- Основные требования и допуски при финальной сборке. Виды и методики измерения

Содержание
- 2. Требования к лакокрасочному покрытию вагонов Требования к толщине ЛКП: 1.2 Замер толщины ЛКП производится Магнитным толщиномером:
- 3. 2) Установить толщиномер магнитным элементом плотно к замеряемой поверхности, после чего на экране высветится толщина слоя
- 4. Внешний вид окрашенных поверхностей вагона должен соответствовать следующим классам по ГОСТ 9.032 – 74: - ходовая
- 5. Дефект лакокрасочного покрытия – кратеры. Кратеры – это маленькие отверстия на лакокрасочном покрытии, напоминающие по своему
- 6. Дефект лакокрасочного покрытия – потёки или наплывы. Потёки, можно характеризовать, как локальные неоднородности толщины лакокрасочного покрытия,
- 7. Большинство дефектов, таких как шагрень, кратеры, сорность, морщинистость, трещины, потёки, пузыри, проколы, «рыбий глаз», удаляются при
- 8. Нанесение знаков и надписей. Требования. Знаки и надписи должны быть выполнены без «запылов», иметь четкие края,
- 9. Типовые знаки и надписи на вагоне и их значение - Знак габарит которому соответствует габарит 1-ВМ
- 10. Автосцепное устройство. Принципиальная схема и комплектация
- 11. Основные требования и допуски. Методы измерения. Литейный шов
- 12. Типовой крепление автосцепного устройства. Типовое крепление клина тягового хомута Чтобы поддерживающие клин болты не могли подняться
- 13. Типовое крепление валика подъемника После проверки автосцепки в собранном состоянии валик подъемника закрепляют болтом 1 М10х90
- 14. Автотормозное оборудование. Принципиальная схема. Рукав Р-17Б Кран концевой Тормозной цилиндр Резервуар запасной Воздухораспределитель Авторежим Тормоз стояночный
- 15. Требование к автотормозному оборудованию. - проверить наличие и исправность крепежных деталей и предохранительных поддерживающих) устройств тормозного
- 16. После подкатки тележки под вагон упор авторежима должен находиться над средней зоной контактной планки опорной балки
- 18. Технологическая инструкция по измерению зазоров в тормозных колодках Зазор между тормозными колодками и колесами при отпущенном
- 19. 3. Вычислить среднеарифметическую величину зазора путем сложения 8 результатов измерений на одной тележке и деления полученной
- 20. Требования к регулировке тормозной рычажной передачи (Авторегулятор) Размер «а» - (расстояние от торца муфты защитной трубы
- 21. ПРИМЕЧАНИЕ!!! При размере «А» более нормы регулятор работает как жесткая тяга и по мере износа тормозных
- 22. Основные размеры ТРП по моделям вагонов
- 23. Технологическая инструкция по измерению зазоров между закидками Порядок выполнения операции Ударом молотка по закидке в направлении
- 24. Эскиз 2
- 25. Проход Не проход (128±1,5)мм Установка и регулировка высоты скользуна. Контроль. Размеры регулировочных пластин Шаблон ВТМИ.167.00.000 Размер
- 26. Габарит Габарит железнодорожного подвижного состава (габарит подвижного состава): Поперечное перпендикулярное оси пути очертание, в котором, не
- 27. Требования к таре выпускаемых вагонов По результатам взвешивания вагонов, фактическая масса тары должна соответствовать допускам согласно
- 28. Тележка 18-9855. Основной вид в сборе.
- 29. Принципиальная схема. Комплектация.
- 30. Принципиальная схема крепления скользуна тележки 18-9855 1 - колпак; 2 – рессорный комплект; 3 – корпус;
- 31. Крепление блокиратора
- 33. Скачать презентацию

Требования к лакокрасочному покрытию вагонов
Требования к толщине ЛКП:
1.2 Замер толщины ЛКП
Требования к лакокрасочному покрытию вагонов
Требования к толщине ЛКП:
1.2 Замер толщины ЛКП

2) Установить толщиномер магнитным элементом плотно к замеряемой поверхности, после чего
2) Установить толщиномер магнитным элементом плотно к замеряемой поверхности, после чего
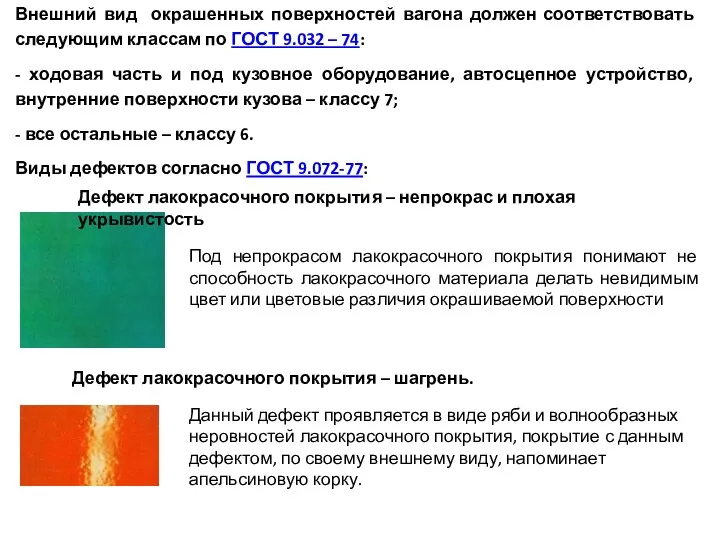
Внешний вид окрашенных поверхностей вагона должен соответствовать следующим классам по ГОСТ
Внешний вид окрашенных поверхностей вагона должен соответствовать следующим классам по ГОСТ
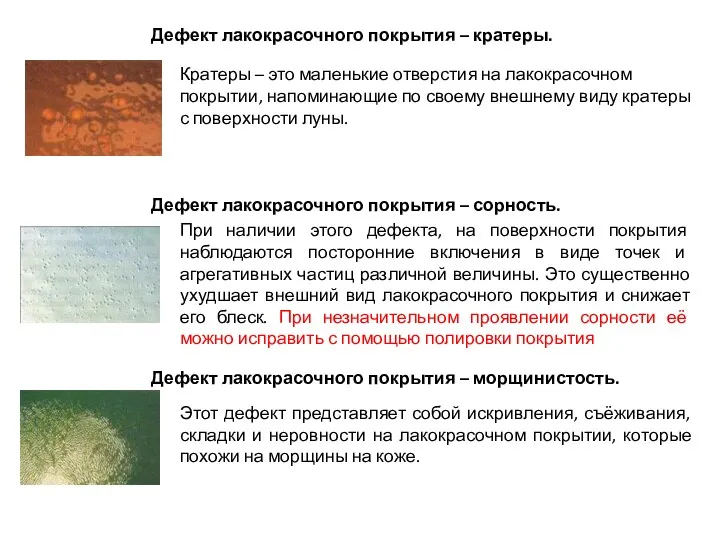
Дефект лакокрасочного покрытия – кратеры.
Кратеры – это маленькие отверстия на лакокрасочном
Дефект лакокрасочного покрытия – кратеры.
Кратеры – это маленькие отверстия на лакокрасочном
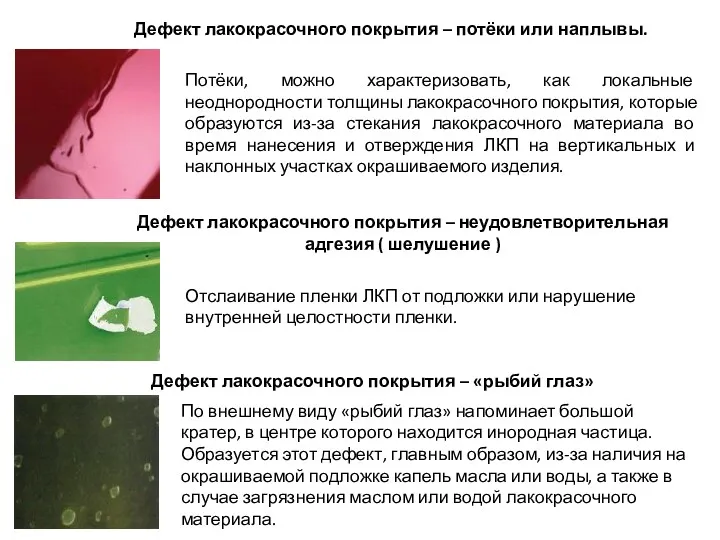
Дефект лакокрасочного покрытия – потёки или наплывы.
Потёки, можно характеризовать, как локальные
Дефект лакокрасочного покрытия – потёки или наплывы.
Потёки, можно характеризовать, как локальные
Большинство дефектов, таких как шагрень, кратеры, сорность, морщинистость, трещины, потёки, пузыри,
Большинство дефектов, таких как шагрень, кратеры, сорность, морщинистость, трещины, потёки, пузыри,
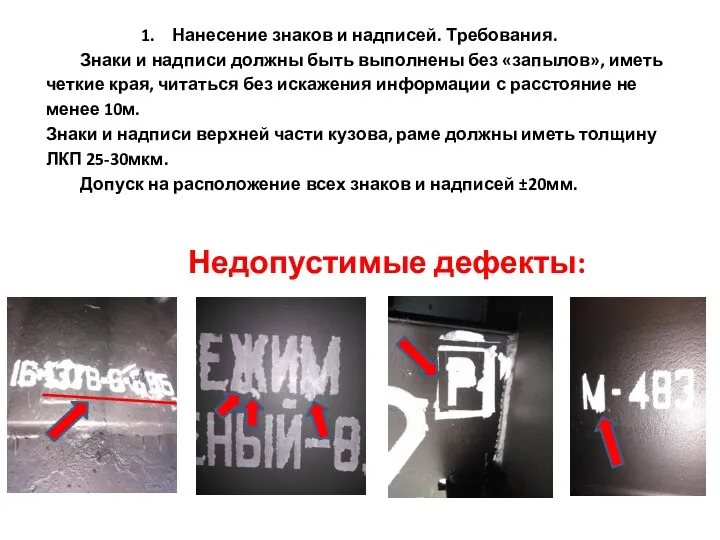
Нанесение знаков и надписей. Требования.
Знаки и надписи должны быть выполнены без
Нанесение знаков и надписей. Требования.
Знаки и надписи должны быть выполнены без
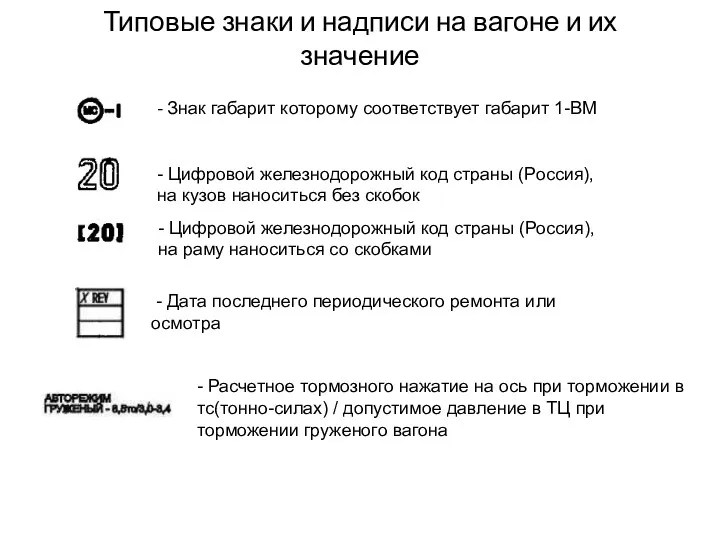
Типовые знаки и надписи на вагоне и их значение
- Знак габарит
Типовые знаки и надписи на вагоне и их значение
- Знак габарит

Автосцепное устройство.
Принципиальная схема и комплектация
Автосцепное устройство.
Принципиальная схема и комплектация
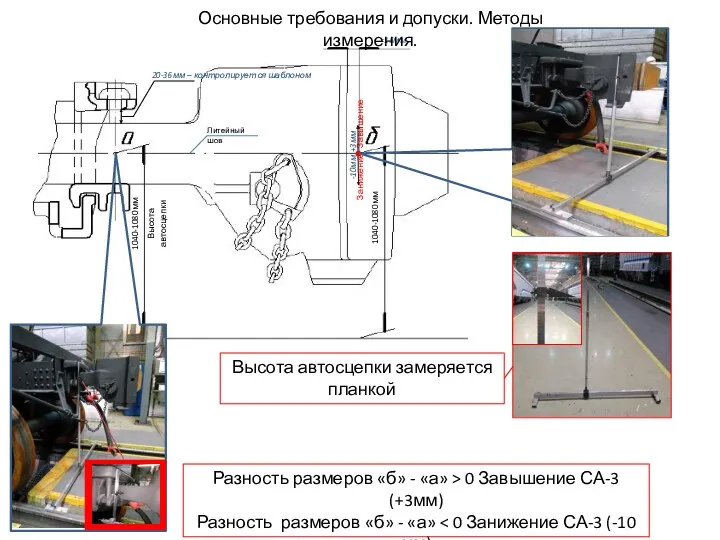
Основные требования и допуски. Методы измерения.
Литейный шов
Основные требования и допуски. Методы измерения.
Литейный шов
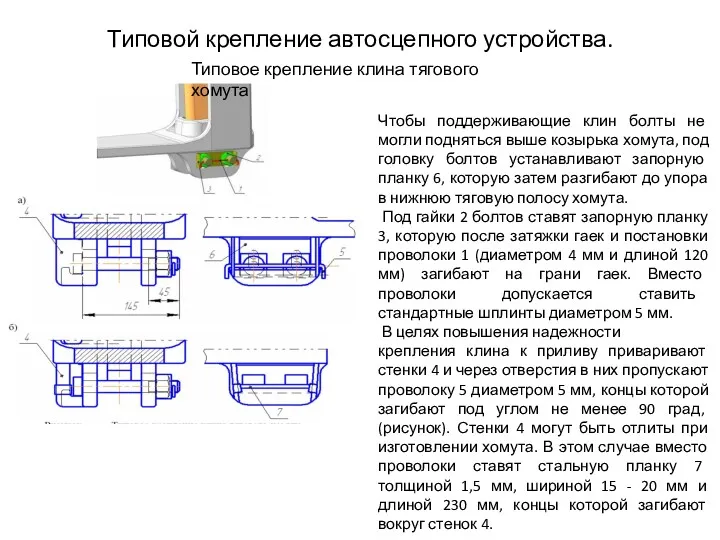
Типовой крепление автосцепного устройства.
Типовое крепление клина тягового хомута
Чтобы поддерживающие клин болты
Типовой крепление автосцепного устройства.
Типовое крепление клина тягового хомута
Чтобы поддерживающие клин болты

Типовое крепление валика подъемника
После проверки автосцепки в собранном состоянии валик подъемника
Типовое крепление валика подъемника
После проверки автосцепки в собранном состоянии валик подъемника
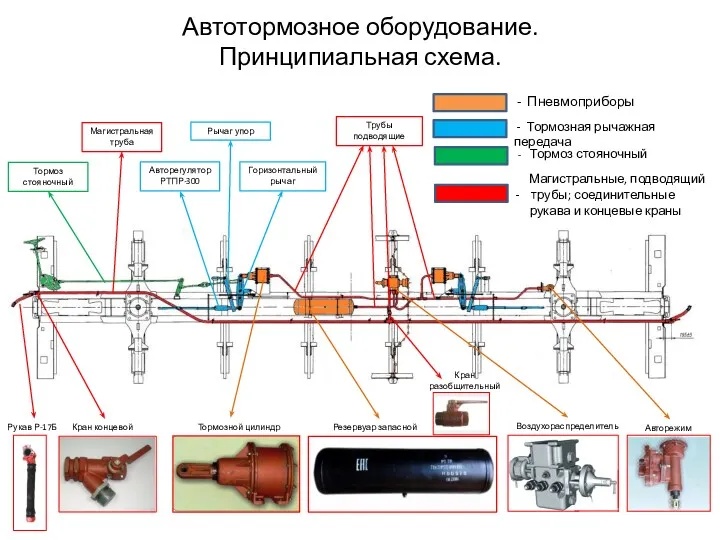
Автотормозное оборудование.
Принципиальная схема.
Рукав Р-17Б
Кран концевой
Тормозной цилиндр
Резервуар запасной
Воздухораспределитель
Авторежим
Тормоз стояночный
Магистральная труба
Авторегулятор РТПР-300
Рычаг упор
Горизонтальный
Автотормозное оборудование.
Принципиальная схема.
Рукав Р-17Б
Кран концевой
Тормозной цилиндр
Резервуар запасной
Воздухораспределитель
Авторежим
Тормоз стояночный
Магистральная труба
Авторегулятор РТПР-300
Рычаг упор
Горизонтальный
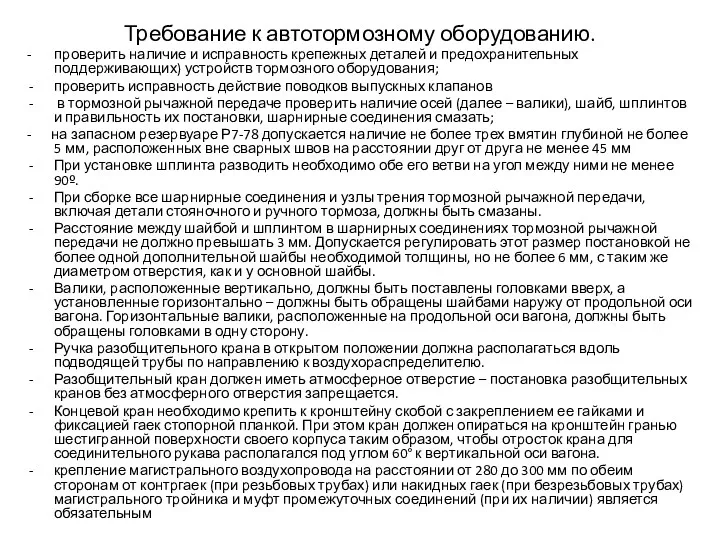
Требование к автотормозному оборудованию.
- проверить наличие и исправность крепежных деталей и
Требование к автотормозному оборудованию.
- проверить наличие и исправность крепежных деталей и

После подкатки тележки под вагон упор авторежима должен находиться над средней
После подкатки тележки под вагон упор авторежима должен находиться над средней

Технологическая инструкция по измерению зазоров в тормозных колодках
Зазор между тормозными колодками
Технологическая инструкция по измерению зазоров в тормозных колодках
Зазор между тормозными колодками
3. Вычислить среднеарифметическую величину зазора путем сложения 8 результатов измерений на
3. Вычислить среднеарифметическую величину зазора путем сложения 8 результатов измерений на
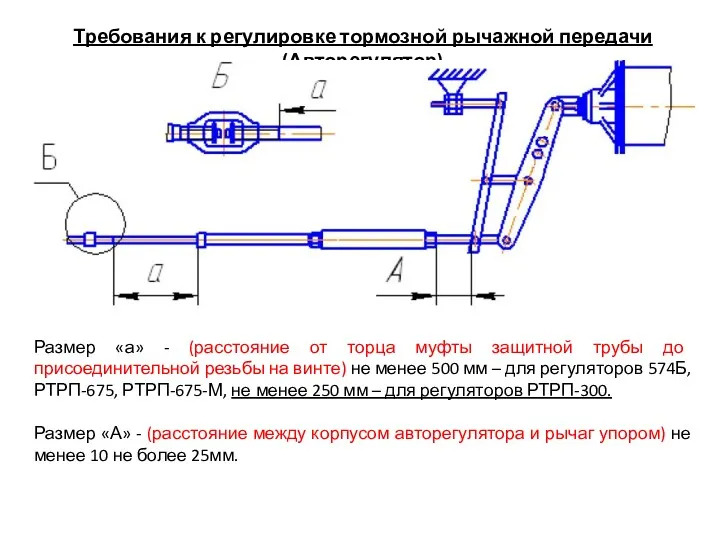
Требования к регулировке тормозной рычажной передачи (Авторегулятор)
Размер «а» - (расстояние от
Требования к регулировке тормозной рычажной передачи (Авторегулятор)
Размер «а» - (расстояние от

ПРИМЕЧАНИЕ!!!
При размере «А» более нормы регулятор работает как жесткая тяга и
ПРИМЕЧАНИЕ!!!
При размере «А» более нормы регулятор работает как жесткая тяга и
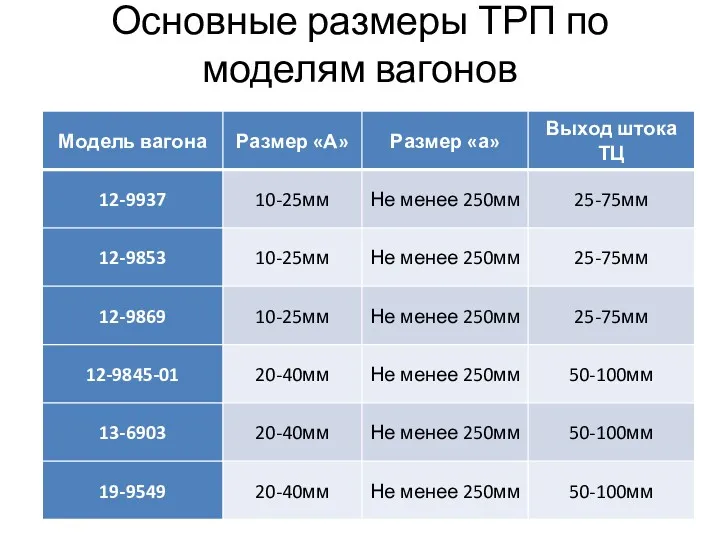
Основные размеры ТРП по моделям вагонов
Основные размеры ТРП по моделям вагонов
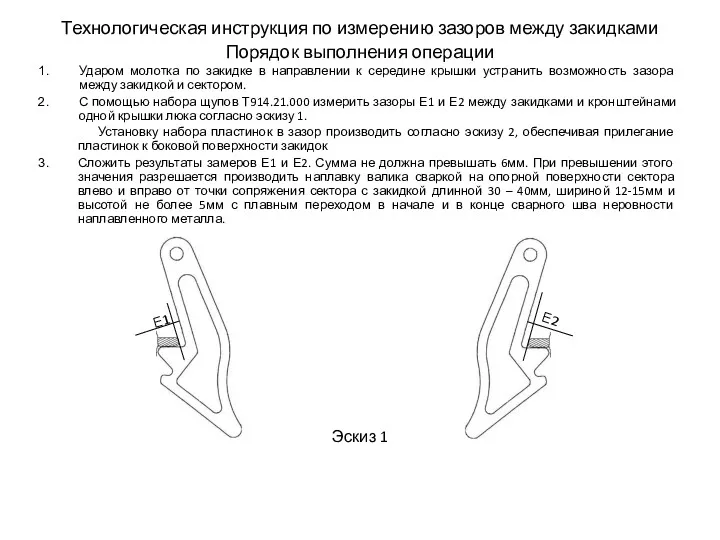
Технологическая инструкция по измерению зазоров между закидками
Порядок выполнения операции
Ударом молотка по
Технологическая инструкция по измерению зазоров между закидками
Порядок выполнения операции
Ударом молотка по
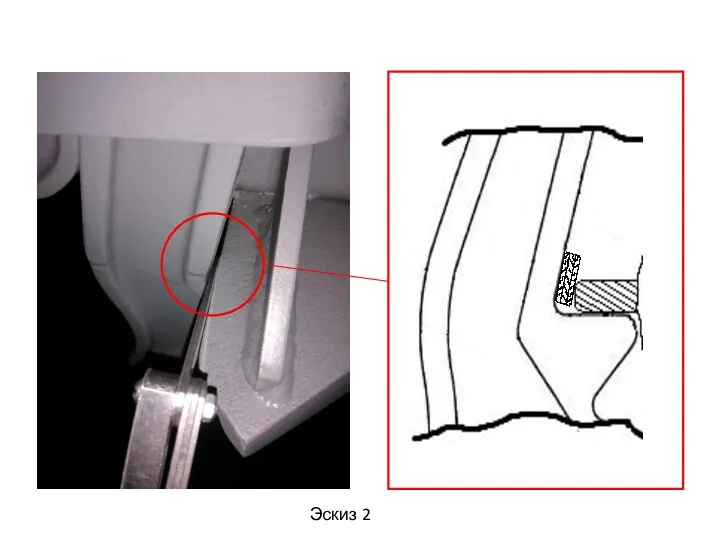
Эскиз 2
Эскиз 2
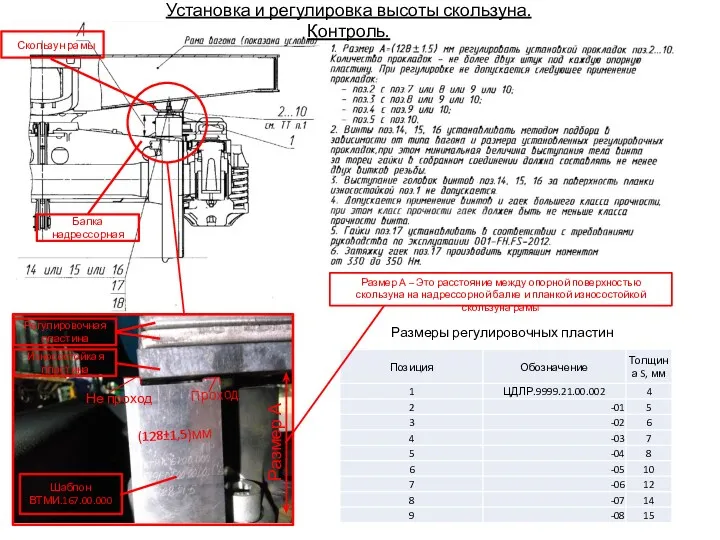
Проход
Не проход
(128±1,5)мм
Установка и регулировка высоты скользуна. Контроль.
Размеры регулировочных пластин
Шаблон ВТМИ.167.00.000
Размер А
Проход
Не проход
(128±1,5)мм
Установка и регулировка высоты скользуна. Контроль.
Размеры регулировочных пластин
Шаблон ВТМИ.167.00.000
Размер А
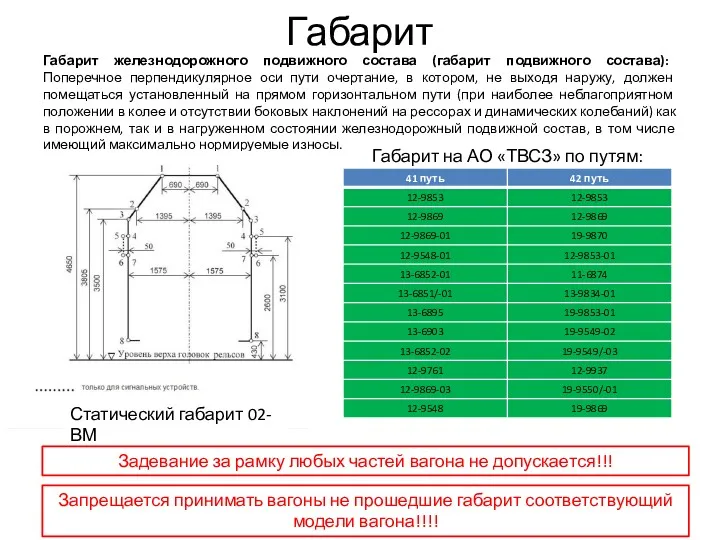
Габарит
Габарит железнодорожного подвижного состава (габарит подвижного состава): Поперечное перпендикулярное оси пути
Габарит
Габарит железнодорожного подвижного состава (габарит подвижного состава): Поперечное перпендикулярное оси пути
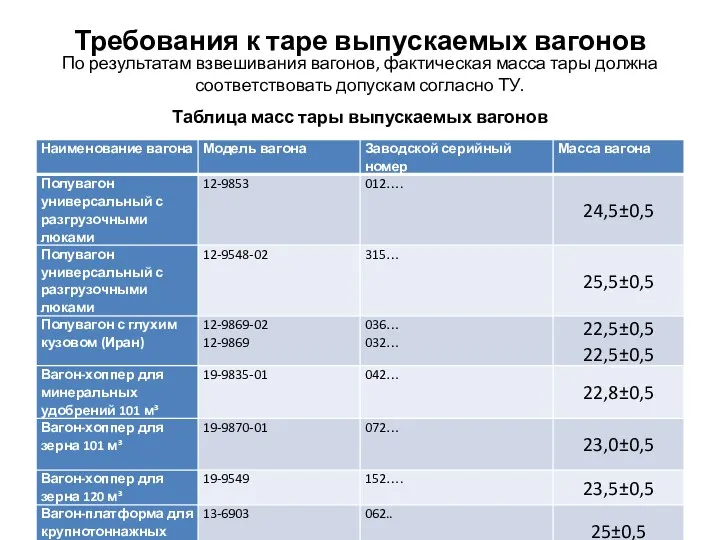
Требования к таре выпускаемых вагонов
По результатам взвешивания вагонов, фактическая масса тары
Требования к таре выпускаемых вагонов
По результатам взвешивания вагонов, фактическая масса тары

Тележка 18-9855. Основной вид в сборе.
Тележка 18-9855. Основной вид в сборе.
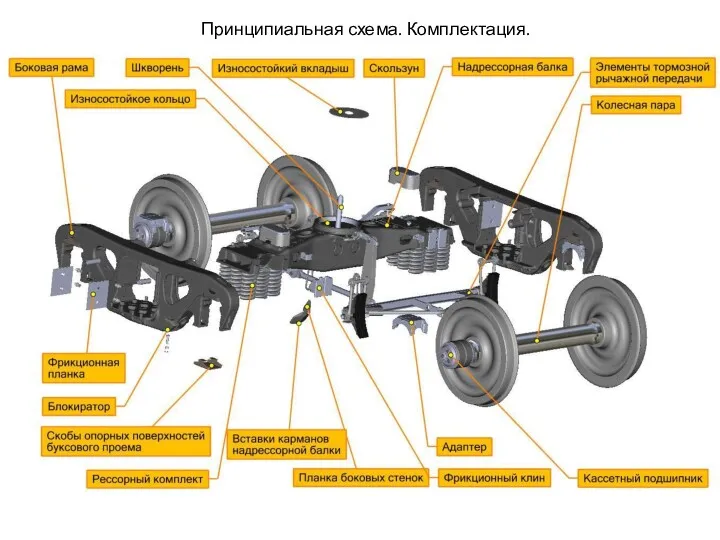
Принципиальная схема. Комплектация.
Принципиальная схема. Комплектация.

Принципиальная схема крепления скользуна тележки 18-9855
1 - колпак; 2 – рессорный
Принципиальная схема крепления скользуна тележки 18-9855
1 - колпак; 2 – рессорный
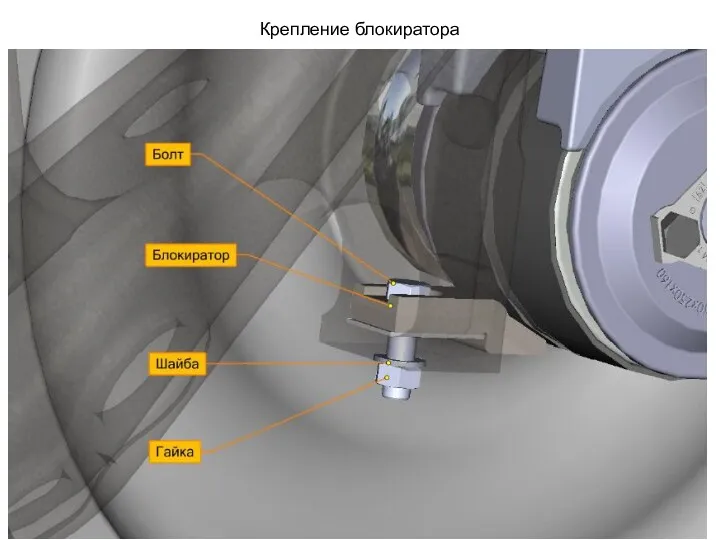
Крепление блокиратора
Крепление блокиратора
 Магнитные свойства горных пород и руд
Магнитные свойства горных пород и руд Масса, плотность, объем. 7 класс
Масса, плотность, объем. 7 класс Молекулярная физика
Молекулярная физика Компенсация реактивной мощности в системах электроснабжения промышленных предприятий
Компенсация реактивной мощности в системах электроснабжения промышленных предприятий Преобразователи электрических величин
Преобразователи электрических величин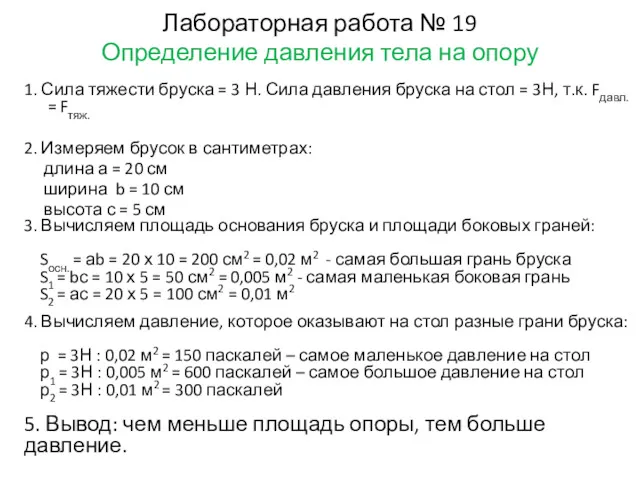 Определение давления тела на опору
Определение давления тела на опору : Слюсарно-механічні способи відновлення
: Слюсарно-механічні способи відновлення Тепловое излучение
Тепловое излучение Механические передачи. Ременные передачи
Механические передачи. Ременные передачи Разработка урока физики: Электризация тел
Разработка урока физики: Электризация тел Моделирование геомеханических процессов. Тема 11. Лекция № 16
Моделирование геомеханических процессов. Тема 11. Лекция № 16 Электронная презентация Два способа изменения внутренней энергии
Электронная презентация Два способа изменения внутренней энергии Масова частка речовини у розчині
Масова частка речовини у розчині Мультимедийная разработка внеклассного мероприятия Пионеры русской космонавтики
Мультимедийная разработка внеклассного мероприятия Пионеры русской космонавтики Режимы работы промышленных электрических сетей
Режимы работы промышленных электрических сетей Механические колебания
Механические колебания Презентация по физике Экология и космос
Презентация по физике Экология и космос Диодтыѕ атќаратын ќызметі
Диодтыѕ атќаратын ќызметі Проекты АЭС с ВВЭР Российские реакторы 3-го поколения
Проекты АЭС с ВВЭР Российские реакторы 3-го поколения Электризация тел. Электроскоп. Проводники и диэлектрики
Электризация тел. Электроскоп. Проводники и диэлектрики Подшипники скольжения
Подшипники скольжения Решение задач по физике (7 класс)
Решение задач по физике (7 класс) Цифровые сигналы
Цифровые сигналы Открытие электромагнитной индукции
Открытие электромагнитной индукции Измерение физических величин
Измерение физических величин Поверхностное натяжение. Термодинамика жидкостей
Поверхностное натяжение. Термодинамика жидкостей Своя игра по физике
Своя игра по физике Агрегатные состояния вещества. Плавление и отвердевание кристаллических тел
Агрегатные состояния вещества. Плавление и отвердевание кристаллических тел