- Соединения деталей машин

Содержание
- 2. Общие положения Детали машин соответствующим образом соединяются между собой, образуя подвижное или неподвижное соединение. Различают разъемные
- 3. Неразъемные соединения ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ Общие сведения Образуются с помощью специальных деталей – заклёпок. Заклёпка имеет грибообразную
- 4. Виды заклепок и Заклёпки стандартизованы и выпускаются в разных модификациях. а) Сплошные с полукруглой головкой ГОСТ
- 5. Виды швов Соединение деталей машины или сооружения, осуществленное группой заклепок, называется заклепочным швом. По назначению различают:
- 6. По конструкции различают заклепочные швы: нахлесточные : а)однорядные; б) двухрядные; в) многорядные; стыковые: г) с одной
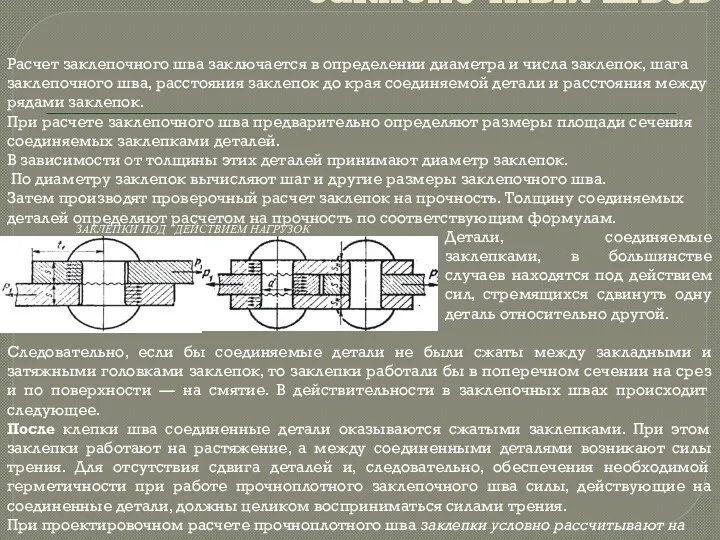
- 7. Методика расчета заклепочных швов Расчет заклепочного шва заключается в определении диаметра и числа заклепок, шага заклепочного
- 8. Сварка Общие сведения Сварка—это технологический процесс соединения металлических деталей, основанный на использовании сил молекулярного сцепления происходящий
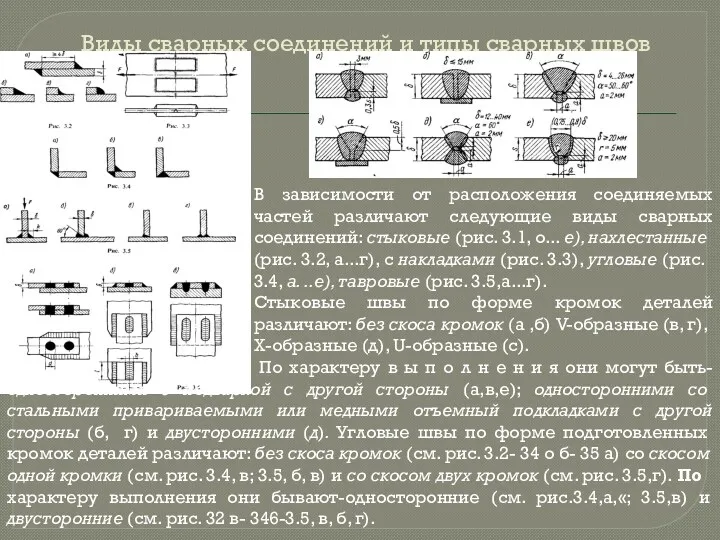
- 9. Виды сварных соединений и типы сварных швов В зависимости от расположения соединяемых частей различают следующие виды
- 10. Клеевые соединения Соединение на основе высококачественных синтетических клеев (фенольные, эпоксидные смолы, фенолокаучуковые композиции . В отличие
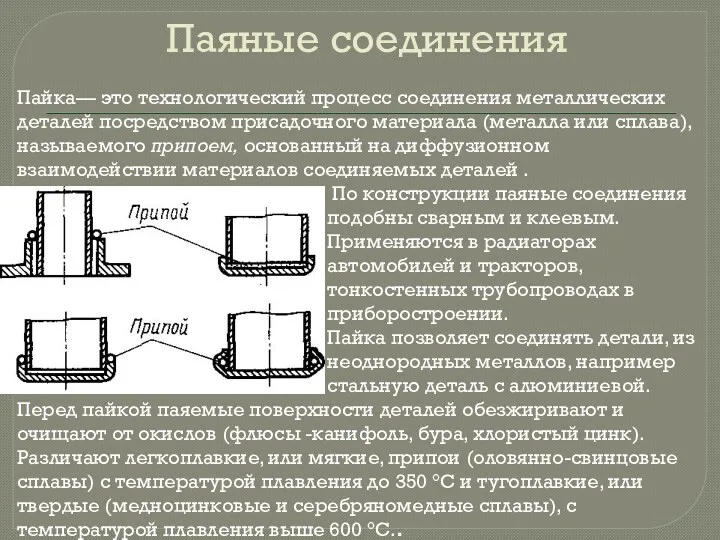
- 11. Паяные соединения Пайка— это технологический процесс соединения металлических деталей посредством присадочного материала (металла или сплава), называемого
- 12. СОЕДИНЕНИЯ С НАТЯГОМ Цилиндрические соединения с натягом Из соединений деталей, выполняемых с натягом, наиболее распространены цилиндрические,
- 13. Разъемные соединения Резьбовые соединения Резьбовые соединения относятся к разъемным и выполняются посредством сверления отверстий в соединяемых
- 14. основные типы резьб Метрические резьбы. Профиль в виде равностороннего треугольника. Радиальный зазор делает ее негерметичной. Метрические
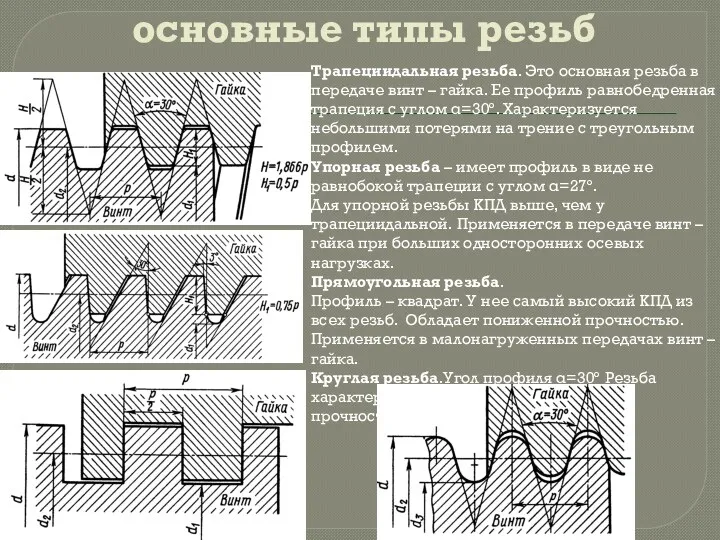
- 15. основные типы резьб Трапециидальная резьба. Это основная резьба в передаче винт – гайка. Ее профиль равнобедренная
- 16. Способы изготовления резьб Существует следующие способы изготовления резьб: нарезание; накатывание; литье; выдавливание. Нарезание резьб осуществляется резцами,
- 17. Конструктивные формы резьбовых соединений
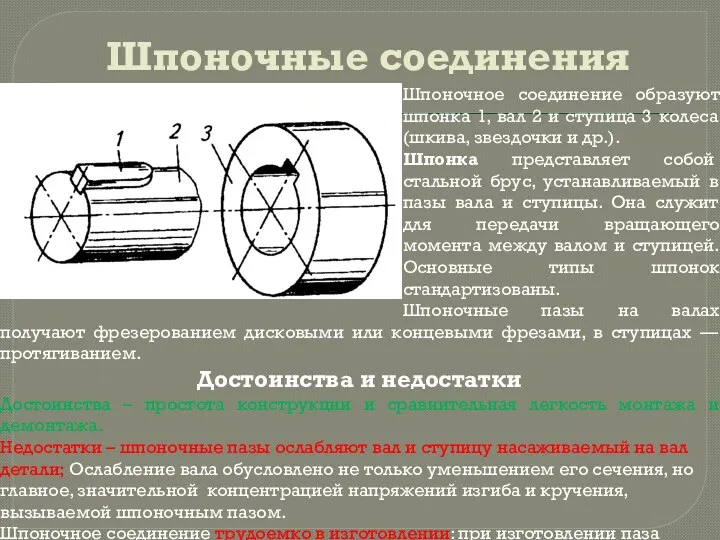
- 18. Шпоночные соединения Шпоночное соединение образуют шпонка 1, вал 2 и ступица 3 колеса (шкива, звездочки и
- 19. Разновидности шпоночных соединений Шпоночные соединения подразделяют на ненапряженные и напряженные. Ненапряженные соединения получают при использовании призматических
- 20. Шлицевые соединения Шлицевое соединение образуют выступы — зубья на валу и соответствующие впадины — шлицы в
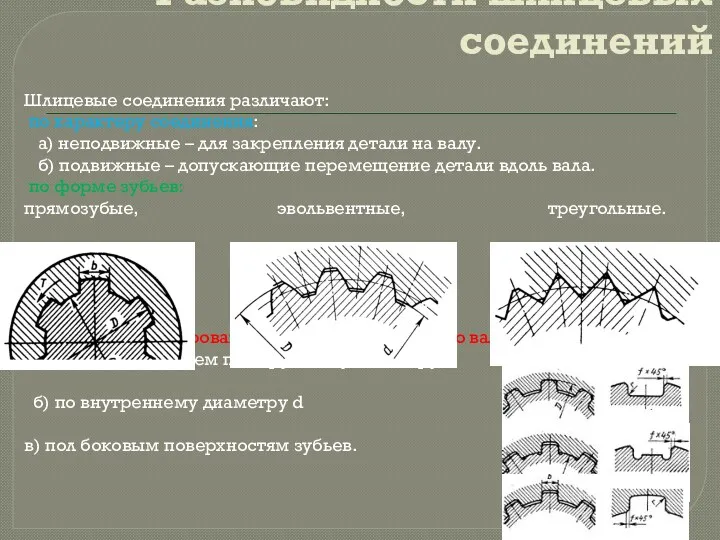
- 21. Разновидности шлицевых соединений Шлицевые соединения различают: по характеру соединения: а) неподвижные – для закрепления детали на
- 22. Штифтовые соединения Образуются совместным сверлением соединяемых деталей и установкой в отверстие с натягом специальных цилиндрических или
- 23. ВИДЫ ШТИФТОВ Конструкции штифтов многообразны. Известны: цилиндрические (а,б); конические (в,г,д); цилиндрические пружинные разрезные (е); просечённые цилиндрические,
- 24. Профильные соединения В профильных (бесшпоночных) соединениях соединяемые детали скрепляются между собой посредством взаимного контакта по плавной
- 25. Клеммовые соединения
- 26. Виды соединений, области пременения Резьбовое, клеевое, сварное соединения встречаются повсеместно в любой отрасли. Например, строительной, мебельной,
- 28. Скачать презентацию
Общие положения
Детали машин соответствующим образом соединяются между собой, образуя подвижное или
Общие положения
Детали машин соответствующим образом соединяются между собой, образуя подвижное или

Неразъемные соединения
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Общие сведения
Образуются с помощью специальных деталей – заклёпок. Заклёпка
Неразъемные соединения
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Общие сведения
Образуются с помощью специальных деталей – заклёпок. Заклёпка

Виды заклепок и
Заклёпки стандартизованы и выпускаются в разных модификациях.
а) Сплошные с
Виды заклепок и
Заклёпки стандартизованы и выпускаются в разных модификациях.
а) Сплошные с
Виды швов
Соединение деталей машины или сооружения, осуществленное группой заклепок, называется заклепочным
Виды швов
Соединение деталей машины или сооружения, осуществленное группой заклепок, называется заклепочным
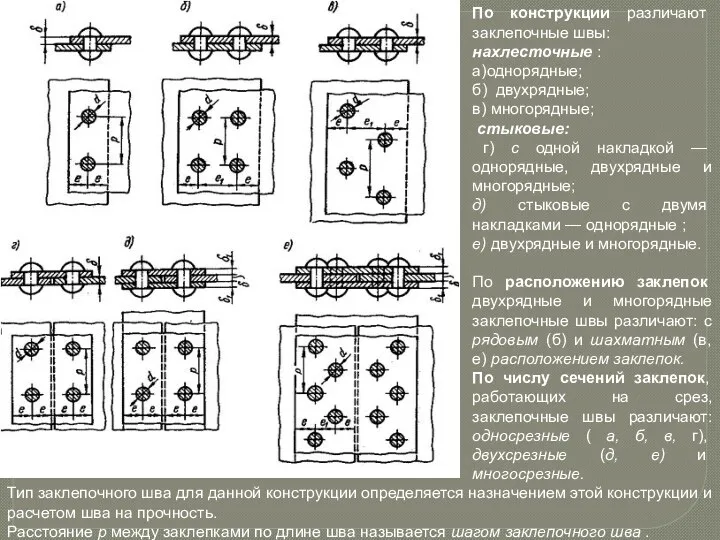
По конструкции различают заклепочные швы:
нахлесточные :
а)однорядные;
б) двухрядные;
в) многорядные;
стыковые:
г)
По конструкции различают заклепочные швы:
нахлесточные :
а)однорядные;
б) двухрядные;
в) многорядные;
стыковые:
г)
Методика расчета заклепочных швов
Расчет заклепочного шва заключается в определении диаметра и
Методика расчета заклепочных швов
Расчет заклепочного шва заключается в определении диаметра и
Сварка
Общие сведения
Сварка—это технологический процесс соединения металлических деталей, основанный на использовании
Сварка
Общие сведения
Сварка—это технологический процесс соединения металлических деталей, основанный на использовании
Виды сварных соединений и типы сварных швов
В зависимости от расположения соединяемых
Виды сварных соединений и типы сварных швов
В зависимости от расположения соединяемых

Клеевые соединения
Соединение на основе высококачественных синтетических клеев (фенольные, эпоксидные смолы, фенолокаучуковые
Клеевые соединения
Соединение на основе высококачественных синтетических клеев (фенольные, эпоксидные смолы, фенолокаучуковые
Паяные соединения
Пайка— это технологический процесс соединения металлических деталей посредством присадочного материала
Паяные соединения
Пайка— это технологический процесс соединения металлических деталей посредством присадочного материала
СОЕДИНЕНИЯ С НАТЯГОМ
Цилиндрические соединения с натягом
Из соединений деталей, выполняемых с натягом,
СОЕДИНЕНИЯ С НАТЯГОМ
Цилиндрические соединения с натягом
Из соединений деталей, выполняемых с натягом,

Разъемные соединения
Резьбовые соединения
Резьбовые соединения относятся к разъемным и выполняются посредством сверления
Разъемные соединения
Резьбовые соединения
Резьбовые соединения относятся к разъемным и выполняются посредством сверления

основные типы резьб
Метрические резьбы.
Профиль в виде равностороннего треугольника. Радиальный зазор делает
основные типы резьб
Метрические резьбы.
Профиль в виде равностороннего треугольника. Радиальный зазор делает
основные типы резьб
Трапециидальная резьба. Это основная резьба в передаче винт –
основные типы резьб
Трапециидальная резьба. Это основная резьба в передаче винт –
Способы изготовления резьб
Существует следующие способы изготовления резьб:
нарезание;
накатывание;
литье;
выдавливание.
Нарезание резьб осуществляется резцами, гребенками,
Способы изготовления резьб
Существует следующие способы изготовления резьб:
нарезание;
накатывание;
литье;
выдавливание.
Нарезание резьб осуществляется резцами, гребенками,

Конструктивные формы резьбовых соединений
Конструктивные формы резьбовых соединений
Шпоночные соединения
Шпоночное соединение образуют шпонка 1, вал 2 и ступица 3
Шпоночные соединения
Шпоночное соединение образуют шпонка 1, вал 2 и ступица 3

Разновидности шпоночных соединений
Шпоночные соединения подразделяют на ненапряженные и напряженные. Ненапряженные соединения
Разновидности шпоночных соединений
Шпоночные соединения подразделяют на ненапряженные и напряженные. Ненапряженные соединения

Шлицевые соединения
Шлицевое соединение образуют выступы — зубья на валу и соответствующие
Шлицевые соединения
Шлицевое соединение образуют выступы — зубья на валу и соответствующие
Разновидности шлицевых соединений
Шлицевые соединения различают:
по характеру соединения:
а) неподвижные –
Разновидности шлицевых соединений
Шлицевые соединения различают:
по характеру соединения:
а) неподвижные –

Штифтовые соединения
Образуются совместным сверлением соединяемых деталей и установкой в отверстие с
Штифтовые соединения
Образуются совместным сверлением соединяемых деталей и установкой в отверстие с

ВИДЫ ШТИФТОВ
Конструкции штифтов многообразны. Известны: цилиндрические (а,б); конические (в,г,д); цилиндрические пружинные
ВИДЫ ШТИФТОВ
Конструкции штифтов многообразны. Известны: цилиндрические (а,б); конические (в,г,д); цилиндрические пружинные

Профильные соединения
В профильных (бесшпоночных) соединениях соединяемые детали скрепляются между собой посредством
Профильные соединения
В профильных (бесшпоночных) соединениях соединяемые детали скрепляются между собой посредством
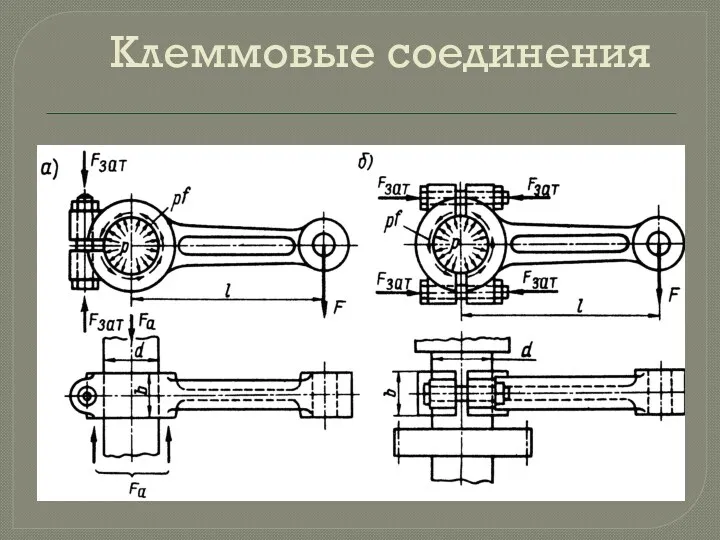
Клеммовые соединения
Клеммовые соединения
Виды соединений, области пременения
Резьбовое, клеевое, сварное соединения встречаются повсеместно в
Виды соединений, области пременения
Резьбовое, клеевое, сварное соединения встречаются повсеместно в
 Ременные передачи
Ременные передачи Радиоактивность, как свидетельство сложного строения атомов
Радиоактивность, как свидетельство сложного строения атомов План-конспект урока по физике по теме Сила 7 класс
План-конспект урока по физике по теме Сила 7 класс Artificial communication satellites
Artificial communication satellites Бүгінгі таңдағы физикалық жетістіктер. Өзінің қолтаңбасын қалдырған ғалым
Бүгінгі таңдағы физикалық жетістіктер. Өзінің қолтаңбасын қалдырған ғалым Система автоматического полива
Система автоматического полива Термоядерный синтез
Термоядерный синтез Професія зварювальник
Професія зварювальник Електромагнітні хвилі
Електромагнітні хвилі Перемещение при прямолинейном равномерном движении
Перемещение при прямолинейном равномерном движении Сообщающиеся сосуды вокруг нас
Сообщающиеся сосуды вокруг нас Особенности проектных решений общественных зданий
Особенности проектных решений общественных зданий Планетарные и волновые зубчатые передачи. Механика и расчет передачи. Передача винт-гайка
Планетарные и волновые зубчатые передачи. Механика и расчет передачи. Передача винт-гайка Измерение атмосферного давления. Опыт Торричелли
Измерение атмосферного давления. Опыт Торричелли Зануление
Зануление Оценка последствий взрыва
Оценка последствий взрыва Молекулярно-лучевая эпитаксия
Молекулярно-лучевая эпитаксия Интеллектуальная игра по физике для 7 класса Умники и умницы
Интеллектуальная игра по физике для 7 класса Умники и умницы Выступление на городском методическом объединении
Выступление на городском методическом объединении Трение скольжения. Трение качения
Трение скольжения. Трение качения Диффузия примесей. Практическое занятие №7
Диффузия примесей. Практическое занятие №7 Законы фотоэффекта
Законы фотоэффекта Кванттық теорияның бастаулары
Кванттық теорияның бастаулары Что изучает физика. Некоторые физические термины. Наблюдения и опыты
Что изучает физика. Некоторые физические термины. Наблюдения и опыты Wings. Types of Aircraft Wings
Wings. Types of Aircraft Wings Виды излучений. Спектры и спектральные аппараты. Виды спектров и спектральный анализ
Виды излучений. Спектры и спектральные аппараты. Виды спектров и спектральный анализ Механическая Работа и Энергия. Гармонические колебания. Лекция 1-3
Механическая Работа и Энергия. Гармонические колебания. Лекция 1-3 Самоиндукция, электромагнитная индуктивность
Самоиндукция, электромагнитная индуктивность