- Распиливание и припасовка

Содержание
- 2. Тема 11. Распиливание и припасовка 1. Сущность распиливания и припасовки. 2. Основные правила распиливания и припасовки
- 3. 1. Сущность распиливания и припасовки Распиливание является разновидностью опиливания. При распиливании выполняется обработка напильником отверстия или
- 4. Продолжение 1 вопроса Рис. 4.1. Шаблон и вкладыш: а - шаблон; б - выработка; в -
- 5. 2. Основные правила распиливания и припасовки деталей Правила распиливания 1. Рационально определять способ предварительного образования распиливаемых
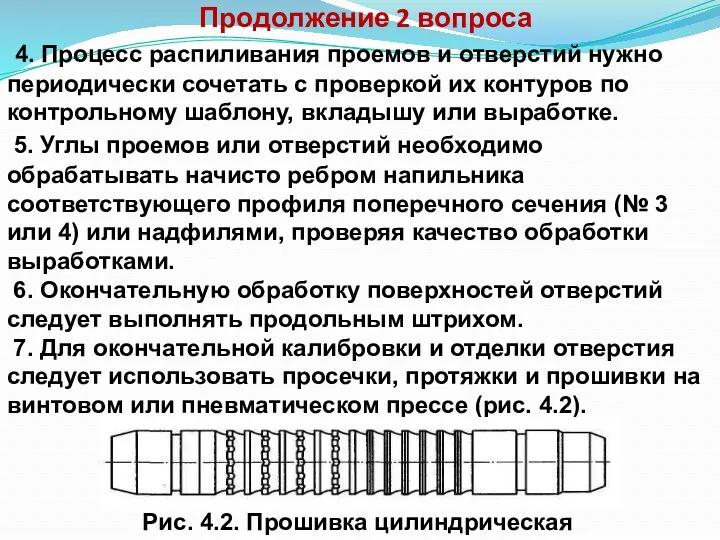
- 6. Продолжение 2 вопроса 4. Процесс распиливания проемов и отверстий нужно периодически сочетать с проверкой их контуров
- 7. Продолжение 2 вопроса 8. Работу следует считать завершенной тогда, когда контрольный шаблон или вкладыш полностью, без
- 8. 3. Типичные дефекты при распиливании и припасовке деталей, причины их появления и способы предупреждения
- 10. Скачать презентацию
Тема 11. Распиливание и припасовка
1. Сущность распиливания и припасовки.
2. Основные
Тема 11. Распиливание и припасовка
1. Сущность распиливания и припасовки.
2. Основные
1. Сущность распиливания и припасовки
Распиливание является разновидностью опиливания. При распиливании
1. Сущность распиливания и припасовки
Распиливание является разновидностью опиливания. При распиливании
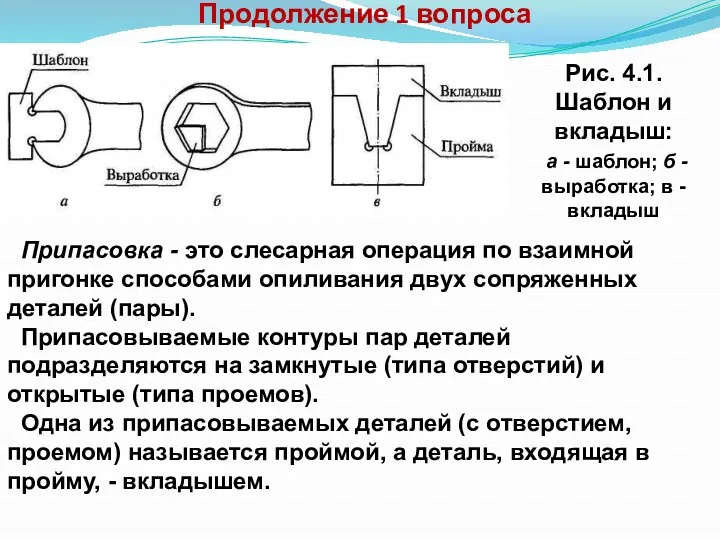
Продолжение 1 вопроса
Рис. 4.1. Шаблон и вкладыш:
а - шаблон;
Продолжение 1 вопроса
Рис. 4.1. Шаблон и вкладыш:
а - шаблон;
2. Основные правила распиливания и припасовки деталей
Правила распиливания
1. Рационально
2. Основные правила распиливания и припасовки деталей
Правила распиливания
1. Рационально
Продолжение 2 вопроса
4. Процесс распиливания проемов и отверстий нужно
Продолжение 2 вопроса
4. Процесс распиливания проемов и отверстий нужно
Продолжение 2 вопроса
8. Работу следует считать завершенной тогда, когда
Продолжение 2 вопроса
8. Работу следует считать завершенной тогда, когда
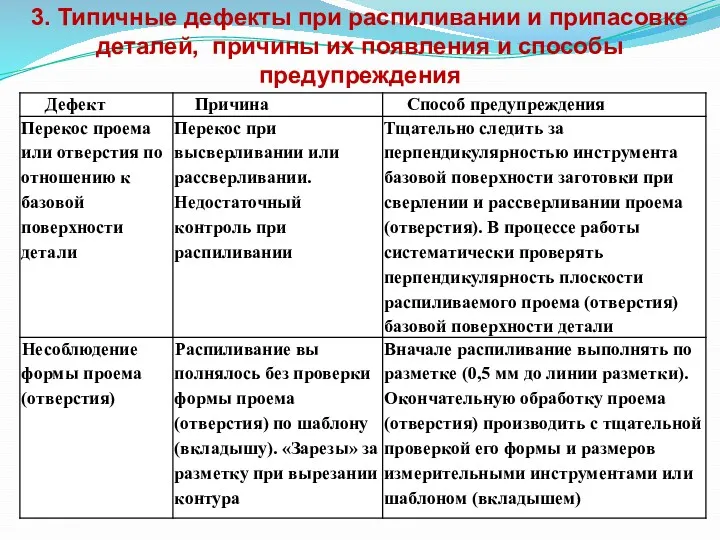
3. Типичные дефекты при распиливании и припасовке деталей, причины их появления
3. Типичные дефекты при распиливании и припасовке деталей, причины их появления
 Магнитное поле
Магнитное поле Фазы вещества. Фазовые переходы
Фазы вещества. Фазовые переходы Закон Ома на участке цепи. Диаграмма связи величин: U, I, R
Закон Ома на участке цепи. Диаграмма связи величин: U, I, R Компания Daimler-Motoren-Gesellschaft (DMG)
Компания Daimler-Motoren-Gesellschaft (DMG) Открытый урок по физике в 9 кл на тему:Перемещение. Система отсчета
Открытый урок по физике в 9 кл на тему:Перемещение. Система отсчета Перфорационные очки - чудо или реальность
Перфорационные очки - чудо или реальность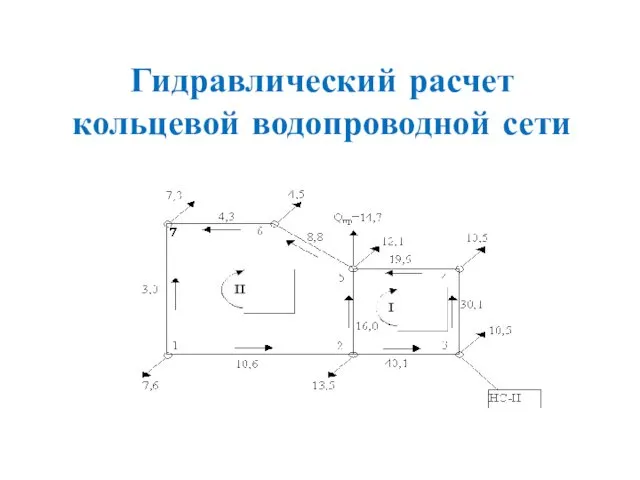 Гидравлический расчет кольцевой водопроводной сети
Гидравлический расчет кольцевой водопроводной сети Формулы Френеля. Поляризация света при прохождении через границу двух диэлектриков
Формулы Френеля. Поляризация света при прохождении через границу двух диэлектриков Линзы. Виды линз
Линзы. Виды линз Основы кинематики. 9 класс
Основы кинематики. 9 класс Механика, оның бөлімдері және қозғалысты оқып үйренуде қолданылатын абстракциялық ұғымдар
Механика, оның бөлімдері және қозғалысты оқып үйренуде қолданылатын абстракциялық ұғымдар Технология ТО и ремонта двигателя автомобиля Skoda Codiaq 1.4 6 MT. Сварка высоколегированных сталей
Технология ТО и ремонта двигателя автомобиля Skoda Codiaq 1.4 6 MT. Сварка высоколегированных сталей Цепные передачи
Цепные передачи Цилиндрические зубчатые передачи. Кинематический расчет привода
Цилиндрические зубчатые передачи. Кинематический расчет привода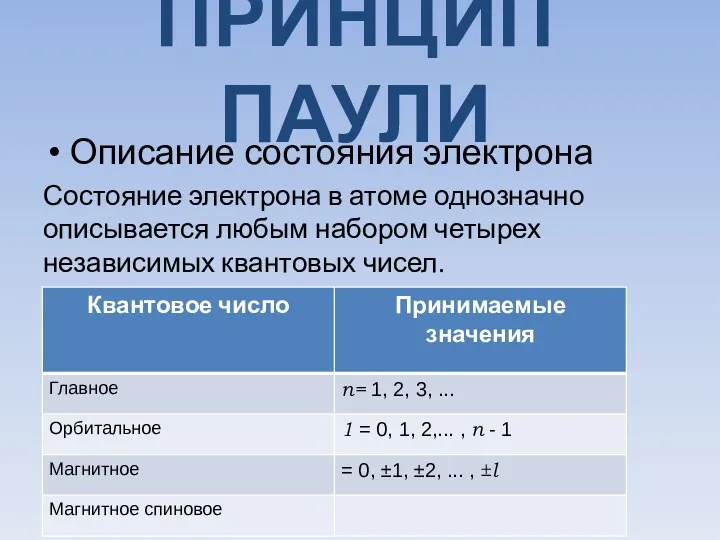 Принцип Паули
Принцип Паули Типы волоконной оптики, способы изготовления и применения
Типы волоконной оптики, способы изготовления и применения Магнетизм. Электромагнетизм. Magnetism. Electromagnetism
Магнетизм. Электромагнетизм. Magnetism. Electromagnetism Удельная теплоёмкость
Удельная теплоёмкость Получение и передача переменного электрического тока. Трансформатор
Получение и передача переменного электрического тока. Трансформатор Тягово-скоростные свойства КМ с гидродинамической передачей. Лекция 12
Тягово-скоростные свойства КМ с гидродинамической передачей. Лекция 12 Коливальні рухи. Гармонічні коливання
Коливальні рухи. Гармонічні коливання Линзы. Построение изображений в линзах
Линзы. Построение изображений в линзах Электроемкость. Конденсаторы
Электроемкость. Конденсаторы Скорость. Расчет пути и времени 7 класс
Скорость. Расчет пути и времени 7 класс Природа света. Законы отражения и преломления света. Законы освещенности. Урок №22
Природа света. Законы отражения и преломления света. Законы освещенности. Урок №22 Тема: Взаємодія тіл. Виштовхувальна сила. Закон Архімеда
Тема: Взаємодія тіл. Виштовхувальна сила. Закон Архімеда Законы Ньютона
Законы Ньютона ТО и ремонт гидросистем
ТО и ремонт гидросистем