- Опиливание металла. Размерная слесарная обработка

Содержание
- 2. Понятие опиливания Опиливание – это операция по удалению с поверхности заготовки слоя материала при помощи режущего
- 3. Напильники
- 4. Напильники
- 5. Напильники Напильники классифицируют в зависимости от числа насечек на 10 мм длины на 6 классов. Насечки
- 6. Напильники
- 7. Балансировка движений при опиливании
- 8. Рукоятки напильников выполняют из березы или липы
- 9. Напиьники
- 10. Приемы опиливания
- 11. Приспособления для опиливания: Рамки Плоскопараллельные наметки Раздвижные параллели Кондуктор Опиловочная призма
- 12. Положение работающего при опиливании Корпус развернут под углом 45° к губкам тисков Левая нога выдвинута вперед
- 13. Приемы опиливания
- 14. Виды опиливания: Черновое опиливание Чистовое опиливание Отделочное (декоративное) опиливание Доводка
- 15. Характеристика видов опиливания
- 16. Опиливание узких плоских поверхностей Выполняется поперек, что обеспечивает большую производительность труда
- 17. Опиливание широких плоских поверхностей (три способа) После каждого двойного хода напильника его перемещают в поперечном направлении
- 18. Опиливание плоских параллельных поверхностей Вначале обрабатывается плоская поверхность, являющаяся базовой, а затем параллельная ей поверхность
- 19. Опиливание сопряженных поверхностей, расположенных под углом Начинают с опиливания базовой поверхности. Затем относительно этой поверхности опиливают
- 20. Опиливание криволинейных поверхностей После разметки лишний металл удаляют путем обсверливания, по размеченному контуру с последующим вырубанием
- 21. Чистка напильника
- 22. Чистка напильника После обработки дерева, каучука и фибры напильник следует опустить в горячую воду на 10
- 23. Выбор способа опиливания: Поперечный штрих – для узкой поверхности, Продольный штрих – для длинной, Перекрестный штрих
- 24. Механизация работ при опиливании Инструменты для механизации опиливания: Торцевые лепестковые круги Электрическая опиловочная машина с гибким
- 25. Практическая работа «Разработка технологии опиловочных операций при изготовлении изделия» Анализ чертежа Выявление поверхностей обрабатываемых опиливанием Анализ
- 28. Скачать презентацию
Понятие опиливания
Опиливание – это операция по удалению с поверхности заготовки слоя
Понятие опиливания
Опиливание – это операция по удалению с поверхности заготовки слоя

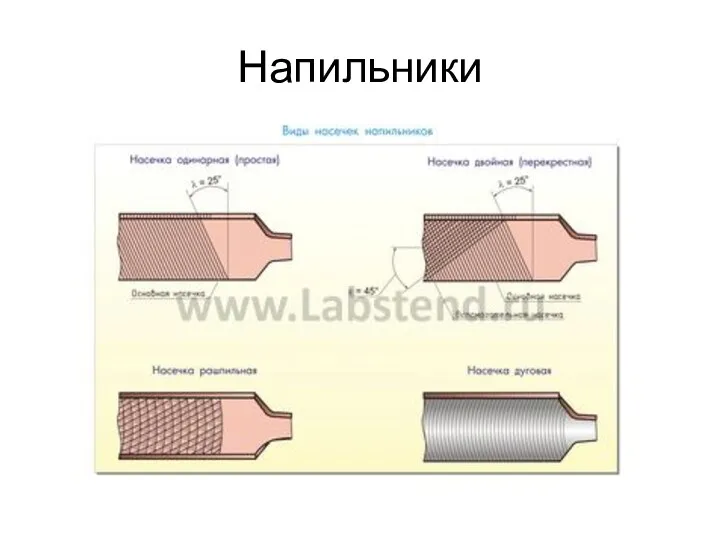
Напильники
Напильники
Напильники
Напильники
Напильники
Напильники классифицируют в зависимости от числа насечек на 10 мм
Напильники
Напильники классифицируют в зависимости от числа насечек на 10 мм

Напильники
Напильники

Балансировка движений при опиливании
Балансировка движений при опиливании

Рукоятки напильников выполняют из березы или липы
Рукоятки напильников выполняют из березы или липы

Напиьники
Напиьники

Приемы опиливания
Приемы опиливания
Приспособления для опиливания:
Рамки
Плоскопараллельные наметки
Раздвижные параллели
Кондуктор
Опиловочная призма
Приспособления для опиливания:
Рамки
Плоскопараллельные наметки
Раздвижные параллели
Кондуктор
Опиловочная призма
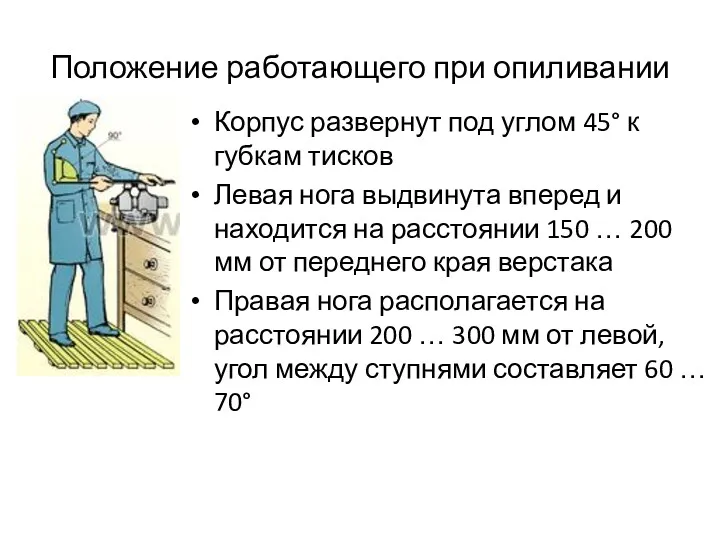
Положение работающего при опиливании
Корпус развернут под углом 45° к губкам тисков
Левая
Положение работающего при опиливании
Корпус развернут под углом 45° к губкам тисков
Левая
Приемы опиливания
Приемы опиливания
Виды опиливания:
Черновое опиливание
Чистовое опиливание
Отделочное (декоративное) опиливание
Доводка
Виды опиливания:
Черновое опиливание
Чистовое опиливание
Отделочное (декоративное) опиливание
Доводка
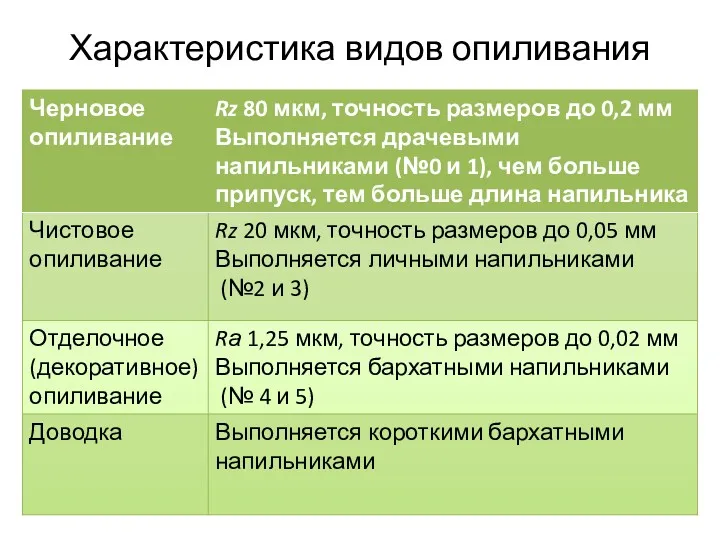
Характеристика видов опиливания
Характеристика видов опиливания
Опиливание узких плоских поверхностей
Выполняется поперек, что обеспечивает большую производительность труда
Опиливание узких плоских поверхностей
Выполняется поперек, что обеспечивает большую производительность труда
Опиливание широких плоских поверхностей (три способа)
После каждого двойного хода напильника его
Опиливание широких плоских поверхностей (три способа)
После каждого двойного хода напильника его
Опиливание плоских параллельных поверхностей
Вначале обрабатывается плоская поверхность, являющаяся базовой, а затем
Опиливание плоских параллельных поверхностей
Вначале обрабатывается плоская поверхность, являющаяся базовой, а затем
Опиливание сопряженных поверхностей, расположенных под углом
Начинают с опиливания базовой поверхности. Затем
Опиливание сопряженных поверхностей, расположенных под углом
Начинают с опиливания базовой поверхности. Затем
Опиливание криволинейных поверхностей
После разметки лишний металл удаляют путем обсверливания, по размеченному
Опиливание криволинейных поверхностей
После разметки лишний металл удаляют путем обсверливания, по размеченному

Чистка напильника
Чистка напильника
Чистка напильника
После обработки дерева, каучука и фибры напильник следует опустить в
Чистка напильника
После обработки дерева, каучука и фибры напильник следует опустить в
Выбор способа опиливания:
Поперечный штрих – для узкой поверхности,
Продольный штрих – для
Выбор способа опиливания:
Поперечный штрих – для узкой поверхности,
Продольный штрих – для
Механизация работ при опиливании
Инструменты для механизации опиливания:
Торцевые лепестковые круги
Электрическая опиловочная машина
Механизация работ при опиливании
Инструменты для механизации опиливания:
Торцевые лепестковые круги
Электрическая опиловочная машина
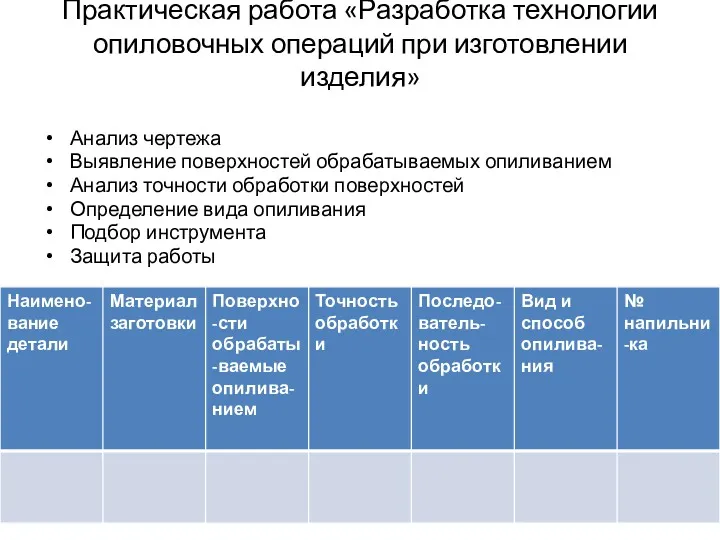
Практическая работа «Разработка технологии опиловочных операций при изготовлении изделия»
Анализ чертежа
Выявление поверхностей
Практическая работа «Разработка технологии опиловочных операций при изготовлении изделия»
Анализ чертежа
Выявление поверхностей

 Закон радиоактивного распада. Решение задач
Закон радиоактивного распада. Решение задач Сборка электромагнита и испытание его действия. Лабораторная работа
Сборка электромагнита и испытание его действия. Лабораторная работа Презентация Строение атома
Презентация Строение атома Презентация Блок. Применение простых механизмов
Презентация Блок. Применение простых механизмов Кристаллические и аморфные тела
Кристаллические и аморфные тела Смеси идеальных газов
Смеси идеальных газов Творческая работа по физике Знакомство с лазерными технологиями
Творческая работа по физике Знакомство с лазерными технологиями Новая тория прочности - механика разрушения
Новая тория прочности - механика разрушения Детали цилиндро-поршневой группы
Детали цилиндро-поршневой группы Атомная абсорбционная спектроскопия
Атомная абсорбционная спектроскопия Магнитное поле
Магнитное поле Теория электрических цепей. Лекция 1
Теория электрических цепей. Лекция 1 Что такое физика -первый урок в 7 классе
Что такое физика -первый урок в 7 классе Шнек. Гвинтові конвеєри
Шнек. Гвинтові конвеєри Урок физики 8 класс Испарение и конденсация
Урок физики 8 класс Испарение и конденсация Ядерная физика. Тема 3. Ядерные реакции
Ядерная физика. Тема 3. Ядерные реакции Метрология, стандартизация и сертификация. Обзорная лекция
Метрология, стандартизация и сертификация. Обзорная лекция Первый закон термодинамики
Первый закон термодинамики Аппараты до 1000В. Рубильники. (Лекция 10)
Аппараты до 1000В. Рубильники. (Лекция 10) Информация и сигналы
Информация и сигналы Детали машин и основы конструирования. Разъемные соединения, упругие элементы машин. Соединения с натягом. (Лекция 15)
Детали машин и основы конструирования. Разъемные соединения, упругие элементы машин. Соединения с натягом. (Лекция 15) Технический проекты Леонардо да Винчи
Технический проекты Леонардо да Винчи Соотношение неопределённостей Гейзенберга. Волновая функция и её статистический смысл
Соотношение неопределённостей Гейзенберга. Волновая функция и её статистический смысл Мореходные и эксплуатационные качества судна
Мореходные и эксплуатационные качества судна Первый закон термодинамики
Первый закон термодинамики Основы теории двухполюсников. (Лекция 5)
Основы теории двухполюсников. (Лекция 5) Источник тока. Закон Ома длоя замкнутой цепи
Источник тока. Закон Ома длоя замкнутой цепи Типы судовых энергетических установок. Тема №2
Типы судовых энергетических установок. Тема №2