- Точность механической обработки в машиностроении. Точность и ее определяющие факторы

Содержание
- 2. Количественные показатели точности и допускаемые отклонения регламентируются Единой системой допусков и посадок и ее стандартами. Задачи
- 3. Рис. 3. Структурная модель многофакторной автоматической технологической системы механической обработки
- 4. Входными параметрами этой системы являются: характеристики металлорежущего станка – тип, модель, мощность, диапазоны частот вращения и
- 5. К возмущающим воздействиям, нарушающим начальные условия обработки, относятся: упругие деформации элементов технологической системы; размерный износ режущего
- 6. Выходными параметрами являются: качество механической обработки – точность размеров, формы, взаимного расположения и качество обработанной поверхности;
- 7. неточность технологической схемы обработки; геометрическая погрешность станков; погрешность приспособлений; погрешность мерного и профильного режущего инструмента; погрешности
- 8. погрешность, вызываемая колебаниями элементов технологической системы; погрешность определяемая конструктивными особенностями системы управления технологическим процессом. На рис.
- 9. Рис. 4. Структурная модель многофакторного технологического процесс
- 10. В технологии машиностроения под технологической наследственностью понимается перенесение на готовое изделие в процессе его изготовления погрешностей,
- 11. Для целесообразного использования явления технологической наследственности необходимо установить непосредственные связи между эксплуатационными характеристиками деталей и режимами
- 12. - случайные погрешности, которые, появившись при обработке одной заготовки, необязательно появляются при обработке других заготовок, а
- 13. Расчетно-аналитическая модель предполагает полную детерминированность процесса, для которого точно известны как начальная точность, так и влияние
- 14. Вероятностно-статистическая модель применяется при изготовлении достаточно больших партий деталей. Она позволяет без раскрытия физической сути явлений
- 15. К статистическим методам относятся исследования с использованием кривых распределения погрешностей и графоаналитический метод (точечных диаграмм). 4.2.
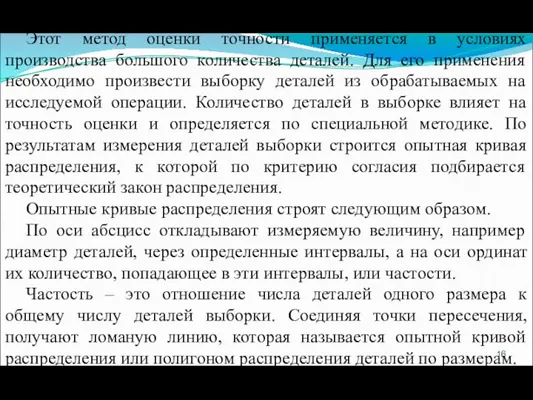
- 16. Этот метод оценки точности применяется в условиях производства большого количества деталей. Для его применения необходимо произвести
- 17. Опытная кривая или полигон распределения размеров
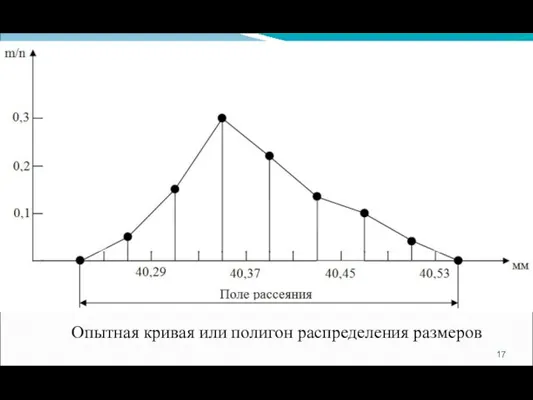
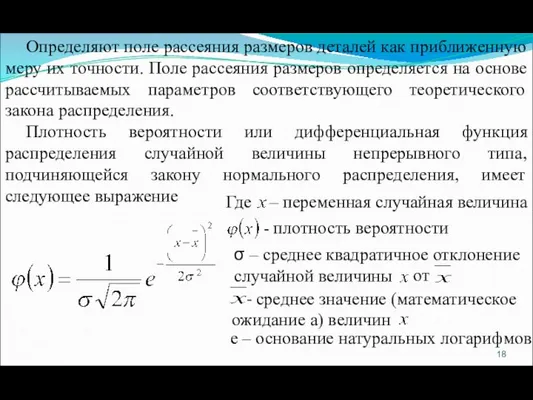
- 18. Определяют поле рассеяния размеров деталей как приближенную меру их точности. Поле рассеяния размеров определяется на основе
- 19. Дифференциальная функция нормального распределения графически выражается в виде холмообразного типа. Влияние среднего – квадратичного отклонения на
- 20. По виду кривой она симметрична относительно ординаты точки = , т.е. равновозможны одинаковые положительные и отрица-
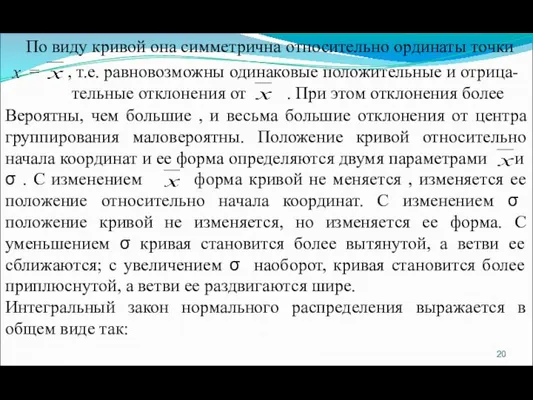
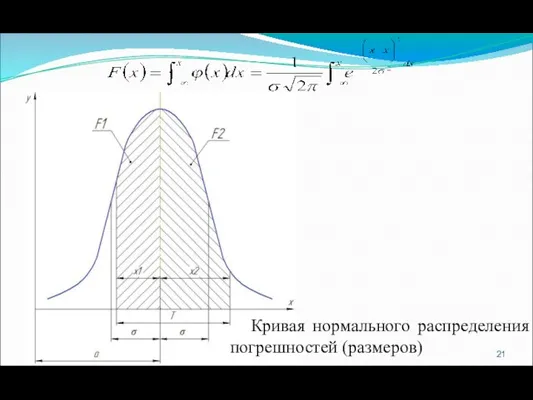
- 21. Кривая нормального распределения погрешностей (размеров)
- 22. Интеграл носит название нормированной функции Лапласа. Эта функция нечетная, следовательно, Ф(-t) = - Ф(t) и для
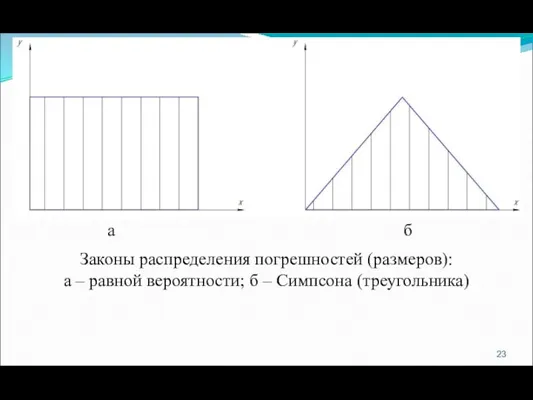
- 23. а б Законы распределения погрешностей (размеров): а – равной вероятности; б – Симпсона (треугольника)
- 24. Распределение погрешностей взаимного положения, формы (отклонений от параллельности, перпендикулярности двух поверхностей, перпендикулярности оси детали к торцу,
- 25. Графоаналитический метод оценки точности технологических операций следует применять: для получения качественной характеристики точности технологических операций; как
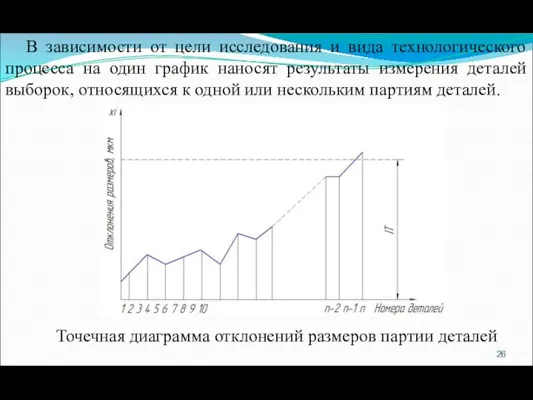
- 26. В зависимости от цели исследования и вида технологического процесса на один график наносят результаты измерения деталей
- 27. По данному графику можно судить: о соответствии контролируемого параметра установленному полю допуска (IT); о характере изменения
- 28. На графике изображено несколько реализаций случайного процесса x(t) изменения погрешностей контролируемого параметра на одном оборудовании. Точечные
- 29. По данному графику можно судить: - о соответствии точностных характеристик системы СПИД исследуемого оборудования установленным полям
- 31. Скачать презентацию
Количественные показатели точности и допускаемые отклонения регламентируются Единой системой допусков и
Количественные показатели точности и допускаемые отклонения регламентируются Единой системой допусков и
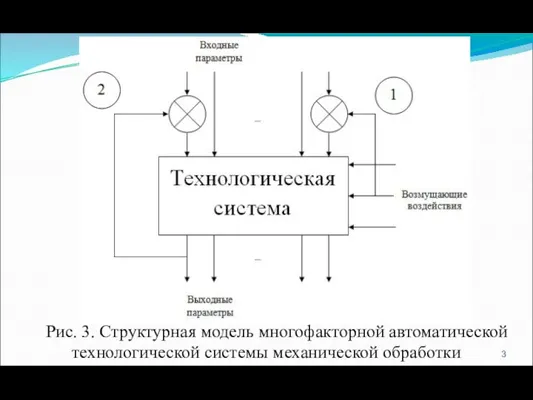
Рис. 3. Структурная модель многофакторной автоматической технологической системы механической обработки
Рис. 3. Структурная модель многофакторной автоматической технологической системы механической обработки
Входными параметрами этой системы являются:
характеристики металлорежущего станка – тип, модель,
Входными параметрами этой системы являются:
характеристики металлорежущего станка – тип, модель,
К возмущающим воздействиям, нарушающим начальные условия обработки, относятся:
упругие деформации элементов
К возмущающим воздействиям, нарушающим начальные условия обработки, относятся:
упругие деформации элементов
Выходными параметрами являются:
качество механической обработки – точность размеров, формы, взаимного
Выходными параметрами являются:
качество механической обработки – точность размеров, формы, взаимного
неточность технологической схемы обработки;
геометрическая погрешность станков;
погрешность приспособлений;
погрешность
неточность технологической схемы обработки;
геометрическая погрешность станков;
погрешность приспособлений;
погрешность
погрешность, вызываемая колебаниями элементов технологической системы;
погрешность определяемая конструктивными
погрешность, вызываемая колебаниями элементов технологической системы;
погрешность определяемая конструктивными
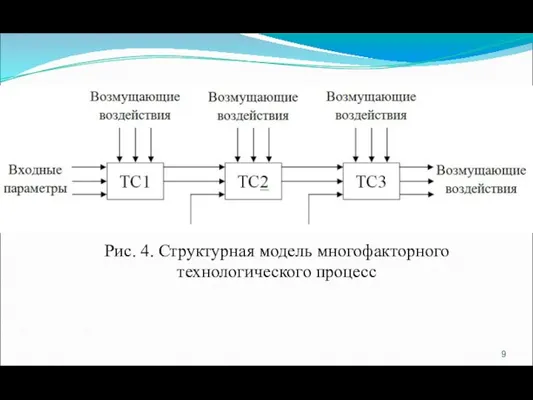
Рис. 4. Структурная модель многофакторного
технологического процесс
Рис. 4. Структурная модель многофакторного
технологического процесс
В технологии машиностроения под технологической наследственностью понимается перенесение на готовое изделие
В технологии машиностроения под технологической наследственностью понимается перенесение на готовое изделие

Для целесообразного использования явления технологической наследственности необходимо установить непосредственные связи между
Для целесообразного использования явления технологической наследственности необходимо установить непосредственные связи между
- случайные погрешности, которые, появившись при обработке одной заготовки, необязательно появляются
- случайные погрешности, которые, появившись при обработке одной заготовки, необязательно появляются
Расчетно-аналитическая модель предполагает полную детерминированность процесса, для которого точно известны как
Расчетно-аналитическая модель предполагает полную детерминированность процесса, для которого точно известны как
Вероятностно-статистическая модель применяется при изготовлении достаточно больших партий деталей. Она позволяет
Вероятностно-статистическая модель применяется при изготовлении достаточно больших партий деталей. Она позволяет
К статистическим методам относятся исследования с использованием кривых распределения погрешностей и
К статистическим методам относятся исследования с использованием кривых распределения погрешностей и
Этот метод оценки точности применяется в условиях производства большого количества деталей.
Этот метод оценки точности применяется в условиях производства большого количества деталей.
Опытная кривая или полигон распределения размеров
Опытная кривая или полигон распределения размеров
Определяют поле рассеяния размеров деталей как приближенную меру их точности. Поле
Определяют поле рассеяния размеров деталей как приближенную меру их точности. Поле
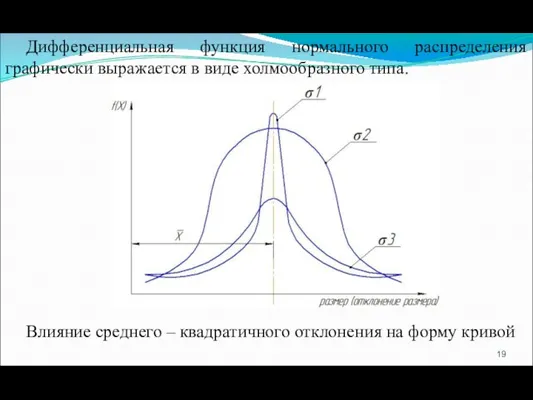
Дифференциальная функция нормального распределения графически выражается в виде холмообразного типа.
Влияние среднего
Дифференциальная функция нормального распределения графически выражается в виде холмообразного типа.
Влияние среднего
По виду кривой она симметрична относительно ординаты точки
=
,
По виду кривой она симметрична относительно ординаты точки
=
,
Кривая нормального распределения погрешностей (размеров)
Кривая нормального распределения погрешностей (размеров)
Интеграл носит название нормированной функции
Лапласа. Эта функция нечетная, следовательно, Ф(-t) =
Интеграл носит название нормированной функции
Лапласа. Эта функция нечетная, следовательно, Ф(-t) =
а б
Законы распределения погрешностей (размеров):
а – равной вероятности; б –
а б
Законы распределения погрешностей (размеров):
а – равной вероятности; б –
Распределение погрешностей взаимного положения, формы (отклонений от параллельности, перпендикулярности двух поверхностей,
Распределение погрешностей взаимного положения, формы (отклонений от параллельности, перпендикулярности двух поверхностей,
Графоаналитический метод оценки точности технологических операций следует применять:
для получения качественной
Графоаналитический метод оценки точности технологических операций следует применять:
для получения качественной
В зависимости от цели исследования и вида технологического процесса на один
В зависимости от цели исследования и вида технологического процесса на один
По данному графику можно судить:
о соответствии контролируемого параметра установленному полю
По данному графику можно судить:
о соответствии контролируемого параметра установленному полю
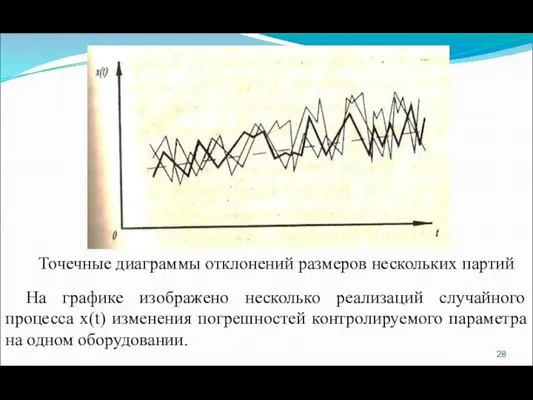
На графике изображено несколько реализаций случайного процесса x(t) изменения погрешностей контролируемого
На графике изображено несколько реализаций случайного процесса x(t) изменения погрешностей контролируемого
По данному графику можно судить:
- о соответствии точностных характеристик системы СПИД
По данному графику можно судить:
- о соответствии точностных характеристик системы СПИД
 Схема строения ракеты
Схема строения ракеты Физика, математика
Физика, математика Подготовка машин к эксплуатации
Подготовка машин к эксплуатации Представления об атоме в разных концепциях
Представления об атоме в разных концепциях ПРИМЕНЕНИЕ КОМИКСА ПРИ РАБОТЕ С УЧЕБНИКОМ
ПРИМЕНЕНИЕ КОМИКСА ПРИ РАБОТЕ С УЧЕБНИКОМ Скрипкин А., Филючков Д. Кривошипно-шатунный механизи
Скрипкин А., Филючков Д. Кривошипно-шатунный механизи Основные характеристики электротехнических материалов
Основные характеристики электротехнических материалов Электрический ток
Электрический ток Физико-химические методы анализа. Атомно эмиссионный спектральный анализ
Физико-химические методы анализа. Атомно эмиссионный спектральный анализ История зарождения квантовой физики
История зарождения квантовой физики Элементы кинетической теории газов. (Лекция 2)
Элементы кинетической теории газов. (Лекция 2) Химическая термодинамика и биоэнергетика. Второй закон термодинамики
Химическая термодинамика и биоэнергетика. Второй закон термодинамики Статика – раздел механики
Статика – раздел механики Давление твердых тел, жидкостей и газов
Давление твердых тел, жидкостей и газов Quasi-optimal detectors for uwb signals
Quasi-optimal detectors for uwb signals Полупроводниковые приборы
Полупроводниковые приборы Презентация МАРИЯ СКЛОДОВСКАЯ-КЮРИ
Презентация МАРИЯ СКЛОДОВСКАЯ-КЮРИ Металл материалдардың механикалық қасиеттері: беріктік, қаттылық, майысқақтық, тұтқырлық, нәзіктік
Металл материалдардың механикалық қасиеттері: беріктік, қаттылық, майысқақтық, тұтқырлық, нәзіктік Amped 2021: How State Government is Supporting More Electric Vehicle Use in Pennsylvania
Amped 2021: How State Government is Supporting More Electric Vehicle Use in Pennsylvania Оптика. Развитие взглядов на природу света. Скорость света
Оптика. Развитие взглядов на природу света. Скорость света Экспериментальные исследования воспламенения древесины под воздействием динамического потока лучистой энергии
Экспериментальные исследования воспламенения древесины под воздействием динамического потока лучистой энергии ВКР: Організація відділення ТО і ПР кермового керування легкових автомобілів
ВКР: Організація відділення ТО і ПР кермового керування легкових автомобілів Синхронные машины
Синхронные машины Устройство и принцип действия холодильника
Устройство и принцип действия холодильника Тепломассообмен. Поперечное обтекание одиночных труб и трубных пучков
Тепломассообмен. Поперечное обтекание одиночных труб и трубных пучков Формирование навыков смыслового чтения и работы с текстом на уроках физики (Часть2)
Формирование навыков смыслового чтения и работы с текстом на уроках физики (Часть2) Передача и использование электрической энергии
Передача и использование электрической энергии Развитие систем тягового электроснабжения. Сравнение электрификации железных дорог России с другими странами
Развитие систем тягового электроснабжения. Сравнение электрификации железных дорог России с другими странами