- Кремниевые подложки интегральных схем

Содержание
- 2. Получение монокристаллического кремния Получение металлургического кремния; 2. Синтез трихлорсилана; 3. Получение электронного кремния; 4. Выращивание монокристаллов.
- 3. Выращивание монокристаллов Осуществляется вытягиванием слитков из расплава электронного кремния по методу Чохральского.
- 4. Монокристаллический кремний Монокристаллический кремний имеет упорядоченную кристаллическую структуру, в которой каждый атом находится в точно определенном
- 5. Установка и получаемые по методу Чохральского слитки кремния
- 6. Элементы с полупроводниковыми свойствами На фрагменте периодической таблицы элементов наиболее распространенные полупроводниковые материалы выделены синим. Полупроводниками
- 7. Главное свойство полупроводников Ковалентная связь между атомами является причиной того, что электроны существуют в кристалле в
- 8. Главное свойство полупроводников Когда электрон оказывается в зоне проводимости, он может свободно двигаться по полупроводнику. В
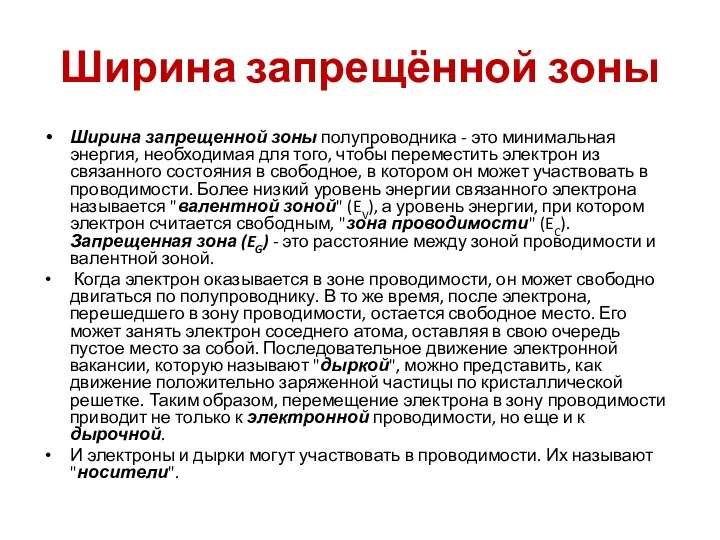
- 9. Ширина запрещённой зоны Ширина запрещенной зоны полупроводника - это минимальная энергия, необходимая для того, чтобы переместить
- 10. Собственная концентрация носителей Тепловое возбуждение электронов из валентной зоны в зону проводимости создает свободные носители в
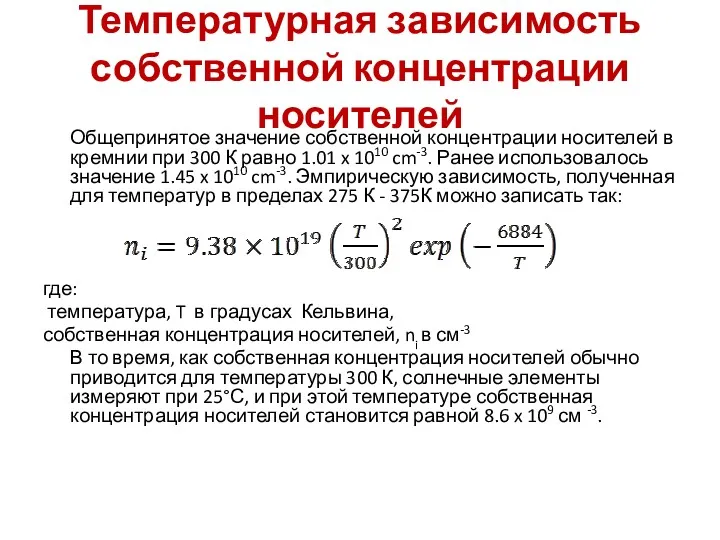
- 11. Температурная зависимость собственной концентрации носителей Общепринятое значение собственной концентрации носителей в кремнии при 300 К равно
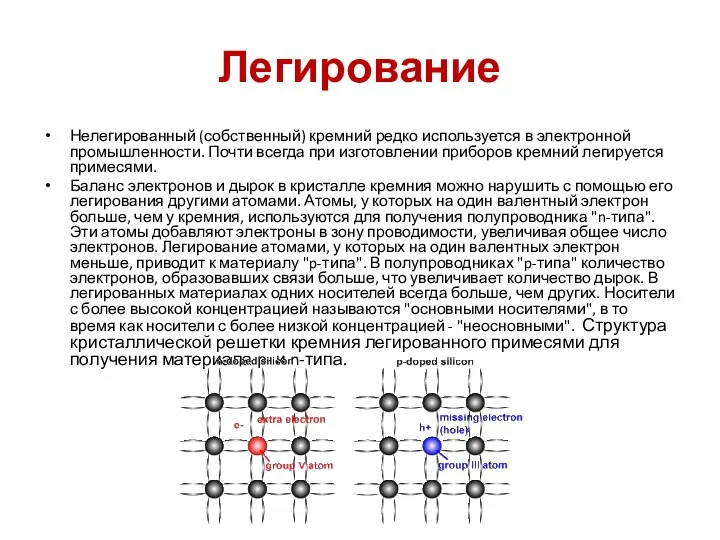
- 12. Легирование Нелегированный (собственный) кремний редко используется в электронной промышленности. Почти всегда при изготовлении приборов кремний легируется
- 13. Свойства полупроводников p- и n-типа проводимости
- 14. Полупроводниковая подложка Ø100 мм
- 15. Конструктивные элементы подложки - Основной (или базовый) срез подложки предназначен для базирования (ориентации) пластин в технологическом
- 16. Расположение дополнительных срезов на кремниевых подложках различных типов КЭФ 4,5 (100) КЭФ 4,5 (111) КДБ 10
- 17. Требования к качеству полупроводниковых подложек Условно делят на две группы: Требования к геометрическим параметрам; Требования к
- 18. Геометрические параметры кремниевых пластин
- 19. Параметры качества поверхности 1. Шероховатость поверхности; 2. Глубина нарушенного слоя; 3. Минимальная дефектность. Определяются: – качеством
- 20. Характерные особенности механических свойств полупроводниковых материалов Высокая твёрдость и хрупкость (не пригодны традиционные методы, та- кие
- 21. Схема обработки свободным абразивом 1 – полупроводниковый материал; 2 – обрабатыва- ющий инструмент; 3 – зерна
- 22. Абразивная суспензия представляет собой жидкость с взвешенными в ней частицами абразива. Жидкость в суспензии выполняет следую-
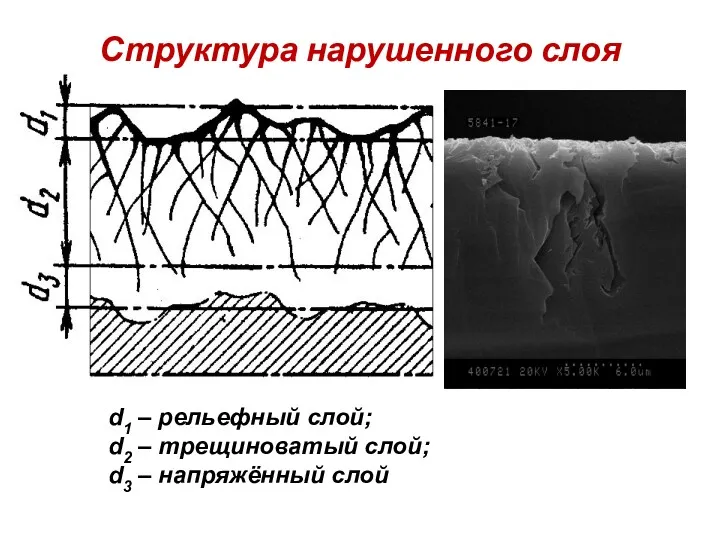
- 23. Структура нарушенного слоя d1 – рельефный слой; d2 – трещиноватый слой; d3 – напряжённый слой
- 24. Зависимость суммарной толщины нарушенного слоя от диаметра зерна абразива
- 25. Связанный абразив Металлической связкой Органической связкой
- 26. Характерные особенности обработки связанным абразивом 1. По сравнению с обработкой свобод- ным абразивом достигается примерно одинаковый
- 27. Технологический маршрут изготовления подложек - Калибровка слитка; - Ориентация и резка слитка; - Снятие фаски; -
- 28. Калибровка слитка
- 29. Резка слитка алмазным кругом с внутренней режущей кромкой (АКВР) 1 – цилиндрический барабан; 2 – алмазный
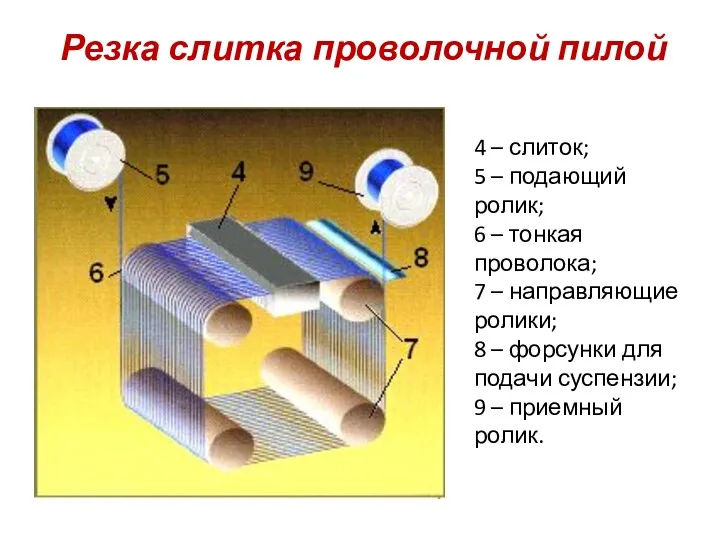
- 30. Резка слитка проволочной пилой 4 – слиток; 5 – подающий ролик; 6 – тонкая проволока; 7
- 31. Качество подложек после резки - Шероховатость поверхности Rz : порядка нескольких мкм; Толщина нарушенного слоя: >
- 32. Схема снятия фаски по периметру подложки
- 33. Двухсторонняя шлифовка (поперечный разрез)
- 34. Двухсторонняя шлифовка (вид сверху)
- 35. Схема химико–механического полирования подложек
- 36. Особенности химико-механической полировки - Выполняется специальными полирующими составами из частиц абразива размером 0,1 мкм, взвешенных в
- 37. Параметры пластин, контролируемые после механических обработок 1. Внешний вид поверхности 2. Совершенство геометрической формы: – толщина;
- 38. Методы очистки поверхности подложек Зависят от характера загрязнений поверхности. Примеси на поверхности подложки делят на: -
- 39. Особенности физических загрязнений Обусловлены физической адсорбцией и слабо связаны с поверхностью полупроводника. Физическая адсорбция загрязнений к
- 40. Физические загрязнения Подразделяют на: - Неорганические загрязнения (пыль различного происхождения и абразивные частицы); - Органические загрязнения
- 41. Полярные загрязнения - жиры; - белки; - жирные кислоты; - следы поверхностно–активных веществ; - остатки синтетических
- 42. Неполярные загрязнения Минеральные масла; Парафин; Остатки битумов; Вазелины. Особенности: Из–за малого дипольного момента данные вещества обладают
- 43. Особенности химических загрязнений - химические загрязнения связаны с поверхностью подложки силами хемосорбции; - образуются прочные ковалентные
- 44. Ионные загрязнения растворимые в воде соли; кислоты; и основания. Осаждаются на поверхность пластин из очищающих растворов
- 45. Атомные загрязнения Осаждаются на поверхности подложек в виде: - микрозародышей из атомов золота; - железа, -
- 46. Основными источники загрязнений – абразивные и клеящие материалы, используемые при механической обработке полупроводниковых подложек; – пыль
- 47. Борьба с загрязнениями Данную задачу решают в трёх аспектах: – использование эффективных методов очистки подложек перед
- 48. Требования к методам очистки полупроводниковых подложек – инертность по отношению к обрабатываемому материалу; – пожаробезопасность и
- 49. Классификация методов очистки подложек
- 50. Обезжиривание в органических растворителях В основе метода лежат процессы замещения адсорбированных молекул примесей молекулами растворителей. В
- 51. Очистка подложек в очищающих растворах Основана на химическом взаимодействии компонентов растворов с загрязнениями поверхности. Органические загрязнения
- 52. Интенсификации процессов очистки Осуществляется для повышения эффективности очистки. При этом ускоряются наиболее медленные стадии процесса (например,
- 53. Физические методы интенсификации нагрев, кипячение, обработка струёй, обработка гидроциркуляцией, обработка протоком, гидромеханическая отмывка, центрифугирование, обработку ультра–
- 54. Химические методы интенсификации - очистка поверхностно–активными веществами (ПАВ), - очистка комплексообразователями.
- 55. Комбинированные методы интенсификации объединяют в себе физические и химические методы: обработка горячей струёй, подогрев ультразвуковой ванны,
- 56. Способы реализации обработки поверхности подложек Объёмная химическая обработка; Химическая обработка в аэрозолях.
- 57. Объёмная химическая обработка реализуется погружением кассет с пластинами в ванну, заполненную технологическим раствором. Отличительные особенности: для
- 58. Химическая обработка в аэрозолях реализуется путем обработки пластин в специальной ванне-центрифуге, в которую в виде аэрозолей
- 59. Последовательность очистки поверхности подложек от загрязнений Большинство методов очистки требует последовательного использования нескольких очищающих растворов: 1)
- 60. Очередность применения технологических растворов – Травитель КАРО; – Раствор плавиковой кислоты; – Перекисно–аммиачный раствор (ПАР); –
- 61. Обработка в травителе КАРО Травитель КАРО - смесь серной кислоты и перекиси водорода в соотношении 10:1.
- 62. Очистка поверхности от неметаллических загрязнений при нагревании концентрированная серная кислота может окислять такие неметаллы как серу,
- 63. Удаление тонкого естественного слоя оксида как правило, используют травители на основе водных растворов плавиковой кислоты: SiO2
- 64. Обработка подложек в ПАР Обработка в ПАР (NH4OH:H2O2:H2O=1:1,5:7) при температуре 60 – 80 °С является наиболее
- 65. Особености обработки в ПАР Атомарный кислород обладает сильными окислительными свойствами, что обеспечивает: - деструкцию молекул органических
- 66. Очистка поверхности от металлических примесей Производится в перекисно–соляном растворе (ПСР) (HCl:H2O2:H2O=5:1:1) при температуре 70 – 90
- 67. Стадии процесса химической обработки 1. Обработка пластин в технологическом растворе; 2. Промывка обработанных пластин в деионизованной
- 68. Устройство ванны для химобработки
- 69. Способы промывки пластин в проточной деионизованной воде Отмывка пластин в трёхкаскадной ванне; Отмывка пластин в однокаскадной
- 70. Трёхкаскадная ванна для промывки
- 71. Однокаскадная ванна для промывки
- 72. Стоп-ванна 1 - Ванна; 2 - Крышка; 3 - Подставка для кас сет с пластинами; 4
- 73. 1 - Корпус; 2 - Крышка; 3 - Вал; 4 - Узел вращения с подшипником; 5
- 75. Скачать презентацию
Получение монокристаллического кремния
Получение металлургического кремния;
2. Синтез трихлорсилана;
3. Получение электронного кремния;
4. Выращивание
Получение монокристаллического кремния
Получение металлургического кремния;
2. Синтез трихлорсилана;
3. Получение электронного кремния;
4. Выращивание

Выращивание монокристаллов
Осуществляется вытягиванием слитков из расплава
электронного кремния по методу Чохральского.
Выращивание монокристаллов
Осуществляется вытягиванием слитков из расплава
электронного кремния по методу Чохральского.
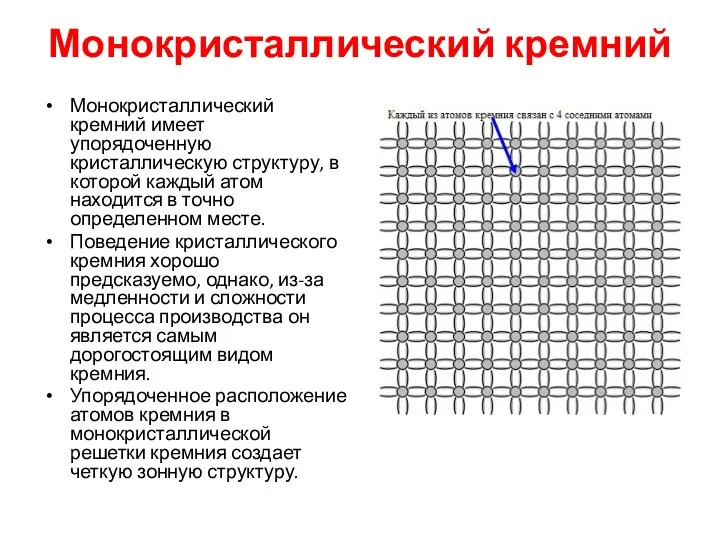
Монокристаллический кремний
Монокристаллический кремний имеет упорядоченную кристаллическую структуру, в которой каждый
Монокристаллический кремний
Монокристаллический кремний имеет упорядоченную кристаллическую структуру, в которой каждый

Установка и получаемые по методу Чохральского слитки кремния
Установка и получаемые по методу Чохральского слитки кремния

Элементы с полупроводниковыми свойствами
На фрагменте периодической таблицы элементов наиболее распространенные полупроводниковые
Элементы с полупроводниковыми свойствами
На фрагменте периодической таблицы элементов наиболее распространенные полупроводниковые
Главное свойство полупроводников
Ковалентная связь между атомами является причиной того, что
Главное свойство полупроводников
Ковалентная связь между атомами является причиной того, что
Главное свойство полупроводников
Когда электрон оказывается в зоне проводимости, он может свободно
Главное свойство полупроводников
Когда электрон оказывается в зоне проводимости, он может свободно
Ширина запрещённой зоны
Ширина запрещенной зоны полупроводника - это минимальная энергия, необходимая
Ширина запрещённой зоны
Ширина запрещенной зоны полупроводника - это минимальная энергия, необходимая
Собственная концентрация носителей
Тепловое возбуждение электронов из валентной зоны в зону проводимости
Собственная концентрация носителей
Тепловое возбуждение электронов из валентной зоны в зону проводимости
Температурная зависимость собственной концентрации носителей
Общепринятое значение собственной концентрации носителей в кремнии
Температурная зависимость собственной концентрации носителей
Общепринятое значение собственной концентрации носителей в кремнии
Легирование
Нелегированный (собственный) кремний редко используется в электронной промышленности. Почти всегда
Легирование
Нелегированный (собственный) кремний редко используется в электронной промышленности. Почти всегда
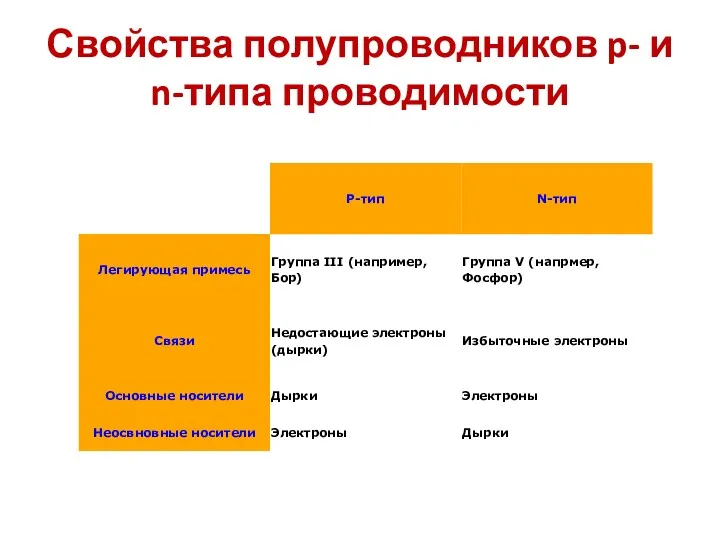
Свойства полупроводников p- и n-типа проводимости
Свойства полупроводников p- и n-типа проводимости
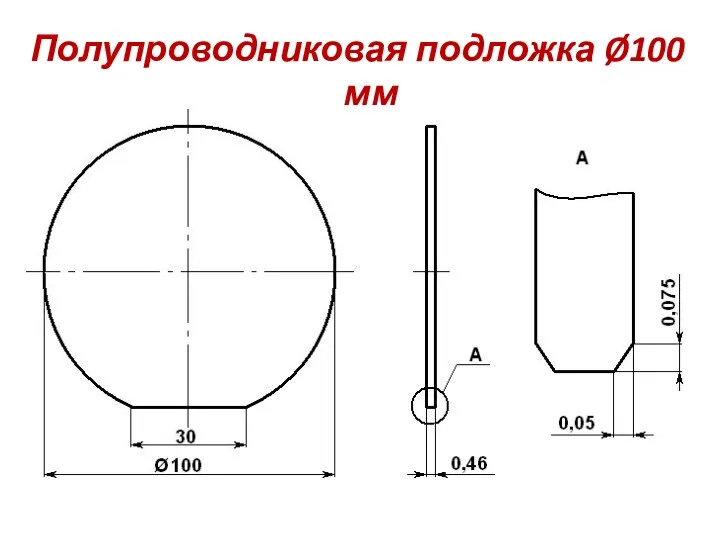
Полупроводниковая подложка Ø100 мм
Полупроводниковая подложка Ø100 мм
Конструктивные элементы подложки
- Основной (или базовый) срез подложки предназначен для базирования
Конструктивные элементы подложки
- Основной (или базовый) срез подложки предназначен для базирования
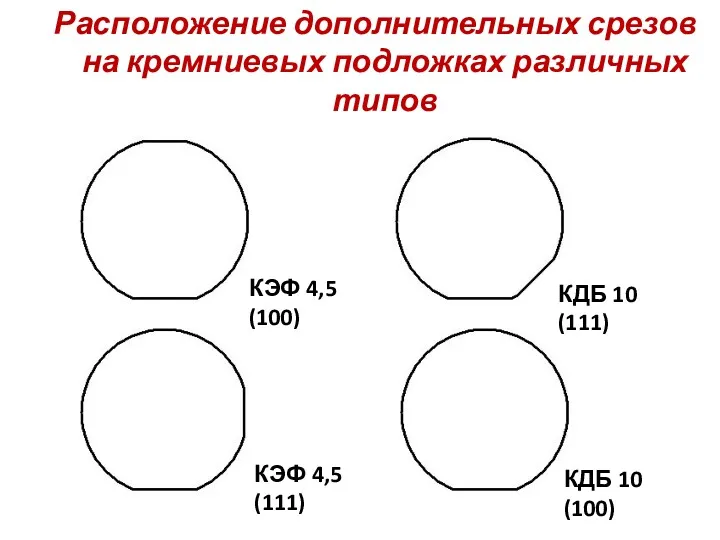
Расположение дополнительных срезов на кремниевых подложках различных типов
КЭФ 4,5 (100)
КЭФ 4,5
Расположение дополнительных срезов на кремниевых подложках различных типов
КЭФ 4,5 (100)
КЭФ 4,5
Требования к качеству полупроводниковых подложек
Условно делят на две группы:
Требования к геометрическим
Требования к качеству полупроводниковых подложек
Условно делят на две группы:
Требования к геометрическим
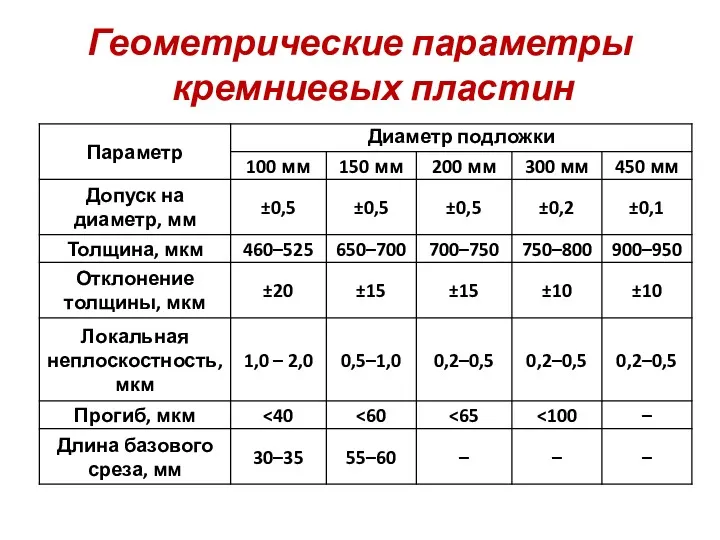
Геометрические параметры кремниевых пластин
Геометрические параметры кремниевых пластин
Параметры качества поверхности
1. Шероховатость поверхности;
2. Глубина нарушенного слоя;
3. Минимальная дефектность.
Определяются:
– качеством
Параметры качества поверхности
1. Шероховатость поверхности;
2. Глубина нарушенного слоя;
3. Минимальная дефектность.
Определяются:
– качеством
Характерные особенности механических свойств полупроводниковых материалов
Высокая твёрдость и хрупкость (не
пригодны
Характерные особенности механических свойств полупроводниковых материалов
Высокая твёрдость и хрупкость (не
пригодны
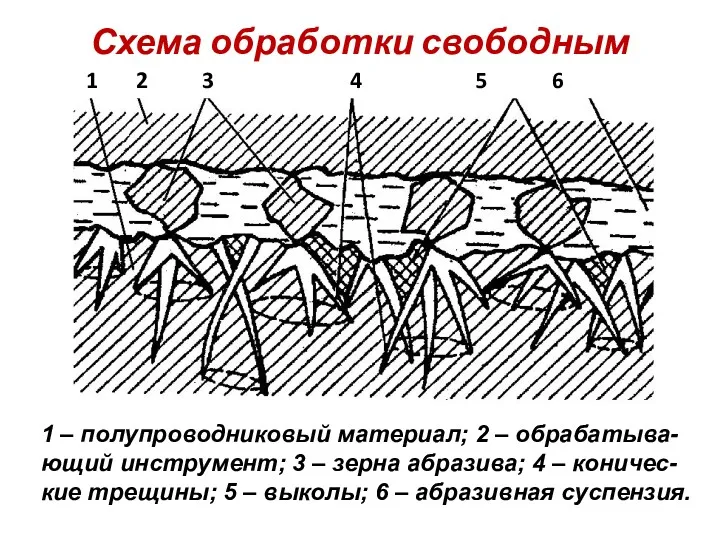
Схема обработки свободным абразивом
1 – полупроводниковый материал; 2 – обрабатыва-
ющий инструмент;
Схема обработки свободным абразивом
1 – полупроводниковый материал; 2 – обрабатыва-
ющий инструмент;
Абразивная суспензия
представляет собой жидкость с взвешенными в ней частицами абразива.
Абразивная суспензия
представляет собой жидкость с взвешенными в ней частицами абразива.
Структура нарушенного слоя
d1 – рельефный слой;
d2 – трещиноватый слой;
d3 – напряжённый
Структура нарушенного слоя
d1 – рельефный слой;
d2 – трещиноватый слой;
d3 – напряжённый
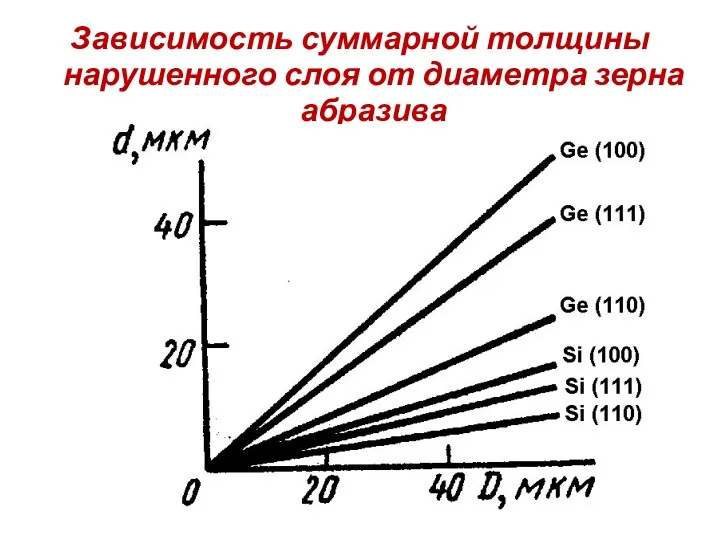
Зависимость суммарной толщины нарушенного слоя от диаметра зерна абразива
Зависимость суммарной толщины нарушенного слоя от диаметра зерна абразива
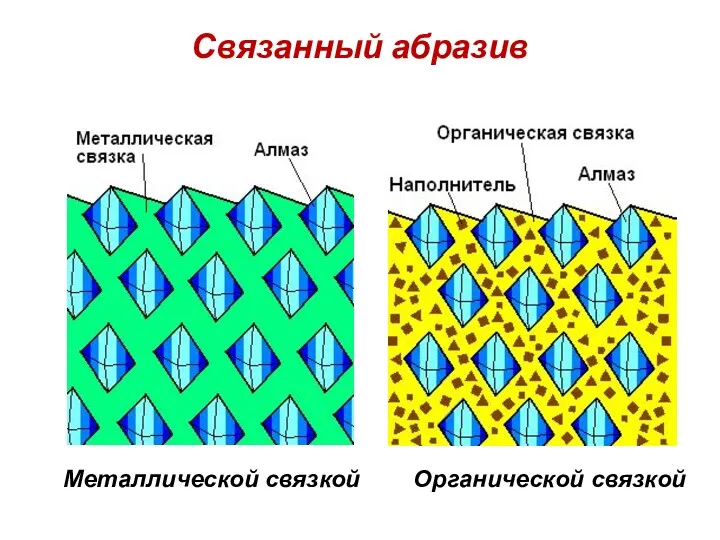
Связанный абразив
Металлической связкой Органической связкой
Связанный абразив
Металлической связкой Органической связкой
Характерные особенности обработки связанным абразивом
1. По сравнению с обработкой свобод-
ным абразивом
Характерные особенности обработки связанным абразивом
1. По сравнению с обработкой свобод-
ным абразивом
Технологический маршрут изготовления подложек
- Калибровка слитка;
- Ориентация и резка слитка;
- Снятие
Технологический маршрут изготовления подложек
- Калибровка слитка;
- Ориентация и резка слитка;
- Снятие
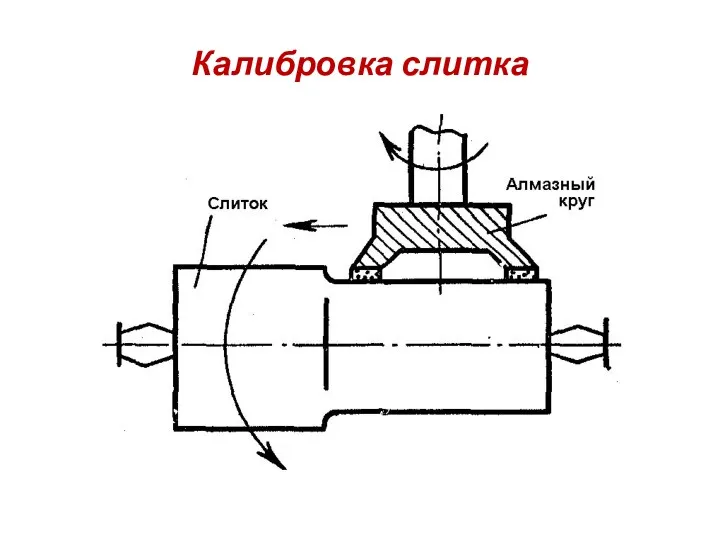
Калибровка слитка
Калибровка слитка

Резка слитка алмазным кругом с внутренней режущей кромкой (АКВР)
1 – цилиндрический
Резка слитка алмазным кругом с внутренней режущей кромкой (АКВР)
1 – цилиндрический
Резка слитка проволочной пилой
4 – слиток;
5 – подающий ролик;
6 – тонкая
Резка слитка проволочной пилой
4 – слиток;
5 – подающий ролик;
6 – тонкая
Качество подложек после резки
- Шероховатость поверхности Rz :
порядка нескольких мкм;
Толщина
Качество подложек после резки
- Шероховатость поверхности Rz :
порядка нескольких мкм;
Толщина
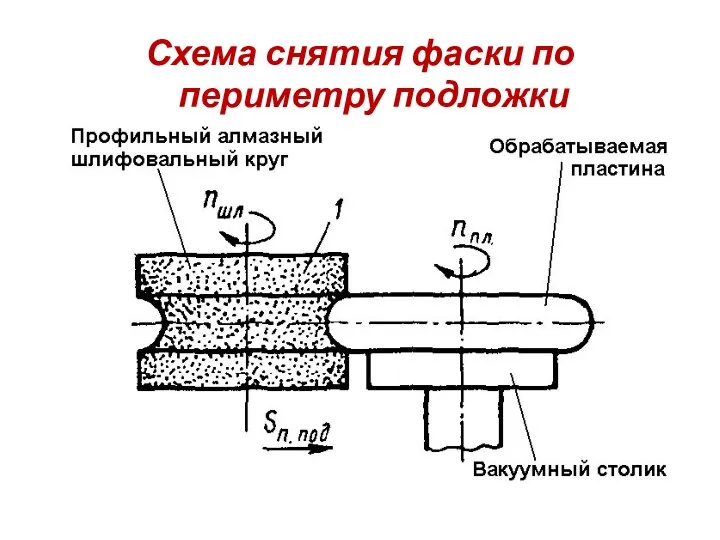
Схема снятия фаски по периметру подложки
Схема снятия фаски по периметру подложки
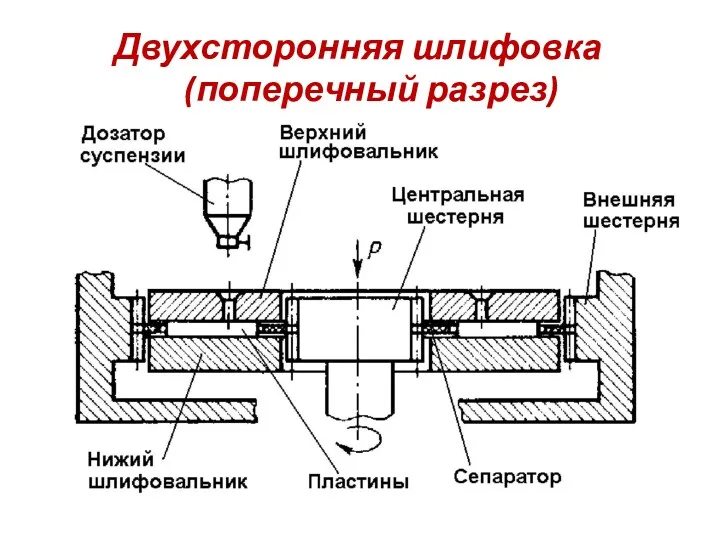
Двухсторонняя шлифовка (поперечный разрез)
Двухсторонняя шлифовка (поперечный разрез)

Двухсторонняя шлифовка
(вид сверху)
Двухсторонняя шлифовка
(вид сверху)
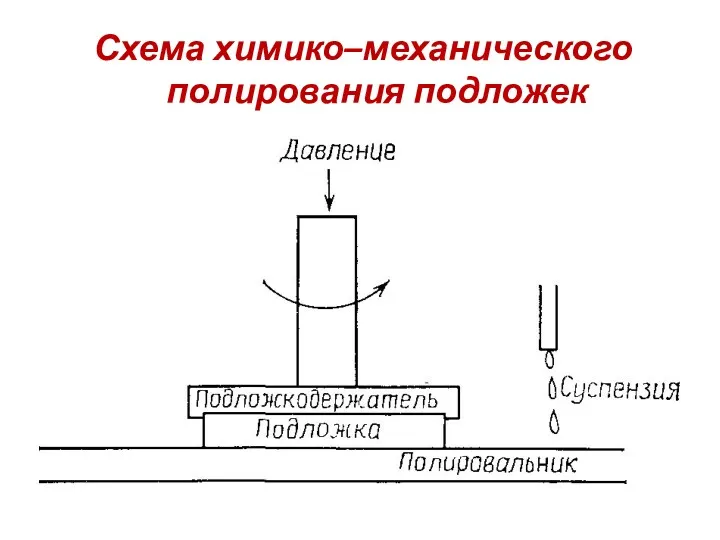
Схема химико–механического полирования подложек
Схема химико–механического полирования подложек
Особенности химико-механической полировки
- Выполняется специальными полирующими
составами из частиц абразива размером
0,1
Особенности химико-механической полировки
- Выполняется специальными полирующими
составами из частиц абразива размером
0,1
Параметры пластин, контролируемые после механических обработок
1. Внешний вид поверхности
2. Совершенство геометрической
Параметры пластин, контролируемые после механических обработок
1. Внешний вид поверхности
2. Совершенство геометрической
Методы очистки поверхности подложек
Зависят от характера загрязнений поверхности.
Примеси на
Методы очистки поверхности подложек
Зависят от характера загрязнений поверхности.
Примеси на
Особенности физических загрязнений
Обусловлены физической адсорбцией и слабо связаны с поверхностью полупроводника.
Особенности физических загрязнений
Обусловлены физической адсорбцией и слабо связаны с поверхностью полупроводника.
Физические загрязнения
Подразделяют на:
- Неорганические загрязнения (пыль различного происхождения и абразивные частицы);
- Органические
Физические загрязнения
Подразделяют на:
- Неорганические загрязнения (пыль различного происхождения и абразивные частицы);
- Органические
Полярные загрязнения
- жиры;
- белки;
- жирные кислоты;
- следы поверхностно–активных веществ;
- остатки синтетических
Полярные загрязнения
- жиры;
- белки;
- жирные кислоты;
- следы поверхностно–активных веществ;
- остатки синтетических
Неполярные загрязнения
Минеральные масла;
Парафин;
Остатки битумов;
Вазелины.
Особенности:
Из–за малого дипольного момента данные вещества
Неполярные загрязнения
Минеральные масла;
Парафин;
Остатки битумов;
Вазелины.
Особенности:
Из–за малого дипольного момента данные вещества
Особенности химических загрязнений
- химические загрязнения связаны с поверхностью подложки силами хемосорбции;
-
Особенности химических загрязнений
- химические загрязнения связаны с поверхностью подложки силами хемосорбции;
-
Ионные загрязнения
растворимые в воде соли;
кислоты;
и основания.
Осаждаются на поверхность пластин из
Ионные загрязнения
растворимые в воде соли;
кислоты;
и основания.
Осаждаются на поверхность пластин из
Атомные загрязнения
Осаждаются на поверхности подложек в виде:
- микрозародышей из атомов
Атомные загрязнения
Осаждаются на поверхности подложек в виде:
- микрозародышей из атомов
Основными источники загрязнений
– абразивные и клеящие материалы, используемые при механической обработке
Основными источники загрязнений
– абразивные и клеящие материалы, используемые при механической обработке
Борьба с загрязнениями
Данную задачу решают в трёх аспектах:
– использование эффективных
Борьба с загрязнениями
Данную задачу решают в трёх аспектах:
– использование эффективных
Требования к методам очистки полупроводниковых подложек
– инертность по отношению к обрабатываемому
Требования к методам очистки полупроводниковых подложек
– инертность по отношению к обрабатываемому

Классификация методов очистки подложек
Классификация методов очистки подложек
Обезжиривание в органических растворителях
В основе метода лежат процессы замещения адсорбированных
Обезжиривание в органических растворителях
В основе метода лежат процессы замещения адсорбированных
Очистка подложек в очищающих растворах
Основана на химическом взаимодействии компонентов
Очистка подложек в очищающих растворах
Основана на химическом взаимодействии компонентов
Интенсификации процессов очистки
Осуществляется для повышения эффективности очистки. При этом ускоряются
Интенсификации процессов очистки
Осуществляется для повышения эффективности очистки. При этом ускоряются
Физические методы интенсификации
нагрев,
кипячение,
обработка струёй,
обработка гидроциркуляцией,
обработка протоком,
гидромеханическая отмывка,
центрифугирование,
Физические методы интенсификации
нагрев,
кипячение,
обработка струёй,
обработка гидроциркуляцией,
обработка протоком,
гидромеханическая отмывка,
центрифугирование,
Химические методы интенсификации
- очистка поверхностно–активными веществами (ПАВ),
- очистка
Химические методы интенсификации
- очистка поверхностно–активными веществами (ПАВ),
- очистка
Комбинированные методы интенсификации
объединяют в себе физические и химические методы:
обработка горячей
Комбинированные методы интенсификации
объединяют в себе физические и химические методы:
обработка горячей
Способы реализации обработки поверхности подложек
Объёмная химическая обработка;
Химическая обработка в аэрозолях.
Способы реализации обработки поверхности подложек
Объёмная химическая обработка;
Химическая обработка в аэрозолях.
Объёмная химическая обработка
реализуется погружением кассет с пластинами в ванну, заполненную
Объёмная химическая обработка
реализуется погружением кассет с пластинами в ванну, заполненную
Химическая обработка в аэрозолях
реализуется путем обработки пластин в специальной ванне-центрифуге,
Химическая обработка в аэрозолях
реализуется путем обработки пластин в специальной ванне-центрифуге,
Последовательность очистки поверхности подложек от загрязнений
Большинство методов очистки требует последовательного
Последовательность очистки поверхности подложек от загрязнений
Большинство методов очистки требует последовательного
Очередность применения технологических растворов
– Травитель КАРО;
– Раствор плавиковой кислоты;
– Перекисно–аммиачный раствор
Очередность применения технологических растворов
– Травитель КАРО;
– Раствор плавиковой кислоты;
– Перекисно–аммиачный раствор
Обработка в травителе КАРО
Травитель КАРО - смесь серной кислоты и
Обработка в травителе КАРО
Травитель КАРО - смесь серной кислоты и
Очистка поверхности от неметаллических загрязнений
при нагревании концентрированная серная кислота может окислять
Очистка поверхности от неметаллических загрязнений
при нагревании концентрированная серная кислота может окислять
Удаление тонкого естественного слоя оксида
как правило, используют травители на основе
Удаление тонкого естественного слоя оксида
как правило, используют травители на основе
Обработка подложек в ПАР
Обработка в ПАР (NH4OH:H2O2:H2O=1:1,5:7) при
температуре 60
Обработка подложек в ПАР
Обработка в ПАР (NH4OH:H2O2:H2O=1:1,5:7) при
температуре 60
Особености обработки в ПАР
Атомарный кислород обладает сильными окислительными свойствами, что
Особености обработки в ПАР
Атомарный кислород обладает сильными окислительными свойствами, что
Очистка поверхности от металлических примесей
Производится в перекисно–соляном растворе (ПСР)
Очистка поверхности от металлических примесей
Производится в перекисно–соляном растворе (ПСР)
Стадии процесса химической обработки
1. Обработка пластин в технологическом растворе;
2. Промывка обработанных
Стадии процесса химической обработки
1. Обработка пластин в технологическом растворе;
2. Промывка обработанных
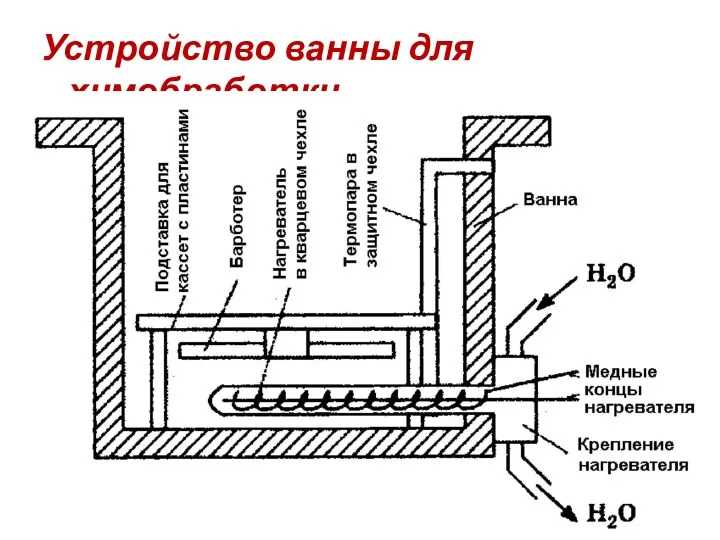
Устройство ванны для химобработки
Устройство ванны для химобработки
Способы промывки пластин в проточной деионизованной воде
Отмывка пластин в трёхкаскадной ванне;
Отмывка
Способы промывки пластин в проточной деионизованной воде
Отмывка пластин в трёхкаскадной ванне;
Отмывка
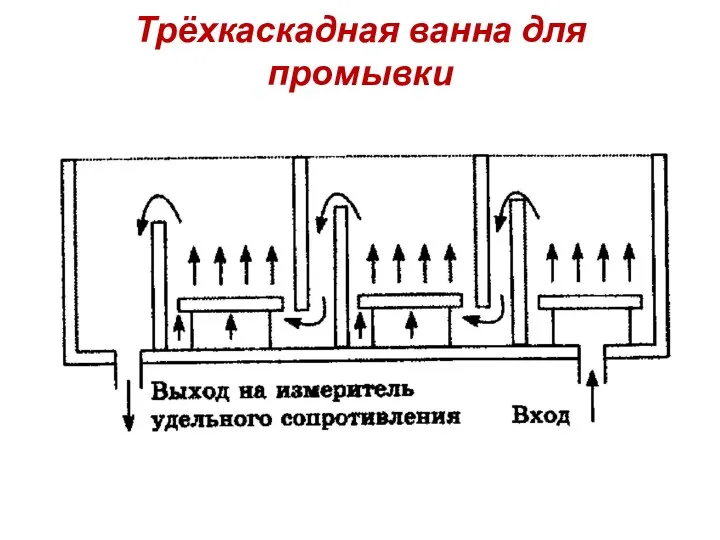
Трёхкаскадная ванна для промывки
Трёхкаскадная ванна для промывки
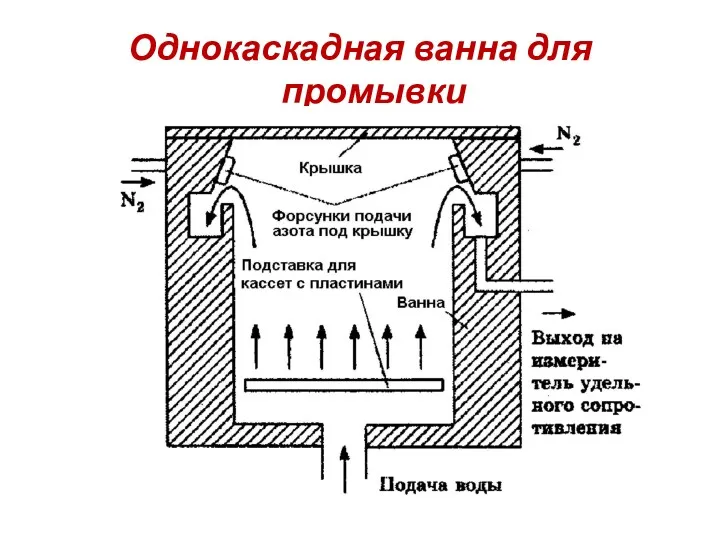
Однокаскадная ванна для промывки
Однокаскадная ванна для промывки

Стоп-ванна
1 - Ванна;
2 - Крышка;
3 - Подставка для кас
сет с пластинами;
4
Стоп-ванна
1 - Ванна;
2 - Крышка;
3 - Подставка для кас
сет с пластинами;
4

1 - Корпус;
2 - Крышка;
3 - Вал;
4 - Узел вращения с
подшипником;
5
1 - Корпус;
2 - Крышка;
3 - Вал;
4 - Узел вращения с
подшипником;
5
 Физический биатлон на тему Атмосферное давление
Физический биатлон на тему Атмосферное давление Физико-математическая игра
Физико-математическая игра Дослідження режимів роботи рентгенівських апаратів
Дослідження режимів роботи рентгенівських апаратів Гидродинамика. Ламинарное и турбулентное течения жидкостей и газов
Гидродинамика. Ламинарное и турбулентное течения жидкостей и газов Основы слесарно-сборочных и электромонтажных работ. Обязанности электромонтера по ремонту и обслуживанию электрооборудования
Основы слесарно-сборочных и электромонтажных работ. Обязанности электромонтера по ремонту и обслуживанию электрооборудования Улаштування та технічне обслуговування паливного насосу високого тиску. ТО системи живлення дизельного двигуна (4)
Улаштування та технічне обслуговування паливного насосу високого тиску. ТО системи живлення дизельного двигуна (4) Variable Pitch. Constant Speed propellers Len Klopper
Variable Pitch. Constant Speed propellers Len Klopper Нанотехнологияның пайда болуы
Нанотехнологияның пайда болуы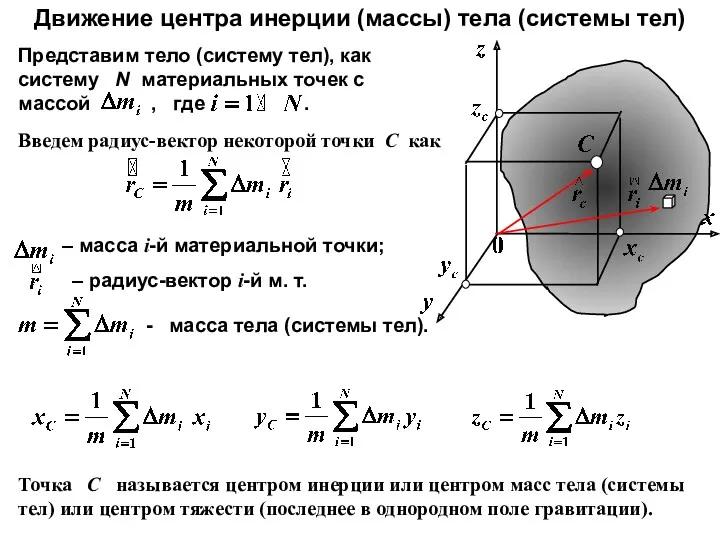 Динамика вращательного движения
Динамика вращательного движения Электризация тел. Два рода электрического заряда
Электризация тел. Два рода электрического заряда Жарық көздері Бірінші ретті жарық көздері
Жарық көздері Бірінші ретті жарық көздері Молекулярная физика и термодинамика
Молекулярная физика и термодинамика Спектральна апаратура
Спектральна апаратура мастер класс
мастер класс Обобщенная схема соединения с предельными размерами и отклонениями
Обобщенная схема соединения с предельными размерами и отклонениями Материальная точка. Система отсчета
Материальная точка. Система отсчета Источники света. Распространение света
Источники света. Распространение света Кванттық физика тарихы және тарихи деректерді физика пәнін оқытуда қолдану әдістемесін оқыту
Кванттық физика тарихы және тарихи деректерді физика пәнін оқытуда қолдану әдістемесін оқыту Трение скольжения. Трение качения
Трение скольжения. Трение качения Трансмісія об 447А. Бортові коробки передач. (Тема 3.1)
Трансмісія об 447А. Бортові коробки передач. (Тема 3.1) Твёрдые тела. Механические свойства твёрдых тел
Твёрдые тела. Механические свойства твёрдых тел ИСПОЛЬЗОВАНИЕ ИГРОВЫХ МЕТОДОВ НА УРОКАХ ФИЗИКИ В 7 КЛАССЕ
ИСПОЛЬЗОВАНИЕ ИГРОВЫХ МЕТОДОВ НА УРОКАХ ФИЗИКИ В 7 КЛАССЕ Радио
Радио Трансформатор. Устройство, предназначенное для повышения и понижения напряжения переменного тока, без потери мощности
Трансформатор. Устройство, предназначенное для повышения и понижения напряжения переменного тока, без потери мощности Строение газообразных, жидких и твердых тел
Строение газообразных, жидких и твердых тел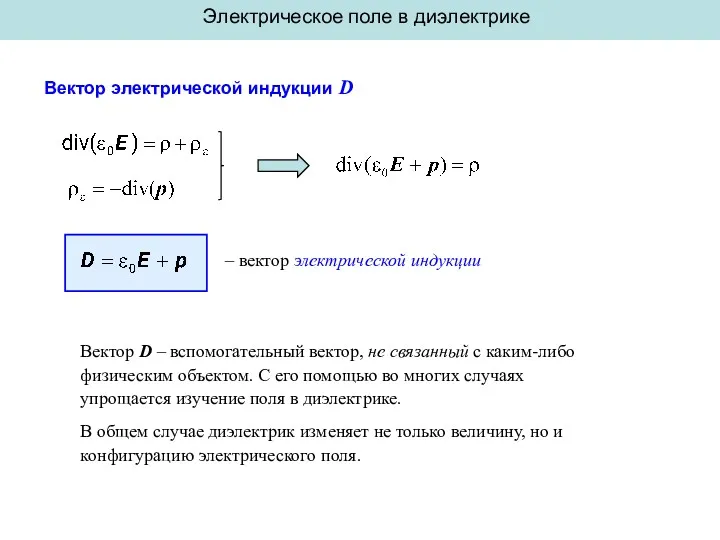 Электрическое поле в диэлектрике
Электрическое поле в диэлектрике O’zbekiston Respublikasi Oliy va o’rta maxsus ta’lim vazirligi
O’zbekiston Respublikasi Oliy va o’rta maxsus ta’lim vazirligi Якорное устройство. Тема 8
Якорное устройство. Тема 8