- Разработка технологического процесса ремонта

Содержание
- 2. Ремонт – это комплекс операций по восстановлению работоспособности изделий функциональных систем ЛА или составных частей изделий.
- 3. Задачей технологического процесса является экономичное изготовление машин или комплекса машин, отвечающих их служебному назначению. Отрасль науки,
- 4. Человеку для существования необходимы материальные и культурные блага. Источниками получения благ являются предметы природы и человеческий
- 5. Количество затраченного труда измеряется его интенсивностью и продолжительностью. Интенсивность труда сверх нормальной вызывает переутомление человека и
- 6. Продолжительность труда с нормальной интенсивностью измеряется затратой рабочего времени. Сокращение затрат рабочего времени на изготовление изделия
- 7. Для выполнения каждого технологического процесса человек создал, создает и использует различные средства труда, среди которых орудиям
- 8. Рис. Классификация средств производства, применяемых в производстве и ремонте летательных аппаратов
- 9. История развития производства показывает, как постепенно, во все возрастающих темпах, развивались орудия производства, начиная с первобытного
- 10. В процессе изготовления изделия затрачиваются два вида труда – живой и прошлый, или овеществленный. В связи
- 11. Одним из основных показателей роста производительности общественного труда является себестоимость изделия, выражающая в денежной форме затраты
- 12. Для превращения предметов природы в полезное для человека изделие служит производственный процесс . Производственный процесс включает
- 13. Производственный процесс машиностроительного завода включает в себя получение заготовок, различные виды их обработки (механическую, термическую, химическую
- 14. Части производственного процесса, во время которых происходит изменение качественного состояния объекта производства (материала, заготовки, детали, машины),
- 15. Рис. Классификация технологических методов формообразования и сборки, применяемых в производстве летательных аппаратов В процессе ремонта машин
- 16. В зависимости от назначения слесарные работы могут подразделяться на слесарно-заготовительные (правка, разметка, резание материала, зачистка заусенцев
- 17. Рис. Элементарная схема последовательности производственных процессов при ремонте
- 18. Для выполнения технологического процесса должно быть организовано и надлежащим образом оборудовано рабочее место. Рабочее место обычно
- 19. Рис. Схема организации рабочего места комплексной ремонтной бригады: 1 – разметочная плита; 2 – настольно-сверлильный станок;
- 20. Рис. Типовая планировка рабочего места бригады слесарей-сборщиков: 1 – подставка для деталей; 2 – решетки для
- 21. Рис. Рабочее место, для проверки деталей шасси неразрушающими методами контроля, развернутое непосредственно на месте стоянки самолета
- 22. Рис. Рабочее место по мелкому ремонту тормозов основной стойки шасси
- 23. Технологический процесс ремонта машины или отдельной детали обычно делится на несколько частей – частных технологических процессов,
- 24. Необходимость деления технологического процесса порождается двумя видами причин – физическими и экономическими.
- 25. К физическим причинам относятся, например, такие, как невозможность одновременной обработки резанием всех поверхностей детали, расположенных на
- 26. По экономическим причинам нецелесообразно, например, спроектировать и изготовить специальный дорогостоящий станок для одновременной обработки всех поверхностей
- 27. При сборке большого количества машин, по экономическим соображениям, целесообразнее технологический процесс разделить на части, выполняемые на
- 28. Затем разборочные (сборочные) работы распределить между несколькими рабочими местами так, чтобы разборка (сборка) производились поточно по
- 29. Равенство такта каждого рабочего места общему такту достигается путем изменения количества рабочих мест, а равенство тактов
- 30. Законченная часть технологического процесса, выполняемая на одном рабочем месте одним или несколькими рабочими, принято называть операцией.
- 31. Примерами операций могут служить обработка детали или нескольких одинаковых деталей на станке; штамповка нескольких деталей на
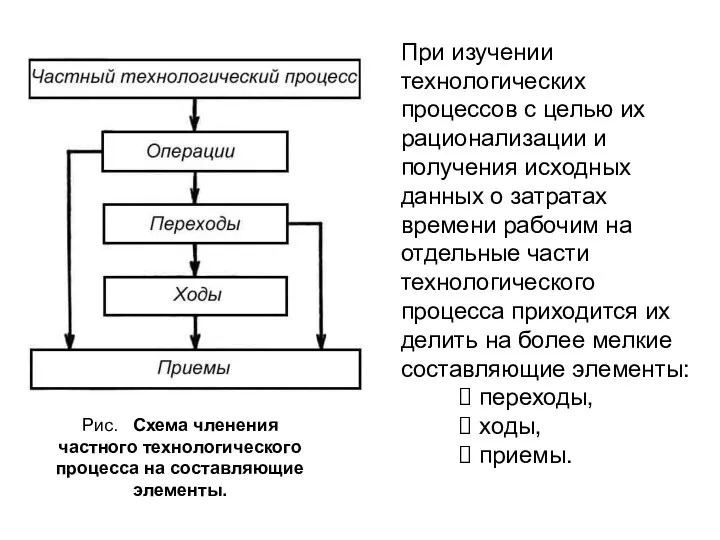
- 32. При изучении технологических процессов с целью их рационализации и получения исходных данных о затратах времени рабочим
- 33. Основными технологическими элементами, из которых формируется (и на которые делится) операция, являются переходы – технологические и
- 34. Технологический переход состоит из рабочих и вспомогательных ходов. Рабочим ходом называется законченная часть технологического перехода, состоящая
- 35. Рабочим приемом, просто приемом, принято называть часть перехода , состоящую из нескольких законченных действий работающего, направленных
- 36. Глубина и степень детализации содержания технологических процессов ремонта деталей и сборочных единиц может быть различной. По
- 37. В маршрутном технологическом процессе приводятся только основные операции и последовательности их выполнения без указания переходов и
- 38. Таким образом, можно осуществлять весьма глубокую разработку технологического процесса с подробным членением его на составляющие элементы.
- 39. Можно ограничиться разработкой укрупненного технологического процесса с указанием только основных операций, то есть так называемого технологического
- 40. Какую степень детализации разработки технологического процесса следует применить (глубокую, то есть разработать операционный технологический процесс, маршрутно-операционный
- 41. Проектирование технологических процессов ремонтов является составной частью системы технологической подготовки производства.
- 42. Исходными данными, которыми необходимо располагать для проектирования технологических процессов, являются следующие: Годовая производственная программа ремонта деталей,
- 43. При проектировании технологических процессов системой является совокупность взаимосвязанных действий (операций) по изготовлению (ремонту) деталей; соответственной структурой
- 44. Таким образом, задачи структурного анализа и последующего синтеза возникают и при и разработке технологического маршрута обработки
- 45. Задача синтеза структуры технологического процесса сложна и трудно формализуема, особенно с учетом всех особенностей производства, поэтому,
- 46. Различают три типа задачи синтеза структуры технологического процесса: с технологическим процессом-прототипом; с элементами прототипа; без прототипа.
- 47. Схема проектирования технологического процесса ремонтов при проектировании с технологическим процессом-аналогом имеет вид: Изделие – изделие-аналог –
- 48. Рис. Схема технологического классификатора агрегатов, съемных узлов и оборудования самолетов
- 49. Рис. Схема образования заготовки для группы валов с односторонним расположением ступеней Рис. Схема формирования обобщенного маршрута
- 50. Рис. Табличная модель выполнения заклепочного соединения
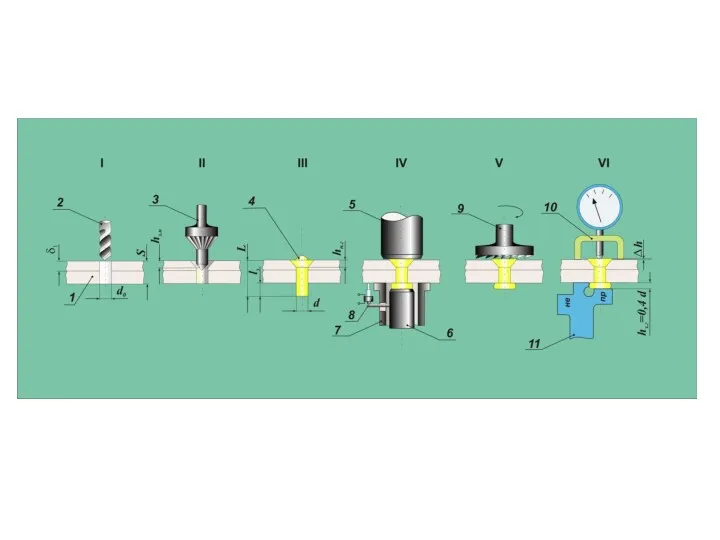
- 51. Рис. Операции процесса клепки: 1 – склепываемый пакет; 2 – сверло; 3 – зенковка; 4 –
- 53. При втором направлении – проектирование с элементами прототипа – используются типовые и групповые технологические процессы. Работы
- 54. В качестве базовых моделей при таком подходе регламентированы: технологические модели изделия, описывающие конструктивно-технологические свойства деталей и
- 55. Рис. Схема процедуры проектирования технологического решения методом адресации
- 56. Рис. Сетевая модель состава технологической системы выполнения болтовых соединений: а – матрица контуров; контуры: F1 –
- 57. Применение унифицированных технологических процессов позволяет сразу войти в область решений, близкую к оптимальной, и сократить количество
- 58. Третье направление в проектировании технологических процессов связано с проектированием индивидуальных технологических процессов. Здесь делаются попытки установить
- 59. В соответствии с ГОСТ 22770-77 при технологическом проектировании все элементы технологического процесса – этапы, операции и
- 60. Состав операторов технологического процесса представляется в виде множества Ti; если оператор τk входит в Ti; то
- 61. В составе Tоk существуют: Группа операторов Bi(τi), после выполнения которых становится возможным выполнение τk, например, вставка
- 62. Эти условия в математической форме записываются так: последовательность Ti выполнения технологических операторов τk Ti возможна, если
- 63. Рис. Общая схема оптимизации технологических процессов ремонта изделий авиационной техники
- 64. Оптимизация технологических процессов является сложной задачей, так как область решений, то есть множество возможных вариантов технологических
- 65. Различают два вида оптимизации технологических процессов: структурную и параметрическую. Параметрической оптимизацией называют оптимизацию, связанную с изменением
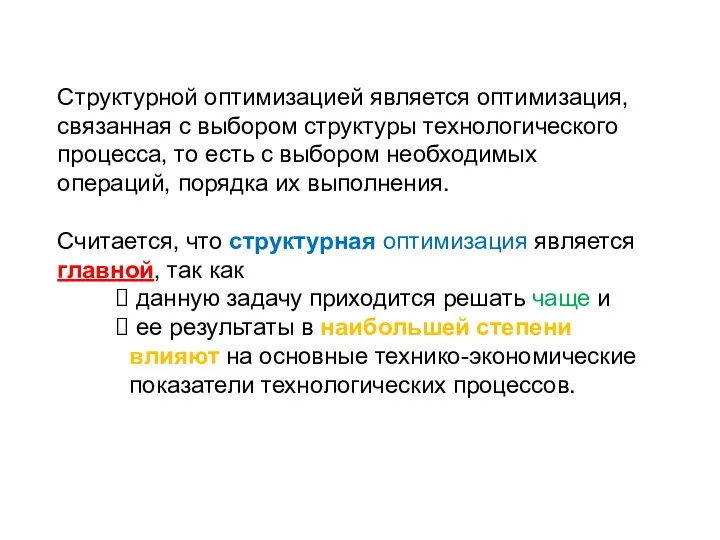
- 66. Структурной оптимизацией является оптимизация, связанная с выбором структуры технологического процесса, то есть с выбором необходимых операций,
- 67. При обслуживании авиационных двигателей на пилонах планера самолета наличие подходящих свободных стремянок, обеспечивающих доступ к объекту
- 68. Аналогичные ситуации могут возникать при необходимости использования в ходе работ по ТОиР подъемно-транспортных средств на колесном
- 69. Рис. Схема маршрутов Задача о выборе маршрутов, или задача о коммивояжере Авиационный техник должен построить маршрут
- 70. Рис. Граф состояний задачи о выборе маршрута Рис. Схема маршрутов Из приведенного графа видно, что в
- 71. Из приведенного примера очевидно следует, что от структуры технологического процесса (последовательности выполнения операций) при нормальной интенсивности
- 73. Скачать презентацию
Ремонт – это комплекс операций по восстановлению работоспособности изделий функциональных систем
Ремонт – это комплекс операций по восстановлению работоспособности изделий функциональных систем
Задачей технологического процесса является экономичное изготовление машин или комплекса машин, отвечающих
Задачей технологического процесса является экономичное изготовление машин или комплекса машин, отвечающих
Человеку для существования необходимы материальные и культурные блага. Источниками получения благ
Человеку для существования необходимы материальные и культурные блага. Источниками получения благ
Количество затраченного труда измеряется его интенсивностью и продолжительностью. Интенсивность труда сверх
Количество затраченного труда измеряется его интенсивностью и продолжительностью. Интенсивность труда сверх
Продолжительность труда с нормальной интенсивностью измеряется затратой рабочего времени.
Сокращение затрат рабочего
Продолжительность труда с нормальной интенсивностью измеряется затратой рабочего времени.
Сокращение затрат рабочего
Для выполнения каждого технологического процесса человек создал, создает и использует различные
Для выполнения каждого технологического процесса человек создал, создает и использует различные
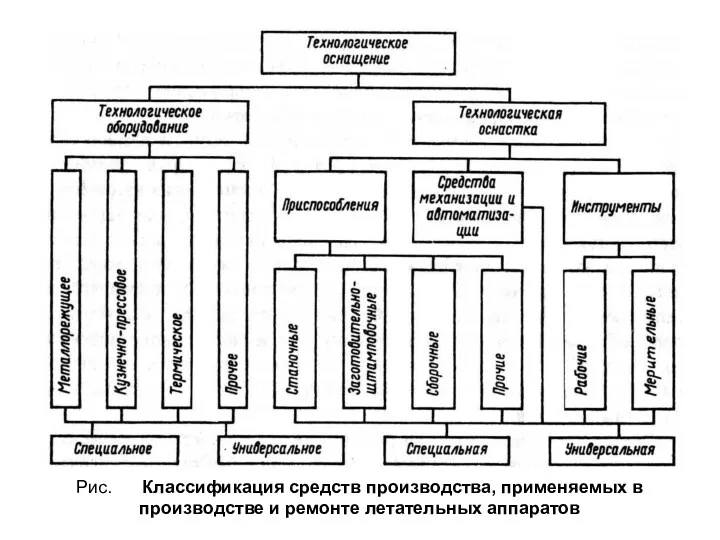
Рис. Классификация средств производства, применяемых в производстве и ремонте летательных аппаратов
Рис. Классификация средств производства, применяемых в производстве и ремонте летательных аппаратов

История развития производства показывает, как постепенно, во все возрастающих темпах, развивались
История развития производства показывает, как постепенно, во все возрастающих темпах, развивались
В процессе изготовления изделия затрачиваются два вида труда – живой и
В процессе изготовления изделия затрачиваются два вида труда – живой и
Одним из основных показателей роста производительности общественного труда является себестоимость изделия,
Одним из основных показателей роста производительности общественного труда является себестоимость изделия,
Для превращения предметов природы в полезное для человека изделие служит производственный
Для превращения предметов природы в полезное для человека изделие служит производственный
Производственный процесс машиностроительного завода включает в себя
получение заготовок,
Производственный процесс машиностроительного завода включает в себя
получение заготовок,
Части производственного процесса, во время которых происходит изменение качественного состояния объекта
Части производственного процесса, во время которых происходит изменение качественного состояния объекта
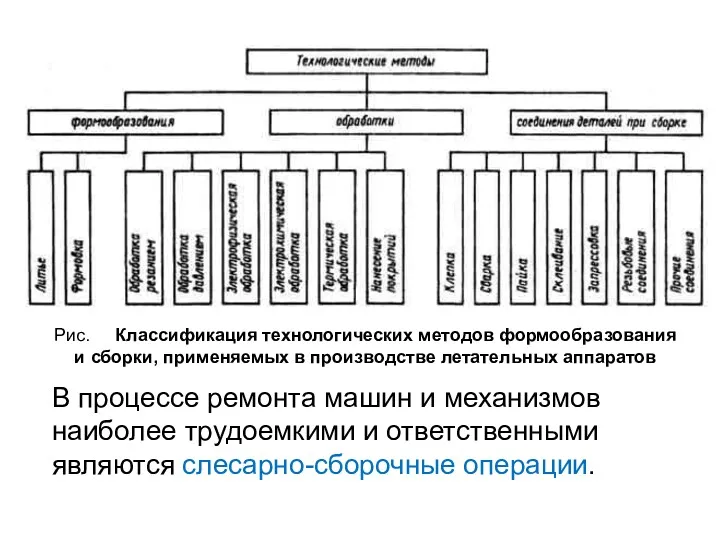
Рис. Классификация технологических методов формообразования и сборки, применяемых в производстве летательных
Рис. Классификация технологических методов формообразования и сборки, применяемых в производстве летательных
В зависимости от назначения слесарные работы могут подразделяться на
слесарно-заготовительные (правка,
В зависимости от назначения слесарные работы могут подразделяться на
слесарно-заготовительные (правка,
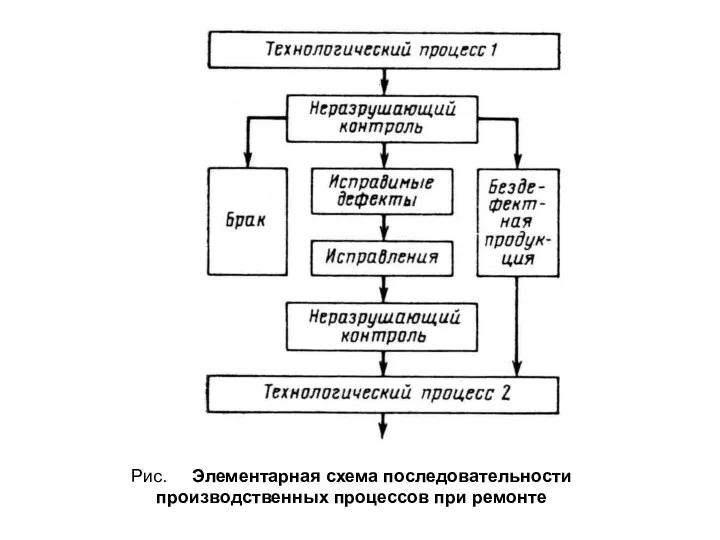
Рис. Элементарная схема последовательности производственных процессов при ремонте
Рис. Элементарная схема последовательности производственных процессов при ремонте

Для выполнения технологического процесса должно быть организовано и надлежащим образом оборудовано
Для выполнения технологического процесса должно быть организовано и надлежащим образом оборудовано
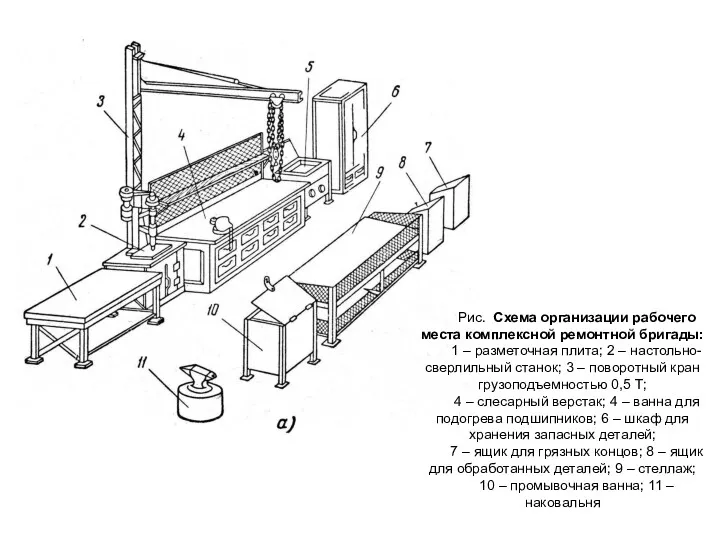
Рис. Схема организации рабочего места комплексной ремонтной бригады:
1 – разметочная плита;
Рис. Схема организации рабочего места комплексной ремонтной бригады:
1 – разметочная плита;
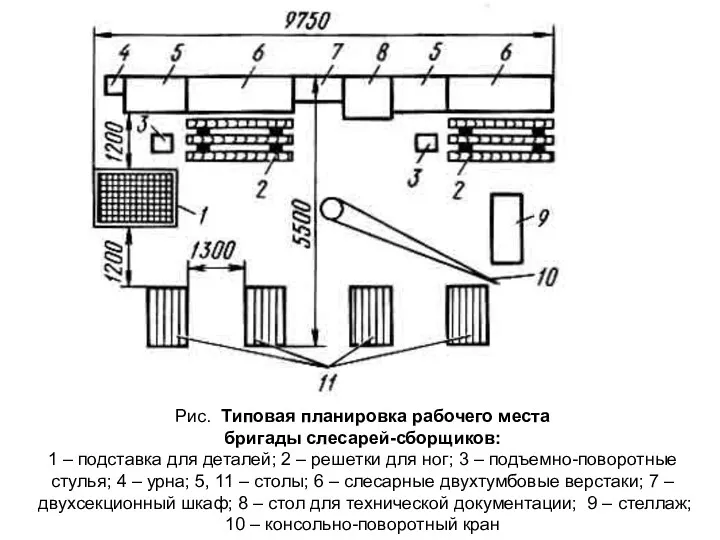
Рис. Типовая планировка рабочего места
бригады слесарей-сборщиков:
1 – подставка для деталей;
Рис. Типовая планировка рабочего места
бригады слесарей-сборщиков:
1 – подставка для деталей;

Рис. Рабочее место, для проверки деталей шасси неразрушающими методами контроля, развернутое
Рис. Рабочее место, для проверки деталей шасси неразрушающими методами контроля, развернутое

Рис. Рабочее место по мелкому ремонту тормозов основной стойки шасси
Рис. Рабочее место по мелкому ремонту тормозов основной стойки шасси
Технологический процесс ремонта машины или отдельной детали обычно делится на несколько
Технологический процесс ремонта машины или отдельной детали обычно делится на несколько
Необходимость деления технологического процесса порождается двумя видами причин –
физическими
Необходимость деления технологического процесса порождается двумя видами причин –
физическими
К физическим причинам относятся, например, такие, как
невозможность одновременной обработки
К физическим причинам относятся, например, такие, как
невозможность одновременной обработки
По экономическим причинам нецелесообразно, например, спроектировать и изготовить специальный дорогостоящий станок
По экономическим причинам нецелесообразно, например, спроектировать и изготовить специальный дорогостоящий станок
При сборке большого количества машин, по экономическим соображениям, целесообразнее технологический процесс
При сборке большого количества машин, по экономическим соображениям, целесообразнее технологический процесс
Затем разборочные (сборочные) работы распределить между несколькими рабочими местами так, чтобы
Затем разборочные (сборочные) работы распределить между несколькими рабочими местами так, чтобы
Равенство такта каждого рабочего места общему такту достигается путем
изменения
Равенство такта каждого рабочего места общему такту достигается путем
изменения
Законченная часть технологического процесса, выполняемая на одном рабочем месте одним или
Законченная часть технологического процесса, выполняемая на одном рабочем месте одним или
Примерами операций могут служить обработка детали или нескольких одинаковых деталей на
Примерами операций могут служить обработка детали или нескольких одинаковых деталей на
При изучении технологических процессов с целью их рационализации и получения исходных
При изучении технологических процессов с целью их рационализации и получения исходных
Основными технологическими элементами, из которых формируется (и на которые делится) операция,
Основными технологическими элементами, из которых формируется (и на которые делится) операция,
Технологический переход состоит из рабочих и вспомогательных ходов.
Рабочим ходом называется законченная
Технологический переход состоит из рабочих и вспомогательных ходов.
Рабочим ходом называется законченная
Рабочим приемом, просто приемом, принято называть часть перехода , состоящую из
Рабочим приемом, просто приемом, принято называть часть перехода , состоящую из
Глубина и степень детализации содержания технологических процессов ремонта деталей и сборочных
Глубина и степень детализации содержания технологических процессов ремонта деталей и сборочных
В маршрутном технологическом процессе приводятся только основные операции и последовательности их
В маршрутном технологическом процессе приводятся только основные операции и последовательности их
Таким образом, можно осуществлять весьма глубокую разработку технологического процесса с подробным
Таким образом, можно осуществлять весьма глубокую разработку технологического процесса с подробным
Можно ограничиться разработкой укрупненного технологического процесса с указанием только основных операций,
Можно ограничиться разработкой укрупненного технологического процесса с указанием только основных операций,
Какую степень детализации разработки технологического процесса следует применить (глубокую, то есть
Какую степень детализации разработки технологического процесса следует применить (глубокую, то есть
Проектирование технологических процессов ремонтов является составной частью системы технологической подготовки производства.
Проектирование технологических процессов ремонтов является составной частью системы технологической подготовки производства.
Исходными данными, которыми необходимо располагать для проектирования технологических процессов, являются следующие:
Исходными данными, которыми необходимо располагать для проектирования технологических процессов, являются следующие:
При проектировании технологических процессов
системой является совокупность взаимосвязанных действий (операций) по
При проектировании технологических процессов
системой является совокупность взаимосвязанных действий (операций) по
Таким образом, задачи структурного анализа и последующего синтеза возникают и при
Таким образом, задачи структурного анализа и последующего синтеза возникают и при
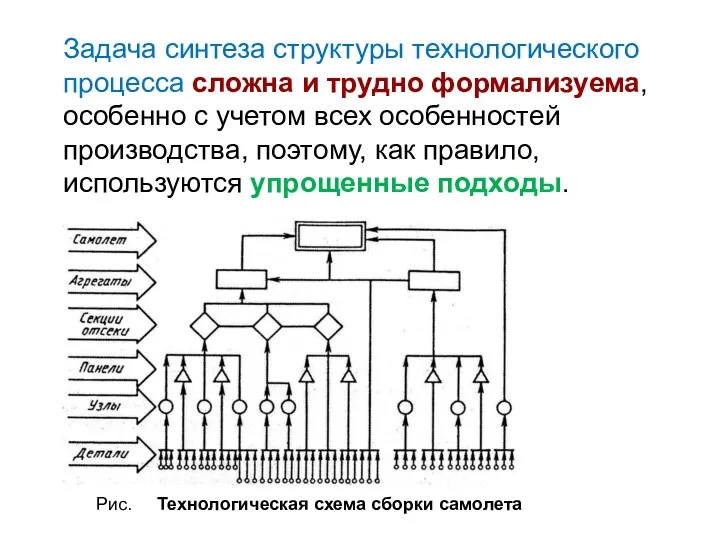
Задача синтеза структуры технологического процесса сложна и трудно формализуема, особенно с
Задача синтеза структуры технологического процесса сложна и трудно формализуема, особенно с
Различают три типа задачи синтеза структуры технологического процесса:
с технологическим процессом-прототипом;
Различают три типа задачи синтеза структуры технологического процесса:
с технологическим процессом-прототипом;
Схема проектирования технологического процесса ремонтов при проектировании с технологическим процессом-аналогом имеет
Схема проектирования технологического процесса ремонтов при проектировании с технологическим процессом-аналогом имеет
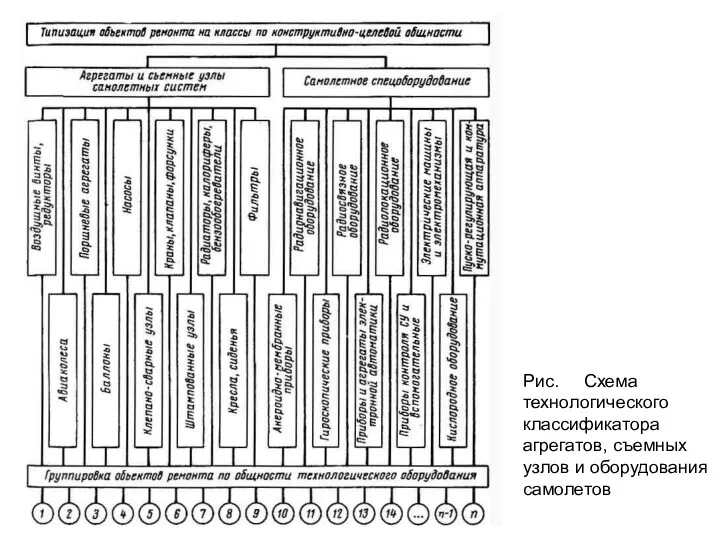
Рис. Схема технологического классификатора агрегатов, съемных узлов и оборудования самолетов
Рис. Схема технологического классификатора агрегатов, съемных узлов и оборудования самолетов
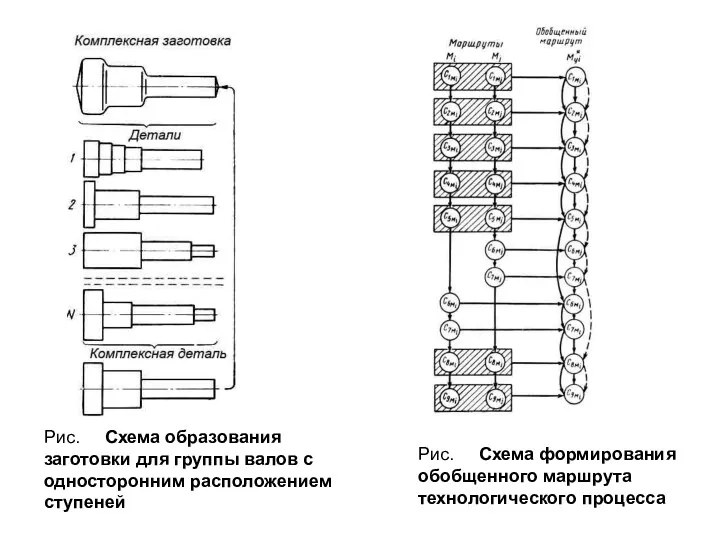
Рис. Схема образования заготовки для группы валов с односторонним расположением ступеней
Рис. Схема образования заготовки для группы валов с односторонним расположением ступеней
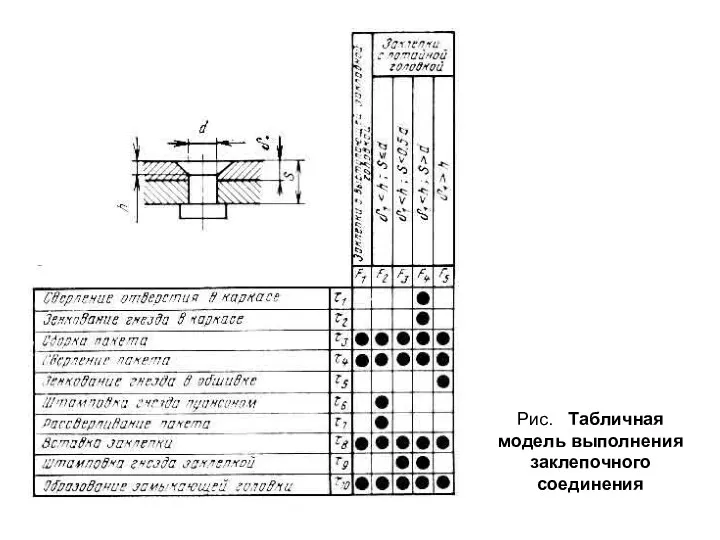
Рис. Табличная модель выполнения заклепочного соединения
Рис. Табличная модель выполнения заклепочного соединения
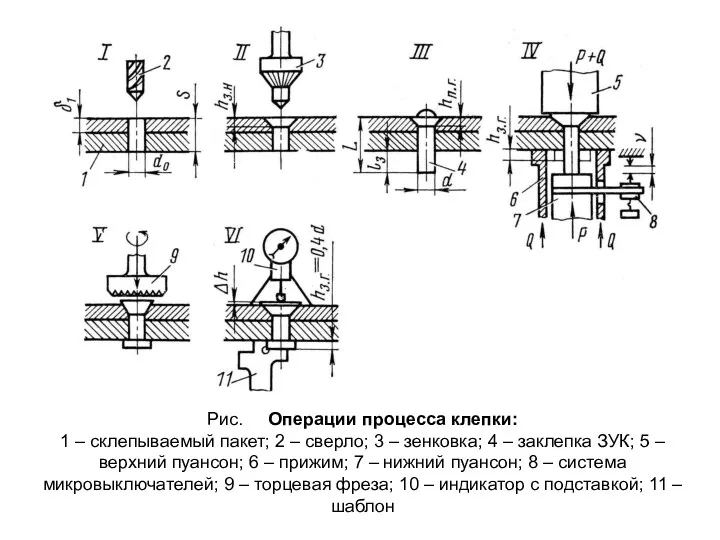
Рис. Операции процесса клепки:
1 – склепываемый пакет; 2 – сверло; 3
Рис. Операции процесса клепки:
1 – склепываемый пакет; 2 – сверло; 3
При втором направлении – проектирование с элементами прототипа – используются типовые
При втором направлении – проектирование с элементами прототипа – используются типовые
В качестве базовых моделей при таком подходе регламентированы:
технологические модели изделия,
В качестве базовых моделей при таком подходе регламентированы:
технологические модели изделия,
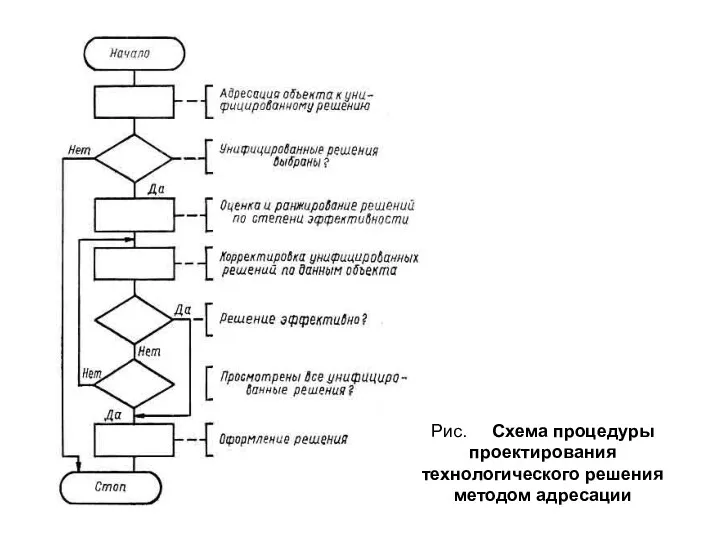
Рис. Схема процедуры проектирования технологического решения методом адресации
Рис. Схема процедуры проектирования технологического решения методом адресации
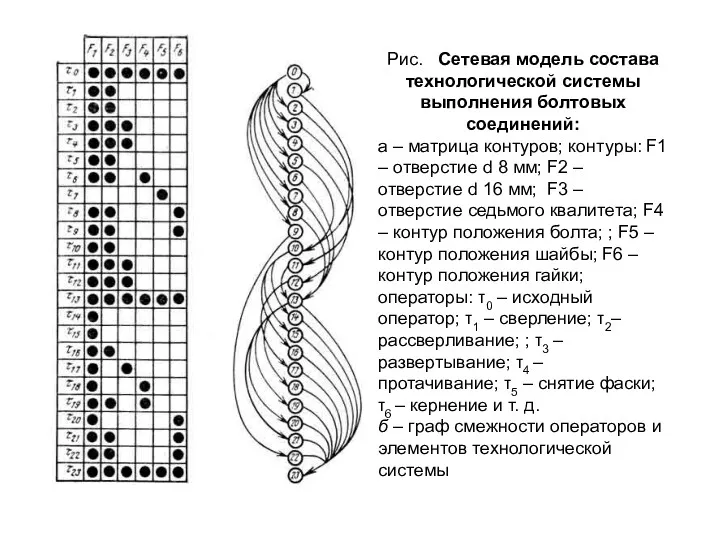
Рис. Сетевая модель состава технологической системы выполнения болтовых соединений:
а – матрица
Рис. Сетевая модель состава технологической системы выполнения болтовых соединений:
а – матрица
Применение унифицированных технологических процессов позволяет сразу войти в область решений, близкую
Применение унифицированных технологических процессов позволяет сразу войти в область решений, близкую
Третье направление в проектировании технологических процессов связано с проектированием индивидуальных технологических
Третье направление в проектировании технологических процессов связано с проектированием индивидуальных технологических
В соответствии с ГОСТ 22770-77 при технологическом проектировании все элементы технологического
В соответствии с ГОСТ 22770-77 при технологическом проектировании все элементы технологического
Состав операторов технологического процесса представляется в виде множества Ti;
если оператор
Состав операторов технологического процесса представляется в виде множества Ti;
если оператор
В составе Tоk существуют:
Группа операторов Bi(τi), после выполнения которых становится возможным
В составе Tоk существуют:
Группа операторов Bi(τi), после выполнения которых становится возможным
Эти условия в математической форме записываются так:
последовательность Ti выполнения технологических операторов
Эти условия в математической форме записываются так:
последовательность Ti выполнения технологических операторов
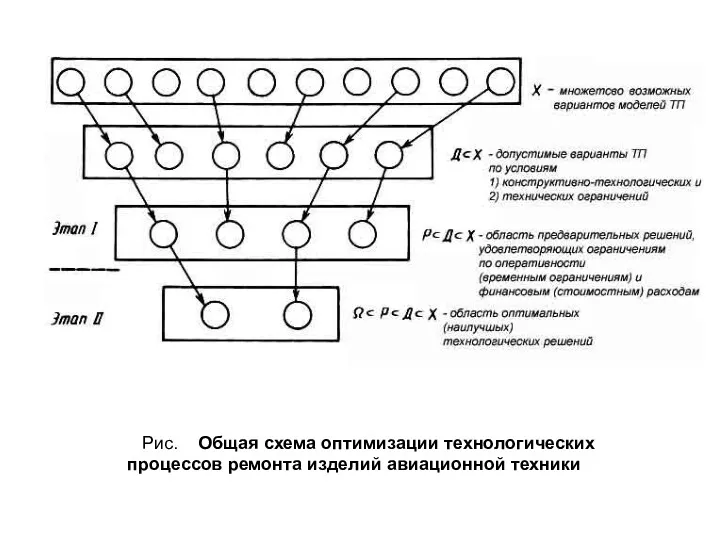
Рис. Общая схема оптимизации технологических процессов ремонта изделий авиационной техники
Рис. Общая схема оптимизации технологических процессов ремонта изделий авиационной техники
Оптимизация технологических процессов является сложной задачей, так как область решений, то
Оптимизация технологических процессов является сложной задачей, так как область решений, то
Различают два вида оптимизации технологических процессов:
структурную и
параметрическую.
Параметрической оптимизацией называют оптимизацию, связанную
Различают два вида оптимизации технологических процессов:
структурную и
параметрическую.
Параметрической оптимизацией называют оптимизацию, связанную
Структурной оптимизацией является оптимизация, связанная с выбором структуры технологического процесса, то
Структурной оптимизацией является оптимизация, связанная с выбором структуры технологического процесса, то
При обслуживании авиационных двигателей на пилонах планера самолета наличие подходящих свободных
При обслуживании авиационных двигателей на пилонах планера самолета наличие подходящих свободных

Аналогичные ситуации могут возникать при необходимости использования в ходе работ по
Аналогичные ситуации могут возникать при необходимости использования в ходе работ по
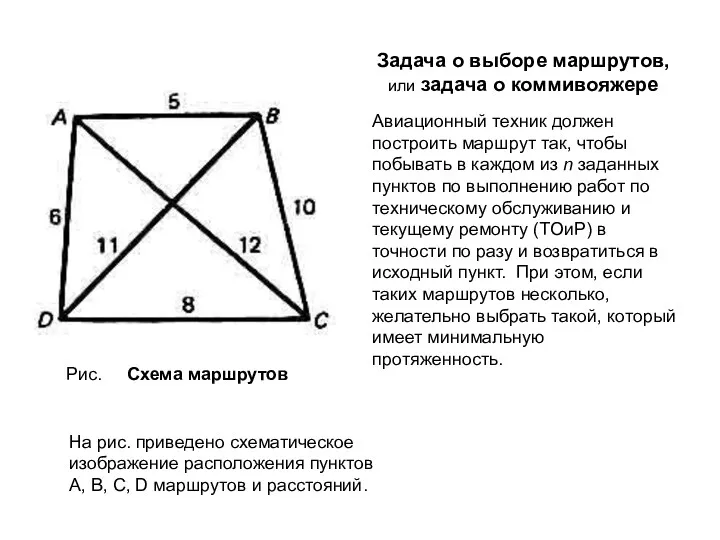
Рис. Схема маршрутов
Задача о выборе маршрутов, или задача о коммивояжере
Авиационный техник
Рис. Схема маршрутов
Задача о выборе маршрутов, или задача о коммивояжере
Авиационный техник
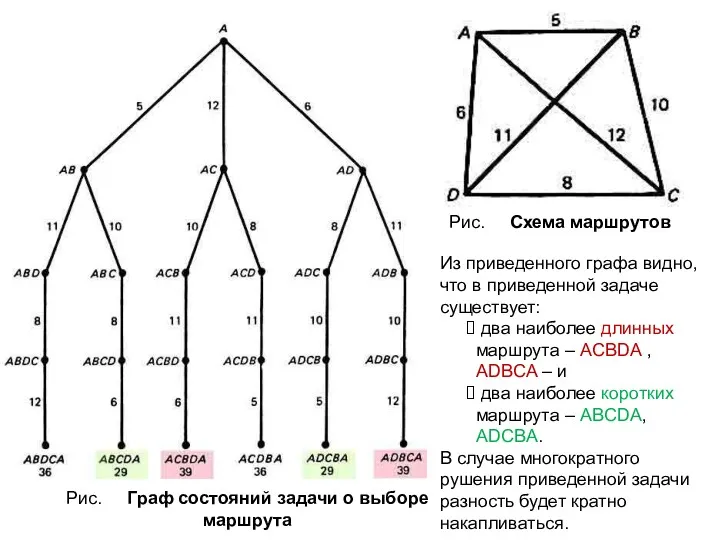
Рис. Граф состояний задачи о выборе маршрута
Рис. Схема маршрутов
Из приведенного графа
Рис. Граф состояний задачи о выборе маршрута
Рис. Схема маршрутов
Из приведенного графа
Из приведенного примера очевидно следует, что
от структуры технологического процесса (последовательности
Из приведенного примера очевидно следует, что
от структуры технологического процесса (последовательности
 Гидропневматическая подвеска в автомобиле
Гидропневматическая подвеска в автомобиле Физический вечер 8кл
Физический вечер 8кл Предмет радиотеоэкологии. Цель и задачи радиотеоэкологии
Предмет радиотеоэкологии. Цель и задачи радиотеоэкологии Последовательное соединение проводников
Последовательное соединение проводников разработка технологического процесса на механическую обработку детали фланец
разработка технологического процесса на механическую обработку детали фланец Урок физики по теме Плотность вещества
Урок физики по теме Плотность вещества Электромагнитная индукция. Индуктивность проводников. Энергия магнитного поля
Электромагнитная индукция. Индуктивность проводников. Энергия магнитного поля ИНТЕГРИРОВАННЫЕ СВЯЗИ НА УРОКАХ ЕСТЕСТВЕННОГО ЦИКЛА
ИНТЕГРИРОВАННЫЕ СВЯЗИ НА УРОКАХ ЕСТЕСТВЕННОГО ЦИКЛА Предметная неделя
Предметная неделя Викторина по физике
Викторина по физике Гидростатика. Давление в жидкости
Гидростатика. Давление в жидкости Тепловые явления. Изменение агрегатных состояний вещества
Тепловые явления. Изменение агрегатных состояний вещества Оптика. Прохождение света через границу раздела двух сред. (Лекция 3)
Оптика. Прохождение света через границу раздела двух сред. (Лекция 3) Защита населения и объектов от чрезвычайных ситуаций. Радиационная безопасность
Защита населения и объектов от чрезвычайных ситуаций. Радиационная безопасность Детали машин
Детали машин Электрический ток. Источники электрического тока
Электрический ток. Источники электрического тока Методы электрохимической поляризации
Методы электрохимической поляризации Презентация. Законы Ньютона
Презентация. Законы Ньютона Схема машины Голдберга
Схема машины Голдберга Застосування електричного струму в газах
Застосування електричного струму в газах Гауссовский пучок
Гауссовский пучок Адиабатные процессы в природе
Адиабатные процессы в природе Строительная механика. Кинематический анализ сооружений. Часть I
Строительная механика. Кинематический анализ сооружений. Часть I Источники звука и звуковые колебания
Источники звука и звуковые колебания Агрегатные состояния вещества
Агрегатные состояния вещества Есть ли будущее у дирижаблей? (11 класс)
Есть ли будущее у дирижаблей? (11 класс) Температура и ее измерение
Температура и ее измерение Понятия отверстие и вал
Понятия отверстие и вал