- Нанесение тонких плёнок. Практическое занятие №9

Содержание
- 2. Функции тонких проводящих пленок в ИИЭ 1. Формирование электрического контакта требуемого типа к областям различного типа
- 3. Стадии процесса нанесения тонких пленок в вакууме 1. Генерация потока частиц; 2. Перенос частиц к подложке;
- 4. Классификация методов нанесения металлических плёнок Все методы нанесения тонких металлических пленок в вакууме классифицируются по способу
- 5. Термическое испарение Метод заключается в конденсации материала из молекулярных или атомарных пучков,которые создаются в результате испарения
- 6. Резистивное испарение Спиральные испарители Ленточные испарители
- 7. Электронно-лучевое испарение
- 8. Индукционное испарение
- 9. Лазерное испарение
- 10. Кинетика конденсации 1. Сначала атом напыляемого вещества адсорбируется под действием сил Ван–дер–Ваальса и начинает мигрировать по
- 11. Схема термического испарения 1 — заслонка; 2 — нагреватель; 3 — подложка; 4 — ограничивающая труба;
- 12. Технологический процесс напыления плёнок термическим испарением 1. Загружаются подложки. Вакуумная камера герметизируется и откачивается до давления
- 13. Параметры процесса напыления вакуумным испарением Скорость напыления определяется температурой испарителя: РИ – током испарителя, ЭЛИ –
- 14. Особенности метода термического испарения Достоинства: - простота реализации; - чистота процесса (проведение процессов в высоком вакууме).
- 15. Ионное распыление Распыление – физический процесс, включающий ускорение ионов (обычно Ar+) посредством градиента потенциала и бомбардировку
- 16. Системы ионного распыления - диодная система; - триодная система; - ионно-лучевая система; - магнетронная распылительная система.
- 17. Диодная система Параметры процесса Давление Ar: 1 – 10 Па; Напряжение разряда: 3 – 5 кВ;
- 18. Недостатки диодной системы - Высокое давление процесса приводит к загрязнению плёнки; - Разогрев подложки электронами (~
- 19. Триодная система Между катодом и анодом пподдерживается дуговой разряд, поддерживаемый эмиссией электронов с термокатода. Ионы вытягиваются
- 20. Магнетронная распылительная система Между катодом и анодом зажигается тлеющий разряд, поддерживаемый термоэлектронной эмиссией с катода, нагреваемого
- 21. Параметры процесса Траектория движения электрона: 22 Давление рабочего газа 0,01 – 1 Па Напряжённость магнитного поля
- 22. ВЧ – распыление При распылении диэлектрических материалов положительные ионы создают на поверхности мишени положительный заряд. Для
- 23. Реактивное распыление Применяется для нанесения пленок химических соединений. Требуемое химическое соединение получают подбирая материал распыляемой ми
- 24. Химическое осаждение металлов из газовой фазы Метод основан на подаче в тепловой реактор летучих соединений металлов
- 25. Схема реактора для нанесения металлов ХОГФ
- 26. Параметры процесса осаждения металлов ХОГФ Температура процесса (60 – 800 °С); Давление в реакторе (10 –
- 27. Особенности нанесения металлических пленок ХОГФ Достоинства: - Конформность покрытия (воспроизводимость рельефа поверхности подложки); - простота оборудования;
- 28. Функциональные слои в технологии ИИЭ, получаемых ХОГФ
- 29. Типы химических реакций при ХОГФ Пиролиз: SiH4(г) → Si(тв) + 2H2(г); Восстановление: WF6(г) + 3H2(г) →
- 30. Основные реакции, используемые при ХОГФ
- 31. Схема реактора с горячими стенками для ХОГФ при пониженном давлении
- 32. Схема реактора непрерывного действия для ХОГФ при атмосферном давлении
- 33. Реактор плазмохимического осаждения с параллельными электродами
- 34. Реактор для плазмохимического осаждения с горячими стенками
- 36. Скачать презентацию
Функции тонких проводящих пленок
в ИИЭ
1. Формирование электрического контакта требуемого
Функции тонких проводящих пленок
в ИИЭ
1. Формирование электрического контакта требуемого
Стадии процесса нанесения тонких пленок в вакууме
1. Генерация потока частиц;
2. Перенос
Стадии процесса нанесения тонких пленок в вакууме
1. Генерация потока частиц;
2. Перенос
Классификация методов нанесения металлических плёнок
Все методы нанесения тонких металлических пленок в
Классификация методов нанесения металлических плёнок
Все методы нанесения тонких металлических пленок в
Термическое испарение
Метод заключается в конденсации материала из молекулярных или атомарных
Термическое испарение
Метод заключается в конденсации материала из молекулярных или атомарных

Резистивное испарение
Спиральные
испарители
Ленточные
испарители
Резистивное испарение
Спиральные
испарители
Ленточные
испарители
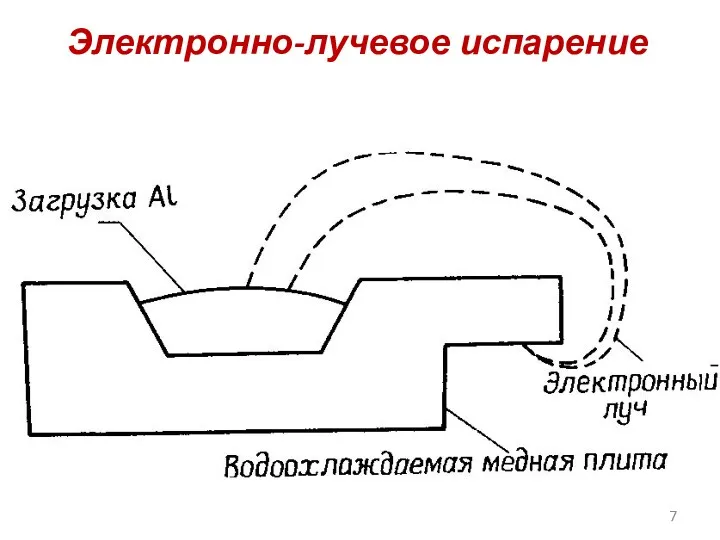
Электронно-лучевое испарение
Электронно-лучевое испарение

Индукционное испарение
Индукционное испарение
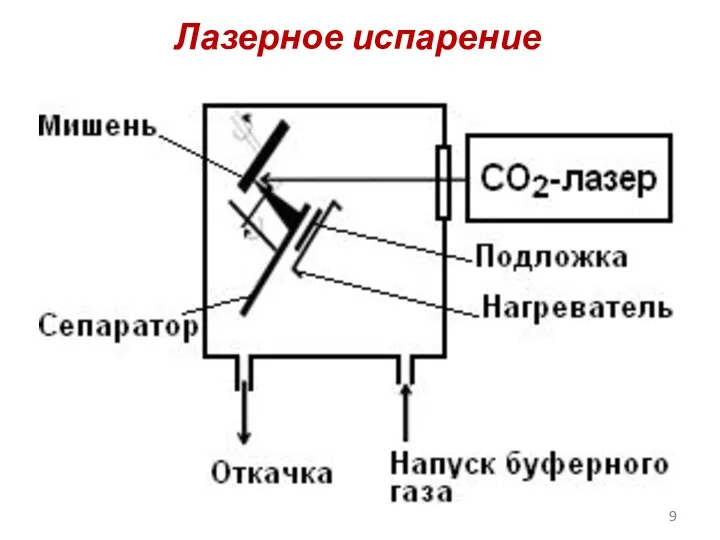
Лазерное испарение
Лазерное испарение
Кинетика конденсации
1. Сначала атом напыляемого вещества адсорбируется под действием сил Ван–дер–Ваальса
Кинетика конденсации
1. Сначала атом напыляемого вещества адсорбируется под действием сил Ван–дер–Ваальса
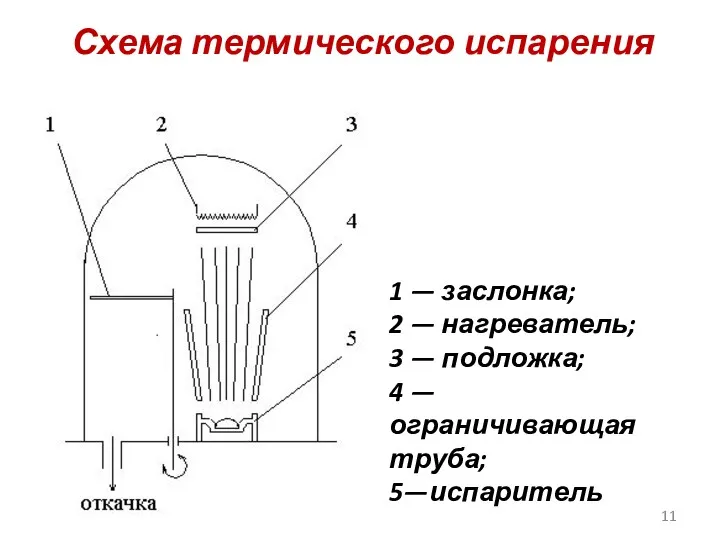
Схема термического испарения
1 — заслонка;
2 — нагреватель;
3 — подложка;
4 — ограничивающая
Схема термического испарения
1 — заслонка;
2 — нагреватель;
3 — подложка;
4 — ограничивающая
Технологический процесс напыления плёнок термическим испарением
1. Загружаются подложки. Вакуумная камера герметизируется
Технологический процесс напыления плёнок термическим испарением
1. Загружаются подложки. Вакуумная камера герметизируется
Параметры процесса напыления вакуумным испарением
Скорость напыления определяется
температурой испарителя:
РИ – током
Параметры процесса напыления вакуумным испарением
Скорость напыления определяется
температурой испарителя:
РИ – током
Особенности метода
термического испарения
Достоинства:
- простота реализации;
- чистота процесса (проведение процессов
Особенности метода
термического испарения
Достоинства:
- простота реализации;
- чистота процесса (проведение процессов
Ионное распыление
Распыление – физический процесс, включающий ускорение ионов (обычно Ar+) посредством
Ионное распыление
Распыление – физический процесс, включающий ускорение ионов (обычно Ar+) посредством
Системы ионного распыления
- диодная система;
- триодная система;
- ионно-лучевая система;
- магнетронная распылительная
Системы ионного распыления
- диодная система;
- триодная система;
- ионно-лучевая система;
- магнетронная распылительная
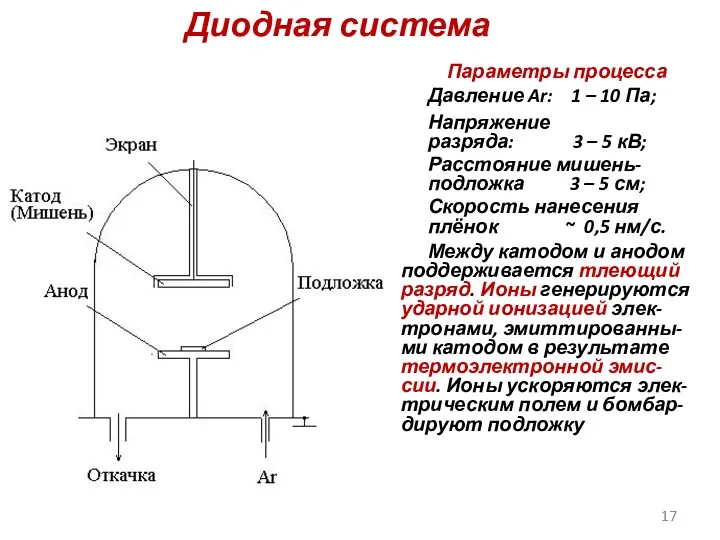
Диодная система
Параметры процесса
Давление Ar: 1 – 10 Па;
Напряжение
разряда: 3 – 5
Диодная система
Параметры процесса
Давление Ar: 1 – 10 Па;
Напряжение
разряда: 3 – 5
Недостатки диодной системы
- Высокое давление процесса приводит к загрязнению плёнки;
- Разогрев
Недостатки диодной системы
- Высокое давление процесса приводит к загрязнению плёнки;
- Разогрев
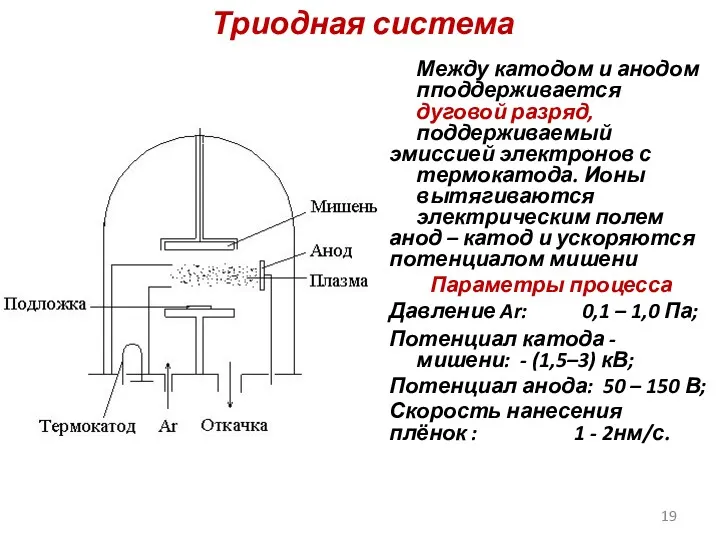
Триодная система
Между катодом и анодом пподдерживается дуговой разряд, поддерживаемый
эмиссией электронов
Триодная система
Между катодом и анодом пподдерживается дуговой разряд, поддерживаемый
эмиссией электронов
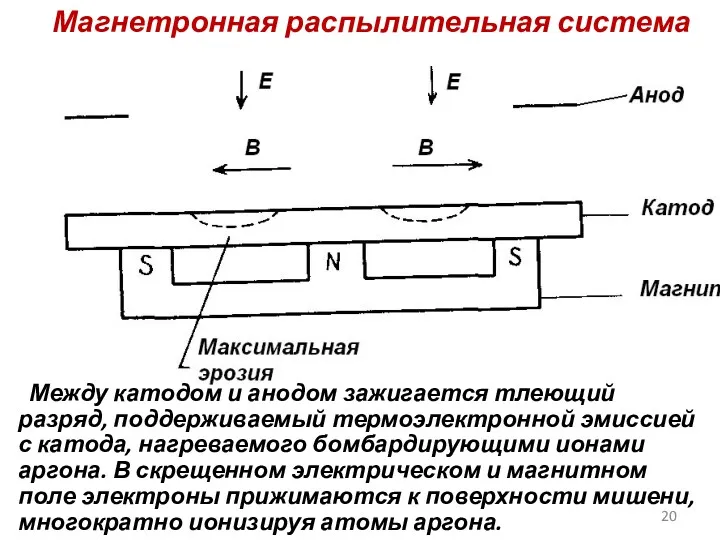
Магнетронная распылительная система
Между катодом и анодом зажигается тлеющий разряд, поддерживаемый
Магнетронная распылительная система
Между катодом и анодом зажигается тлеющий разряд, поддерживаемый
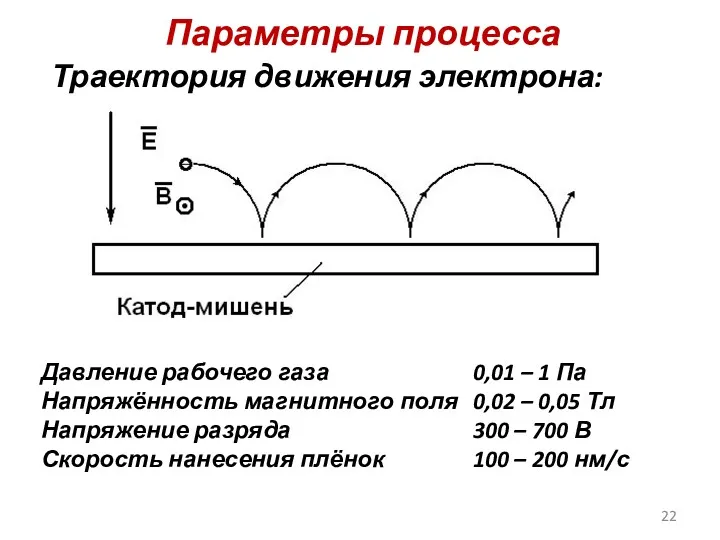
Параметры процесса
Траектория движения электрона:
22
Давление рабочего газа 0,01 – 1 Па
Напряжённость магнитного
Параметры процесса
Траектория движения электрона:
22
Давление рабочего газа 0,01 – 1 Па
Напряжённость магнитного
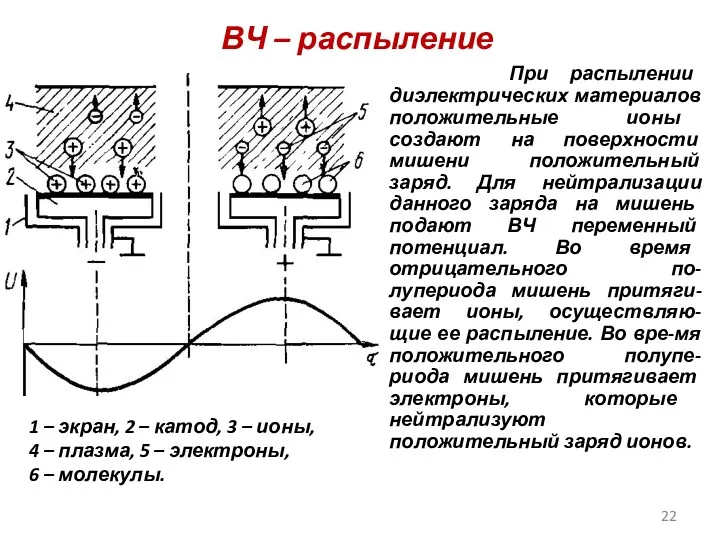
ВЧ – распыление
При распылении диэлектрических материалов положительные ионы создают на
ВЧ – распыление
При распылении диэлектрических материалов положительные ионы создают на
Реактивное распыление
Применяется для нанесения пленок химических соединений. Требуемое химическое соединение получают
Реактивное распыление
Применяется для нанесения пленок химических соединений. Требуемое химическое соединение получают
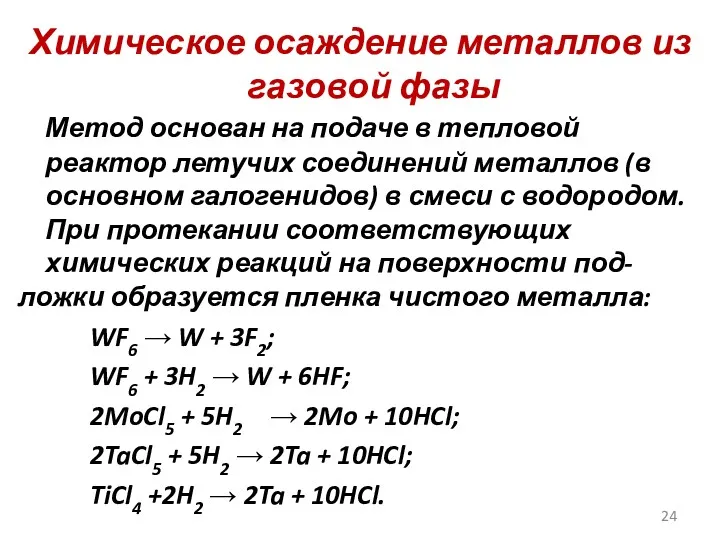
Химическое осаждение металлов из газовой фазы
Метод основан на подаче в
Химическое осаждение металлов из газовой фазы
Метод основан на подаче в
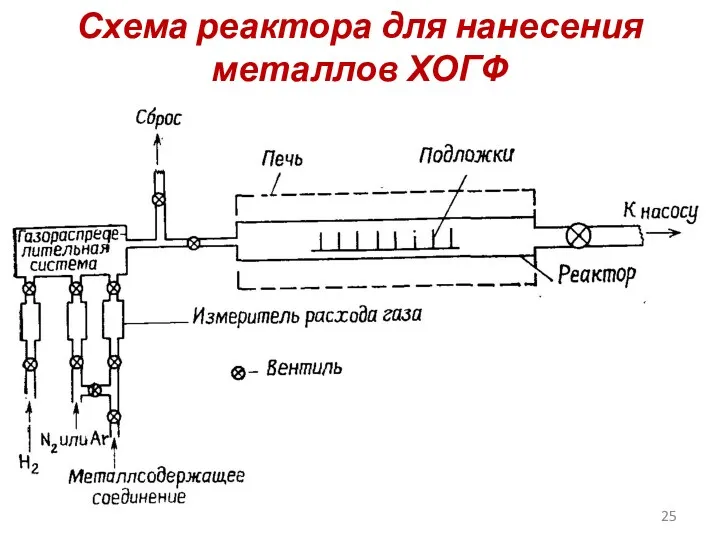
Схема реактора для нанесения металлов ХОГФ
Схема реактора для нанесения металлов ХОГФ
Параметры процесса осаждения металлов ХОГФ
Температура процесса (60 – 800 °С);
Давление в
Параметры процесса осаждения металлов ХОГФ
Температура процесса (60 – 800 °С);
Давление в
Особенности нанесения металлических пленок ХОГФ
Достоинства:
- Конформность покрытия (воспроизводимость рельефа поверхности подложки);
-
Особенности нанесения металлических пленок ХОГФ
Достоинства:
- Конформность покрытия (воспроизводимость рельефа поверхности подложки);
-

Функциональные слои в технологии ИИЭ, получаемых ХОГФ
Функциональные слои в технологии ИИЭ, получаемых ХОГФ
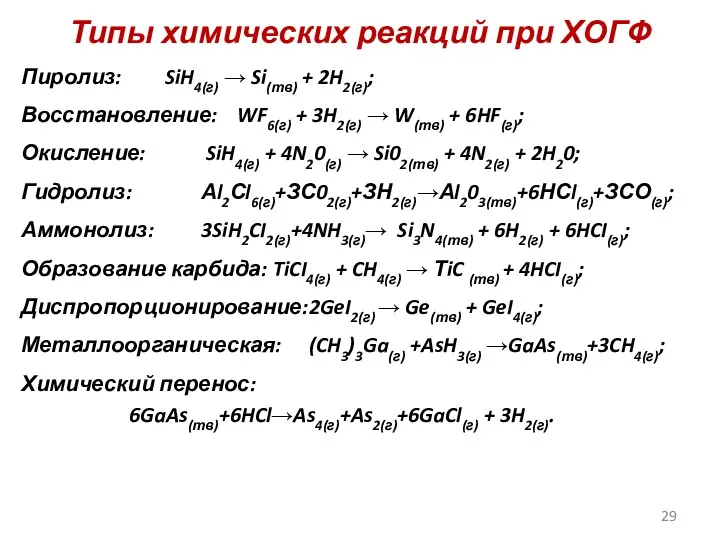
Типы химических реакций при ХОГФ
Пиролиз: SiH4(г) → Si(тв) + 2H2(г);
Восстановление: WF6(г)
Типы химических реакций при ХОГФ
Пиролиз: SiH4(г) → Si(тв) + 2H2(г);
Восстановление: WF6(г)
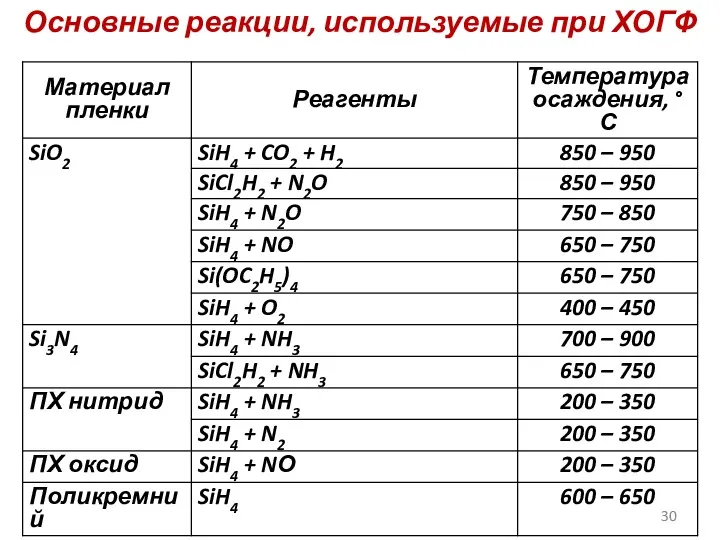
Основные реакции, используемые при ХОГФ
Основные реакции, используемые при ХОГФ
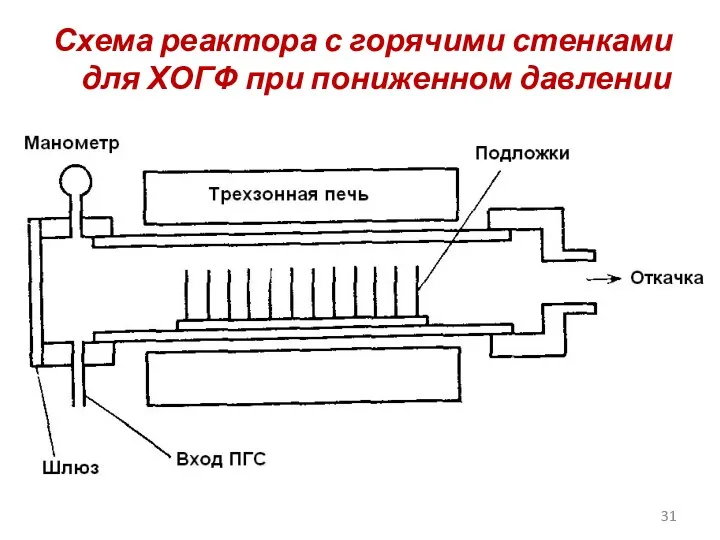
Схема реактора с горячими стенками для ХОГФ при пониженном давлении
Схема реактора с горячими стенками для ХОГФ при пониженном давлении
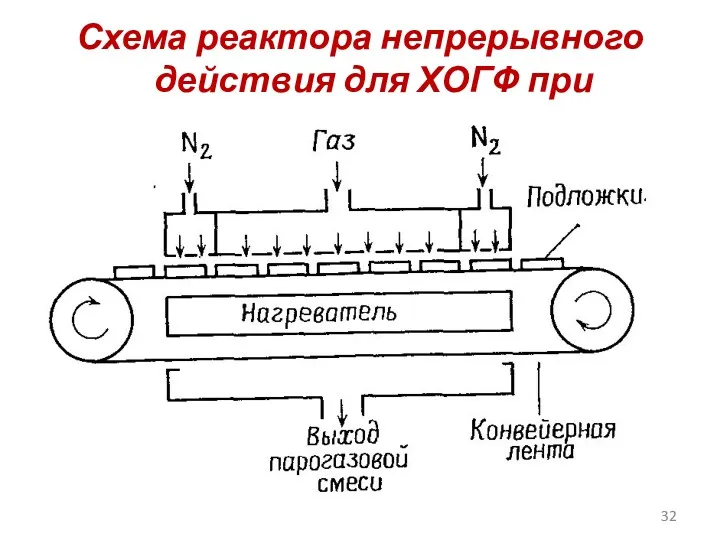
Схема реактора непрерывного действия для ХОГФ при атмосферном давлении
Схема реактора непрерывного действия для ХОГФ при атмосферном давлении
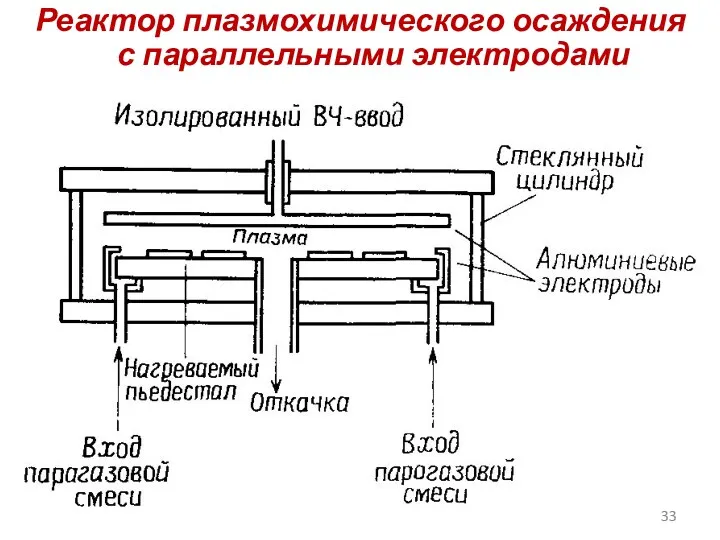
Реактор плазмохимического осаждения с параллельными электродами
Реактор плазмохимического осаждения с параллельными электродами
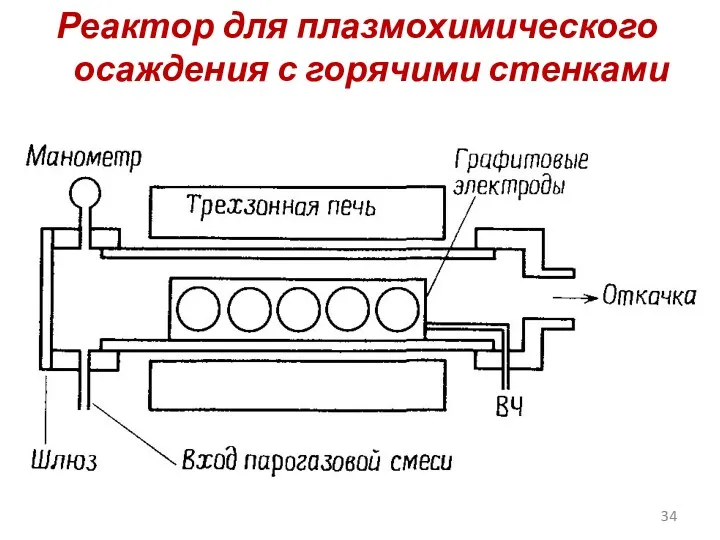
Реактор для плазмохимического осаждения с горячими стенками
Реактор для плазмохимического осаждения с горячими стенками
 презентация Строение атмосферы Солнца
презентация Строение атмосферы Солнца Элементарные частицы
Элементарные частицы Технология термической обработки
Технология термической обработки Резистор, конденсатор, катушка индуктивности в цепи переменного тока
Резистор, конденсатор, катушка индуктивности в цепи переменного тока Машиноведение. История создания швейной машины. Классификация швейных машин
Машиноведение. История создания швейной машины. Классификация швейных машин Твердая фаза и поровое пространство почв. Основная гидрофизическая характеристика
Твердая фаза и поровое пространство почв. Основная гидрофизическая характеристика Аппараты для нагревания и охлаждения
Аппараты для нагревания и охлаждения Нелинейные геометрии. История создания общей теории относительности. (Часть 1)
Нелинейные геометрии. История создания общей теории относительности. (Часть 1) Плавление и отвердевание кристаллических тел
Плавление и отвердевание кристаллических тел Презентация по физике Отечественные физики лауреаты Нобелевской премии
Презентация по физике Отечественные физики лауреаты Нобелевской премии Интеллектуальная игра по физике для 7 класса Умники и умницы
Интеллектуальная игра по физике для 7 класса Умники и умницы Історія розвитку авіації
Історія розвитку авіації Расчёт ферм
Расчёт ферм Второй закон термодинамики
Второй закон термодинамики Каучук, резина, латекс
Каучук, резина, латекс Переменный ток.Производство, передача и потребление электроэнергии.
Переменный ток.Производство, передача и потребление электроэнергии. Принципы построения системы допусков и посадок (СДП
Принципы построения системы допусков и посадок (СДП Радіоактивні перетворення
Радіоактивні перетворення Энергия магнитного поля
Энергия магнитного поля Естественнонаучная картина мира. Естествознание. (Лекция 1)
Естественнонаучная картина мира. Естествознание. (Лекция 1) Последовательное и параллельное соединение проводников. Работа и мощность электрического тока
Последовательное и параллельное соединение проводников. Работа и мощность электрического тока I закон термодинамики
I закон термодинамики Электрохимические методы анализа. (Лекция 7)
Электрохимические методы анализа. (Лекция 7) MATLAB 程式設計入門篇 音訊讀寫、錄製與播放
MATLAB 程式設計入門篇 音訊讀寫、錄製與播放 Тогы бар түзу өткізгіштің магнит өрісі. Тогы бар шарғының магнит өрісі
Тогы бар түзу өткізгіштің магнит өрісі. Тогы бар шарғының магнит өрісі Схема волоконно-оптической системы
Схема волоконно-оптической системы Законы постоянного тока
Законы постоянного тока Електрика в природі, в повсякденному житті
Електрика в природі, в повсякденному житті