Технологическое использование конденсированных ВВ. Сварка взрывом, Схема реализации, осесимметричный случай. (Раздел 3.10) презентация
- Технологическое использование конденсированных ВВ. Сварка взрывом, Схема реализации, осесимметричный случай. (Раздел 3.10)

Содержание
- 2. История сварки взрывом [1] В 20-ом веке, в основном после второй мировой войны, стал широко применяться
- 3. История сварки взрывом В США исследования сварки взрывом начались в Стэнфордском исследовательском институте и в 1961г
- 4. История сварки взрывом Начиная с 60-х годов число публикаций по СВ стало резко расти, это технологическое
- 5. Сварка взрывом среди других способов соединения металлов К настоящему времени сварка взрывом (СВ) заняла прочное место
- 6. Схемы сварки взрывом [8] Плоская геометрия
- 7. Схемы сварки взрывом [8] Цилиндрическая геометрия
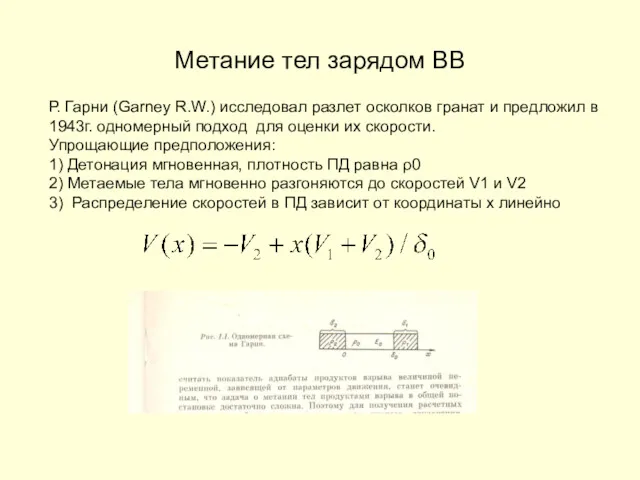
- 8. Метание тел зарядом ВВ Р. Гарни (Garney R.W.) исследовал разлет осколков гранат и предложил в 1943г.
- 9. Метание тел зарядом ВВ Тогда для двух неизвестных V1 и V2 имеем 2 уравнения из законов
- 10. Метание тел зарядом ВВ Проинтегрировав уравнения и введя обозначения Получим Если масса одного из тел (2-го)
- 11. Двумерный случай Метание пластины зарядом ВВ [1] k = 2.8; 2.5; 2.2 соответственно для гексогена ,
- 12. Гидродинамическая модель кумуляции [8, 9] Для физического описания столкновения пластин удобно применить гидродинамическую модель кумуляции (М.
- 13. Описание соударения струй Сохранение массы Сохранение энергии Сохранение импульса Уравнение Бернулли m0, m1, m2 – массовый
- 14. Формулы для песта и кумулятивной струи Т.к. вдалеке от точки соударения струй р0 = р1 =
- 15. Скорости песта и струи в лабораторной системе координат Скорость точки контакта (точки схождения струй) в лабораторной
- 16. Область сварки на плоскости Vc - γ 1- нижняя граница, 2- верхняя граница, 3- граница Vc
- 17. Расчет нижней и верхней границ области сварки [1, 10] ξ – отношение толщины окисной пленки к
- 18. Примеры области сварки медь-медь
- 19. Примеры области сварки ст3 – нерж. сталь
- 20. Примеры области сварки ст 3 - алюминий
- 21. Примеры области сварки ст 3 - медь
- 22. Примеры области сварки ст 3 - титан
- 23. Зависимость D от толщины заряда ВВ
- 24. Пример расчета параметров СВ Задача: плакировать сталь алюминиевым листом толщ. 10 мм. Из области сварки выбираем
- 26. Скачать презентацию
![История сварки взрывом [1] В 20-ом веке, в основном после](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/129062/slide-1.jpg)
История сварки взрывом [1]
В 20-ом веке, в основном после второй мировой
История сварки взрывом [1]
В 20-ом веке, в основном после второй мировой
История сварки взрывом
В США исследования сварки взрывом начались в Стэнфордском исследовательском
История сварки взрывом
В США исследования сварки взрывом начались в Стэнфордском исследовательском
История сварки взрывом
Начиная с 60-х годов число публикаций по СВ стало
История сварки взрывом
Начиная с 60-х годов число публикаций по СВ стало
Сварка взрывом среди других способов соединения металлов
К настоящему времени сварка взрывом
Сварка взрывом среди других способов соединения металлов
К настоящему времени сварка взрывом
![Схемы сварки взрывом [8] Плоская геометрия](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/129062/slide-5.jpg)
Схемы сварки взрывом [8]
Плоская геометрия
Схемы сварки взрывом [8]
Плоская геометрия
![Схемы сварки взрывом [8] Цилиндрическая геометрия](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/129062/slide-6.jpg)
Схемы сварки взрывом [8]
Цилиндрическая геометрия
Схемы сварки взрывом [8]
Цилиндрическая геометрия
Метание тел зарядом ВВ
Р. Гарни (Garney R.W.) исследовал разлет осколков гранат
Метание тел зарядом ВВ
Р. Гарни (Garney R.W.) исследовал разлет осколков гранат
Метание тел зарядом ВВ
Тогда для двух неизвестных V1 и V2 имеем
Метание тел зарядом ВВ
Тогда для двух неизвестных V1 и V2 имеем
Метание тел зарядом ВВ
Проинтегрировав уравнения и введя обозначения
Получим
Если масса одного
Метание тел зарядом ВВ
Проинтегрировав уравнения и введя обозначения
Получим
Если масса одного
![Двумерный случай Метание пластины зарядом ВВ [1] k = 2.8;](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/129062/slide-10.jpg)
Двумерный случай
Метание пластины зарядом ВВ [1]
k = 2.8; 2.5; 2.2 соответственно
Двумерный случай
Метание пластины зарядом ВВ [1]
k = 2.8; 2.5; 2.2 соответственно
![Гидродинамическая модель кумуляции [8, 9] Для физического описания столкновения пластин](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/129062/slide-11.jpg)
Гидродинамическая модель кумуляции [8, 9]
Для физического описания столкновения пластин удобно
Гидродинамическая модель кумуляции [8, 9]
Для физического описания столкновения пластин удобно
Описание соударения струй
Сохранение массы
Сохранение энергии
Сохранение импульса
Уравнение Бернулли
m0, m1, m2 – массовый
Описание соударения струй
Сохранение массы
Сохранение энергии
Сохранение импульса
Уравнение Бернулли
m0, m1, m2 – массовый
Формулы для песта и кумулятивной струи
Т.к. вдалеке от точки соударения струй
Формулы для песта и кумулятивной струи
Т.к. вдалеке от точки соударения струй
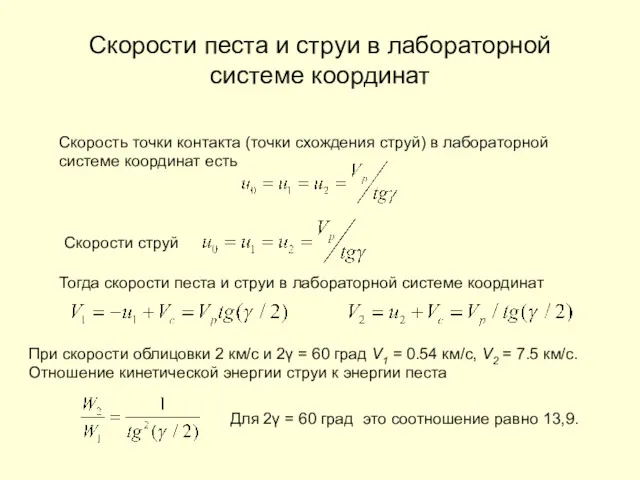
Скорости песта и струи в лабораторной системе координат
Скорость точки контакта (точки
Скорости песта и струи в лабораторной системе координат
Скорость точки контакта (точки
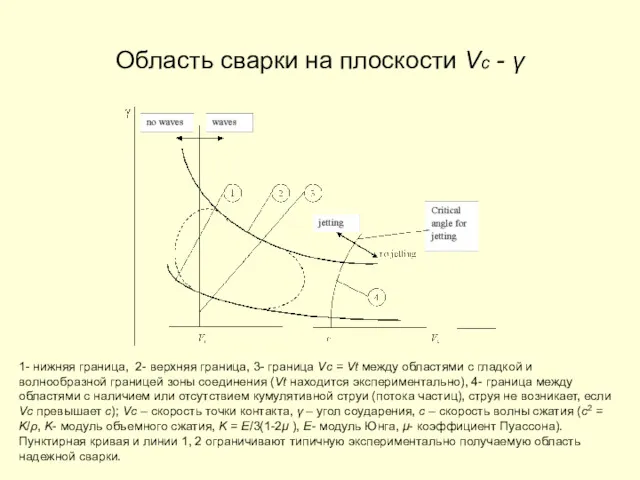
Область сварки на плоскости Vc - γ
1- нижняя граница, 2- верхняя
Область сварки на плоскости Vc - γ
1- нижняя граница, 2- верхняя
![Расчет нижней и верхней границ области сварки [1, 10] ξ](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/129062/slide-16.jpg)
Расчет нижней и верхней границ области сварки [1, 10]
ξ – отношение
Расчет нижней и верхней границ области сварки [1, 10]
ξ – отношение
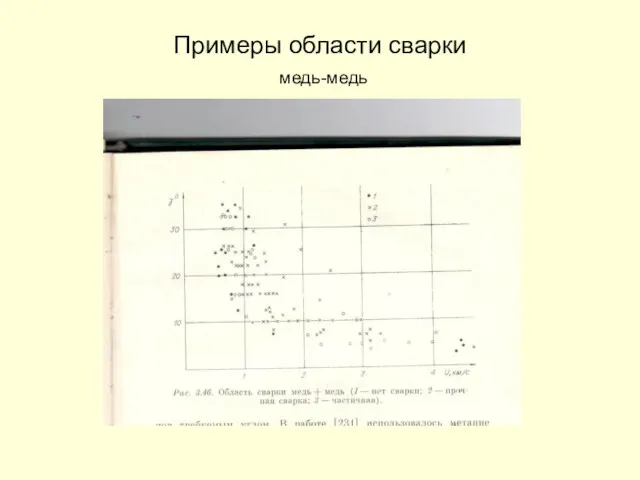
Примеры области сварки
медь-медь
Примеры области сварки
медь-медь
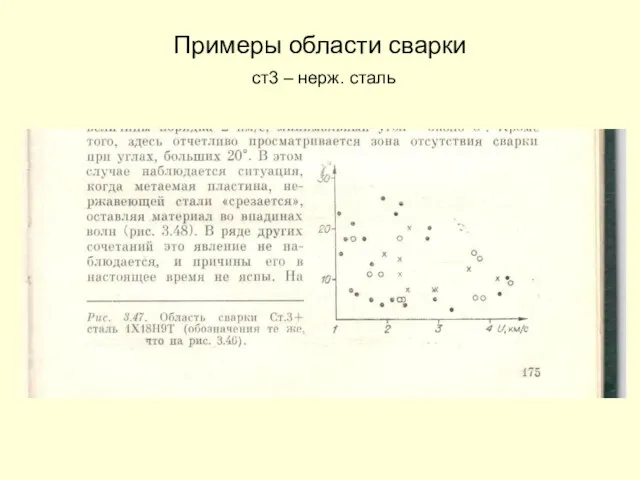
Примеры области сварки
ст3 – нерж. сталь
Примеры области сварки
ст3 – нерж. сталь
Примеры области сварки
ст 3 - алюминий
Примеры области сварки
ст 3 - алюминий
Примеры области сварки
ст 3 - медь
Примеры области сварки
ст 3 - медь
Примеры области сварки
ст 3 - титан
Примеры области сварки
ст 3 - титан
Зависимость D от толщины заряда ВВ
Зависимость D от толщины заряда ВВ
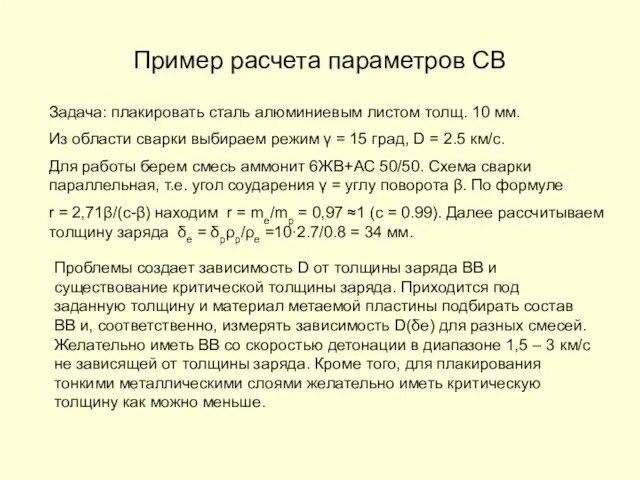
Пример расчета параметров СВ
Задача: плакировать сталь алюминиевым листом толщ. 10 мм.
Пример расчета параметров СВ
Задача: плакировать сталь алюминиевым листом толщ. 10 мм.
 Буксовый узел с коническими подшипниками БРЕНКО кассетного типа
Буксовый узел с коническими подшипниками БРЕНКО кассетного типа Основы теории антенн. Лекция № 9. Антенно-фидерные устройства и распространение радиоволн
Основы теории антенн. Лекция № 9. Антенно-фидерные устройства и распространение радиоволн Сверхпроводимость
Сверхпроводимость Презентация по теме Второй закон Ньютона
Презентация по теме Второй закон Ньютона Введение. Основные термины, понятия и определения теории механизмов и машин
Введение. Основные термины, понятия и определения теории механизмов и машин Волновые свойства света: интерференция, дифракция
Волновые свойства света: интерференция, дифракция Действие физических и химических факторов окружающей среды на микроорганизмы
Действие физических и химических факторов окружающей среды на микроорганизмы Презентация ЕГЭ по физике
Презентация ЕГЭ по физике Стальные и растительные тросы
Стальные и растительные тросы Газораспределительный механизм двигателя
Газораспределительный механизм двигателя расчет сопротивления проводника 8 класс
расчет сопротивления проводника 8 класс Открытие нейтронов и протонов
Открытие нейтронов и протонов Кольца Ньютона
Кольца Ньютона Передаточные механизмы. Назначение и классификация. Передачи трением. Фрикционные передачи. Фрикционные вариаторы
Передаточные механизмы. Назначение и классификация. Передачи трением. Фрикционные передачи. Фрикционные вариаторы Оборудование для заземления нейтрали в сетях 6-35 кВ
Оборудование для заземления нейтрали в сетях 6-35 кВ Конденсаторы, их виды и применение
Конденсаторы, их виды и применение Общее устройство автомобилей
Общее устройство автомобилей Солнечные источники энергии. Солнечные батареи
Солнечные источники энергии. Солнечные батареи Сила тяжести, вес тела
Сила тяжести, вес тела Выставка удивительных вещей (Шуточная экспозиция на физическую тему)
Выставка удивительных вещей (Шуточная экспозиция на физическую тему) Стандарт механической обработки детали 5910-9305268 Кольцо
Стандарт механической обработки детали 5910-9305268 Кольцо Расчет массы и объёма тела по его плотности
Расчет массы и объёма тела по его плотности Механическая часть тепловозов и дизель-поездов
Механическая часть тепловозов и дизель-поездов Антенно-мачтовые сооружения
Антенно-мачтовые сооружения Ядерные реакции
Ядерные реакции Механічні та електромагнітні хвилі
Механічні та електромагнітні хвилі Слесарлық өңдеулерді дайындайтын операциялар
Слесарлық өңдеулерді дайындайтын операциялар Уявлення про природу світла
Уявлення про природу світла