- Відновлення деталей електролітичними способами. Зміцнення поверхонь

Содержание
- 2. Переваги: 1. Електролітичні покриття мають досить високі, технологічно регульовані фізико-механічні властивості і дозволяють відновлювати деталі з
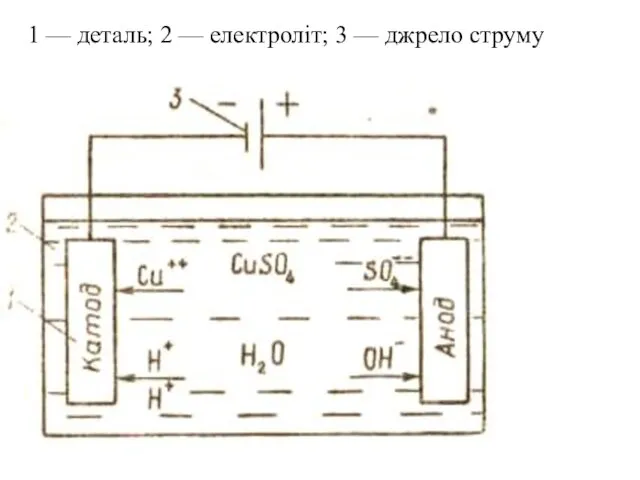
- 3. 1 — деталь; 2 — електроліт; 3 — джрело струму
- 4. Електролізом називають хімічні процеси, які відбуваються на електродах під час проходження електричного струму через електроліти. Електроліти
- 5. Електроліз металів може здійснюватись із розчинними (наприклад, при залізненні) або нерозчинними (при хромуванні) електродами. Підготовка деталей
- 6. Механічну обробку деталей виконують із метою видалення слідів зношування, надання поверхні правильної геометричної форми і одержання
- 7. Травлення проводять для видалення окисних плівок і виявлення кристалічної структури поверхні деталі, що забезпечує надійне зчеплення
- 8. Види електролітичних покритів: Залізнення Хромування Цинкування Міднення
- 9. Залізнення (осталювання): Переваги: застосування дешевих і розповсюджених матеріалів вихід за струмом становить 80—90% твердість покриття —
- 10. застосовують два види електролітів Холодні Гарячі
- 11. Гарячі електроліти (понад 50 °С) потребують більшої витрати енергії для підтримання високої температури, частого їх коректування,
- 12. Властивість покриттів (твердість, в'язкість, стійкість проти зношування) можна змінювати у широких межах за рахунок зміни складу
- 14. Скачать презентацию
Переваги:
1. Електролітичні покриття мають досить високі, технологічно регульовані фізико-механічні властивості і
Переваги:
1. Електролітичні покриття мають досить високі, технологічно регульовані фізико-механічні властивості і
1 — деталь; 2 — електроліт; 3 — джрело струму
1 — деталь; 2 — електроліт; 3 — джрело струму
Електролізом називають хімічні процеси, які відбуваються на електродах під час проходження
Електролізом називають хімічні процеси, які відбуваються на електродах під час проходження
Електроліз металів може здійснюватись із розчинними (наприклад, при залізненні) або нерозчинними
Електроліз металів може здійснюватись із розчинними (наприклад, при залізненні) або нерозчинними
Механічну обробку деталей виконують із метою видалення слідів зношування, надання поверхні
Механічну обробку деталей виконують із метою видалення слідів зношування, надання поверхні
Травлення проводять для видалення окисних плівок і виявлення кристалічної структури поверхні
Травлення проводять для видалення окисних плівок і виявлення кристалічної структури поверхні
Види електролітичних покритів:
Залізнення
Хромування
Цинкування
Міднення
Види електролітичних покритів:
Залізнення
Хромування
Цинкування
Міднення
Залізнення (осталювання):
Переваги:
застосування дешевих і розповсюджених матеріалів
вихід за струмом становить 80—90%
твердість покриття
Залізнення (осталювання):
Переваги:
застосування дешевих і розповсюджених матеріалів
вихід за струмом становить 80—90%
твердість покриття
застосовують два види електролітів
Холодні
Гарячі
застосовують два види електролітів
Холодні
Гарячі
Гарячі електроліти (понад 50 °С) потребують більшої витрати енергії для підтримання
Гарячі електроліти (понад 50 °С) потребують більшої витрати енергії для підтримання
Властивість покриттів (твердість, в'язкість, стійкість проти зношування) можна змінювати у широких
Властивість покриттів (твердість, в'язкість, стійкість проти зношування) можна змінювати у широких
 Презентация по физике 7 класс. Тема: Плотность вещества
Презентация по физике 7 класс. Тема: Плотность вещества Создание источника электричества из овощей и фруктов
Создание источника электричества из овощей и фруктов Використання енергії води і вітру
Використання енергії води і вітру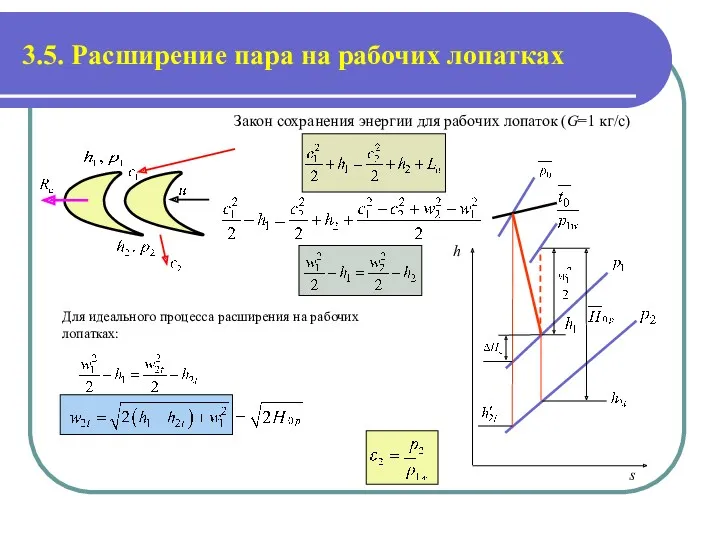 Расширение пара на рабочих лопатках
Расширение пара на рабочих лопатках Элктромагнитная теория мира
Элктромагнитная теория мира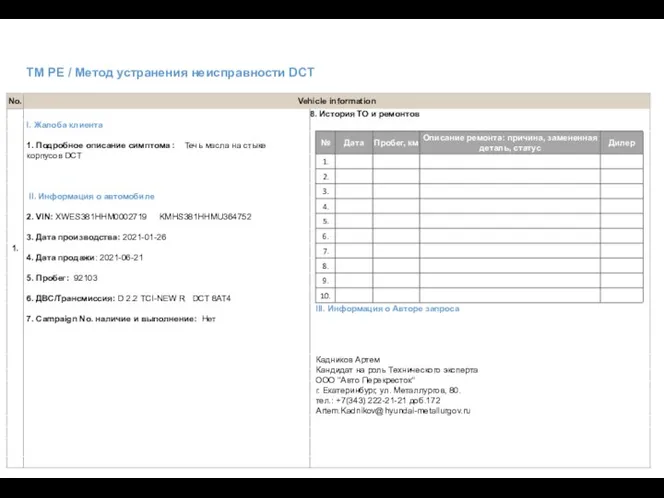 TM PE / Метод устранения неисправности DCT
TM PE / Метод устранения неисправности DCT Волновые свойства света
Волновые свойства света Strings, Gauge Fields and Duality
Strings, Gauge Fields and Duality Объяснение электрических явлений
Объяснение электрических явлений Биофизика мембранных процессов. Мембранный транспорт
Биофизика мембранных процессов. Мембранный транспорт Основные мотивы взаимодействия
Основные мотивы взаимодействия Принцип радиосвязи
Принцип радиосвязи презентация на тему последовательное и параллельное соединение проводников
презентация на тему последовательное и параллельное соединение проводников Механическая работа. Единицы работы. Мощность. Единицы мощности
Механическая работа. Единицы работы. Мощность. Единицы мощности 丰田海狮格兰维亚安装-中英文
丰田海狮格兰维亚安装-中英文 Факультативное занятие Вода. Все о ней
Факультативное занятие Вода. Все о ней Инженерно-авиационное обеспечение боевых действий и боевой подготовки авиации
Инженерно-авиационное обеспечение боевых действий и боевой подготовки авиации Магнитное поле. Сила Ампера
Магнитное поле. Сила Ампера Нагревание проводников электрическим током. Закон Джоуля-Ленца
Нагревание проводников электрическим током. Закон Джоуля-Ленца Поверхностное натяжение жидкости. Смачивание. Капиллярность
Поверхностное натяжение жидкости. Смачивание. Капиллярность Свойства жидкостей. Поверхностное натяжение
Свойства жидкостей. Поверхностное натяжение Карданный вал
Карданный вал Прямолинейное равномерное движение
Прямолинейное равномерное движение сила упругости
сила упругости Простые механизмы
Простые механизмы Понятие материального баланса процесса горения. Расход воздуха на горение
Понятие материального баланса процесса горения. Расход воздуха на горение дидактическая игра физические пазлы
дидактическая игра физические пазлы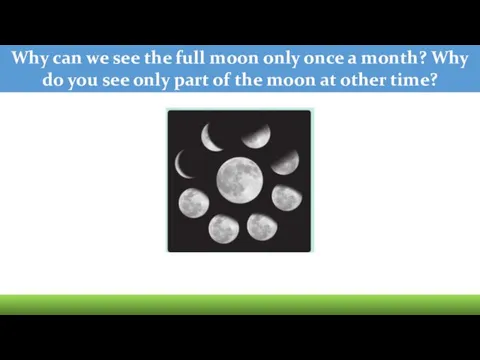 Why can we see the full moon only once a month?
Why can we see the full moon only once a month?