- Сущность и назначение операции опиливания

Содержание
- 2. Инструменты, применяемые при опиливании Основными рабочими инструментами, применяемыми при опиливании, являются напильники. Напильники по назначению подразделяют
- 3. Снимается слой металла 0,05 — 0,10 мм.
- 4. Снимаемый слой металла не превышает 0,02 — 0,06 мм.
- 5. 3 класс №4 и №5 Бархатные напильники, у которых на 10 мм длины приходится более 24
- 6. Инструменты, применяемые при опиливании
- 7. Виды насечек
- 8. Напильники по форме сечения Формы поперечного сечения напильников и обрабатываемых поверхностей: а, б - плоская; в
- 9. Рашпили
- 10. Надфили
- 11. Профиль поперечного сечения напильника выбирается в зависимости от формы опиливаемой поверхности: плоский, плоская сторона полукруглого -для
- 12. Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности и должна составлять: 100... 160 мм
- 13. Ручка для напильника Быстросменная ручка для напильника: 1 - втулка; 2 - пружина; 3 - стакан;
- 14. Насадка и снятие рукоятки напильника а - насадка ударом о верстак; б - насадка ударом молотка;
- 15. Приспособления для опиливания Рамка: 1- перегородка; 2 - рабочие пластины; 3 – винты Плоскопараллельные наметки: а
- 16. Раздвижные параллели а - прямоугольные; б - угловые Кондуктор: 1- кондуктор; 2 - заготовка Приспособления для
- 17. Опиловочная призма 1 - корпус; 2 - прижим; 3 -угольник; 4 -линейка; 5-резьбовое отверстие; А -
- 18. При работе напильником насечка засоряется опилками, поэтому напильник следует очищать перед дальнейшим использованием. Метод очистки напильников
- 19. Подготовка поверхностей к опиливанию включает в себя очистку от масла, грязи, формовочной смеси, окалины. Очистка осуществляется
- 21. а - положение правой руки б - положение левой руки Положение рук при опиливании
- 22. Рабочим ходом при опиливании является движение напильником вперед от работающего, обратный ход - холостой, без нажима.
- 23. Захват напильника «щепотью» Чистовое опиливание осуществляется личными напильниками (№ 2 и № 3) с меньшими усилиями,
- 24. Доводка и шлифовка осуществляется короткими личными и бархатными напильниками (№ 4 и №5). Нажатие на напильник
- 25. Проверка прямолинейности
- 26. Проверка параллельности
- 27. Правила ручного опиливания плоских, вогнутых и выпуклых поверхностей Перед началом работы необходимо проверить соответствие конфигурации и
- 28. 1.Выбирать способ опиливания с учетом обрабатываемой поверхности: поперечный штрих - для узких поверхностей; продольный штрих -
- 29. 4. Проверочным инструментом для контроля угла между сопрягаемыми поверхностями следует пользоваться только после чистового опиливания базовой
- 30. не следует наклонять проверочную (лекальную) линейку во время проведения контроля плоскостности по методу «световой щели»; не
- 31. При опиливании криволинейных поверхностей необходимо соблюдать следующие правила: 1. Правильно выбирать напильник для опиливания криволинейных поверхностей:
- 32. при опиливании цилиндрического валика (стержня), закрепленного вертикально: в начале рабочего хода - носок напильника направлен влево;
- 34. Шлифовальные головки: а — полукруглая; б — круглая; в, г, д — конические; е — обратноконическая;
- 35. Электрическая опиловочная машина с гибким валом: 1 - патрон; 2 - инструмент; 3,5 -шкивы; 4 -
- 36. Пневматическая опиловочная машина: 1 - инструмент; 2 - патрон; 3 - поршень; 4 - поворотная втулка;
- 37. Опиловочный станок с абразивной лентой: 1 - кронштейн; 2 - лампа; 3 - бесконечная абразивная лента;
- 38. Стационарный опиловочно-зачистной станок: а - общий вид станка; б - исполнительный узел; 1 - станина; 2
- 39. Правила выполнения работ при механизированном опиливании 1. Необходимо правильно выбирать инструмент при механизированном опиливании криволинейных поверхностей:
- 40. Типичные дефекты при опиливании металла, причины их появления и способы предупреждения
- 44. Скачать презентацию
 Ремонт газораспределительного механизма двигателя автомобиля. Письменная экзаменационная работа
Ремонт газораспределительного механизма двигателя автомобиля. Письменная экзаменационная работа ТО и ремонт системы питания двигателя автомобиля УРАЛ-NEXT
ТО и ремонт системы питания двигателя автомобиля УРАЛ-NEXT Презентация Развитие самостоятельности учащихся на уроках физики
Презентация Развитие самостоятельности учащихся на уроках физики Плавание тел
Плавание тел Количество теплоты. Единицы количества теплоты. Удельная теплоемкость
Количество теплоты. Единицы количества теплоты. Удельная теплоемкость Організація технічного обслуговування та ремонту інженерної техніки. (Тема 2.2)
Організація технічного обслуговування та ремонту інженерної техніки. (Тема 2.2) Краткий виртуальный экскурс по техническим музеям мира (6-й вариант)
Краткий виртуальный экскурс по техническим музеям мира (6-й вариант) Альфа-, бета- и гамма- излучения. Радиоактивные превращения
Альфа-, бета- и гамма- излучения. Радиоактивные превращения Основные законы идеального газа
Основные законы идеального газа Действие жидкости и газа на погруженное в них тело
Действие жидкости и газа на погруженное в них тело Центральное растяжение-сжатие. Расчет ступенчатого бруса
Центральное растяжение-сжатие. Расчет ступенчатого бруса Закон Ома для полной цепи
Закон Ома для полной цепи Яблочков Павел Николаевич
Яблочков Павел Николаевич Обслуживание велосипеда. Подбор инструмента
Обслуживание велосипеда. Подбор инструмента Свойства звука: отражение, эхо
Свойства звука: отражение, эхо Силы в природе
Силы в природе Розв'язування задач. Напруга. Сила струму
Розв'язування задач. Напруга. Сила струму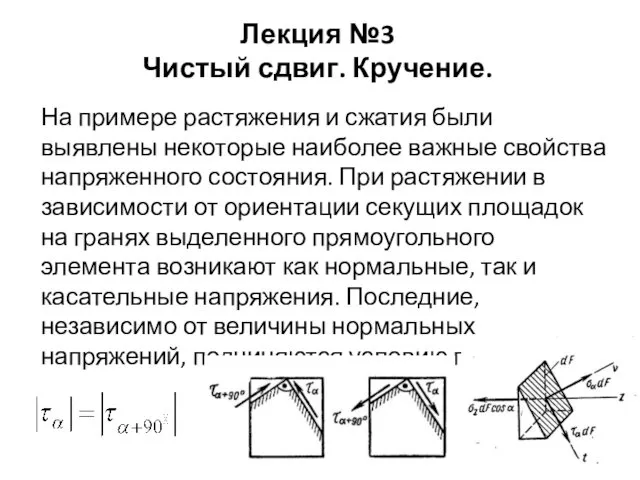 Чистый сдвиг. Кручение. Лекция 3
Чистый сдвиг. Кручение. Лекция 3 Работа воздухораспределителя усл. № 483. Зарядка
Работа воздухораспределителя усл. № 483. Зарядка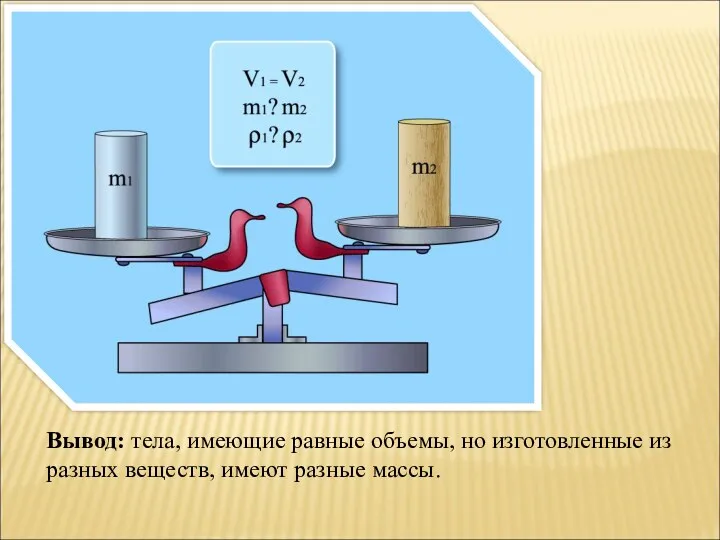 Презентация к уроку Плотность вещества
Презентация к уроку Плотность вещества Механизация и автоматизация в строительстве. (Тема 1.1)
Механизация и автоматизация в строительстве. (Тема 1.1) Конструкции и особенности работы напорных клапанов в гидроприводе
Конструкции и особенности работы напорных клапанов в гидроприводе Пространственная система сил
Пространственная система сил Поляризация света
Поляризация света Электростатическое поле в диэлектриках
Электростатическое поле в диэлектриках Дифракционная теория изображений
Дифракционная теория изображений Шпоночные соединения
Шпоночные соединения Электромагнитные волны
Электромагнитные волны