Основы слесарно-сборочных и электромонтажных работ. Сущность и назначение операции опиливания презентация
- Основы слесарно-сборочных и электромонтажных работ. Сущность и назначение операции опиливания

Содержание
- 2. Опиливание - это операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента -
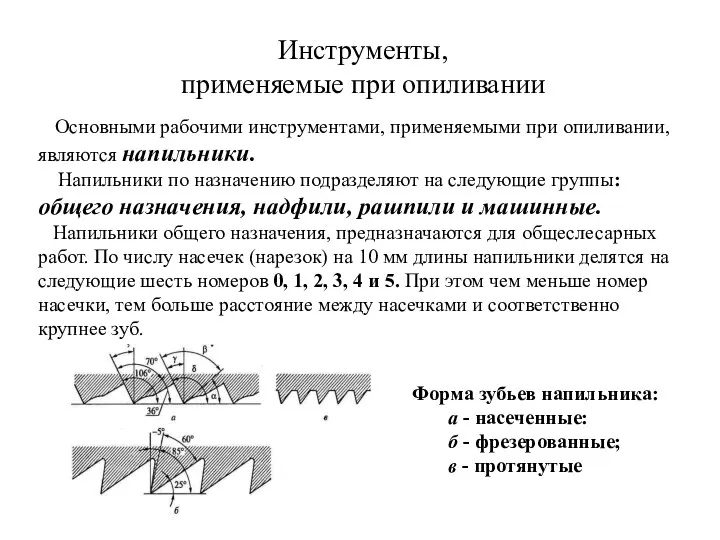
- 3. Инструменты, применяемые при опиливании Основными рабочими инструментами, применяемыми при опиливании, являются напильники. Напильники по назначению подразделяют
- 4. Снимается слой металла 0,05 — 0,10 мм.
- 5. Снимаемый слой металла не превышает 0,02 — 0,06 мм.
- 6. Такие напильники предназначены для окончательной обработки изделий. Снимаемый слой металла не более 0,01-0,03 мм 3 класс
- 7. Формы поперечного сечения напильников и обрабатываемых поверхностей: а, б - плоская; в - квадратная; г -
- 8. Рашпили Рашпили: а - плоские тупоконечные; 6 - плоские остроконечные; в - круглые; г - полукруглые;
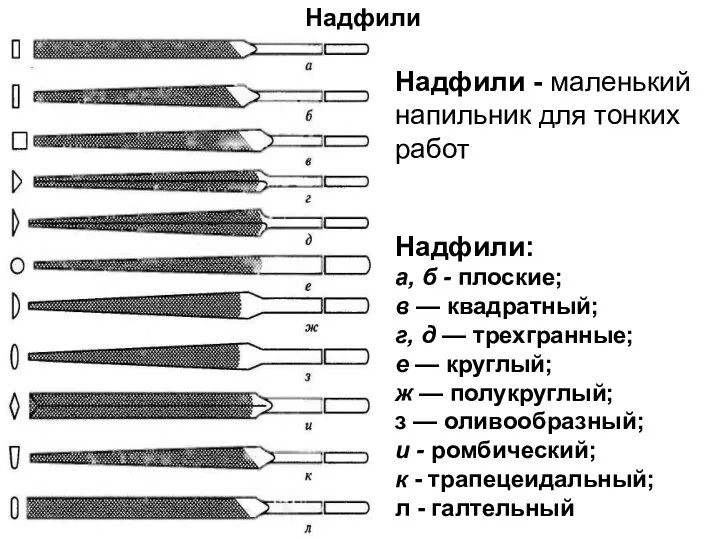
- 9. Надфили Надфили: а, б - плоские; в — квадратный; г, д — трехгранные; е — круглый;
- 10. Профиль поперечного сечения напильника выбирается в зависимости от формы опиливаемой поверхности: плоский, плоская сторона полукруглого -
- 11. Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности и должна составлять: 100... 160 мм
- 12. Ручка для напильника Быстросменная ручка для напильника: 1 - втулка; 2 - пружина; 3 - стакан;
- 13. Насадка и снятие рукоятки напильника а - насадка ударом о верстак; б - насадка ударом молотка;
- 14. Рамка: 1- перегородка; 2 - рабочие пластины; 3 – винты Плоскопараллельные наметки: а - наметка; б
- 15. Приспособления для опиливания Раздвижные параллели а - прямоугольные; б –– угловые Кондуктор: 1- кондуктор; 2 -
- 16. Опиловочная призма: 1 - корпус; 2 - прижим; 3 -угольник; 4 -линейка; 5-резьбовое отверстие; А -
- 17. При работе напильником насечка засоряется опилками, поэтому напильник следует очищать перед дальнейшим использованием. Метод очистки напильников
- 18. Подготовка поверхностей, основные виды и способы опиливания Подготовка поверхностей к опиливанию включает в себя очистку от
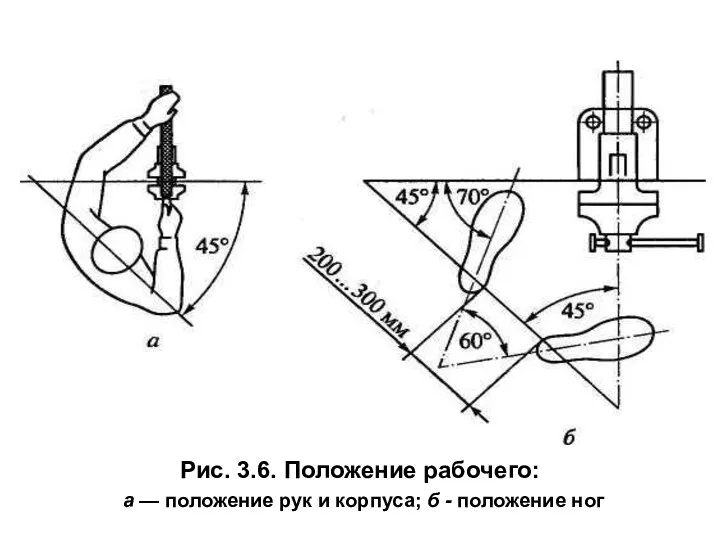
- 19. Продолжение 4 вопроса Рис. 3.6. Положение рабочего: а — положение рук и корпуса; б - положение
- 20. а - положение правой руки б - положение левой руки Положение рук при опиливании
- 21. Рабочим ходом при опиливании является движение напильником вперед от работающего, обратный ход - холостой, без нажима.
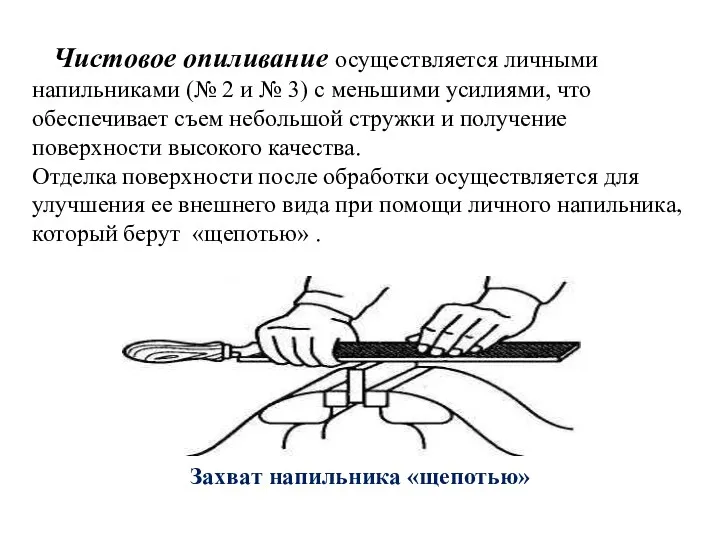
- 22. Захват напильника «щепотью» Чистовое опиливание осуществляется личными напильниками (№ 2 и № 3) с меньшими усилиями,
- 23. Доводка и шлифовка осуществляется короткими личными и бархатными напильниками (№ 4 и №5). Нажатие на напильник
- 24. Проверка прямолинейности
- 25. Проверка параллельности
- 26. Правила ручного опиливания плоских, вогнутых и выпуклых поверхностей Перед началом работы необходимо проверить соответствие конфигурации и
- 27. не следует наклонять проверочную (лекальную) линейку во время проведения контроля плоскостности по методу «световой щели»; не
- 28. При опиливании криволинейных поверхностей необходимо соблюдать следующие правила: 1. Правильно выбирать напильник для опиливания криволинейных поверхностей:
- 29. при опиливании цилиндрического валика (стержня), закрепленного вертикально: в начале рабочего хода - носок напильника направлен влево;
- 30. Опиловочные диски Боры Механизация работ при опиливании.
- 31. Механизация работ при опиливании. Шлифовальные головки: а — полукруглая; б — круглая; в, г, д —
- 32. Электрическая опиловочная машина с гибким валом: 1 - патрон; 2 - инструмент; 3,5 -шкивы; 4 -
- 33. Пневматическая опиловочная машина: 1 - инструмент; 2 - патрон; 3 - поршень; 4 - поворотная втулка;
- 34. Опиловочный станок с абразивной лентой: 1 - кронштейн; 2 - лампа; 3 - бесконечная абразивная лента;
- 35. Стационарный опиловочно-зачистной станок: а - общий вид станка; б - исполнительный узел; 1 - станина; 2
- 36. Правила выполнения работ при механизированном опиливании 1. Необходимо правильно выбирать инструмент при механизированном опиливании криволинейных поверхностей:
- 37. ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ОПИЛИВАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
- 38. Продолжение 7 вопроса
- 39. Продолжение 7 вопроса
- 41. Скачать презентацию
Опиливание - это операция по удалению с поверхности заготовки слоя
Опиливание - это операция по удалению с поверхности заготовки слоя
Инструменты,
применяемые при опиливании
Основными рабочими инструментами, применяемыми при опиливании, являются
Инструменты,
применяемые при опиливании
Основными рабочими инструментами, применяемыми при опиливании, являются
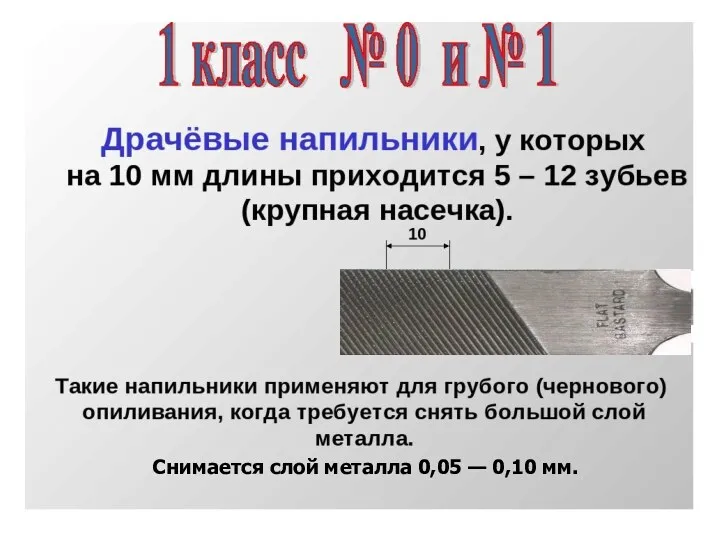
Снимается слой металла 0,05 — 0,10 мм.
Снимается слой металла 0,05 — 0,10 мм.
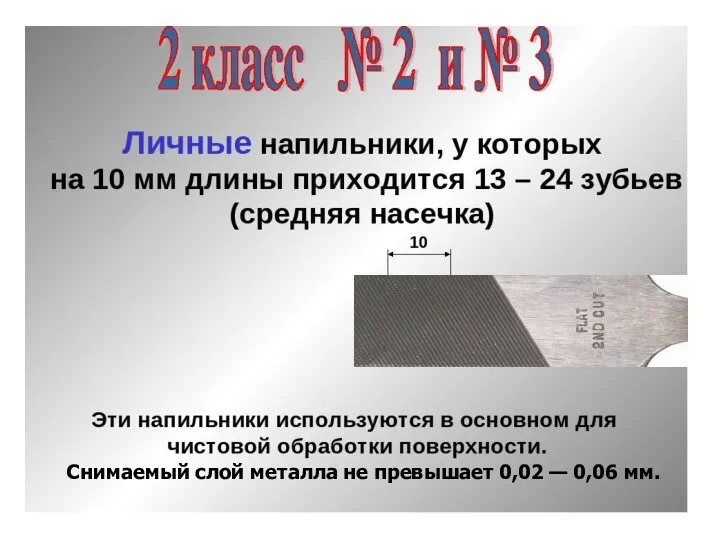
Снимаемый слой металла не превышает 0,02 — 0,06 мм.
Снимаемый слой металла не превышает 0,02 — 0,06 мм.
Такие напильники предназначены для окончательной обработки изделий.
Снимаемый слой металла не
Такие напильники предназначены для окончательной обработки изделий.
Снимаемый слой металла не

Формы поперечного сечения напильников и обрабатываемых поверхностей:
а, б - плоская;
Формы поперечного сечения напильников и обрабатываемых поверхностей:
а, б - плоская;

Рашпили
Рашпили:
а - плоские тупоконечные;
6 - плоские остроконечные;
в -
Рашпили
Рашпили:
а - плоские тупоконечные;
6 - плоские остроконечные;
в -
Надфили
Надфили:
а, б - плоские;
в — квадратный;
г, д —
Надфили
Надфили:
а, б - плоские;
в — квадратный;
г, д —
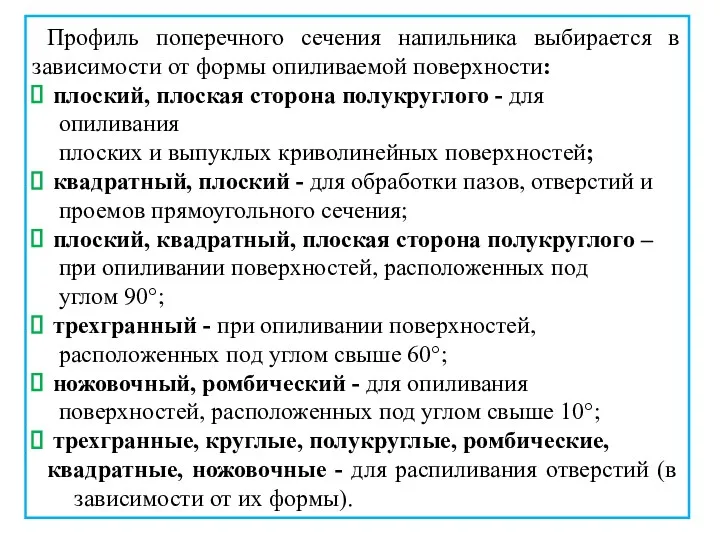
Профиль поперечного сечения напильника выбирается в зависимости от формы опиливаемой поверхности:
Профиль поперечного сечения напильника выбирается в зависимости от формы опиливаемой поверхности:
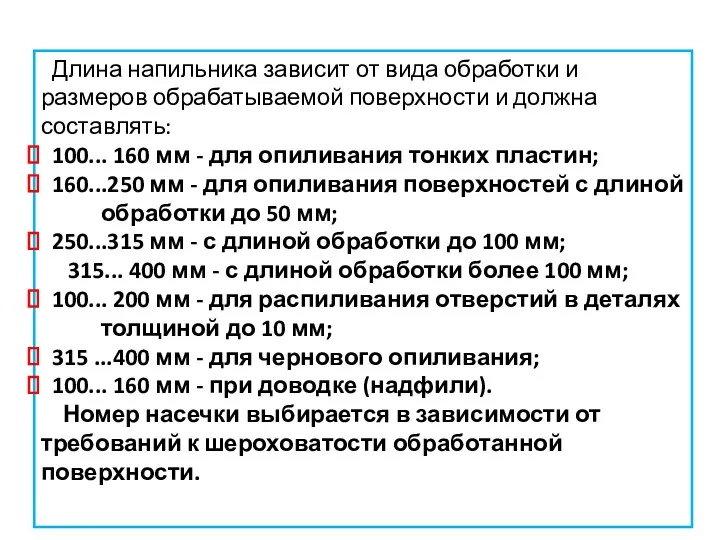
Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности
Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности
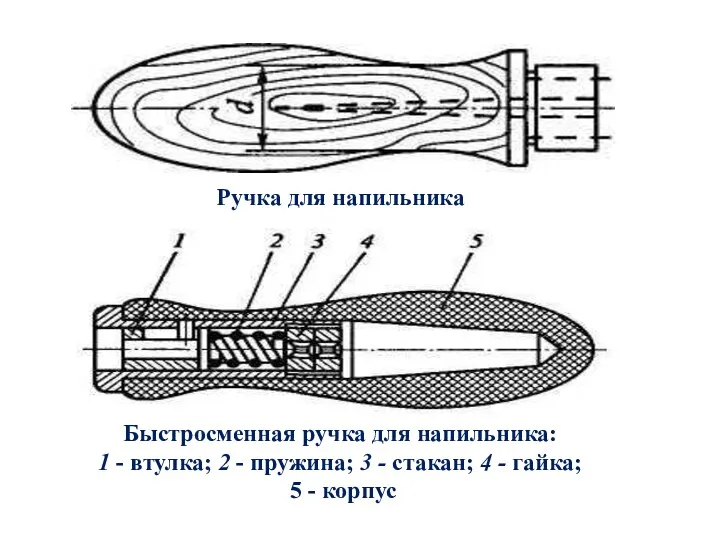
Ручка для напильника
Быстросменная ручка для напильника:
1 - втулка; 2
Ручка для напильника
Быстросменная ручка для напильника:
1 - втулка; 2

Насадка и снятие рукоятки напильника
а - насадка ударом о верстак; б
Насадка и снятие рукоятки напильника
а - насадка ударом о верстак; б
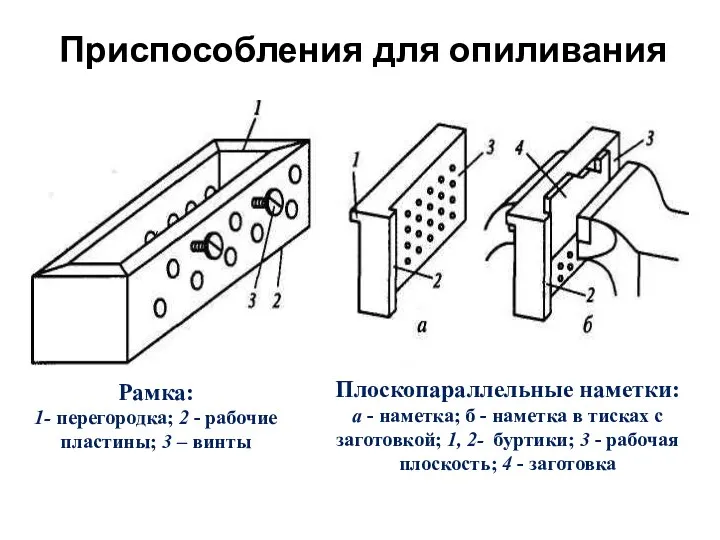
Рамка:
1- перегородка; 2 - рабочие пластины; 3 – винты
Плоскопараллельные наметки:
а -
Рамка:
1- перегородка; 2 - рабочие пластины; 3 – винты
Плоскопараллельные наметки:
а -

Приспособления для опиливания
Раздвижные параллели
а - прямоугольные; б –– угловые
Кондуктор:
1-
Приспособления для опиливания
Раздвижные параллели
а - прямоугольные; б –– угловые
Кондуктор:
1-

Опиловочная призма:
1 - корпус; 2 - прижим; 3 -угольник; 4
Опиловочная призма:
1 - корпус; 2 - прижим; 3 -угольник; 4
При работе напильником насечка засоряется опилками, поэтому
напильник
При работе напильником насечка засоряется опилками, поэтому
напильник
Подготовка поверхностей, основные виды и способы опиливания
Подготовка поверхностей к опиливанию
Подготовка поверхностей, основные виды и способы опиливания
Подготовка поверхностей к опиливанию
Продолжение 4 вопроса
Рис. 3.6. Положение рабочего:
а — положение рук
Продолжение 4 вопроса
Рис. 3.6. Положение рабочего:
а — положение рук

а - положение правой руки б - положение левой руки
Положение рук
Положение рук
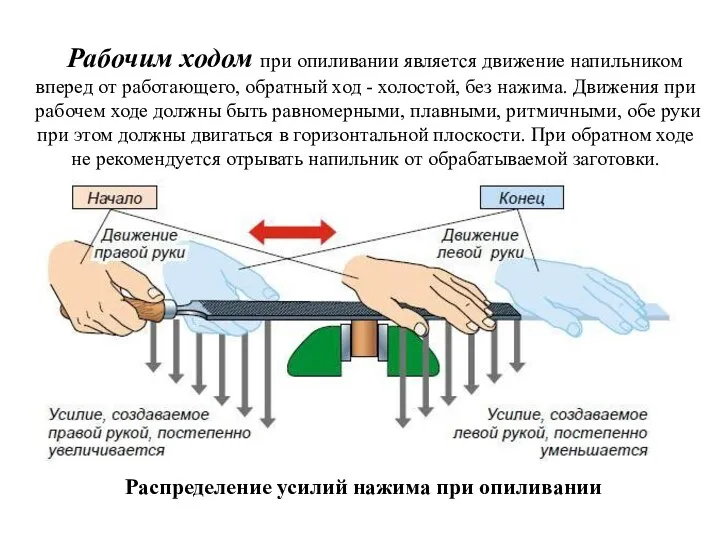
Рабочим ходом при опиливании является движение напильником вперед от работающего,
Рабочим ходом при опиливании является движение напильником вперед от работающего,
Захват напильника «щепотью»
Чистовое опиливание осуществляется личными напильниками (№ 2
Чистовое опиливание осуществляется личными напильниками (№ 2
Доводка и шлифовка осуществляется короткими личными и бархатными напильниками (№
Доводка и шлифовка осуществляется короткими личными и бархатными напильниками (№
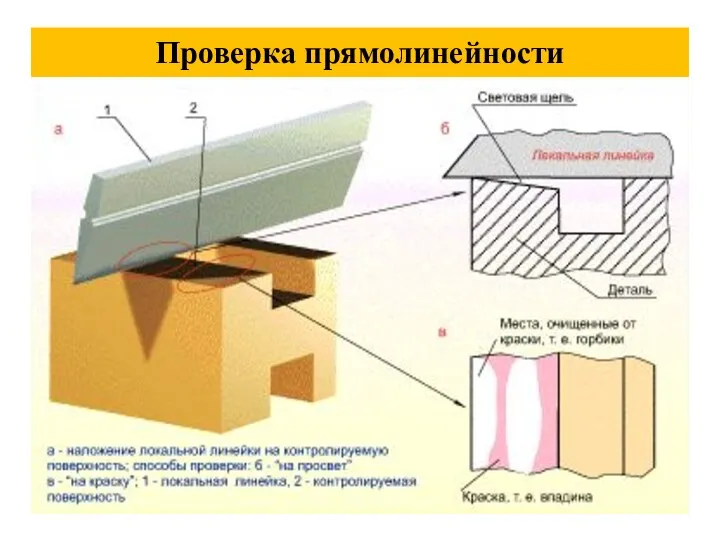
Проверка прямолинейности
Проверка прямолинейности
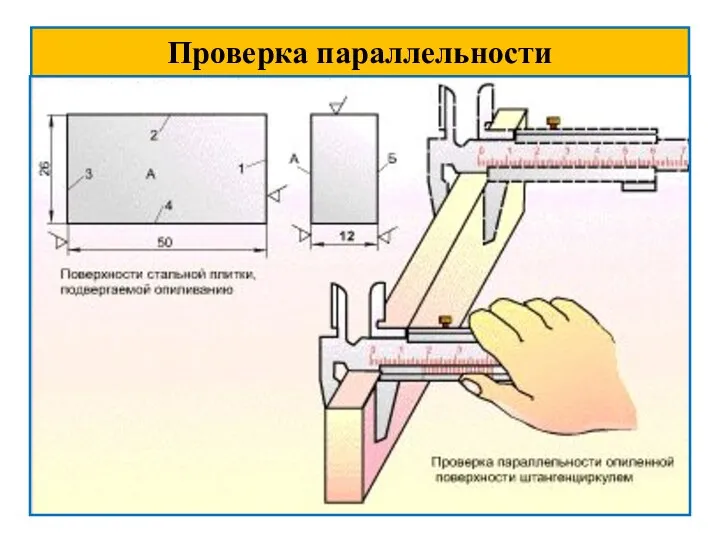
Проверка параллельности
Проверка параллельности
Правила ручного опиливания плоских, вогнутых и выпуклых поверхностей
Перед началом
Правила ручного опиливания плоских, вогнутых и выпуклых поверхностей
Перед началом
не следует наклонять проверочную (лекальную)
линейку во время проведения
не следует наклонять проверочную (лекальную)
линейку во время проведения
При опиливании криволинейных поверхностей необходимо соблюдать следующие правила:
1. Правильно выбирать
При опиливании криволинейных поверхностей необходимо соблюдать следующие правила:
1. Правильно выбирать
при опиливании цилиндрического валика (стержня),
закрепленного вертикально:
в
при опиливании цилиндрического валика (стержня),
закрепленного вертикально:
в

Опиловочные диски
Боры
Механизация работ при опиливании.
Опиловочные диски
Боры
Механизация работ при опиливании.

Механизация работ при опиливании.
Шлифовальные головки:
а — полукруглая; б —
Механизация работ при опиливании.
Шлифовальные головки:
а — полукруглая; б —
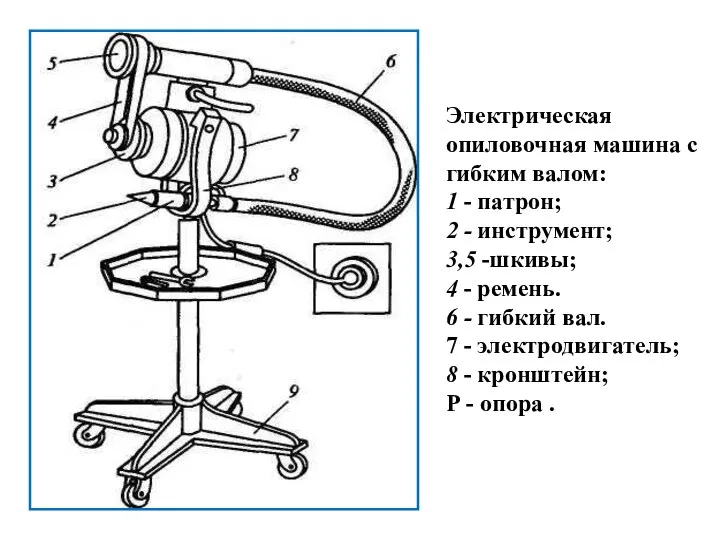
Электрическая опиловочная машина с гибким валом:
1 - патрон;
2 -
Электрическая опиловочная машина с гибким валом:
1 - патрон;
2 -
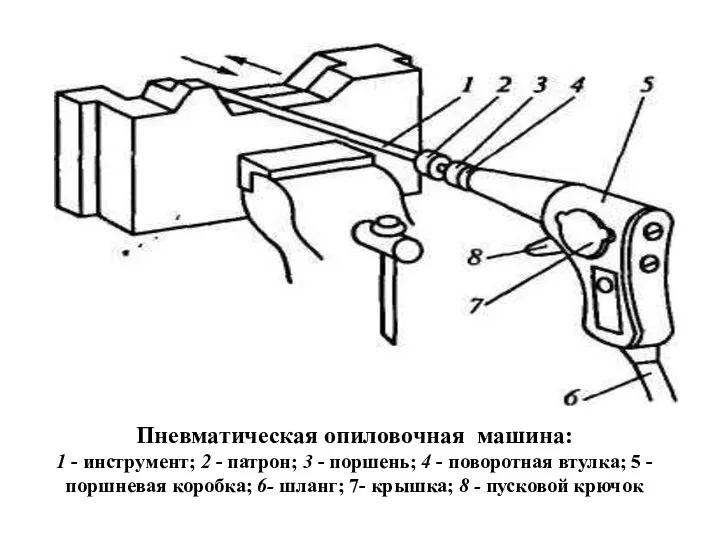
Пневматическая опиловочная машина:
1 - инструмент; 2 - патрон; 3 -
Пневматическая опиловочная машина:
1 - инструмент; 2 - патрон; 3 -
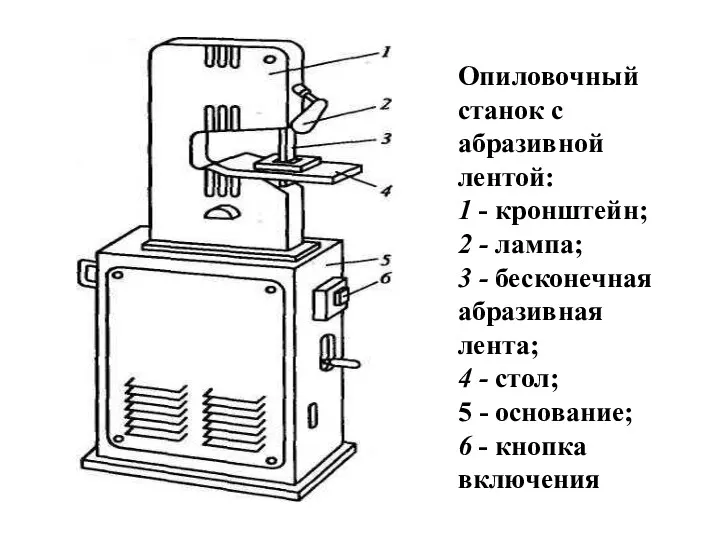
Опиловочный станок с абразивной лентой:
1 - кронштейн;
2 - лампа;
Опиловочный станок с абразивной лентой:
1 - кронштейн;
2 - лампа;

Стационарный опиловочно-зачистной станок:
а - общий вид станка; б - исполнительный
Стационарный опиловочно-зачистной станок:
а - общий вид станка; б - исполнительный
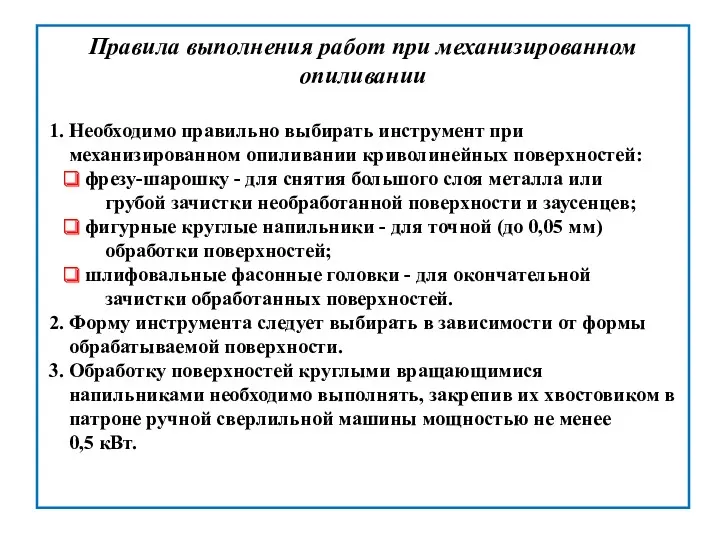
Правила выполнения работ при механизированном опиливании
1. Необходимо правильно выбирать инструмент при
Правила выполнения работ при механизированном опиливании
1. Необходимо правильно выбирать инструмент при
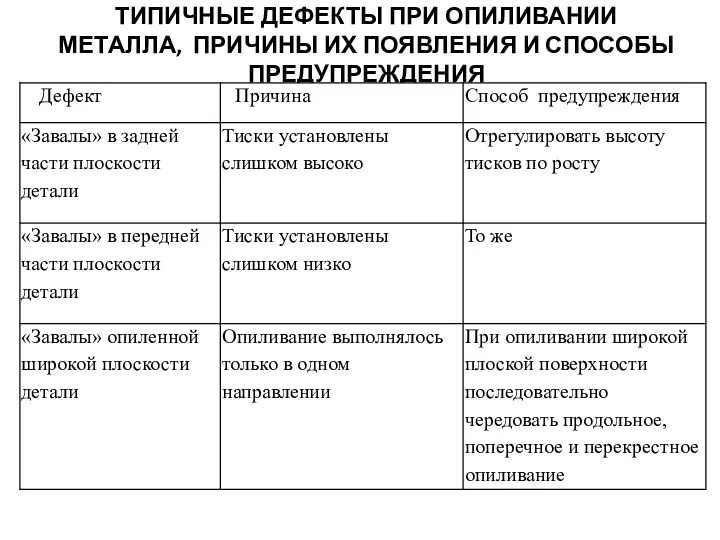
ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ОПИЛИВАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ОПИЛИВАНИИ МЕТАЛЛА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
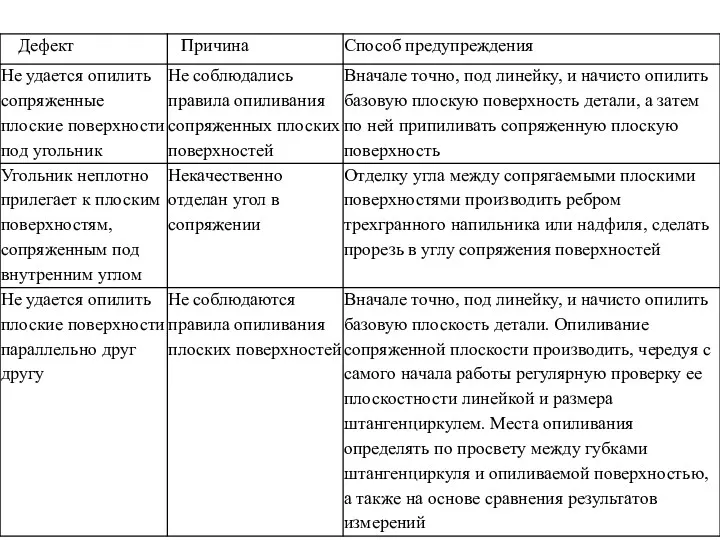
Продолжение 7 вопроса
Продолжение 7 вопроса
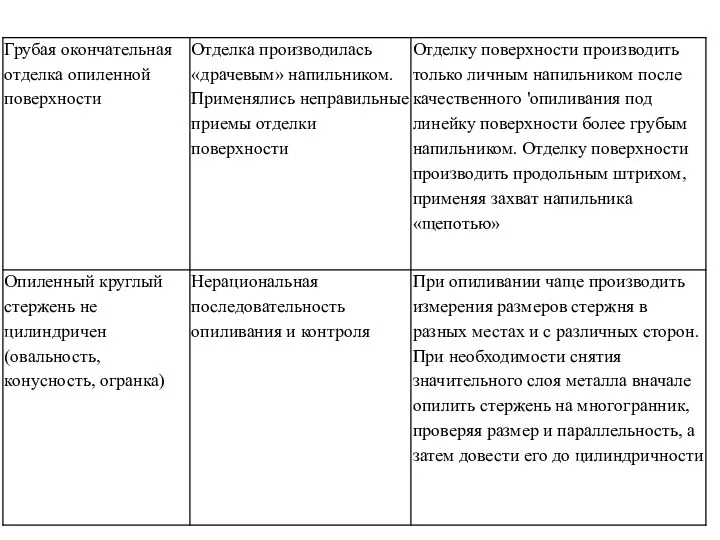
Продолжение 7 вопроса
Продолжение 7 вопроса
 Работа сил электростатического поля
Работа сил электростатического поля Котельные установки и парогенераторы
Котельные установки и парогенераторы Электрическое поле и его напряженность. Принцип суперпозиции полей точечных зарядов
Электрическое поле и его напряженность. Принцип суперпозиции полей точечных зарядов Дидактический пакет по проектированию образовательного процесса по физике в 10 кл., тема : Молекулярная физика. Термодинамика
Дидактический пакет по проектированию образовательного процесса по физике в 10 кл., тема : Молекулярная физика. Термодинамика Термоэлектрические термометры
Термоэлектрические термометры История развития физики. Физика и техника
История развития физики. Физика и техника Допуски и посадки
Допуски и посадки Готовимся к ЕГЭ. Графическое представление движения.
Готовимся к ЕГЭ. Графическое представление движения. Рух тіла під дією сили тяжіння. Урок 73
Рух тіла під дією сили тяжіння. Урок 73 Геометриялық оптика
Геометриялық оптика Расчет бруса на кручение. (Лекция 4)
Расчет бруса на кручение. (Лекция 4) Простые механизмы
Простые механизмы Электрические цепи синусоидального тока
Электрические цепи синусоидального тока Инновационный проект производства USB-розеток
Инновационный проект производства USB-розеток Механическое движение. Тело отсчета
Механическое движение. Тело отсчета Точность измерительных устройств
Точность измерительных устройств Эксергетический КПД сушильной установки
Эксергетический КПД сушильной установки Конкурс индивидуальных проектов по физике. Тема: Альтернативные источники электроэнергии
Конкурс индивидуальных проектов по физике. Тема: Альтернативные источники электроэнергии Фото-вопросы по теме Воздухоплавание. Плавание.
Фото-вопросы по теме Воздухоплавание. Плавание.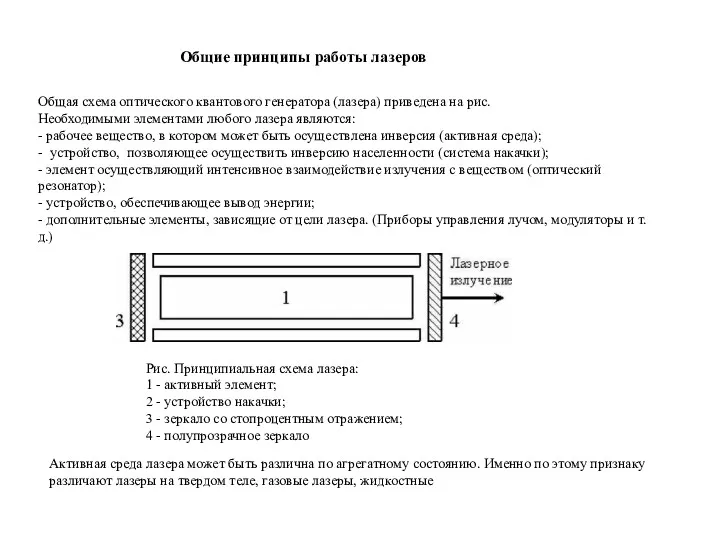 Принципы работы лазеров
Принципы работы лазеров Физика и познание мира
Физика и познание мира Поглощение и испускание света атомами. Радиоактивные превращения атомных ядер
Поглощение и испускание света атомами. Радиоактивные превращения атомных ядер Общие вопросы неразрушающего контроля
Общие вопросы неразрушающего контроля Презентация по теме Кристаллы и аморфные тела
Презентация по теме Кристаллы и аморфные тела Давление твердых тел, жидкостей и газов
Давление твердых тел, жидкостей и газов Электрический ток в вакууме
Электрический ток в вакууме Работа, энергия и мощность
Работа, энергия и мощность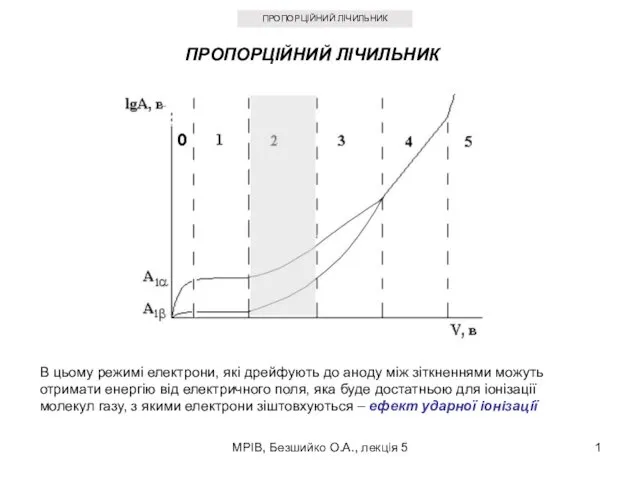 Пропорційний лічильник
Пропорційний лічильник