- Нормирование точности деталей вал и стакан цилиндрического двухступенчатого редуктора

Содержание
- 2. Цель работы: Нормировать точность сборочной единицы и деталей «вал» и «стакан» цилиндрического двухступенчатого редуктора. Задачами данной
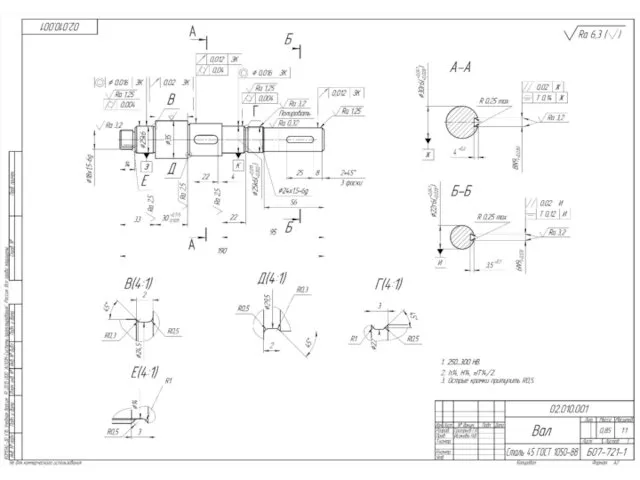
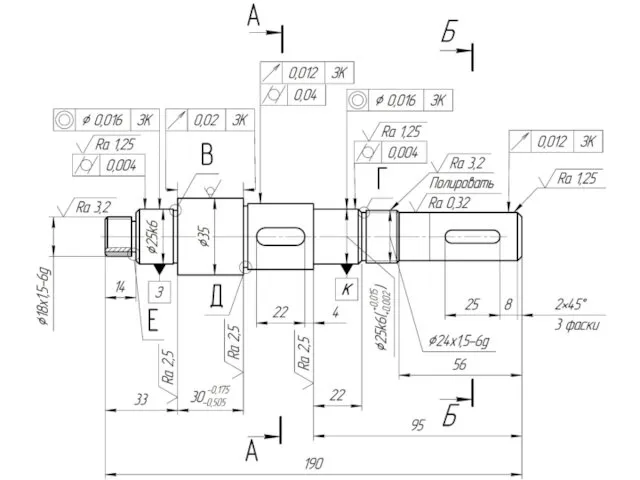
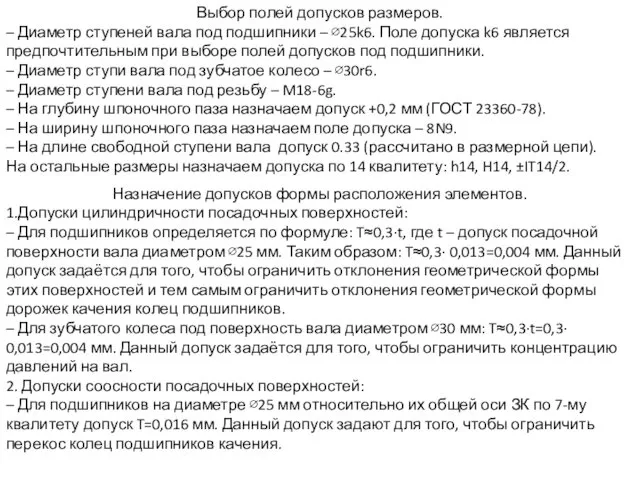
- 9. Выбор полей допусков размеров. – Диаметр ступеней вала под подшипники – ∅25k6. Поле допуска k6 является
- 12. Назначение шероховатости поверхностей. К данному стакану на основании рекомендаций назначены следующие параметры шероховатости поверхностей: – Торцевая
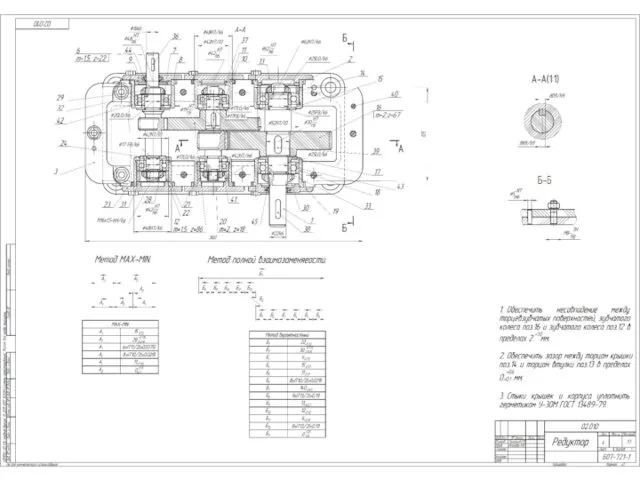
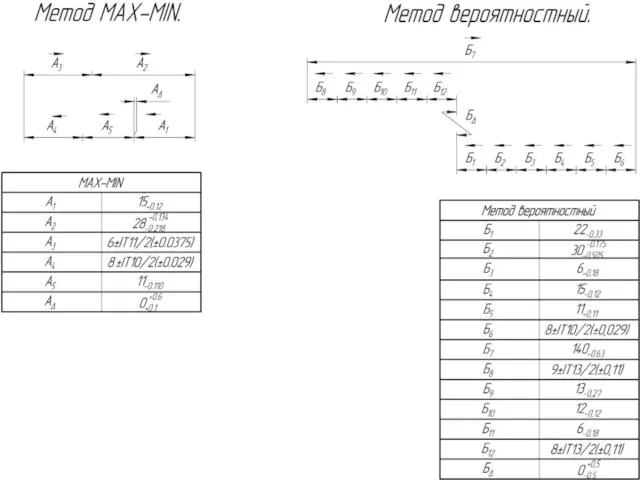
- 13. Расчет размерной цепи на обеспечение зазора между подшипником и втулкой.
- 15. Таблица расчёта размерной цепи на обеспечение сборочного зазора между крышкой и втулкой. Величина исходно-замыкающего звена: 0,02-0,5
- 16. Расчет размерной цепи на совпадение по торцам шестерни и колеса.
- 20. Таблица 4. Таблица расчёта размерной цепи на совпадение по торцам шестерни и колеса. Величина исходно-замыкающего звена:
- 21. Расчёт скобы
- 22. Калибры измерительные инструменты, предназначенные для контроля размеров, формы и расположения поверхностей детали. d = 25 k6
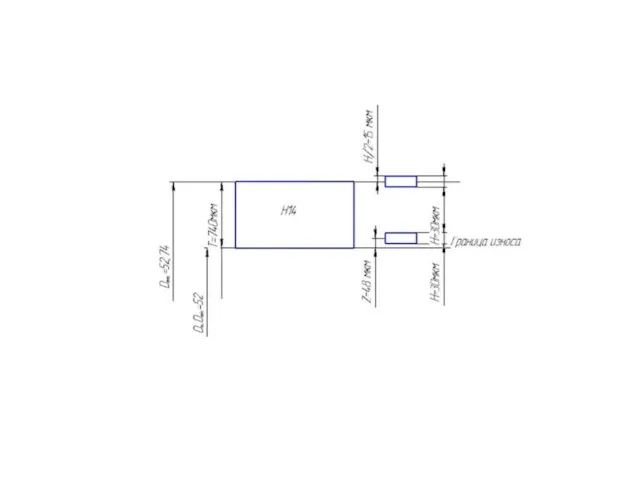
- 24. Расчет калибра-пробки для отверстия в стакане
- 25. D = 52H14(+0,74) Dmin = 52 мм; Dmax = 52,74 мм. По табл. 2 ГОСТ 24853-81
- 28. Скачать презентацию
Цель работы:
Нормировать точность сборочной единицы и деталей «вал» и «стакан» цилиндрического
Цель работы:
Нормировать точность сборочной единицы и деталей «вал» и «стакан» цилиндрического
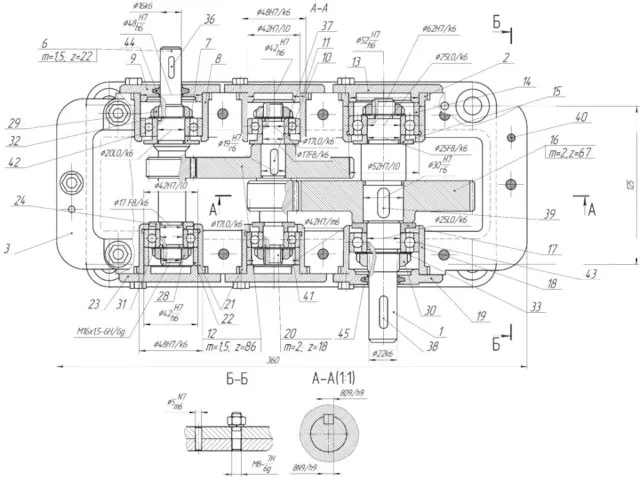
Выбор полей допусков размеров.
– Диаметр ступеней вала под подшипники – ∅25k6.
Выбор полей допусков размеров.
– Диаметр ступеней вала под подшипники – ∅25k6.
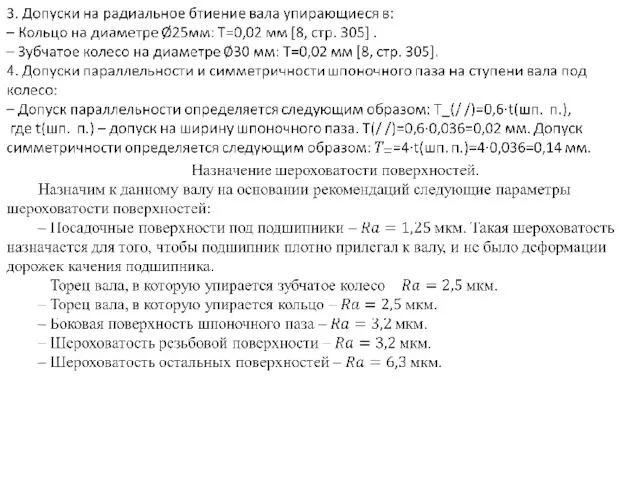
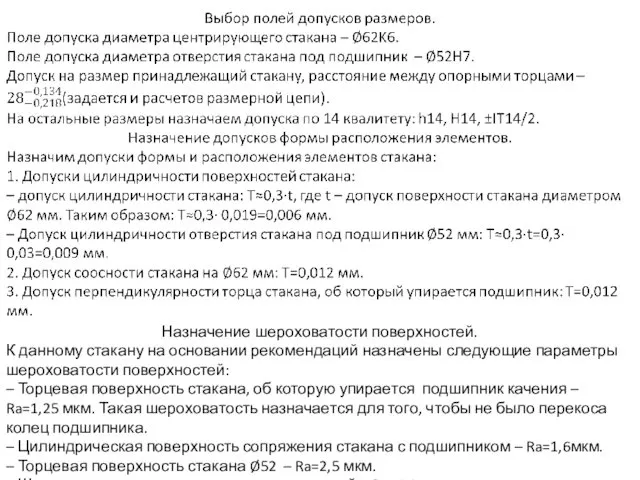
Назначение шероховатости поверхностей.
К данному стакану на основании рекомендаций назначены следующие параметры
Назначение шероховатости поверхностей.
К данному стакану на основании рекомендаций назначены следующие параметры
Расчет размерной цепи на обеспечение зазора
между подшипником и втулкой.
Расчет размерной цепи на обеспечение зазора
между подшипником и втулкой.
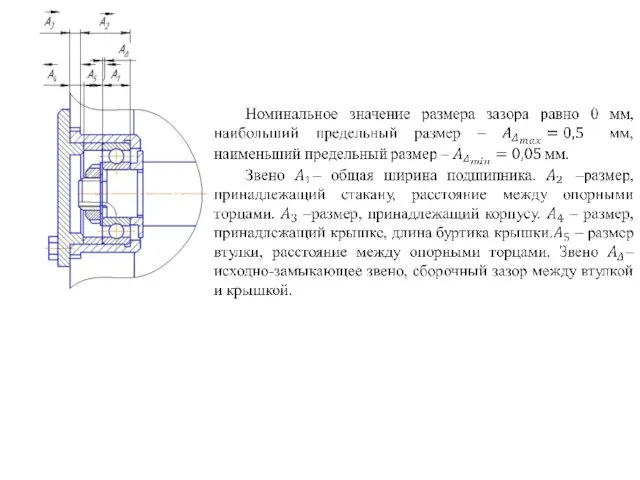
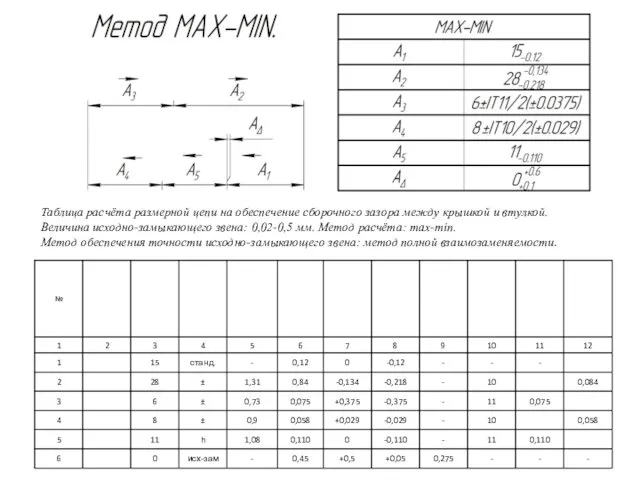
Таблица расчёта размерной цепи на обеспечение сборочного зазора между крышкой и
Таблица расчёта размерной цепи на обеспечение сборочного зазора между крышкой и
Расчет размерной цепи на
совпадение по торцам шестерни и колеса.
Расчет размерной цепи на
совпадение по торцам шестерни и колеса.
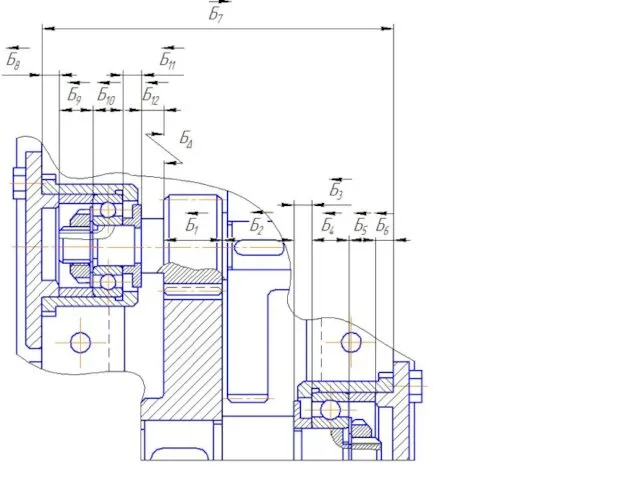
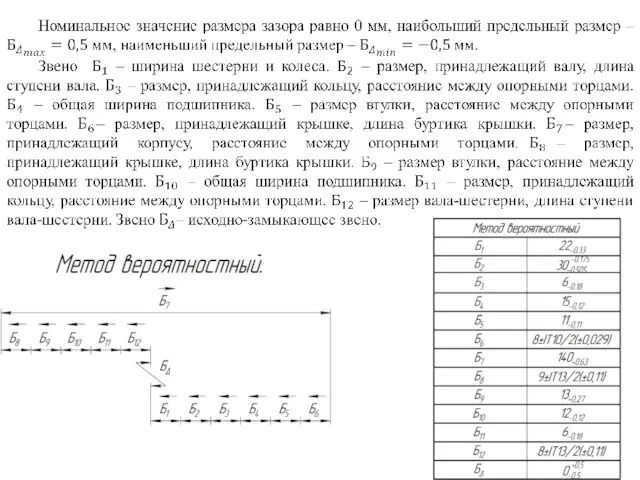

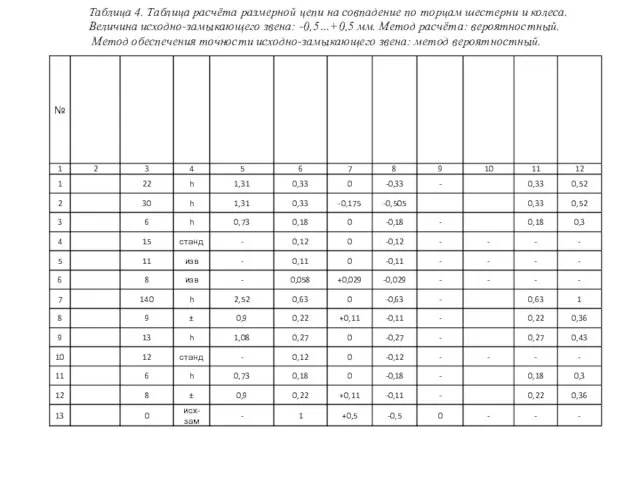
Таблица 4. Таблица расчёта размерной цепи на совпадение по торцам шестерни
Таблица 4. Таблица расчёта размерной цепи на совпадение по торцам шестерни
Расчёт скобы
Расчёт скобы
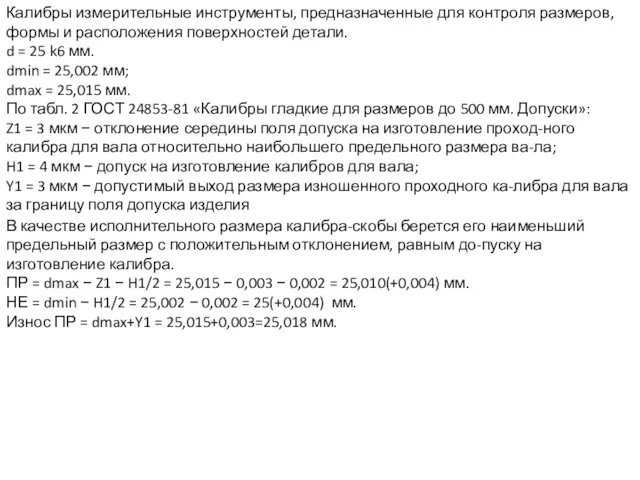
Калибры измерительные инструменты, предназначенные для контроля размеров, формы и расположения поверхностей
Калибры измерительные инструменты, предназначенные для контроля размеров, формы и расположения поверхностей
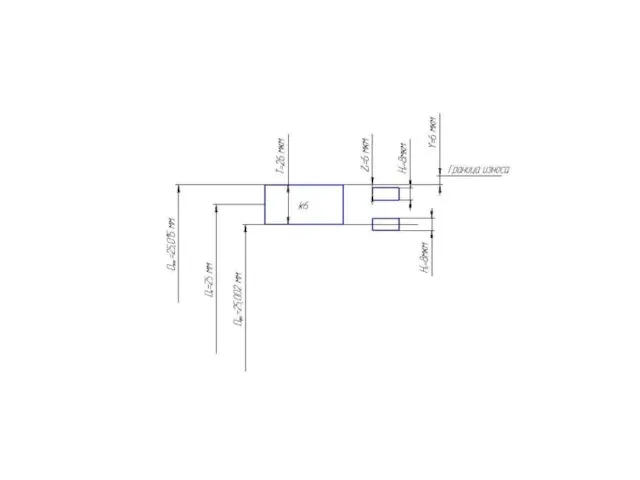
Расчет калибра-пробки для отверстия в стакане
Расчет калибра-пробки для отверстия в стакане
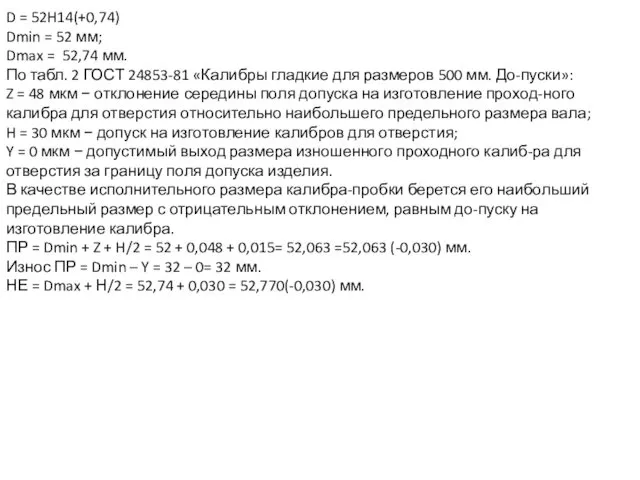
D = 52H14(+0,74)
Dmin = 52 мм;
Dmax = 52,74 мм.
По табл. 2
D = 52H14(+0,74)
Dmin = 52 мм;
Dmax = 52,74 мм.
По табл. 2
 Спектр веселых вопросов задач по физике
Спектр веселых вопросов задач по физике Третий закон Ньютона
Третий закон Ньютона КВН по физике
КВН по физике Виртуальная экскурсия. Шкала электромагнитных излучений
Виртуальная экскурсия. Шкала электромагнитных излучений Получение и передача переменного электрического тока. Трансформатор
Получение и передача переменного электрического тока. Трансформатор Анисимова В. В. Презентация к уроку физики 8 класса Строение атомов
Анисимова В. В. Презентация к уроку физики 8 класса Строение атомов Компания Volat
Компания Volat Молекула и атом. Основные положения МКТ. Броуновское движение, Диффузия. Особенности газового состояния вещества
Молекула и атом. Основные положения МКТ. Броуновское движение, Диффузия. Особенности газового состояния вещества Презентация к уроку Электрический ток
Презентация к уроку Электрический ток Тест для подготовки к ГИА по физике
Тест для подготовки к ГИА по физике Стартери. Прилади освітлення і сигналізації, контрольно-вимірювальні прилади
Стартери. Прилади освітлення і сигналізації, контрольно-вимірювальні прилади Материалы к уроку физики Количество теплоты. Удельная теплоёмкость
Материалы к уроку физики Количество теплоты. Удельная теплоёмкость Количество теплоты
Количество теплоты Ремонт и хранение бронетанкового вооружения и техники. Возможные неисправности трансмиссии. (Занятие 6)
Ремонт и хранение бронетанкового вооружения и техники. Возможные неисправности трансмиссии. (Занятие 6) Строительная механика. Статически определимые системы (часть 1)
Строительная механика. Статически определимые системы (часть 1)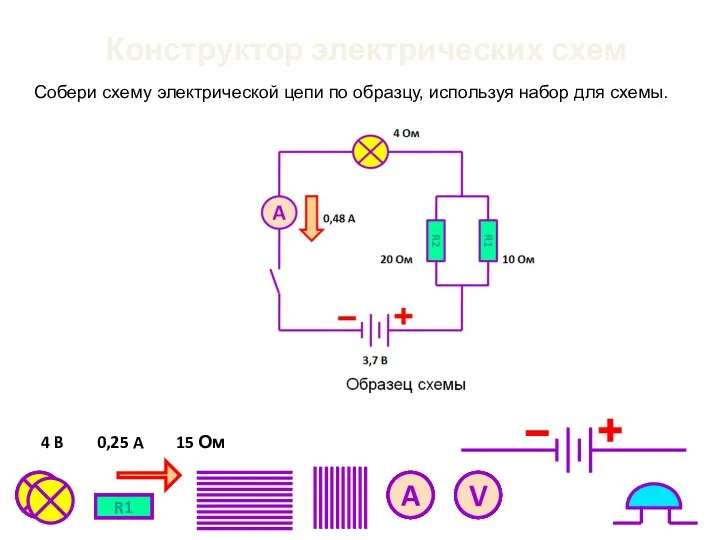 Конструктор электрических схем.
Конструктор электрических схем. Потенциал и работа электростатического поля. Связь напряженности с потенциалом
Потенциал и работа электростатического поля. Связь напряженности с потенциалом Плазма. Часть 2. Земная природная плазма
Плазма. Часть 2. Земная природная плазма Общее устройство автомобиля
Общее устройство автомобиля Техническое обслуживание и ремонт автомобильного транспорта
Техническое обслуживание и ремонт автомобильного транспорта Ремонт автомобилей. Разборка агрегатов. (Тема 2.1)
Ремонт автомобилей. Разборка агрегатов. (Тема 2.1) Метод наложения. Электрические цепи постоянного тока
Метод наложения. Электрические цепи постоянного тока Ашық сабақ
Ашық сабақ Вечный двигатель
Вечный двигатель Устройство и назначение автосцепки вагонов
Устройство и назначение автосцепки вагонов Режимы работы и функциональные возможности САРП
Режимы работы и функциональные возможности САРП Второй закон Ньютона
Второй закон Ньютона Энергия. Потенциальная и кинетическая энергия тел
Энергия. Потенциальная и кинетическая энергия тел