- Ремонт автомобилей. Разборка агрегатов. (Тема 2.1)

Содержание
- 2. Разборка агрегатов.
- 3. Организация разборочных работ. Разборочный процесс включает следующие виды работ: - моечно-очистные - разборочные - подъёмно-транспортные -
- 4. Этапы разборки: 1) Разборка на агрегаты 2) Разборка агрегатов на узлы и детали 3) Разборка узлов
- 5. Технологический процесс разборки. Разборка а/м производится в строгой последовательности, предусмотренной технологическим процессом. Технология разборки зависит от
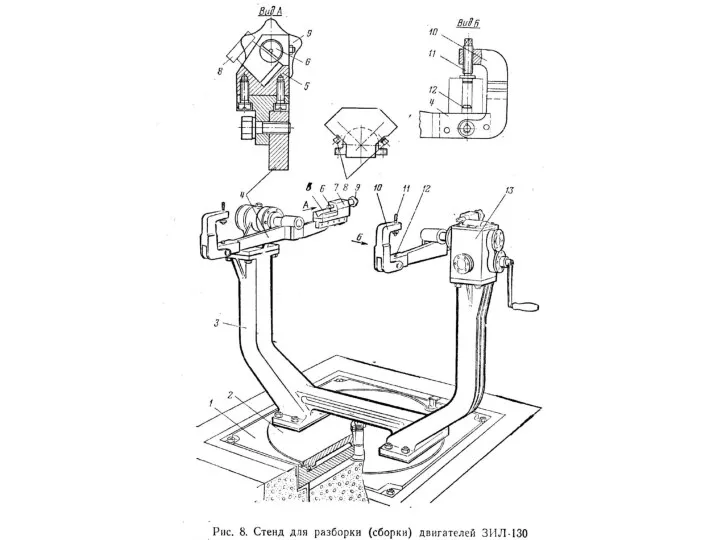
- 6. Агрегаты разбирают в два этапа: 1) Подразборка и мойка 2) Разборка на детали
- 7. Агрегаты разбирают в два этапа: 1) Подразборка и мойка 2) Разборка на детали Детали, не подлежащие
- 8. Детали, соединённые заклёпками подлежат разборке.
- 9. Детали, соединённые заклёпками подлежат разборке. Допускается не разбирать соединения, выполненные методом сварки, склейки, пайки и горячей
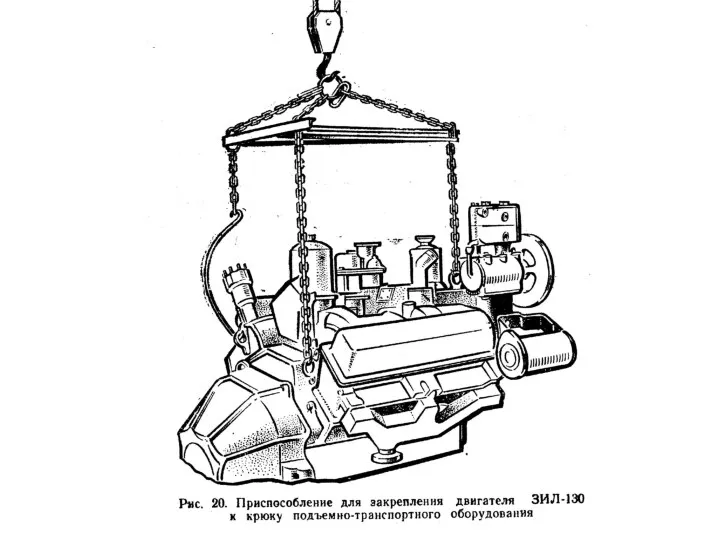
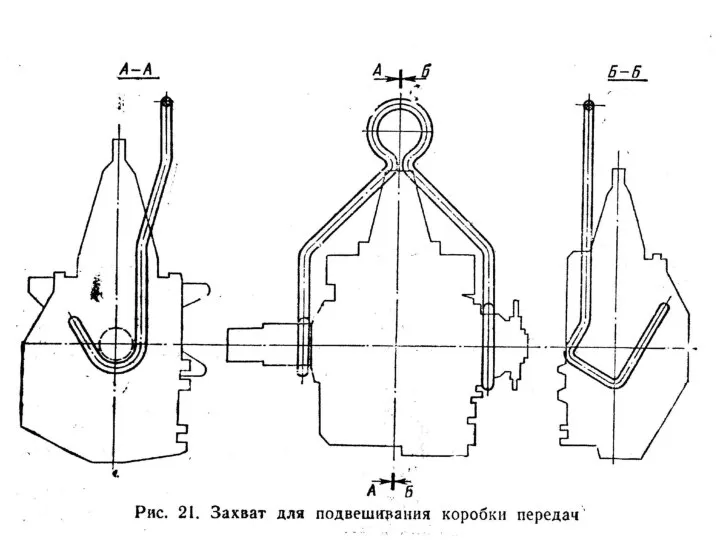
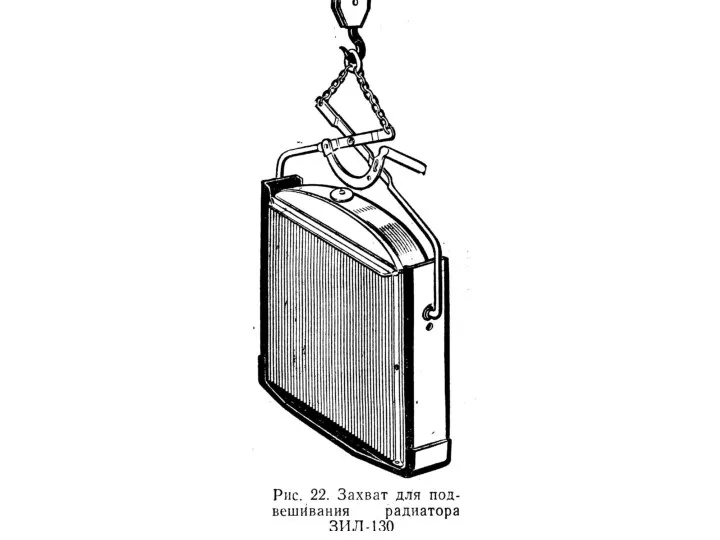
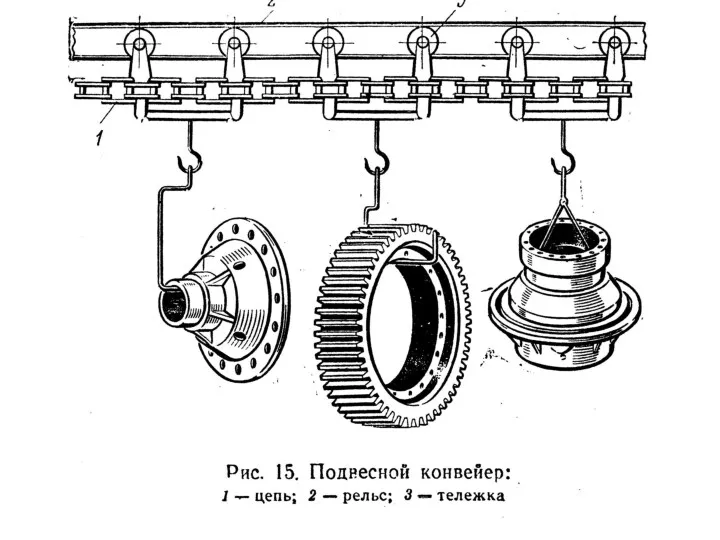
- 10. Механизация разборочных работ. Для выполнения разборочных работ применяют: - конвейеры - подъёмники - кран-балки - электротельферы
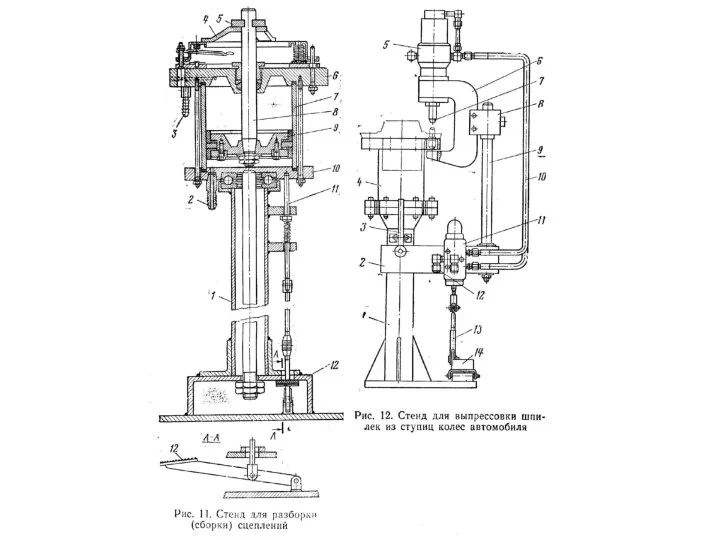
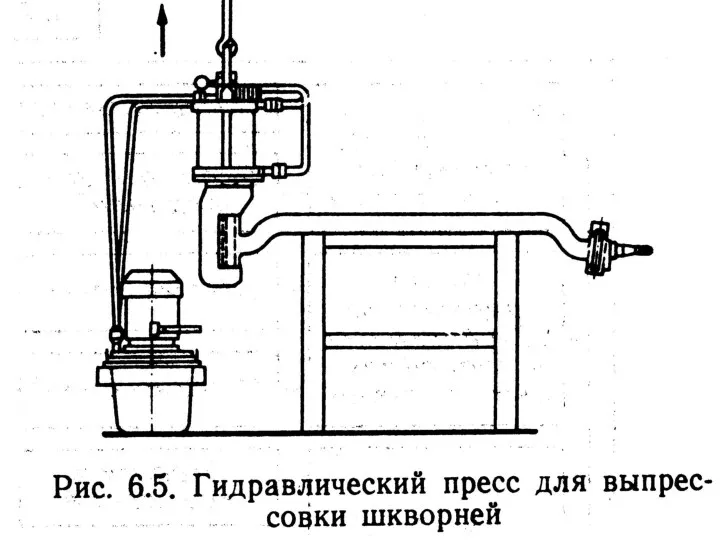
- 19. Для разборки прессовых соединений используются прессы и съёмники. Прессы могут быть стационарными или переносными, ручными или
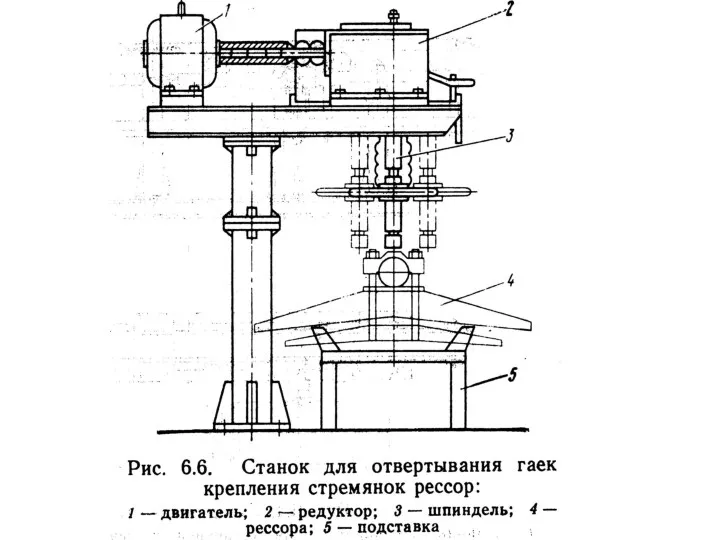
- 25. Разборка резьбовых соединений производится с помощью ручного и механизированного инструмента, а также специальных станков.
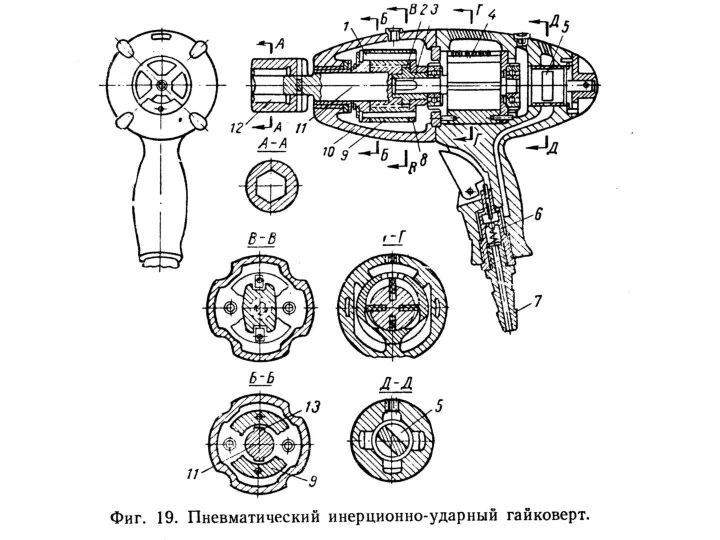
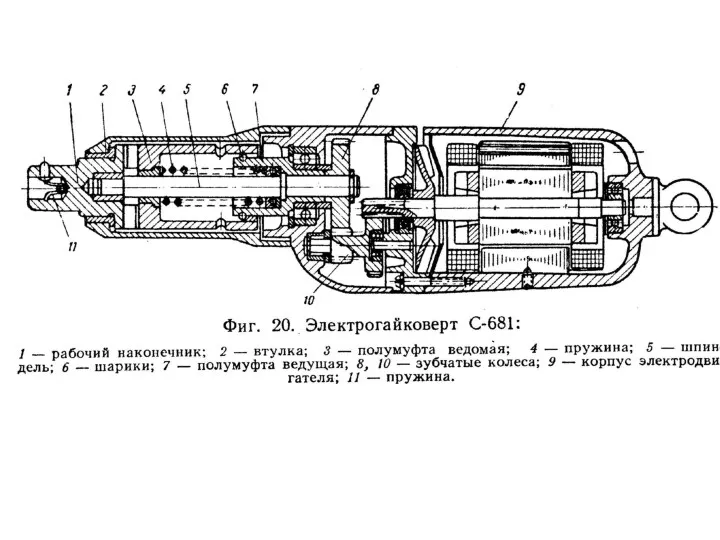
- 26. Разборка резьбовых соединений производится с помощью ручного и механизированного инструмента, а также специальных станков. Гайковёрты могут
- 31. Техника безопасности на участке разборки.
- 32. Техника безопасности на участке разборки. Участок разборки должен иметь несгораемые стены. Полы должны иметь ровную, гладкую,
- 33. Ванны для мойки должны быть оборудованы местным отсосом в вентиляцию. Грузы весом более 10 кг поднимать
- 34. Все металлические части оборудования с электроприводом должны быть подключены к контуру заземления. Напряжение питания: - переносного
- 35. Лампы освещения должны быт прочно закреплены и, при необходимости, защищены решётками. Использованный обтирочный материал необходимо складывать
- 40. Скачать презентацию
Разборка агрегатов.
Разборка агрегатов.
Организация разборочных работ.
Разборочный процесс включает следующие виды работ:
- моечно-очистные
- разборочные
-
Организация разборочных работ. Разборочный процесс включает следующие виды работ: - моечно-очистные - разборочные -
Этапы разборки:
1) Разборка на агрегаты
2) Разборка агрегатов на узлы и
Этапы разборки: 1) Разборка на агрегаты 2) Разборка агрегатов на узлы и
Технологический процесс разборки.
Разборка а/м производится в строгой последовательности, предусмотренной
Технологический процесс разборки. Разборка а/м производится в строгой последовательности, предусмотренной
Агрегаты разбирают в два этапа:
1) Подразборка и мойка
2) Разборка на
Агрегаты разбирают в два этапа: 1) Подразборка и мойка 2) Разборка на
Агрегаты разбирают в два этапа:
1) Подразборка и мойка
2) Разборка на
Агрегаты разбирают в два этапа: 1) Подразборка и мойка 2) Разборка на
Детали, соединённые заклёпками подлежат разборке.
Детали, соединённые заклёпками подлежат разборке.
Детали, соединённые заклёпками подлежат разборке.
Допускается не разбирать соединения, выполненные
Детали, соединённые заклёпками подлежат разборке. Допускается не разбирать соединения, выполненные
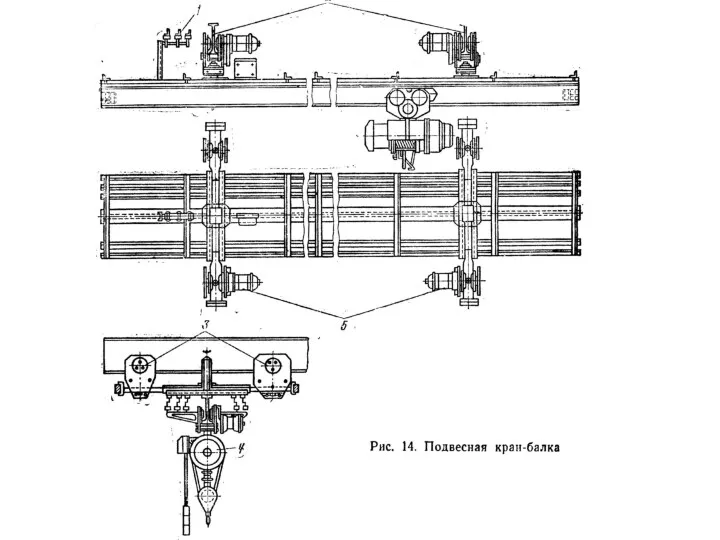
Механизация разборочных работ.
Для выполнения разборочных работ применяют:
- конвейеры
- подъёмники
-
Механизация разборочных работ. Для выполнения разборочных работ применяют: - конвейеры - подъёмники -
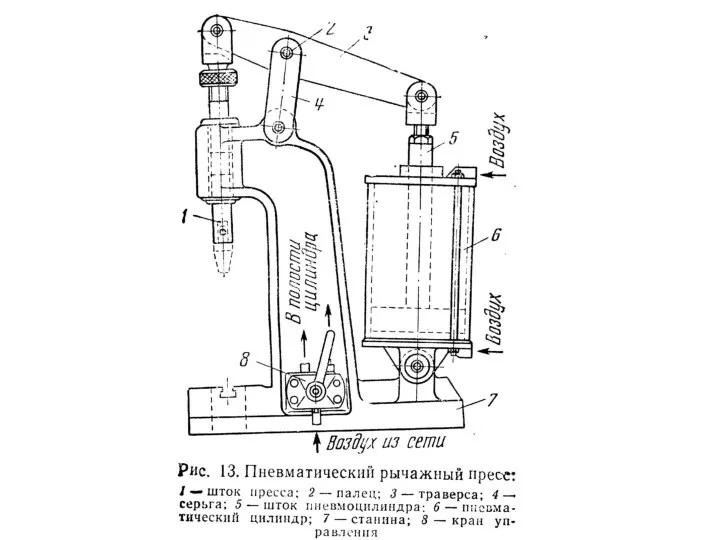
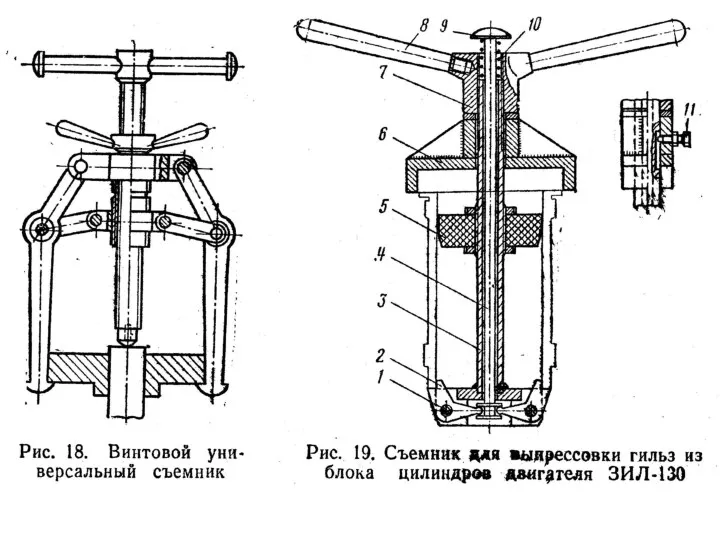
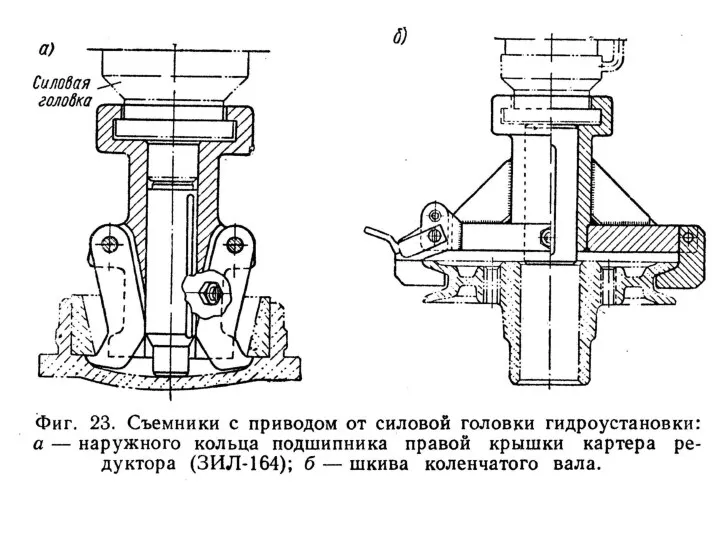
Для разборки прессовых соединений используются прессы и съёмники.
Прессы могут
Для разборки прессовых соединений используются прессы и съёмники. Прессы могут
Разборка резьбовых соединений производится с помощью ручного и механизированного инструмента,
Разборка резьбовых соединений производится с помощью ручного и механизированного инструмента,
Разборка резьбовых соединений производится с помощью ручного и механизированного инструмента,
Разборка резьбовых соединений производится с помощью ручного и механизированного инструмента,
Техника безопасности на участке разборки.
Техника безопасности на участке разборки.
Техника безопасности на участке разборки.
Участок разборки должен иметь несгораемые
Техника безопасности на участке разборки. Участок разборки должен иметь несгораемые
Ванны для мойки должны быть оборудованы местным отсосом в вентиляцию.
Ванны для мойки должны быть оборудованы местным отсосом в вентиляцию.
Все металлические части оборудования с электроприводом должны быть подключены к
Все металлические части оборудования с электроприводом должны быть подключены к
Лампы освещения должны быт прочно закреплены и, при необходимости, защищены
Лампы освещения должны быт прочно закреплены и, при необходимости, защищены



 Закон всесвітнього тяжіння. Розв’язання задач
Закон всесвітнього тяжіння. Розв’язання задач Машина и механизм
Машина и механизм 1D PIC code for TwoStream Plasma Instability
1D PIC code for TwoStream Plasma Instability Законы динамики. Уравнения движения. Лекция 1
Законы динамики. Уравнения движения. Лекция 1 Давление. Закон Архимеда. Контрольная работа
Давление. Закон Архимеда. Контрольная работа Тепловые двигатели и охрана окружающей среды
Тепловые двигатели и охрана окружающей среды Микроскопия. Микроскопы, их устройство и возможности для изучения поверхности на микро- и наноуровне
Микроскопия. Микроскопы, их устройство и возможности для изучения поверхности на микро- и наноуровне Маломощные радиостанции КВ диапазона. Тактико-технические данные радиостанции Р-130М. (Тема 4.1)
Маломощные радиостанции КВ диапазона. Тактико-технические данные радиостанции Р-130М. (Тема 4.1) Радиоактивность, как свидетельство сложного строения атома
Радиоактивность, как свидетельство сложного строения атома Голография и ее применение
Голография и ее применение Перфорационные очки - чудо или реальность
Перфорационные очки - чудо или реальность Последовательное и параллельное соединение проводников
Последовательное и параллельное соединение проводников Температура
Температура Өлшеудің жіктелуі. Өлшеу бірліктері. Өлшеудің негізгі сипаттамалары. Физикалық шама туралы ұғым
Өлшеудің жіктелуі. Өлшеу бірліктері. Өлшеудің негізгі сипаттамалары. Физикалық шама туралы ұғым Электростатика. Постоянный электрический ток
Электростатика. Постоянный электрический ток Электромагнитные колебания
Электромагнитные колебания Ремонт автомобилей. Техническое нормирование станочных работ. (Тема 5.2.1)
Ремонт автомобилей. Техническое нормирование станочных работ. (Тема 5.2.1) Урок - обобщение по теме: Световые явления (Office 2007)
Урок - обобщение по теме: Световые явления (Office 2007) Электрический ток в вакууме
Электрический ток в вакууме Технология выполнения ТО и ремонта ходового устройства трактора ДТ- 75
Технология выполнения ТО и ремонта ходового устройства трактора ДТ- 75 Явления взаимной индукции
Явления взаимной индукции Физика. 8 класс. Перышкин А.В. Урок Электрическое сопротивление проводников. Удельное сопротивление
Физика. 8 класс. Перышкин А.В. Урок Электрическое сопротивление проводников. Удельное сопротивление Квантовая физика
Квантовая физика Рама и тягово-сцепное устройство
Рама и тягово-сцепное устройство презентация Плавание тел
презентация Плавание тел Тепловое движение атомов и молекул (6 класс)
Тепловое движение атомов и молекул (6 класс) Инфразвук
Инфразвук Structures of water-soluble globular proteins
Structures of water-soluble globular proteins