Слайд 2По виду обработки и инструмента различают следующие зубообрабатывающие станки:
зубофрезерные;
зубострогальные;
зубопротяжные;
зубошлифовальные
Зубохонинговальные
Зубодолбежные
5 группа станков
Слайд 3По назначению станки бывают:
для обработки цилиндрических колес с прямыми и косыми зубьями,
червячных колес,
шевронных
колес,
зубчатых реек,
конических прямозубых колес, с криволинейными зубьями.
Слайд 4По степени шероховатости обработанной поверхности выделяют станки:
для предварительного нарезания зубьев,
для чистовой обработки,
для отделочной
обработки поверхности зубьев.
Слайд 5пример обозначения
станок модели 53А20
53- зубофрезерный для цилиндрических колес
А-модель является первой
разработкой
2- наибольший диаметр обработки 200 мм
0-станок является универсальным.
Если станок предназначен для использования в крупносерийном и массовом производстве (такие станки носят название продукционных), то в конце шифра вместо нуля будет стоять цифра 3, например 53А23.
Станки с числовым программным управлением в конце шифра имеют букву Ф.
Слайд 6Метод копирования
используется инструмент, режущая кромка которого совпадает по форме с профилем впадины зубчатого
венца
а – дисковой фрезой , б – пальцевой модульной
Слайд 71-заготовка, насаженная на оправку 2
3-Дисковая модульная фреза( совершает вращательное движение),
4-делительная головка,
5-
стол станка (продольная подача),
Слайд 8Метод обката
режущий инструмент и заготовка обкатываются подобно звеньям зубчатой передачи.
а – долбяком,
б – гребенкой,
в – червячной
фрезой,
г – профилирования
зубчатого венца
зубом червячной
фрезы
Слайд 10Схемы нарезания зубчатых колес:
цилиндрических
с прямыми (а)
винтовыми (б) зубьями,
червячных –
методом
радиальной (в)
тангенциальной (г)
подачи.
Слайд 11Зубофрезерные станки
нарезание цилиндрических и червячных колес по методу обката и по методу копирования
с осевой, радиально-осевой и тангенциальной подачами за один или два рабочих хода.
Вертикальные
горизонтальные
Слайд 13Инструменты для зубофрезерных станков:
модульная, дисковая, червячная
Слайд 14
модель 5Д32
А – станина;
Б – стол;
В – стойка;
Г – поддерживающий
кронштейн;
Д – поперечина;
Е – фрезерный
суппорт;
Ж – протяжной
суппорт;
З – подвижная стойка;
И – гитары
дифференциала
и подачи;
К – делительная гитара.
Слайд 16Схема нарезания зубьев червячной фрезой
Настройка станка на нарезание прямозубых цилиндрических колес. Фрезу устанавливают наклонно
под углом к горизонтали, равным углу подъема витков червячной фрезы
Слайд 18Зубострогальные станки
для нарезания прямых зубьев конических колес.
а – рабочая зона зубострогального станка,
б – схема обката
заготовки конического колеса с плоским производящим колесом
Слайд 19Зубострогальный станок 5А250.
Схемы работы зубострогального станка, работающего методом обката
Слайд 20Кинематическая схема зубострогального станка модели 5А250
Слайд 21Нарезание конических колес с криволинейными зубьями
Слайд 22
Схема нарезания зубьев на коническом зубчатом колесе:
1 — обрабатываемое зубчатое колесо;
2
— производящее зубчатое колесо;
3 — зубострогальные резцы производящего колеса.
Слайд 23Зубодолбежные станки
Вертикальные станки средних размеров выполняют с отводом стола с заготовкой от инструмента
во время холостого хода последнего,
станки крупных размеров - с отводом инструмента от заготовки.
Нарезание по методу обката
Горизонтальные станки- нарезание шевронных колес двумя долбяками.
Слайд 26Инструменты зубодолбежных станков:
долбяки дисковый , чашечный , хвостовой.
Слайд 27Схема нарезания зубчатых колес долбяками
I: Фv(П1) формообразующее движение резания (возвратно-поступательное движение долбяка).
II и III: Фs(В1В2) формообразующее
движение подачи (движение обкатки).
IV: Вр(П2) движение радиального врезания.
V: Всп(П3) вспомогательное движение (отвод долбяка во время его холостого хода).
Слайд 28
Головка зуборезная для нарезания конических колес с круговыми зубьями (резцовая) двухсторонняя, чистовая 3,5 дюйма, Z8, инструментальная
сталь Р18, угол зацепления 20`, dвн. 24мм.
Слайд 29Схема нарезания криволинейных зубьев конических колес зуборезной головкой по методу обката.
Слайд 30
Нарезание зубьев фасонной зуборезной головкой.
Слайд 31 Движения в станке.
Движение резания – прямолинейное возвратно-поступательное движение шпинделя с долбяком.
Движения подач – вращение
долбяка относительно своей оси (круговая подача) и радиальное перемещение шпиндельной головки в период врезания (радиальная подача).
Движение деления и обкатки –согласованное вращение стола с заготовкой.
Вспомогательные движения – отвод стола с заготовкой от долбяка в момент его обратного хода и быстрое установочное вращение стола с заготовкой; движение счетного механизма для автоматического выключения станка.
Слайд 32Зубоотделочные операции
Для получения точной формы и размеров зубьев, а также уменьшения шероховатости их рабочих поверхностей
методом прикатки,
притирки,
шевингования,
шлифования,
зубохонингования.
Слайд 33Прикатка – процесс образования гладкой поверхности профиля зубьев незакаленных зубчатых колес. Обработка ведется за
счет давления, возникающего при вращении обрабатываемого колеса и закаленного шлифованного колеса (обкаточного эталонного колеса).
Слайд 34Притирка – доводочный процесс придания зубьям колес чистой и гладкой поверхности путем искусственного изнашивания
зубьев обрабатываемого колеса посредством притира и абразивного порошка.
Слайд 35Шевингование применяют для уменьшения волнистости на поверхности зубьев цилиндрических зубчатых колес невысокой твердости с
помощью специального инструмента шевера, соскабливающего с поверхности профиля зуба стружку толщиной 0,005…0,1 мм.
Слайд 36Шлифование производится для повышения точности изготовления зубчатых колес и устранения отклонений, вызываемых термической обработкой.
Схемы шлифования зубчатых колес методом обката
Слайд 37г — по методу обкатки абразивным червяком
Слайд 38Зубохонингование – применяют для обработки зубчатых колес после зубошевингования и термической обработки.
1-хон с внешним
зацеплением
2-обрабатываемое колесо ,
кроме вращения совершает
возвратно-поступательное
движение вдоль своей оси.
угол скрещивания осей
γ = 10…15°
Слайд 39
Схема обработки заготовки хоном с внутренним зацеплением.
Слайд 40Схемы зубозакругления наружных (а) и внутренних (б) зубьев.

 Introductory Unit on Electricity
Introductory Unit on Electricity Презентация по теме Сила тока
Презентация по теме Сила тока Решение задач по теме Механические колебания.
Решение задач по теме Механические колебания. Magnetismo, Fluidos e Perispírito
Magnetismo, Fluidos e Perispírito Импульс тела. Закон сохранения импульса
Импульс тела. Закон сохранения импульса законы постоянного тока
законы постоянного тока Материалы с особыми электрическими свойствами
Материалы с особыми электрическими свойствами Радиоактивные превращения атомных ядер
Радиоактивные превращения атомных ядер Фрикционные передачи
Фрикционные передачи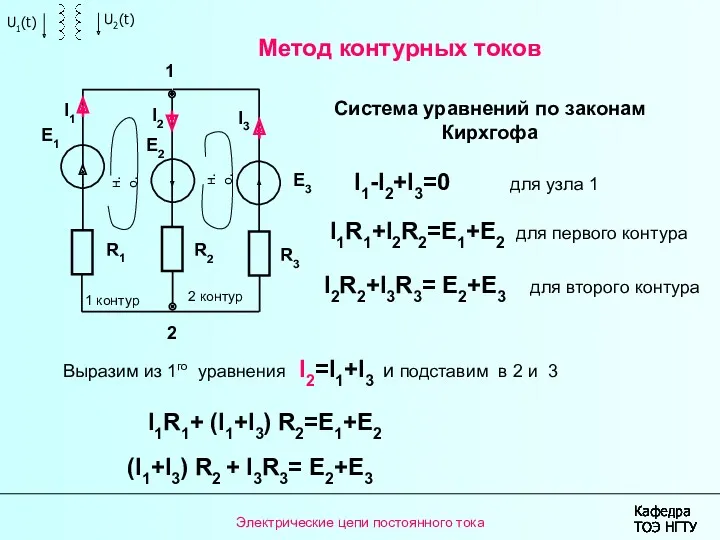 Метод контурных токов
Метод контурных токов Презентация к уроку в 10 классе по теме Сила упругости и сила трения
Презентация к уроку в 10 классе по теме Сила упругости и сила трения Презентация к уроку Электромагнитные волны в 11 классе
Презентация к уроку Электромагнитные волны в 11 классе Мореходные и эксплуатационные качества судна
Мореходные и эксплуатационные качества судна Розв'язування задач. Напруга. Сила струму
Розв'язування задач. Напруга. Сила струму Звуковые волны
Звуковые волны Электрические цепи при гармоническом воздействии
Электрические цепи при гармоническом воздействии Анализ эфирного масла. Физические и химические показатели
Анализ эфирного масла. Физические и химические показатели Равномерное и неравномерное прямолинейное движение
Равномерное и неравномерное прямолинейное движение Основы молекулярно-кинетической теории
Основы молекулярно-кинетической теории Электрические явления
Электрические явления Теодолиттер. Оптикалық теодолиттер
Теодолиттер. Оптикалық теодолиттер Operators 413/415. Electromechanical operators for swing gates
Operators 413/415. Electromechanical operators for swing gates Альтернативные источники энергии. Ветровые станции
Альтернативные источники энергии. Ветровые станции Действие магнитного поля на проводник с током. Электрический двигатель
Действие магнитного поля на проводник с током. Электрический двигатель Уравнение Менделеева - Клапейрона
Уравнение Менделеева - Клапейрона История развития электротехники. Период с 1800 г до 1831 г. (Лабораторная работа 2)
История развития электротехники. Период с 1800 г до 1831 г. (Лабораторная работа 2) Защита от ионизирующих излучений
Защита от ионизирующих излучений Закони динаміки. Сили та види взаємодій
Закони динаміки. Сили та види взаємодій