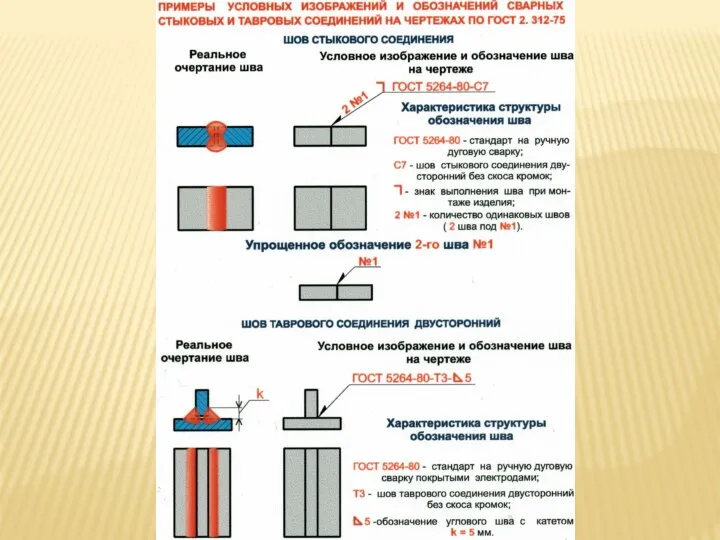
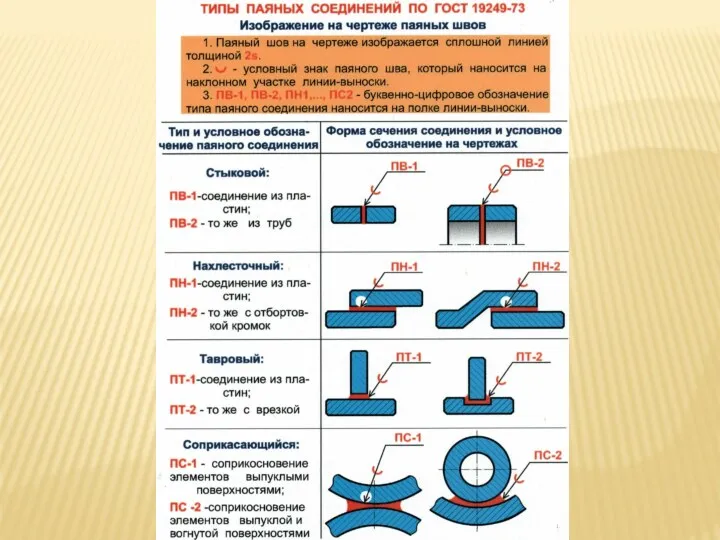
- Сварные и паяные соединения

Содержание
- 2. Сварка — это технологический процесс получения неразъемного соединения металлических или неметаллических деталей с применением нагрева (до
- 3. ЭЛЕКТРОДУГОВАЯ СВАРКА
- 4. ГАЗОПЛАМЕННАЯ СВАРКА
- 5. ЭЛЕКТРОШЛАКОВАЯ СВАРКА
- 6. Достоинства и недостатки по сравнению с заклепочными соединениями. Достоинства: - простота конструкции сварного шва и меньшая
- 7. ПЛАЗМЕННАЯ СВАРКА
- 8. ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
- 9. ТОЛЩИНА СВАРИВАЕМОГО МЕТАЛЛА ДО 3 ММ
- 10. ЛАЗЕРНАЯ СВАРКА
- 11. ЛАЗЕРНАЯ СВАРКА
- 12. КОНТАКТНАЯ СВАРКА
- 13. КОНТАКТНАЯ СВАРКА
- 14. КОНТАКТНАЯ СТЫКОВАЯ СВАРКА ОПЛАВЛЕНИЕМ
- 15. СВАРКА С ЗАКЛАДНЫМИ НАГРЕВАТЕЛЯМИ
- 16. ДИФФУЗИОННАЯ СВАРКА В ВАКУУМНОЙ КАМЕРЕ
- 17. СВАРКА ВЫСОКОЧАСТОТНЫМИ ТОКАМИ
- 18. СВАРКА ТРЕНИЕМ
- 19. СВАРКА ВЗРЫВОМ
- 20. СВАРКА ВЗРЫВОМ
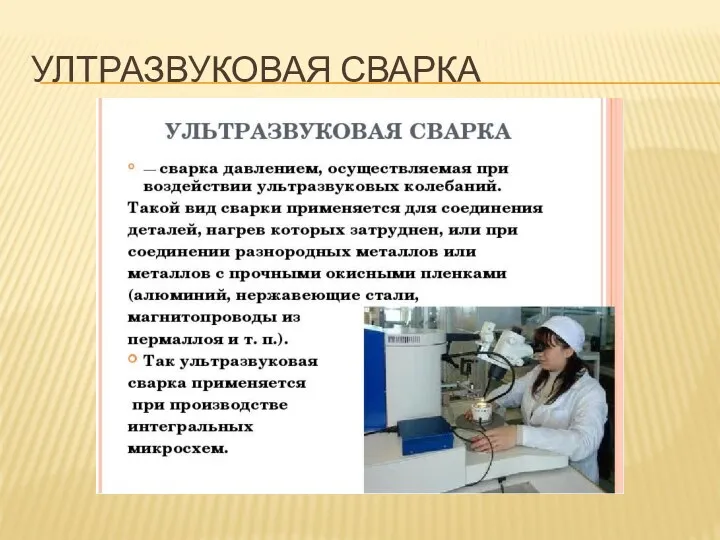
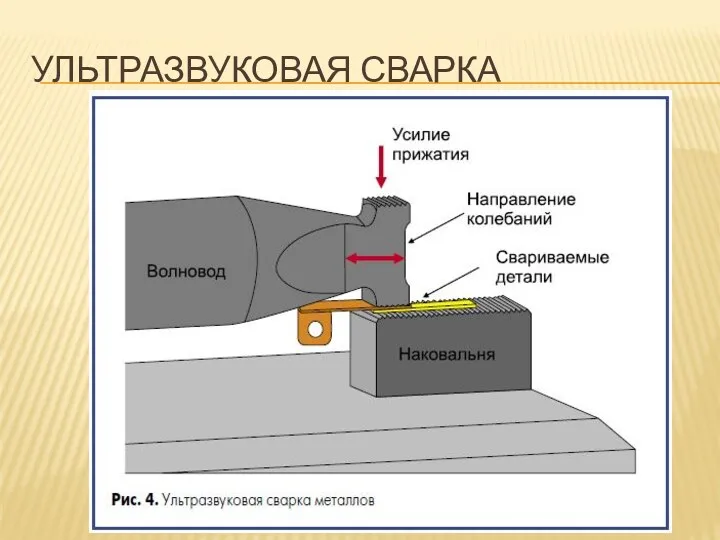
- 21. УЛТРАЗВУКОВАЯ СВАРКА
- 22. УЛЬТРАЗВУКОВАЯ СВАРКА
- 23. ХОЛОДНАЯ СВАРКА
- 24. ИНДУКЦИОННАЯ СВАРКА
- 26. Контактная сварка непрерывным оплавлением трубы газопровода диаметром 1420 мм во Пскове на ПЗ ТЭСО
- 27. Ручная дуговая сварка - наиболее распространенный и универсальный способ сварки осуществляется дугой, горящей между плавящимся металлическим
- 47. Скачать презентацию
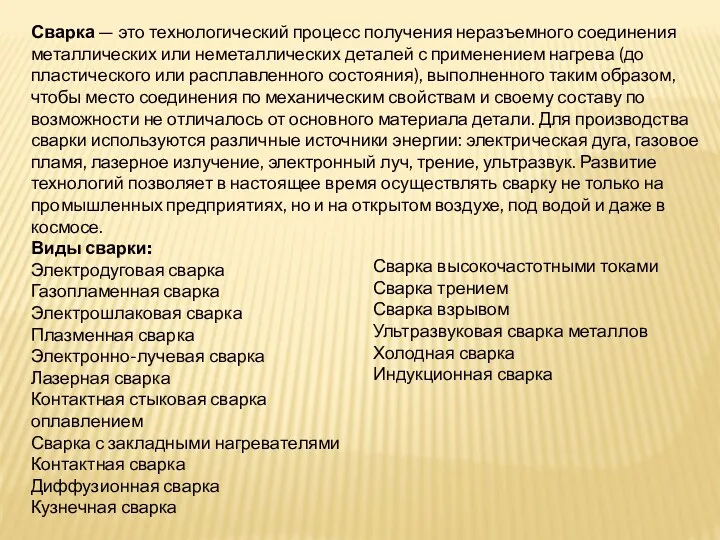
Сварка — это технологический процесс получения неразъемного соединения металлических или неметаллических
Сварка — это технологический процесс получения неразъемного соединения металлических или неметаллических
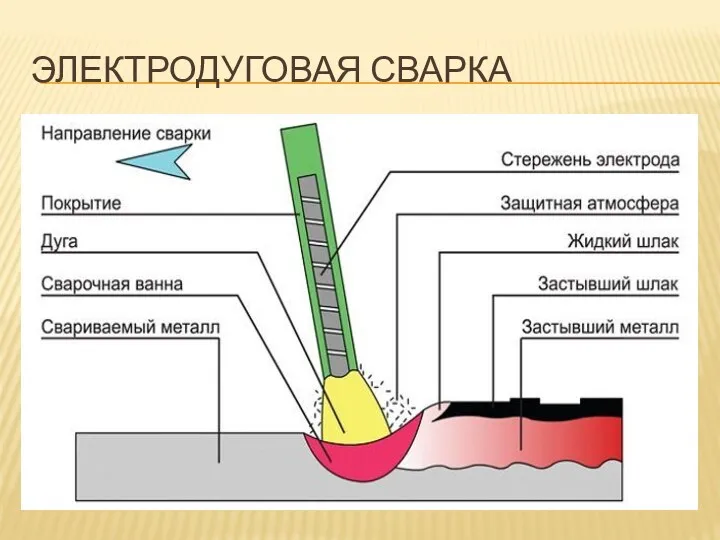
ЭЛЕКТРОДУГОВАЯ СВАРКА
ЭЛЕКТРОДУГОВАЯ СВАРКА
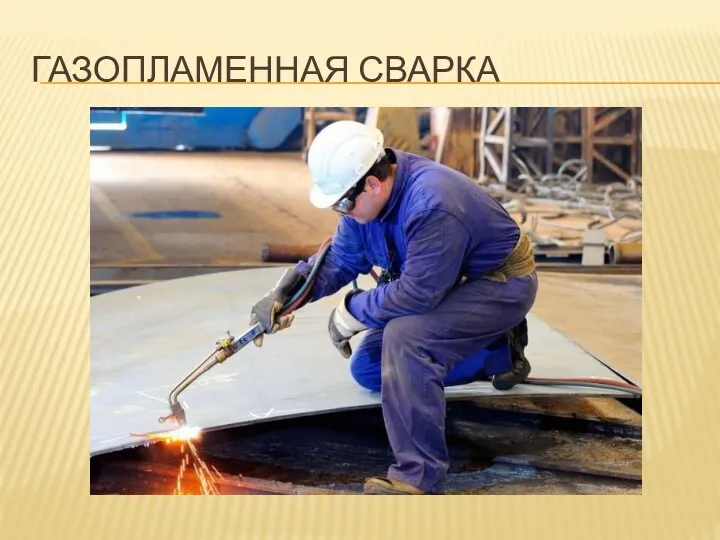
ГАЗОПЛАМЕННАЯ СВАРКА
ГАЗОПЛАМЕННАЯ СВАРКА

ЭЛЕКТРОШЛАКОВАЯ СВАРКА
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
Достоинства и недостатки по сравнению с заклепочными соединениями.
Достоинства:
- простота конструкции сварного
Достоинства и недостатки по сравнению с заклепочными соединениями.
Достоинства:
- простота конструкции сварного
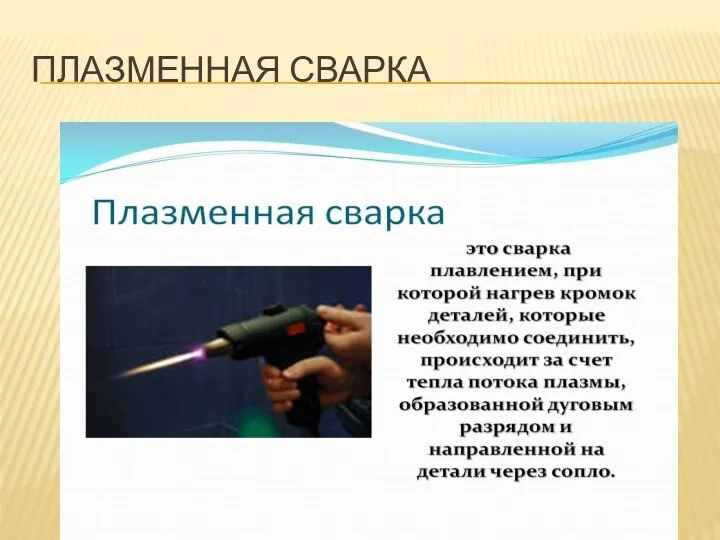
ПЛАЗМЕННАЯ СВАРКА
ПЛАЗМЕННАЯ СВАРКА

ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА

ТОЛЩИНА СВАРИВАЕМОГО МЕТАЛЛА ДО 3 ММ
ТОЛЩИНА СВАРИВАЕМОГО МЕТАЛЛА ДО 3 ММ
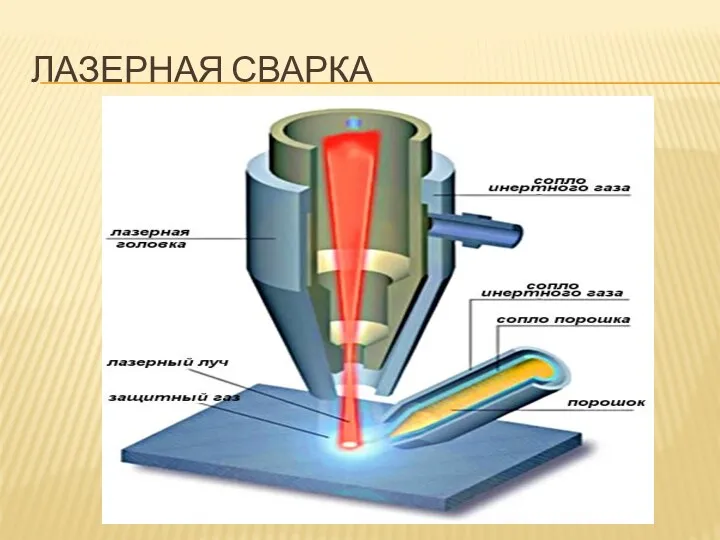
ЛАЗЕРНАЯ СВАРКА
ЛАЗЕРНАЯ СВАРКА

ЛАЗЕРНАЯ СВАРКА
ЛАЗЕРНАЯ СВАРКА

КОНТАКТНАЯ СВАРКА
КОНТАКТНАЯ СВАРКА

КОНТАКТНАЯ СВАРКА
КОНТАКТНАЯ СВАРКА

КОНТАКТНАЯ СТЫКОВАЯ СВАРКА ОПЛАВЛЕНИЕМ
КОНТАКТНАЯ СТЫКОВАЯ СВАРКА ОПЛАВЛЕНИЕМ

СВАРКА С ЗАКЛАДНЫМИ НАГРЕВАТЕЛЯМИ
СВАРКА С ЗАКЛАДНЫМИ НАГРЕВАТЕЛЯМИ
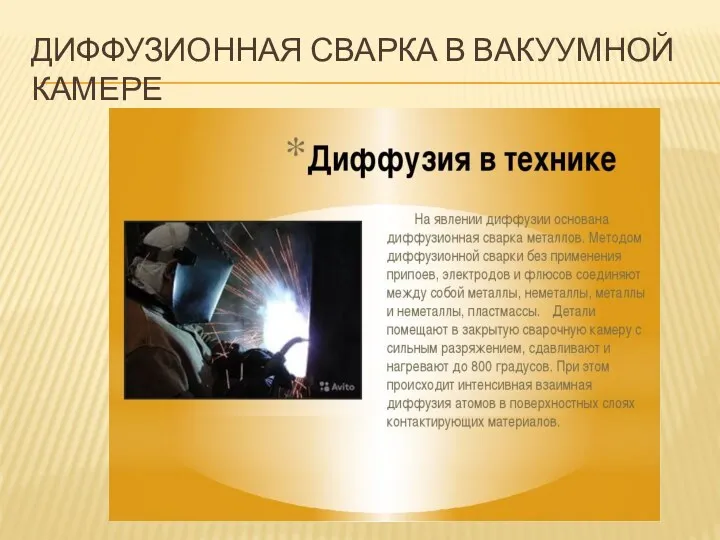
ДИФФУЗИОННАЯ СВАРКА В ВАКУУМНОЙ КАМЕРЕ
ДИФФУЗИОННАЯ СВАРКА В ВАКУУМНОЙ КАМЕРЕ

СВАРКА ВЫСОКОЧАСТОТНЫМИ ТОКАМИ
СВАРКА ВЫСОКОЧАСТОТНЫМИ ТОКАМИ

СВАРКА ТРЕНИЕМ
СВАРКА ТРЕНИЕМ
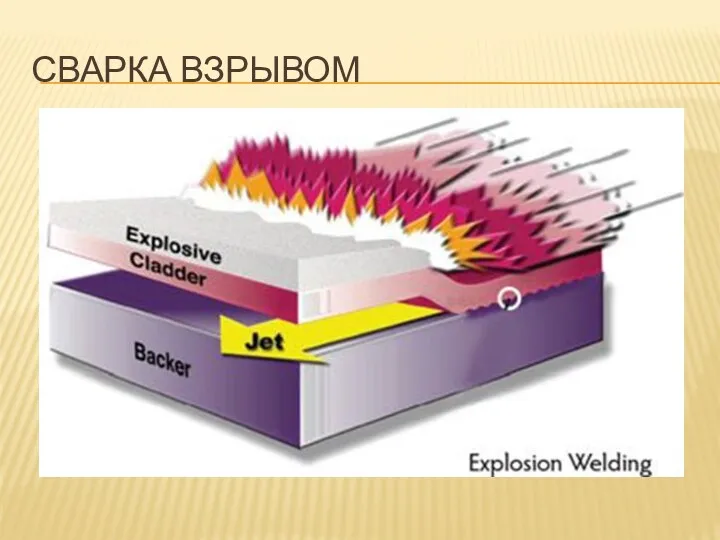
СВАРКА ВЗРЫВОМ
СВАРКА ВЗРЫВОМ
СВАРКА ВЗРЫВОМ
СВАРКА ВЗРЫВОМ
УЛТРАЗВУКОВАЯ СВАРКА
УЛТРАЗВУКОВАЯ СВАРКА
УЛЬТРАЗВУКОВАЯ СВАРКА
УЛЬТРАЗВУКОВАЯ СВАРКА

ХОЛОДНАЯ СВАРКА
ХОЛОДНАЯ СВАРКА

ИНДУКЦИОННАЯ СВАРКА
ИНДУКЦИОННАЯ СВАРКА

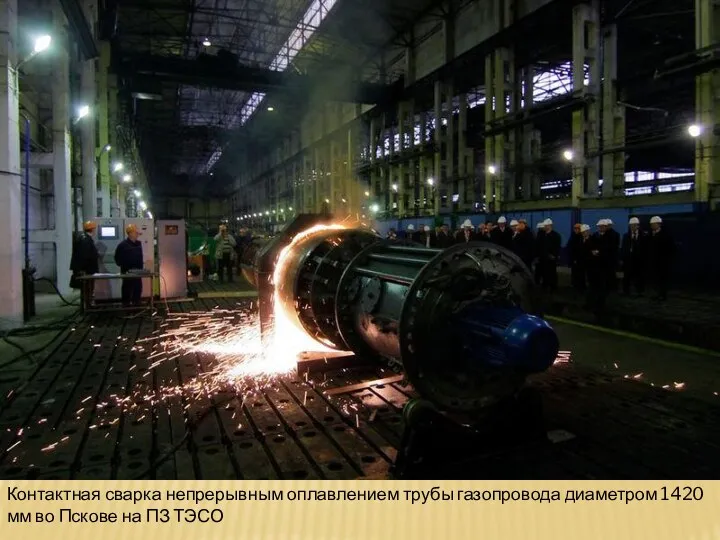
Контактная сварка непрерывным оплавлением трубы газопровода диаметром 1420 мм во Пскове
Контактная сварка непрерывным оплавлением трубы газопровода диаметром 1420 мм во Пскове
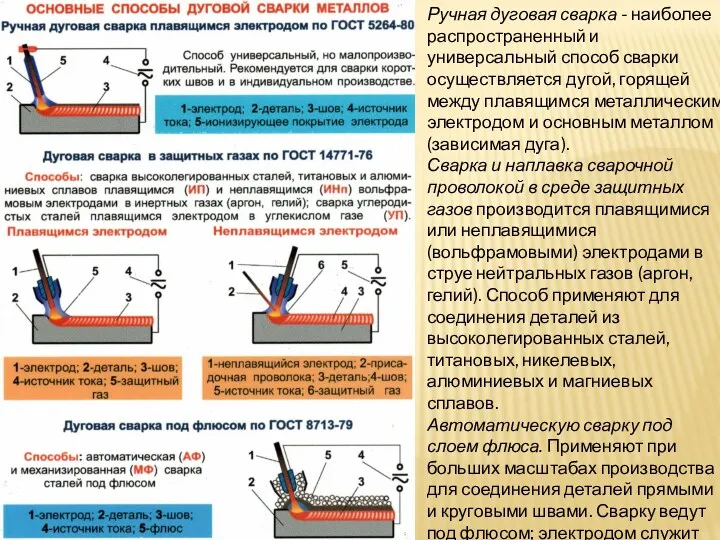
Ручная дуговая сварка - наиболее распространенный и универсальный способ сварки осуществляется
Ручная дуговая сварка - наиболее распространенный и универсальный способ сварки осуществляется









 Волновая оптика. Интерференция света
Волновая оптика. Интерференция света Магнитное поле в вакууме
Магнитное поле в вакууме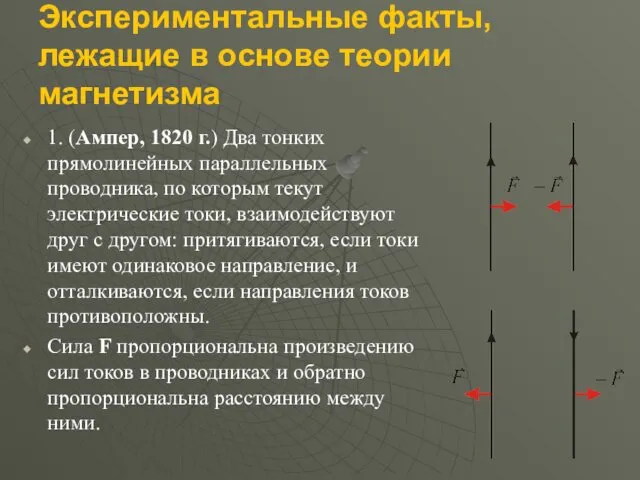 Экспериментальные факты, лежащие в основе теории магнетизма
Экспериментальные факты, лежащие в основе теории магнетизма Техническое обучение по харвестерной головке Лог Макс 6000
Техническое обучение по харвестерной головке Лог Макс 6000 Плавление тел
Плавление тел Волновые свойства света: интерференция, дифракция
Волновые свойства света: интерференция, дифракция Машины для уборки и послеуборочной доработки картофеля. (Тема 13)
Машины для уборки и послеуборочной доработки картофеля. (Тема 13) Электромагнитные волны (ЭМВ)
Электромагнитные волны (ЭМВ) Микроскоп – знакомство, создание, опыты
Микроскоп – знакомство, создание, опыты Квантовая физика. Фотоэффект. Урок 29
Квантовая физика. Фотоэффект. Урок 29 Нахождение механической силы через силу и перемещение
Нахождение механической силы через силу и перемещение Кинематика твердого тела
Кинематика твердого тела Взаимозаменяемость шпоночных и шлицевых соединений
Взаимозаменяемость шпоночных и шлицевых соединений Методические рекомендации по организации экспериментальной работы на уроках физики и во внеурочное время
Методические рекомендации по организации экспериментальной работы на уроках физики и во внеурочное время использование энергии деления ядер
использование энергии деления ядер Ойын алаңы.Теориялық механика
Ойын алаңы.Теориялық механика Тема урока Последовательное соединение
Тема урока Последовательное соединение Электрические источники света. Светодиодные, люминесцентные и индукционные лампы, их достоинства и недостатки
Электрические источники света. Светодиодные, люминесцентные и индукционные лампы, их достоинства и недостатки Сравнение вариантов монтажных кранов
Сравнение вариантов монтажных кранов Дефектация деталей и ремонт типовых сборочных единиц ДСМ
Дефектация деталей и ремонт типовых сборочных единиц ДСМ Кинематика. Основные понятия. Траектория. Средняя и мгновенная скорости. Ускорение. Закон равноускоренного движения
Кинематика. Основные понятия. Траектория. Средняя и мгновенная скорости. Ускорение. Закон равноускоренного движения Наноматеріали
Наноматеріали Електромагнітна індукція
Електромагнітна індукція Планирование наземной экспериментальной отработки и летных испытаний космических аппаратов
Планирование наземной экспериментальной отработки и летных испытаний космических аппаратов Техническое обслуживание и текущий ремонт двигателя, системы охлаждения и смазки
Техническое обслуживание и текущий ремонт двигателя, системы охлаждения и смазки Көміртекті нанотүтікше
Көміртекті нанотүтікше Звуковые волны
Звуковые волны Гальваническое покрытие
Гальваническое покрытие