хорошо смачиваются и
- 11. Композитные материалы Наполнитель композиционных материалов Зернистый наполнитель композиционных материалов Мелкие порошки с частицами сферической формы получают
- 12. Композитные материалы Наполнитель композиционных материалов Зернистый наполнитель композиционных материалов Введение микросфер в полимеры повышает физико-механические характеристики
- 13. Композитные материалы Наполнитель композиционных материалов Зернистый наполнитель композиционных материалов Кубический нитрид бора является кристаллографическим аналогом углерода,
- 14. Композитные материалы Наполнитель композиционных материалов Волокнистый наполнитель композиционных материалов Естественные наполнители. Наибольшее применение в технологии КМ
- 15. Композитные материалы Волокнистый наполнитель композиционных материалов Искусственные наполнители. Сырьем для получения волокнистых наполнителей могут служить разные
- 16. Композитные материалы Волокнистый наполнитель композиционных материалов Таблица: Характеристика волокнистого наполнителя композиционных материалов
- 17. Композитные материалы Волокнистый наполнитель композиционных материалов Прочность проволоки из нержавеющей стали находится в среднем на уровне
- 18. Композитные материалы Волокнистый наполнитель композиционных материалов Стеклянные волокна изготовляют из расплавленного стекла методом вытягивания или раздува
- 19. Композитные материалы Волокнистый наполнитель композиционных материалов Органические волокна имеют промышленную основу для крупнотоннажного производства. Среди них
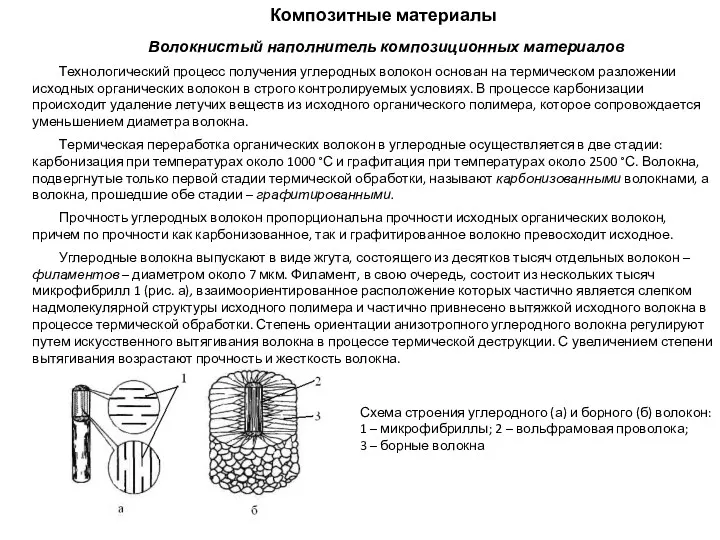
- 20. Композитные материалы Волокнистый наполнитель композиционных материалов Технологический процесс получения углеродных волокон основан на термическом разложении исходных
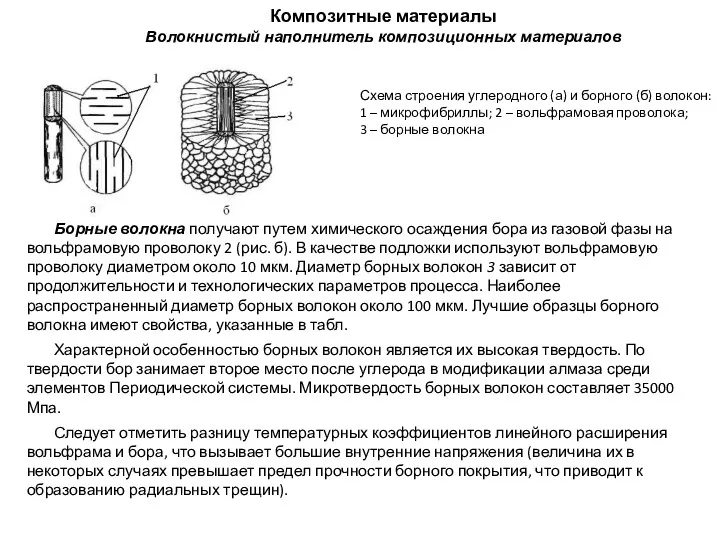
- 21. Композитные материалы Волокнистый наполнитель композиционных материалов Борные волокна получают путем химического осаждения бора из газовой фазы
- 22. Композитные материалы Волокнистый наполнитель композиционных материалов Для нитевидных кристаллов характерна обратно пропорциональная зависимость прочности от диаметра,
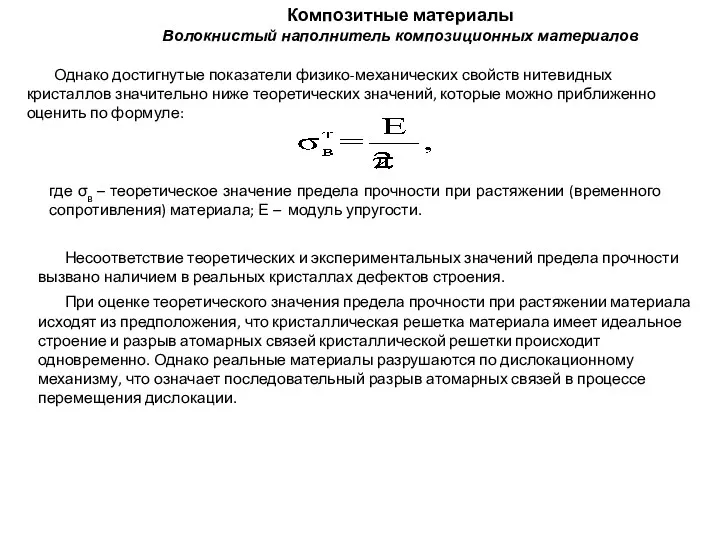
- 23. Композитные материалы Волокнистый наполнитель композиционных материалов Однако достигнутые показатели физико-механических свойств нитевидных кристаллов значительно ниже теоретических
- 25. Скачать презентацию
Композитные материалы
Полимерная матрица
Термопласты (термопластичные полимеры) в качестве конструкционных материалов имеют ограниченное
Композитные материалы
Полимерная матрица
Термопласты (термопластичные полимеры) в качестве конструкционных материалов имеют ограниченное
Композитные материалы
Полимерная матрица
Реактопласты по вязкости отличаются от термопластов, у первых она
Композитные материалы
Полимерная матрица
Реактопласты по вязкости отличаются от термопластов, у первых она
Композитные материалы
Полимерная матрица
Кремнийорганические смолы хорошо смешиваются с большинством органических полимеров, что
Композитные материалы
Полимерная матрица
Кремнийорганические смолы хорошо смешиваются с большинством органических полимеров, что
Композитные материалы
Полимерная матрица
Основным достоинством кремнииорганических полимеров для использования в качестве матрицы
Композитные материалы
Полимерная матрица
Основным достоинством кремнииорганических полимеров для использования в качестве матрицы
Композитные материалы
Полимерная матрица
Углеродная матрица. В технологии получения КМ углеродная матрица образуется
Композитные материалы
Полимерная матрица
Углеродная матрица. В технологии получения КМ углеродная матрица образуется
Композитные материалы
Полимерная матрица
Пиролитический углерод образуется на нагретых поверхностях в процессе термического
Композитные материалы
Полимерная матрица
Пиролитический углерод образуется на нагретых поверхностях в процессе термического
Композитные материалы
Наполнитель композиционных материалов
При введении наполнителя в матрицу и наполнении им
Композитные материалы
Наполнитель композиционных материалов
При введении наполнителя в матрицу и наполнении им
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Среди естественных наполнителей отметим мел,
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Среди естественных наполнителей отметим мел,
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Нефелин и полевой шпат хорошо
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Нефелин и полевой шпат хорошо
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Мелкие порошки с частицами сферической
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Мелкие порошки с частицами сферической
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Введение микросфер в полимеры повышает
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Введение микросфер в полимеры повышает
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Кубический нитрид бора является кристаллографическим
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Кубический нитрид бора является кристаллографическим
Композитные материалы
Наполнитель композиционных материалов
Волокнистый наполнитель композиционных материалов
Естественные наполнители.
Наибольшее применение в
Композитные материалы
Наполнитель композиционных материалов
Волокнистый наполнитель композиционных материалов
Естественные наполнители.
Наибольшее применение в
Композитные материалы
Волокнистый наполнитель композиционных материалов
Искусственные наполнители.
Сырьем для получения волокнистых наполнителей
Композитные материалы
Волокнистый наполнитель композиционных материалов
Искусственные наполнители.
Сырьем для получения волокнистых наполнителей

Композитные материалы
Волокнистый наполнитель композиционных материалов
Таблица: Характеристика волокнистого наполнителя композиционных материалов
Композитные материалы
Волокнистый наполнитель композиционных материалов
Таблица: Характеристика волокнистого наполнителя композиционных материалов
Композитные материалы
Волокнистый наполнитель композиционных материалов
Прочность проволоки из нержавеющей стали находится в
Композитные материалы
Волокнистый наполнитель композиционных материалов
Прочность проволоки из нержавеющей стали находится в
Композитные материалы
Волокнистый наполнитель композиционных материалов
Стеклянные волокна изготовляют из расплавленного стекла методом
Композитные материалы
Волокнистый наполнитель композиционных материалов
Стеклянные волокна изготовляют из расплавленного стекла методом
Композитные материалы
Волокнистый наполнитель композиционных материалов
Органические волокна имеют промышленную основу для крупнотоннажного
Композитные материалы
Волокнистый наполнитель композиционных материалов
Органические волокна имеют промышленную основу для крупнотоннажного
Композитные материалы
Волокнистый наполнитель композиционных материалов
Технологический процесс получения углеродных волокон основан на
Композитные материалы
Волокнистый наполнитель композиционных материалов
Технологический процесс получения углеродных волокон основан на
Композитные материалы
Волокнистый наполнитель композиционных материалов
Борные волокна получают путем химического осаждения бора
Композитные материалы
Волокнистый наполнитель композиционных материалов
Борные волокна получают путем химического осаждения бора
Композитные материалы
Волокнистый наполнитель композиционных материалов
Для нитевидных кристаллов характерна обратно пропорциональная зависимость
Композитные материалы
Волокнистый наполнитель композиционных материалов
Для нитевидных кристаллов характерна обратно пропорциональная зависимость
Композитные материалы
Волокнистый наполнитель композиционных материалов
Однако достигнутые показатели физико-механических свойств нитевидных кристаллов
Композитные материалы
Волокнистый наполнитель композиционных материалов
Однако достигнутые показатели физико-механических свойств нитевидных кристаллов
 Система работы учителя по подготовке учащихся к итоговой аттестации по физике
Система работы учителя по подготовке учащихся к итоговой аттестации по физике Решение задач по ядерной физике
Решение задач по ядерной физике Разность потенциалов. Эквипотенциальные поверхности
Разность потенциалов. Эквипотенциальные поверхности Ядерные реакторы
Ядерные реакторы Отопитель и климатическая установка в современных автомобилях
Отопитель и климатическая установка в современных автомобилях Эксплуатационная повреждаемость авиационных деталей и соединений
Эксплуатационная повреждаемость авиационных деталей и соединений Музыкальный звук. Формирование, запись и воспроизведение
Музыкальный звук. Формирование, запись и воспроизведение Строительная механика пластин. Изгиб пластин
Строительная механика пластин. Изгиб пластин Потенциал и работа электростатического поля. Связь напряженности с потенциалом
Потенциал и работа электростатического поля. Связь напряженности с потенциалом Релятивістська кінематика. (Лекція 6)
Релятивістська кінематика. (Лекція 6) Жарық дисперсиясы және поляризациясы
Жарық дисперсиясы және поляризациясы Последовательное соединение проводников
Последовательное соединение проводников Зубофрезерные станки
Зубофрезерные станки Проблемно-интегрированный подход в обучении при внедрении ФГОС
Проблемно-интегрированный подход в обучении при внедрении ФГОС Естествознание. Почему дует ветер?
Естествознание. Почему дует ветер? Теория переноса излучения в веществе
Теория переноса излучения в веществе Устройство увеличительных приборов и правила работы с ними
Устройство увеличительных приборов и правила работы с ними Электрооборудование автомобилей. Электростартеры. (Урок 4)
Электрооборудование автомобилей. Электростартеры. (Урок 4) Сила трения
Сила трения Техническое обслуживание и ремонт газораспределительного механизма двигателя А-41
Техническое обслуживание и ремонт газораспределительного механизма двигателя А-41 Электродинамика - раздел физики, которая изучает электрические и магнитные поля
Электродинамика - раздел физики, которая изучает электрические и магнитные поля Переходные процессы в цепях с r и L, r и C при синусоидальных напряжениях и токах. Лекция 9
Переходные процессы в цепях с r и L, r и C при синусоидальных напряжениях и токах. Лекция 9 Электрические системы запуска и системы зажигания топлива двигателей АИ-24 и ТВ3-117
Электрические системы запуска и системы зажигания топлива двигателей АИ-24 и ТВ3-117 Механическое движение
Механическое движение Контурные тепловые трубы в космической технике
Контурные тепловые трубы в космической технике Автоматическая коробка передач
Автоматическая коробка передач Мастер-класс Применение технологии интерактивного обучения на уроках физики
Мастер-класс Применение технологии интерактивного обучения на уроках физики Эффективное использование электрической энергии
Эффективное использование электрической энергии