- Методи поверхневого зміцнення валів-шестерен

Содержание
- 2. Вибір марки сталі, розробка маршрутної технології виготовлення заготовки і термічної обробки та методів зміцнення для валу-шестерні
- 3. Рисунок 1 - Вал-шестерня Аналіз умови роботи деталі У даній роботі деталь «вал-шестерня» є одиницею двоступеневого
- 4. У процесі роботи матеріал вала-шестерні відчуває складні деформації - кручення, розтяг, вигин і стиск. За умовами
- 5. Довговічність і надійність деталі залежить від матеріалу і його конструкційної міцності. Підвищення експлуатаційних якостей виробу досягається
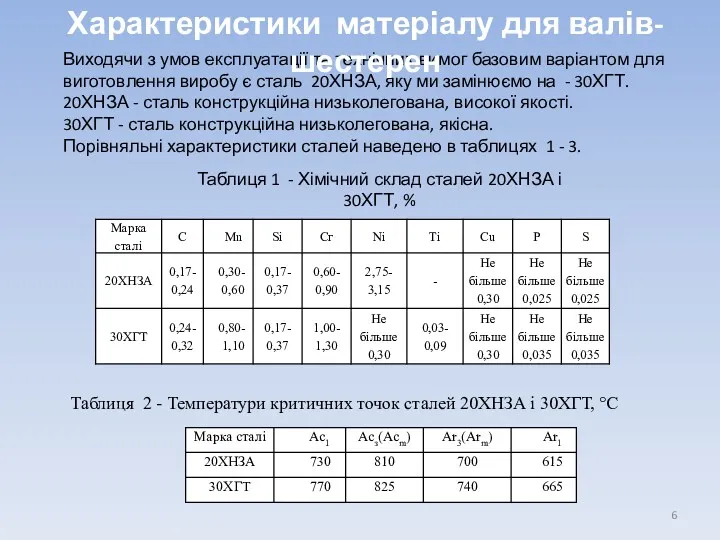
- 6. Виходячи з умов експлуатації та технічних вимог базовим варіантом для виготовлення виробу є сталь 20ХНЗА, яку
- 7. Таблиця 3 - Механічні властивості сталей 20ХНЗА і 30ХГТ Характеристики матеріалу для валів-шестерен Сталь 20ХНЗА є
- 8. Вибір термічної обробки і методів зміцнення Для додання зубцям валів-шестерен більшої твердості і зносостійкості вироби піддають
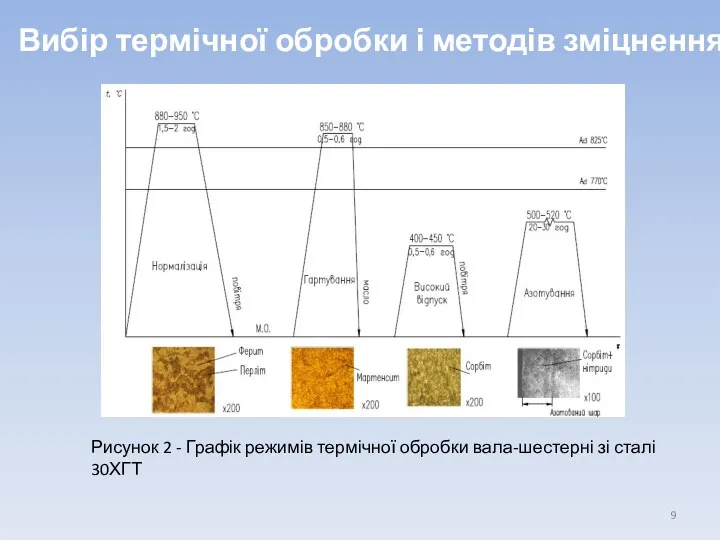
- 9. Вибір термічної обробки і методів зміцнення Рисунок 2 - Графік режимів термічної обробки вала-шестерні зі сталі
- 10. Для додання зубцям більшої твердості і зносостійкості вал-шестерню піддають азотуванню. Азотування - це технологічний процес хіміко-термічної
- 11. Рисунок 4 - Графік зміни мікротвердості сталі 30ХГТ за товщиною азотованого шару Графік зміни мікротвердості за
- 12. - азотований шар має високу твердість і зносостійкість. Зносостійкість азотованої сталі в 1,5-4 рази вище зносостійкості
- 14. Скачать презентацию
Вибір марки сталі, розробка маршрутної технології виготовлення заготовки і термічної обробки
Вибір марки сталі, розробка маршрутної технології виготовлення заготовки і термічної обробки

Рисунок 1 - Вал-шестерня
Аналіз умови роботи деталі
У даній роботі деталь «вал-шестерня»
Рисунок 1 - Вал-шестерня
Аналіз умови роботи деталі
У даній роботі деталь «вал-шестерня»
У процесі роботи матеріал вала-шестерні відчуває складні деформації - кручення, розтяг,
У процесі роботи матеріал вала-шестерні відчуває складні деформації - кручення, розтяг,
Довговічність і надійність деталі залежить від матеріалу і його конструкційної міцності.
Довговічність і надійність деталі залежить від матеріалу і його конструкційної міцності.
Виходячи з умов експлуатації та технічних вимог базовим варіантом для виготовлення
Виходячи з умов експлуатації та технічних вимог базовим варіантом для виготовлення

Таблиця 3 - Механічні властивості сталей 20ХНЗА і 30ХГТ
Характеристики матеріалу для
Таблиця 3 - Механічні властивості сталей 20ХНЗА і 30ХГТ
Характеристики матеріалу для
Вибір термічної обробки і методів зміцнення
Для додання зубцям валів-шестерен більшої твердості
Вибір термічної обробки і методів зміцнення
Для додання зубцям валів-шестерен більшої твердості
Вибір термічної обробки і методів зміцнення
Рисунок 2 - Графік режимів термічної
Вибір термічної обробки і методів зміцнення
Рисунок 2 - Графік режимів термічної

Для додання зубцям більшої твердості і зносостійкості вал-шестерню піддають азотуванню. Азотування
Для додання зубцям більшої твердості і зносостійкості вал-шестерню піддають азотуванню. Азотування
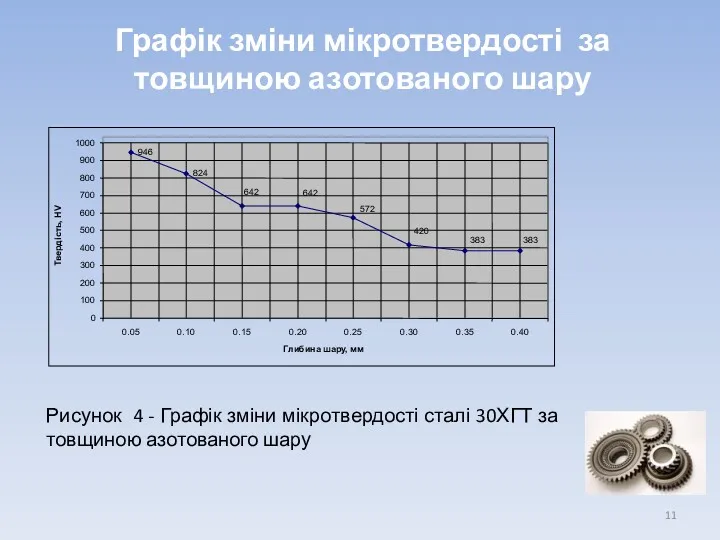
Рисунок 4 - Графік зміни мікротвердості сталі 30ХГТ за товщиною азотованого
Рисунок 4 - Графік зміни мікротвердості сталі 30ХГТ за товщиною азотованого
- азотований шар має високу твердість і зносостійкість. Зносостійкість азотованої сталі
- азотований шар має високу твердість і зносостійкість. Зносостійкість азотованої сталі
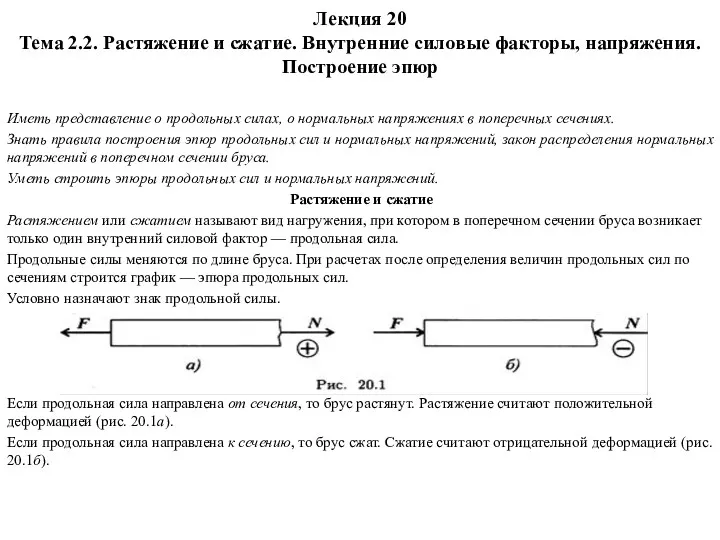 Растяжение и сжатие. Внутренние силовые факторы, напряжения. Построение эпюр
Растяжение и сжатие. Внутренние силовые факторы, напряжения. Построение эпюр Элементы релятивистской механики. Лекция 9
Элементы релятивистской механики. Лекция 9 Введение в физику. Лекция 1
Введение в физику. Лекция 1 Голография и ее применение
Голография и ее применение Электромагнитные излучения в жизни человека
Электромагнитные излучения в жизни человека ИҚ спектроскопия
ИҚ спектроскопия Восстанавливающие моменты
Восстанавливающие моменты Урок на тему: Звук ( 9 класс)
Урок на тему: Звук ( 9 класс) Электромагнитная индукция
Электромагнитная индукция Источники оптического импульсного когерентного излучения для информационных систем III
Источники оптического импульсного когерентного излучения для информационных систем III Формула Мора. Правило Верещагина
Формула Мора. Правило Верещагина Электрическая проводимость различных веществ. Электронная проводимость металлов
Электрическая проводимость различных веществ. Электронная проводимость металлов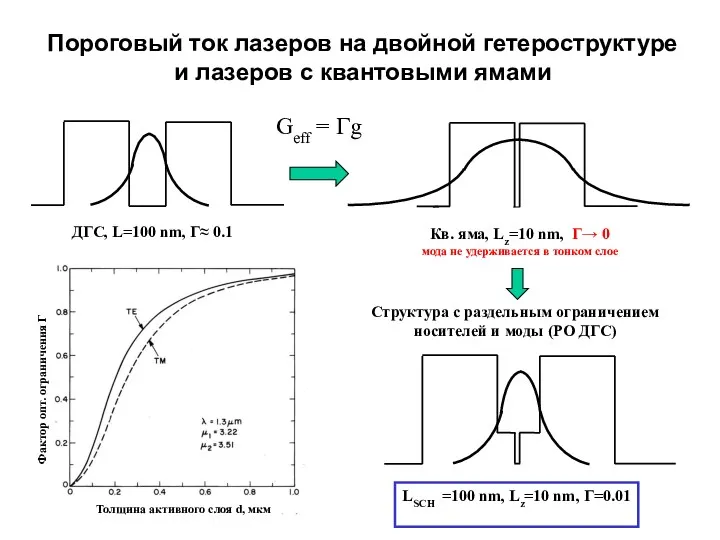 Пороговый ток лазеров на двойной гетероструктуре и лазеров с квантовыми ямами
Пороговый ток лазеров на двойной гетероструктуре и лазеров с квантовыми ямами Магниты. Природное ископаемой магнетит. Искусственные магниты. Постоянный и временный магнит. Электромагниты
Магниты. Природное ископаемой магнетит. Искусственные магниты. Постоянный и временный магнит. Электромагниты Физические свойства воды в разных агрегатных состояниях
Физические свойства воды в разных агрегатных состояниях Тепломассообмен. Излучение, лучистый теплообмен. Основные определения
Тепломассообмен. Излучение, лучистый теплообмен. Основные определения Презентация Основные положения молекулярно-кинетической теории и их опытные подтверждения
Презентация Основные положения молекулярно-кинетической теории и их опытные подтверждения Магнит өрісі
Магнит өрісі Агрегатное состояние вещества. (8 класс)
Агрегатное состояние вещества. (8 класс) Великолепная семерка.
Великолепная семерка. Радиоизмерения и измерительные приборы
Радиоизмерения и измерительные приборы Роторно-поршневой двигатель
Роторно-поршневой двигатель Расчеты на усталость. Сопротивление усталости. Лекция 8
Расчеты на усталость. Сопротивление усталости. Лекция 8 Конструкция основных узлов многоступенчатой паровой турбины
Конструкция основных узлов многоступенчатой паровой турбины Гидравлические машины. Продолжение. Центробежные насосы. Часть 2. Лекция 12
Гидравлические машины. Продолжение. Центробежные насосы. Часть 2. Лекция 12 Силовий трансформатор ЧС-4
Силовий трансформатор ЧС-4 Урок физики 8 класс Испарение и конденсация
Урок физики 8 класс Испарение и конденсация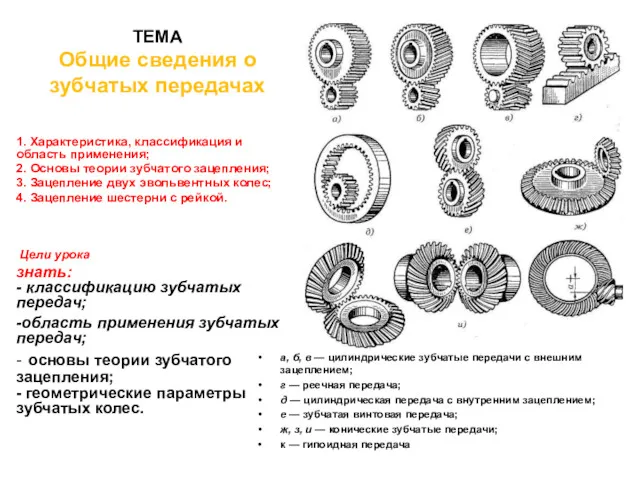 Общие сведения о зубчатых передачах
Общие сведения о зубчатых передачах