- Технология обработки заготовок деталей машин резанием

Содержание
- 2. ОСОБЕННОСТИ ОБРАБОТКИ ЗАГОТОВОК РАЗЛИЧНЫМИ ВИДАМИ АБРАЗИВНОЙ ОБРАБОТКИ РЕЗАНИЕМ ОБРАБОТКА ЗАГОТОВОК НА ШЛИФОВАЛЬНЫХ СТАНКАХ. Шлифованием называют процесс
- 3. Для расчета элементов шлифовальных станков, конструирования приспособлений для работы на них и оценки точности обработки необходимо
- 4. ИЗНОС И ПРАВКА ШЛИФОВАЛЬНЫХ КРУГОВ. В процессе шлифования режущие свойства кругов изменяются: абразивные зерна изнашиваются, затупляются,
- 5. Бесцентрово-шлифовальныи станок Схемы обработки заготовок на бесцентрово-шлифовальных станках Схема обработки заготовок на плоскошлифовальных станках Схема шлифования
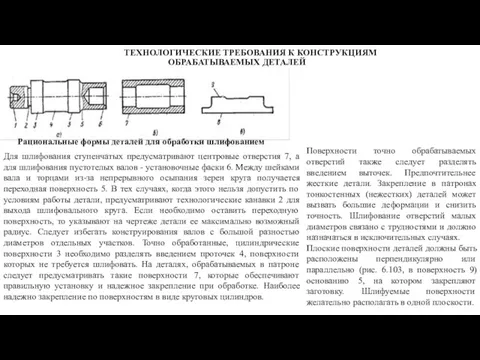
- 6. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ Рациональные формы деталей для обработки шлифованием Для шлифования ступенчатых предусматривают
- 7. МЕТОДЫ ОТДЕЛОЧНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ СО СНЯТИЕМ СТРУЖКИ Дальнейшее развитие машиностроения связано с увеличением нагрузок на детали
- 8. В качестве абразивного материала применяют порошки из элект-рокорунда и оксиды железа при полировании стали, карбида кремния
- 9. ПРИТИРКА ПОВЕРХНОСТЕЙ: Детали машин, обработанные на металлорежущих станках, всегда имеют отклонения от правильных геометрических форм и
- 10. Хонингование применяют для получения поверхностей высокой точности и малой шероховатости или для создания специфического микропрофиля обработанной
- 11. Суперфиниш - уменьшает шероховатость поверхности, от предыдущей обработки. При этом изменяются глубина и вид микронеровностей, обрабатываемые
- 12. ОТДЕЛОЧНО-ЗАЧИСТНАЯ ОБРАБОТКА ДЕТАЛЕЙ Обработку применяют для снятия заусенцев, очистки, размерной и декоративной отделки поверхностей. Заусенцы всегда
- 14. Скачать презентацию
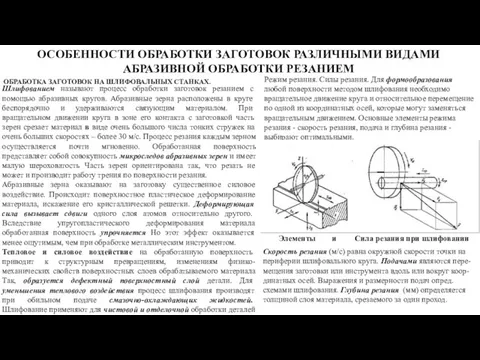
ОСОБЕННОСТИ ОБРАБОТКИ ЗАГОТОВОК РАЗЛИЧНЫМИ ВИДАМИ АБРАЗИВНОЙ ОБРАБОТКИ РЕЗАНИЕМ
ОБРАБОТКА ЗАГОТОВОК НА ШЛИФОВАЛЬНЫХ
ОСОБЕННОСТИ ОБРАБОТКИ ЗАГОТОВОК РАЗЛИЧНЫМИ ВИДАМИ АБРАЗИВНОЙ ОБРАБОТКИ РЕЗАНИЕМ
ОБРАБОТКА ЗАГОТОВОК НА ШЛИФОВАЛЬНЫХ

Для расчета элементов шлифовальных станков, конструирования приспособлений для работы на них
Для расчета элементов шлифовальных станков, конструирования приспособлений для работы на них
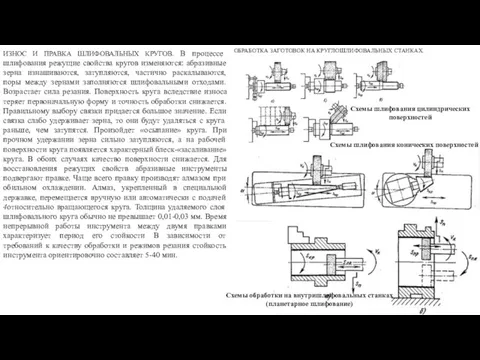
ИЗНОС И ПРАВКА ШЛИФОВАЛЬНЫХ КРУГОВ. В процессе шлифования режущие свойства кругов
ИЗНОС И ПРАВКА ШЛИФОВАЛЬНЫХ КРУГОВ. В процессе шлифования режущие свойства кругов
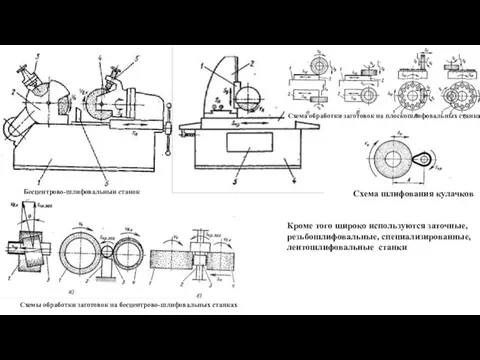
Бесцентрово-шлифовальныи станок
Схемы обработки заготовок на бесцентрово-шлифовальных станках
Схема обработки заготовок на плоскошлифовальных
Бесцентрово-шлифовальныи станок
Схемы обработки заготовок на бесцентрово-шлифовальных станках
Схема обработки заготовок на плоскошлифовальных
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
Рациональные формы деталей для обработки шлифованием
Для шлифования
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
Рациональные формы деталей для обработки шлифованием
Для шлифования

МЕТОДЫ ОТДЕЛОЧНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ СО СНЯТИЕМ СТРУЖКИ
Дальнейшее развитие машиностроения связано с
МЕТОДЫ ОТДЕЛОЧНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ СО СНЯТИЕМ СТРУЖКИ
Дальнейшее развитие машиностроения связано с
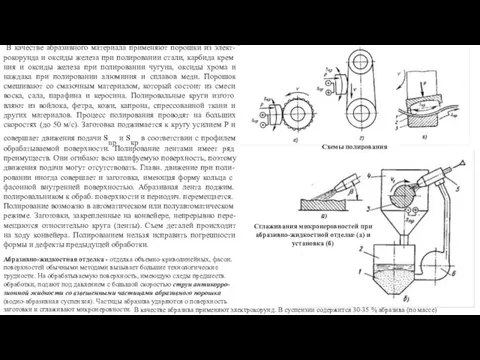
В качестве абразивного материала применяют порошки из элект-рокорунда и оксиды
В качестве абразивного материала применяют порошки из элект-рокорунда и оксиды
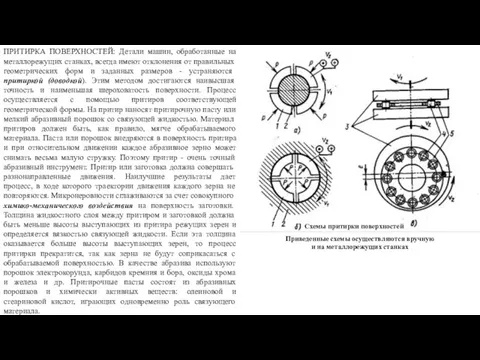
ПРИТИРКА ПОВЕРХНОСТЕЙ: Детали машин, обработанные на металлорежущих станках, всегда имеют отклонения
ПРИТИРКА ПОВЕРХНОСТЕЙ: Детали машин, обработанные на металлорежущих станках, всегда имеют отклонения
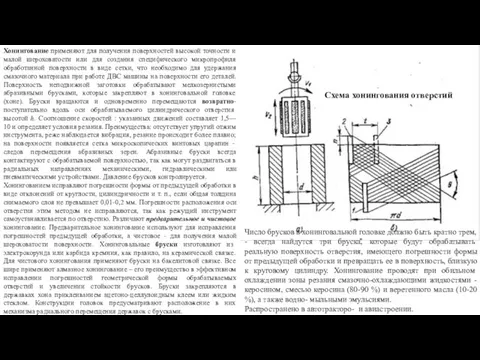
Хонингование применяют для получения поверхностей высокой точности и малой шероховатости или
Хонингование применяют для получения поверхностей высокой точности и малой шероховатости или
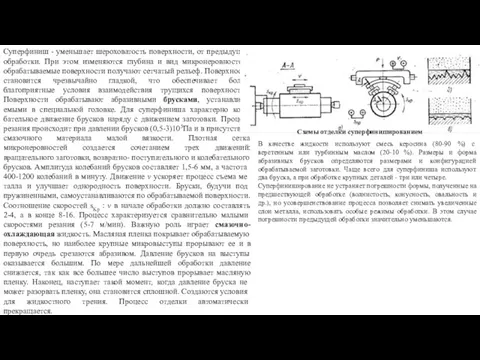
Суперфиниш - уменьшает шероховатость поверхности, от предыдущей обработки. При этом изменяются
Суперфиниш - уменьшает шероховатость поверхности, от предыдущей обработки. При этом изменяются
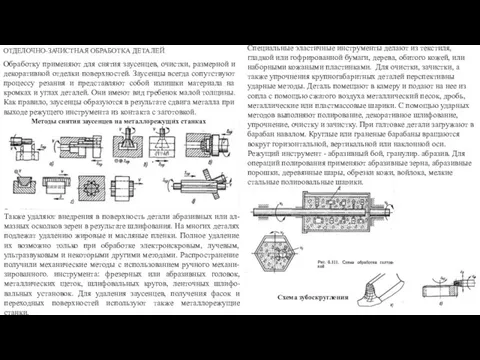
ОТДЕЛОЧНО-ЗАЧИСТНАЯ ОБРАБОТКА ДЕТАЛЕЙ
Обработку применяют для снятия заусенцев, очистки, размерной и декоративной
ОТДЕЛОЧНО-ЗАЧИСТНАЯ ОБРАБОТКА ДЕТАЛЕЙ
Обработку применяют для снятия заусенцев, очистки, размерной и декоративной
 Зеркало
Зеркало Испарение жидкости. Насыщенный и ненасыщенный пар 8 класс
Испарение жидкости. Насыщенный и ненасыщенный пар 8 класс Средства технологических измерений плотности жидкостей (плотномеры)
Средства технологических измерений плотности жидкостей (плотномеры) 9 кл - Физический диктант Механические колебания
9 кл - Физический диктант Механические колебания Спидометр
Спидометр О курсе общей физики
О курсе общей физики Курс лекций по теоретической механике. Динамика (I часть)
Курс лекций по теоретической механике. Динамика (I часть) Электродинамика
Электродинамика Резьба. Классификация резьб
Резьба. Классификация резьб Physics and Measurement. Vectors. Course of lectures Contemporary Physics: Part1. Lecture 1
Physics and Measurement. Vectors. Course of lectures Contemporary Physics: Part1. Lecture 1 Термоядерный синтез
Термоядерный синтез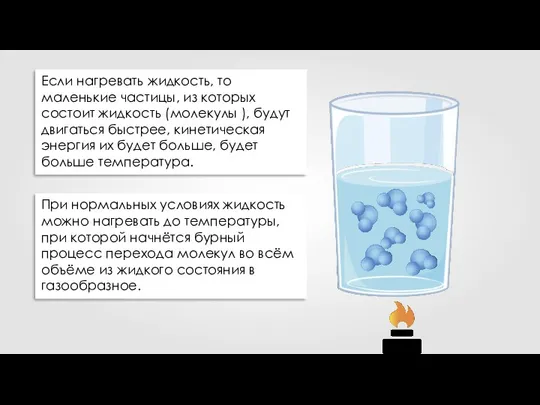 Кипение. Влажность воздуха. Способы определения влажности воздуха
Кипение. Влажность воздуха. Способы определения влажности воздуха Презентация Движение частиц (10 класс)
Презентация Движение частиц (10 класс) Презентация по теме Внутренняя энергия и способы ее изменения8кл
Презентация по теме Внутренняя энергия и способы ее изменения8кл Естественная радиоактивность. Виды радиоактивных излучений
Естественная радиоактивность. Виды радиоактивных излучений Тепловые двигатели и охрана окружающей среды
Тепловые двигатели и охрана окружающей среды ГРМ - газораспределительный механизм
ГРМ - газораспределительный механизм Расчёт сопротивления проводника. Удельное сопротивление
Расчёт сопротивления проводника. Удельное сопротивление Презентация тематических тестовых заданий ЕГЭ - оптика
Презентация тематических тестовых заданий ЕГЭ - оптика Задания из ЕГЭ по физике за 2006 год
Задания из ЕГЭ по физике за 2006 год Вільне падіння тіл. Прискорення вільного падіння. Рівняння руху під час вільного падіння тіл
Вільне падіння тіл. Прискорення вільного падіння. Рівняння руху під час вільного падіння тіл Солнечная батарея и ее использование в физике
Солнечная батарея и ее использование в физике Мекемелерді табиғи және жасанды жарықтан деңгейін анықтау
Мекемелерді табиғи және жасанды жарықтан деңгейін анықтау Конструктор ситуационных задач Илюшина
Конструктор ситуационных задач Илюшина Радиоволны
Радиоволны Презентация-отчет по учебной практике
Презентация-отчет по учебной практике Электрические явления. 8 класс
Электрические явления. 8 класс Механічний рух. (8 клас)
Механічний рух. (8 клас)