- Мастер-класс по 3D-печати. Picaso 3D

Содержание
- 2. Знакомство Директор студии 3D-печати 3D-EX.RU Руководитель лаборатории аддитивных технологий 1й МОК Эксперт компании PICASO 3D Выпускник
- 3. Директор студии 3D-печати 3D-EX.RU
- 4. Руководитель лаборатории АТ 1й МОК
- 5. Эксперт компании PICASO 3D
- 6. Эксперт компании PICASO 3D
- 7. Эксперт компании PICASO 3D
- 8. Национальный эксперт по прототипированию Junior Skills
- 9. Национальный эксперт по прототипированию Junior Skills
- 10. Проект «ТехноГрад» на ВДНХ «Специалист по АТ», 102
- 11. Что сегодня точно будет на мастер-классе?
- 12. Программа: Введение в АТ: технологии и материалы
- 13. Программа: Введение в АТ: технологии и материалы «Все о деньгах» в 3D-печати
- 14. Программа: Введение в АТ: технологии и материалы «Все о деньгах» в 3D-печати Полезные материалы и сервисы
- 15. Программа: Введение в АТ: технологии и материалы «Все о деньгах» в 3D-печати Полезные материалы и сервисы
- 16. Программа: Введение в АТ: технологии и материалы «Все о деньгах» в 3D-печати Полезные материалы и сервисы
- 17. Программа: Введение в АТ: технологии и материалы «Все о деньгах» в 3D-печати Полезные материалы и сервисы
- 18. Введение в аддитивные технологии
- 19. Когда появились аддитивные технологии?
- 20. Когда появились аддитивные технологии?
- 21. Самые востребованные технологии 3D-печати
- 22. + - Промышленная печать: SLS, SLM, PolyJet(**)
- 23. Скорость Область печати(*) Поддержка нескольких материалов(**) Слоистость (***) + - Промышленная печать: SLS, SLM, PolyJet(**)
- 24. Промышленная печать: SLS, SLM, PolyJet(**) Скорость Область печати(*) Поддержка нескольких материалов(**) Слоистость (***) + - Стоимость
- 25. SLA/DLP печать + -
- 26. SLA/DLP печать Скорость Доступность оборудования Разнообразие материалов Слоистость (*) + -
- 27. SLA/DLP печать Скорость Доступность оборудования Разнообразие материалов Слоистость (*) + - Стоимость Область печати Постобработка
- 28. FDM печать + -
- 29. FDM печать Стоимость Доступность оборудования Разнообразие материалов Обратная связь от производителей Масштабируемость + -
- 30. FDM печать Стоимость Доступность оборудования Разнообразие материалов Обратная связь от производителей Масштабируемость + - Слоистость Область
- 31. Сферы применения 3D-печати Архитектура Товары народного потребления Робототехника Промышленный дизайн Приборостроение Образование Медицина Машиностроение Военная промышленность
- 32. Особенности 3D-печати методом FDM
- 33. Чем печатать?
- 34. ABS пластик ABS – относительно термостойкий (от -40 до 90), износостойкий, прочный материал (на изгиб и
- 35. PLA пластик PLA – практически не имеет усадки (стабильность размеров), жесткий (хрупкость), без запаха, биоразлагаемый материал
- 36. SBS пластик SBS – высокая гибкость (не путать с эластичностью!), ударопрочность, химическая стойкость, не впитывает влагу
- 37. PET пластик PET (PETg) – имеет набор полезных свойств: неактивен к растворителям и воде, а также
- 38. Nylon пластик Nylon – износоустойчивый материал с отличным коэффициентом скольжения, позволяющего использовать материал в качестве подшипников
- 39. HIPS пластик HIPS –полистирол, известен каждому по множественным изделиям, применяемым в быту: одноразовая посуда, игрушки, упаковка,
- 40. PC пластик PC – поликарбонат. Прочный, конструкционный материал, основные достоинства которого: высокая жесткость, устойчивость к ударным
- 41. PVA пластик PVA – поливиниловый спирт – уникальный расходный материал, поскольку он существенно расширяет возможности 3D-печати
- 42. TPE, TPU, FLEX, Rubber… TPE, TPU, FLEX, RUBBER – термопластичные эластомеры. Плюсы – гибкость, пластичность. К
- 43. Wood, Bronze, Cooper, Ceramo… Laywood, Laybrick, Bronzfil, eCooper, Ceramo… - пластики, в качестве связующего используется PLA,
- 44. ULTRAN Рабочая температура эксплуатации: от -60 градусов до 210 градусов. Температура печати - 300 градусов. Возможность
- 45. ULTRAN
- 46. ULTRAN
- 47. ULTRAN
- 48. ULTRAN
- 49. Что еще нужно знать о 3D-печати методом FDM?
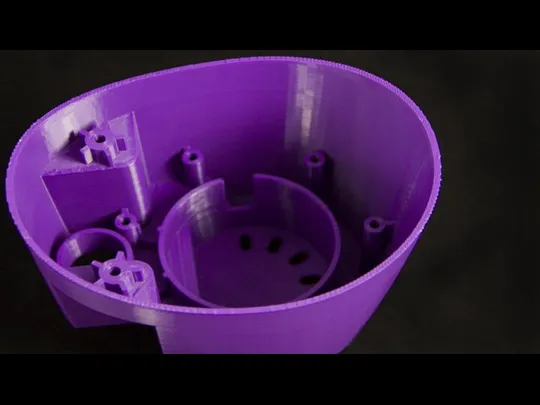
- 50. Поддержки Поддержки необходимы для построения внутренних полостей и отверстий, а так же нависающих элементов модели
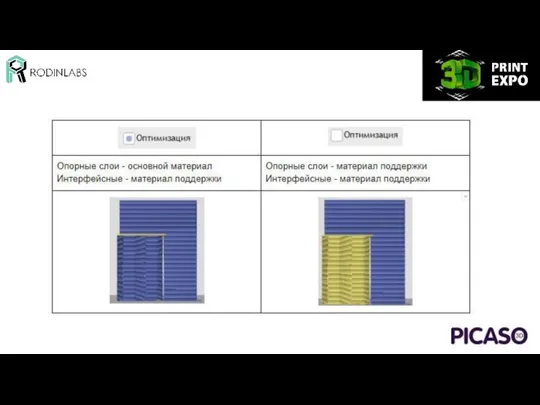
- 51. Поддержки из того же материала Растворимые
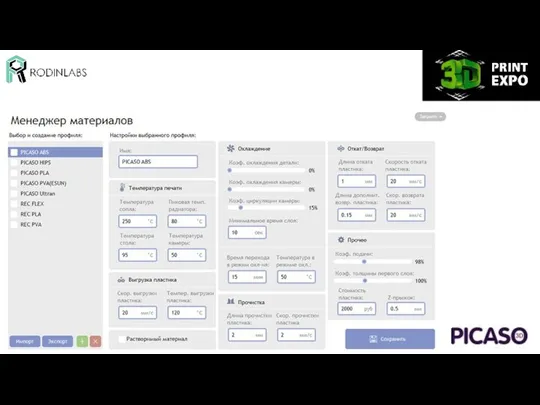
- 52. Выбор слайсера
- 53. Выбор слайсера
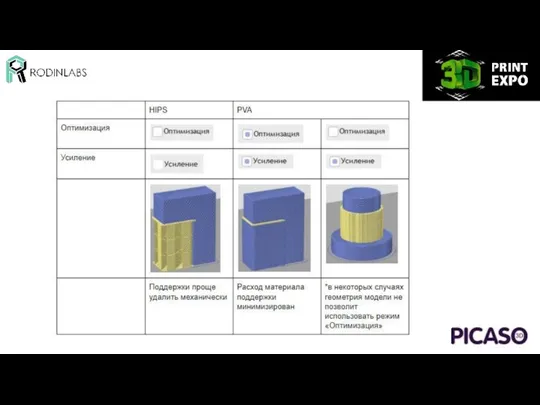
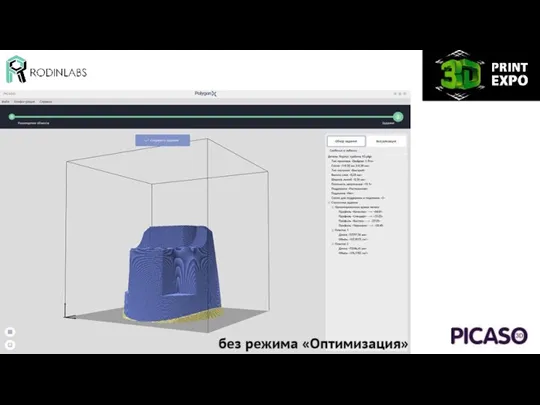
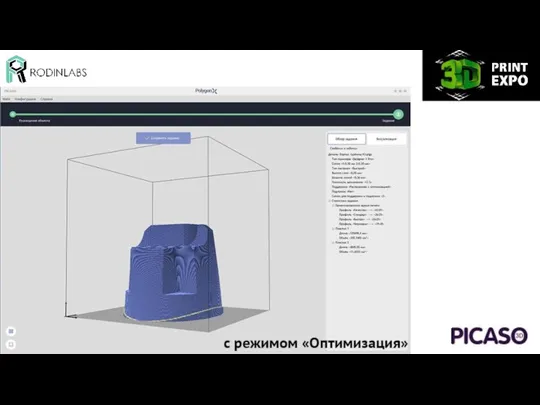
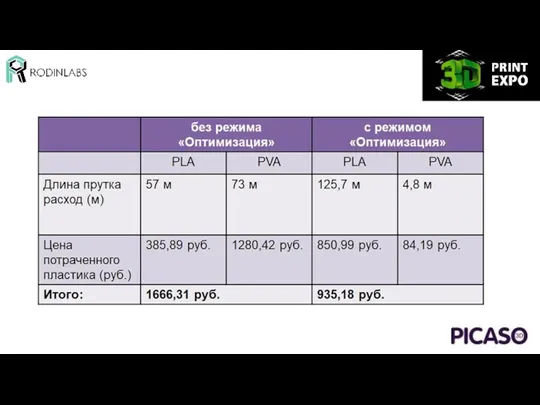
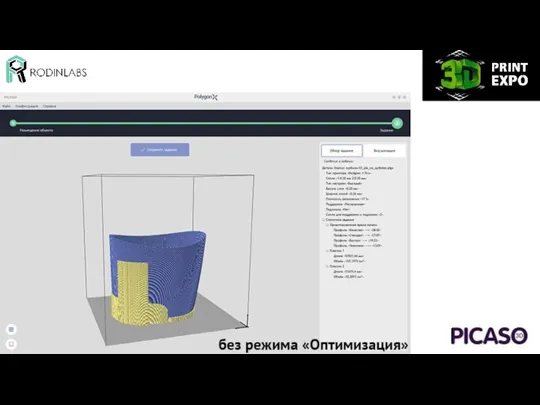
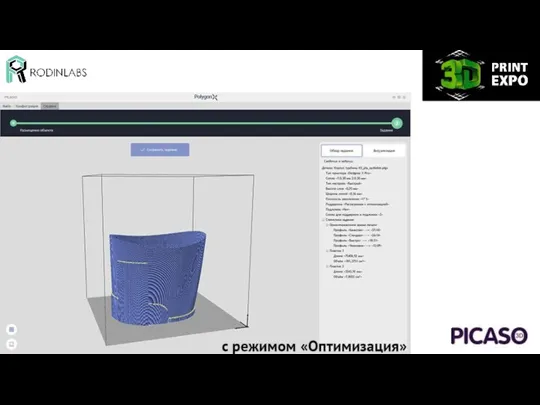
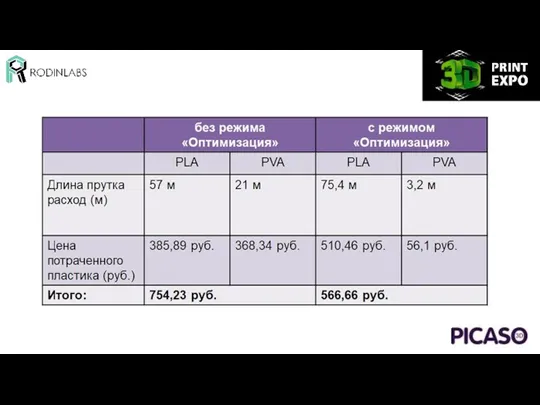
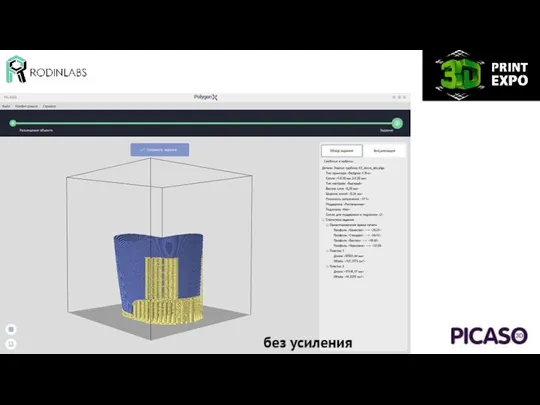
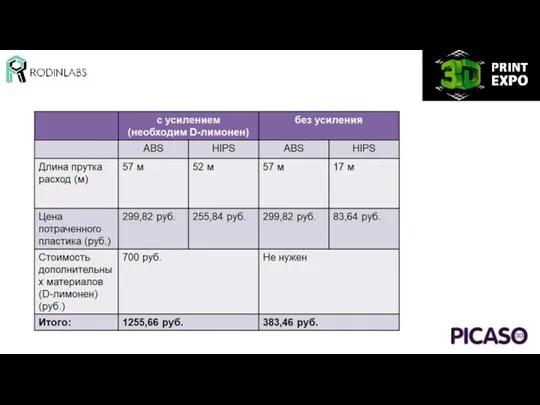
- 57. Зачем нужна оптимизация поддержек?
- 70. Что насчет ABS?
- 78. Лайфхаки 3D-печати
- 79. Используй минимум поддержек
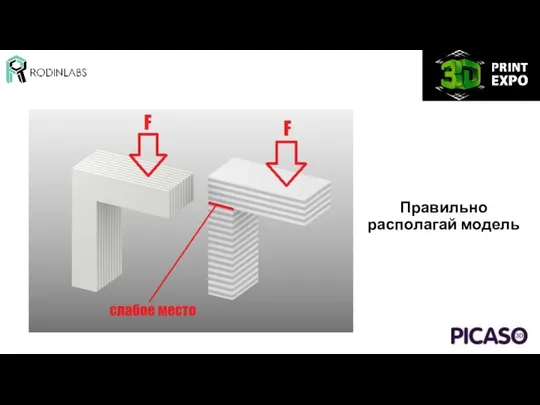
- 80. Правильно располагай модель
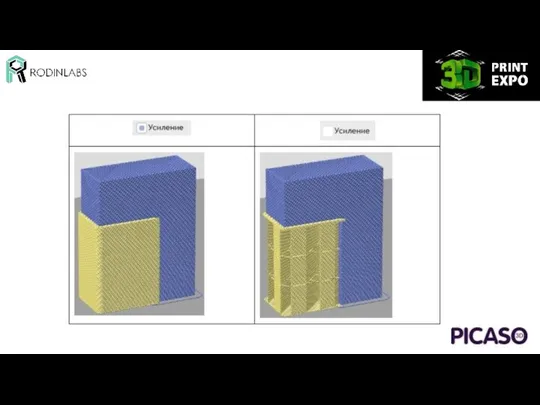
- 81. Оптимизируй поддержки
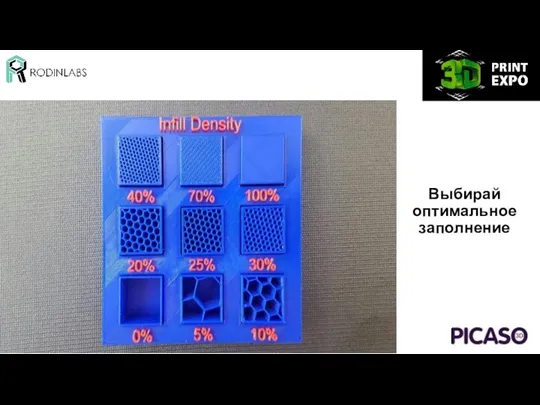
- 82. Выбирай оптимальное заполнение
- 83. Выбирай оптимальное заполнение
- 84. Проектируем правильно!
- 85. Зафиксируй это!
- 86. Самый главный лайфхак, который обеспечит 100% успешной печати
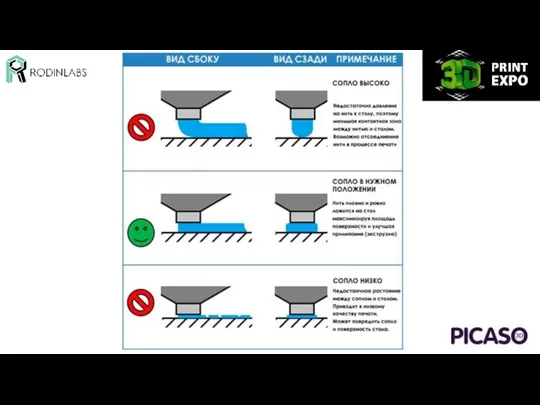
- 87. Следи за первым слоем печати
- 89. Ниши для заработка на 3D-печати
- 120. Это все хорошо, но где взять модели?
- 121. Скачать
- 122. 3DTODAY.RU THINGIVERSE.COM GRABCAD.COM
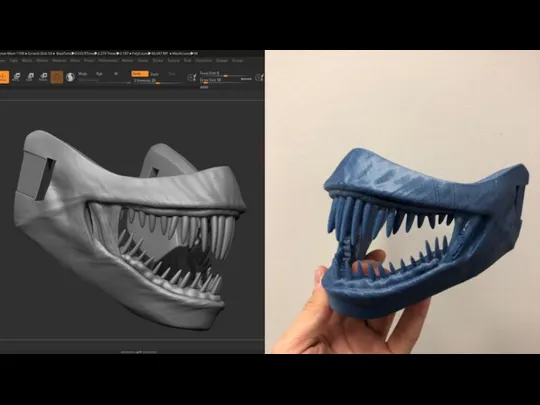
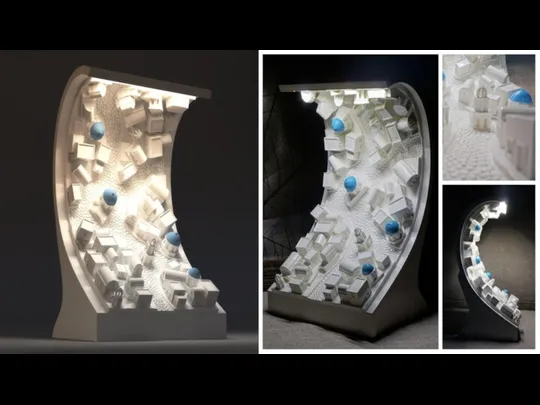
- 123. Сделать самому
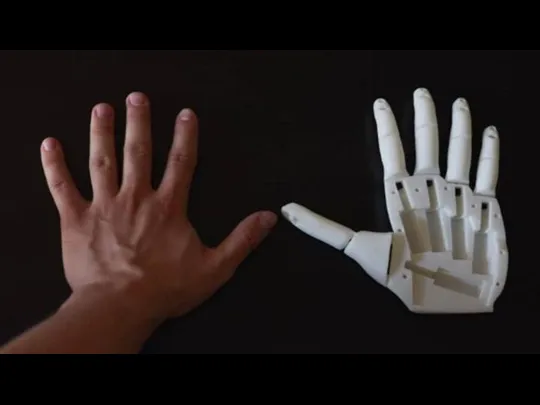
- 125. Отсканировать
- 127. Вам также понадобится
- 128. NETFABB
- 130. Скачать презентацию
Знакомство
Директор студии 3D-печати 3D-EX.RU
Руководитель лаборатории аддитивных технологий 1й МОК
Эксперт компании PICASO
Знакомство
Директор студии 3D-печати 3D-EX.RU
Руководитель лаборатории аддитивных технологий 1й МОК
Эксперт компании PICASO
Директор студии 3D-печати 3D-EX.RU
Директор студии 3D-печати 3D-EX.RU
Руководитель лаборатории АТ 1й МОК
Руководитель лаборатории АТ 1й МОК
Эксперт компании PICASO 3D
Эксперт компании PICASO 3D
Эксперт компании PICASO 3D
Эксперт компании PICASO 3D

Эксперт компании PICASO 3D
Эксперт компании PICASO 3D
Национальный эксперт по прототипированию Junior Skills
Национальный эксперт по прототипированию Junior Skills
Национальный эксперт по прототипированию Junior Skills
Национальный эксперт по прототипированию Junior Skills
Проект «ТехноГрад» на ВДНХ
«Специалист по АТ», 102
Проект «ТехноГрад» на ВДНХ
«Специалист по АТ», 102
Что сегодня точно будет на мастер-классе?
Что сегодня точно будет на мастер-классе?
Программа:
Введение в АТ: технологии и материалы
Программа:
Введение в АТ: технологии и материалы
Программа:
Введение в АТ: технологии и материалы
«Все о деньгах» в 3D-печати
Программа:
Введение в АТ: технологии и материалы
«Все о деньгах» в 3D-печати
Программа:
Введение в АТ: технологии и материалы
«Все о деньгах» в 3D-печати
Полезные
Программа:
Введение в АТ: технологии и материалы
«Все о деньгах» в 3D-печати
Полезные
Программа:
Введение в АТ: технологии и материалы
«Все о деньгах» в 3D-печати
Полезные
Программа:
Введение в АТ: технологии и материалы
«Все о деньгах» в 3D-печати
Полезные
Программа:
Введение в АТ: технологии и материалы
«Все о деньгах» в 3D-печати
Полезные
Программа:
Введение в АТ: технологии и материалы
«Все о деньгах» в 3D-печати
Полезные
Программа:
Введение в АТ: технологии и материалы
«Все о деньгах» в 3D-печати
Полезные
Программа:
Введение в АТ: технологии и материалы
«Все о деньгах» в 3D-печати
Полезные
Введение в аддитивные технологии
Введение в аддитивные технологии
Когда появились аддитивные технологии?
Когда появились аддитивные технологии?

Когда появились аддитивные технологии?
Когда появились аддитивные технологии?
Самые востребованные технологии 3D-печати
Самые востребованные технологии 3D-печати
+
-
Промышленная печать: SLS, SLM, PolyJet(**)
+
-
Промышленная печать: SLS, SLM, PolyJet(**)
Скорость
Область печати(*)
Поддержка нескольких материалов(**)
Слоистость (***)
+
-
Промышленная печать: SLS, SLM, PolyJet(**)
Скорость
Область печати(*)
Поддержка нескольких материалов(**)
Слоистость (***)
+
-
Промышленная печать: SLS, SLM, PolyJet(**)
Промышленная печать: SLS, SLM, PolyJet(**)
Скорость
Область печати(*)
Поддержка нескольких материалов(**)
Слоистость (***)
+
-
Стоимость
Постобработка
Доступность оборудования
Промышленная печать: SLS, SLM, PolyJet(**)
Скорость
Область печати(*)
Поддержка нескольких материалов(**)
Слоистость (***)
+
-
Стоимость
Постобработка
Доступность оборудования

SLA/DLP печать
+
-
SLA/DLP печать
+
-
SLA/DLP печать
Скорость
Доступность оборудования
Разнообразие материалов
Слоистость (*)
+
-
SLA/DLP печать
Скорость
Доступность оборудования
Разнообразие материалов
Слоистость (*)
+
-
SLA/DLP печать
Скорость
Доступность оборудования
Разнообразие материалов
Слоистость (*)
+
-
Стоимость
Область печати
Постобработка
SLA/DLP печать
Скорость
Доступность оборудования
Разнообразие материалов
Слоистость (*)
+
-
Стоимость
Область печати
Постобработка

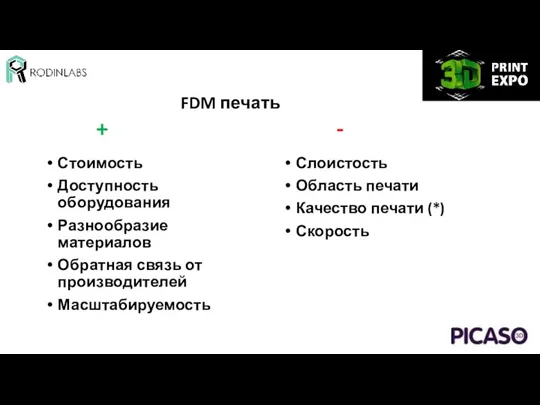
FDM печать
+
-
FDM печать
+
-
FDM печать
Стоимость
Доступность оборудования
Разнообразие материалов
Обратная связь от производителей
Масштабируемость
+
-
FDM печать
Стоимость
Доступность оборудования
Разнообразие материалов
Обратная связь от производителей
Масштабируемость
+
-
FDM печать
Стоимость
Доступность оборудования
Разнообразие материалов
Обратная связь от производителей
Масштабируемость
+
-
Слоистость
Область печати
Качество печати (*)
Скорость
FDM печать
Стоимость
Доступность оборудования
Разнообразие материалов
Обратная связь от производителей
Масштабируемость
+
-
Слоистость
Область печати
Качество печати (*)
Скорость

Сферы применения 3D-печати
Архитектура
Товары народного потребления
Робототехника
Промышленный дизайн
Приборостроение
Образование
Медицина
Сферы применения 3D-печати
Архитектура
Товары народного потребления
Робототехника
Промышленный дизайн
Приборостроение
Образование
Медицина
Особенности 3D-печати методом FDM
Особенности 3D-печати методом FDM
Чем печатать?
Чем печатать?
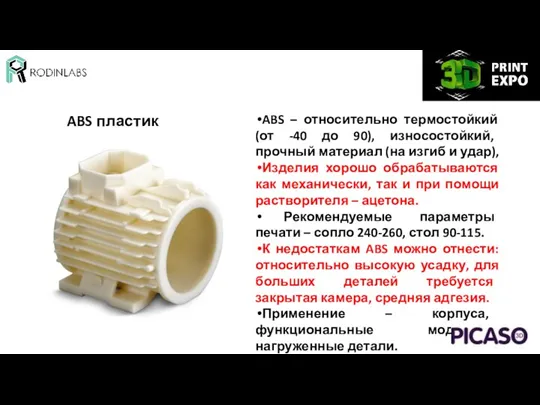
ABS пластик
ABS – относительно термостойкий (от -40 до 90), износостойкий, прочный
ABS пластик
ABS – относительно термостойкий (от -40 до 90), износостойкий, прочный
PLA пластик
PLA – практически не имеет усадки (стабильность размеров), жесткий (хрупкость),
PLA пластик
PLA – практически не имеет усадки (стабильность размеров), жесткий (хрупкость),
SBS пластик
SBS – высокая гибкость (не путать с эластичностью!), ударопрочность, химическая
SBS пластик
SBS – высокая гибкость (не путать с эластичностью!), ударопрочность, химическая
PET пластик
PET (PETg) – имеет набор полезных свойств: неактивен к растворителям
PET пластик
PET (PETg) – имеет набор полезных свойств: неактивен к растворителям
Nylon пластик
Nylon – износоустойчивый материал с отличным коэффициентом скольжения, позволяющего использовать
Nylon пластик
Nylon – износоустойчивый материал с отличным коэффициентом скольжения, позволяющего использовать
HIPS пластик
HIPS –полистирол, известен каждому по множественным изделиям, применяемым в быту:
HIPS пластик
HIPS –полистирол, известен каждому по множественным изделиям, применяемым в быту:
PC пластик
PC – поликарбонат. Прочный, конструкционный материал, основные достоинства которого: высокая
PC пластик
PC – поликарбонат. Прочный, конструкционный материал, основные достоинства которого: высокая
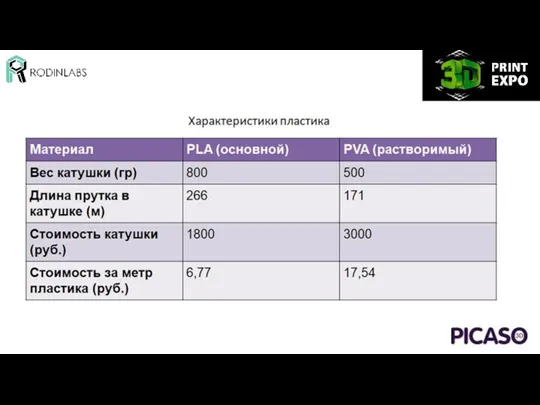
PVA пластик
PVA – поливиниловый спирт – уникальный расходный материал, поскольку он
PVA пластик
PVA – поливиниловый спирт – уникальный расходный материал, поскольку он
TPE, TPU, FLEX, Rubber…
TPE, TPU, FLEX, RUBBER – термопластичные эластомеры.
TPE, TPU, FLEX, Rubber…
TPE, TPU, FLEX, RUBBER – термопластичные эластомеры.
Wood, Bronze, Cooper, Ceramo…
Laywood, Laybrick, Bronzfil, eCooper, Ceramo… - пластики, в
Wood, Bronze, Cooper, Ceramo…
Laywood, Laybrick, Bronzfil, eCooper, Ceramo… - пластики, в

ULTRAN
Рабочая температура эксплуатации: от -60 градусов до 210 градусов.
Температура
ULTRAN
Рабочая температура эксплуатации: от -60 градусов до 210 градусов.
Температура

ULTRAN
ULTRAN

ULTRAN
ULTRAN

ULTRAN
ULTRAN
ULTRAN
ULTRAN
Что еще нужно знать о 3D-печати методом FDM?
Что еще нужно знать о 3D-печати методом FDM?
Поддержки
Поддержки необходимы для построения внутренних полостей и отверстий, а так же
Поддержки
Поддержки необходимы для построения внутренних полостей и отверстий, а так же
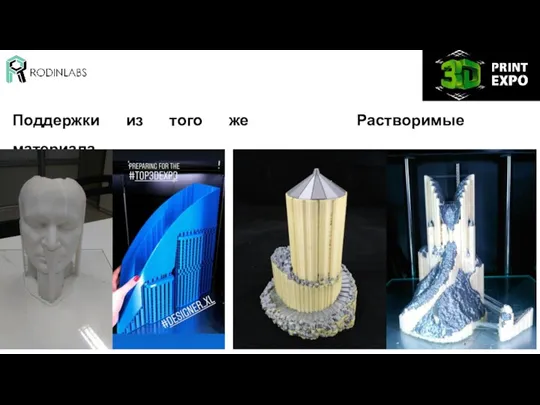
Поддержки из того же материала
Растворимые
Поддержки из того же материала
Растворимые
Выбор слайсера
Выбор слайсера
Выбор слайсера
Выбор слайсера

Зачем нужна оптимизация поддержек?
Зачем нужна оптимизация поддержек?

Что насчет ABS?
Что насчет ABS?



Лайфхаки 3D-печати
Лайфхаки 3D-печати

Используй минимум поддержек
Используй минимум поддержек
Правильно располагай модель
Правильно располагай модель

Оптимизируй поддержки
Оптимизируй поддержки
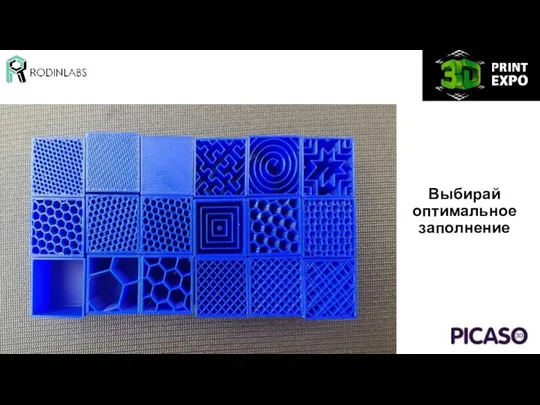
Выбирай оптимальное заполнение
Выбирай оптимальное заполнение
Выбирай оптимальное заполнение
Выбирай оптимальное заполнение
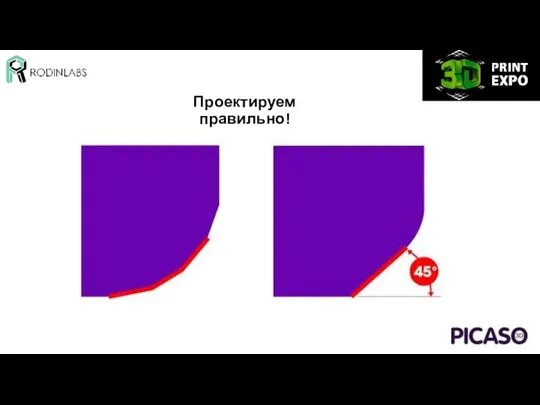
Проектируем правильно!
Проектируем правильно!
Зафиксируй это!
Зафиксируй это!
Самый главный лайфхак, который обеспечит 100% успешной печати
Самый главный лайфхак, который обеспечит 100% успешной печати
Следи за первым слоем печати
Следи за первым слоем печати
Ниши для заработка на 3D-печати
Ниши для заработка на 3D-печати























Это все хорошо, но где взять модели?
Это все хорошо, но где взять модели?
Скачать
Скачать
3DTODAY.RU
THINGIVERSE.COM
GRABCAD.COM
3DTODAY.RU
THINGIVERSE.COM
GRABCAD.COM
Сделать самому
Сделать самому
Отсканировать
Отсканировать

Вам также понадобится
Вам также понадобится
NETFABB
NETFABB
 Что такое cad-cистема?
Что такое cad-cистема? Компьютерная графика в проектировании
Компьютерная графика в проектировании Правила складання алгоритмів. 2 клас
Правила складання алгоритмів. 2 клас Опыт внедрения электронного учебника в библиотеке
Опыт внедрения электронного учебника в библиотеке Разработка урока по теме: Пути в графах
Разработка урока по теме: Пути в графах Учебный курс Управление внедрением информационных систем
Учебный курс Управление внедрением информационных систем Компьютер и здоровье школьника
Компьютер и здоровье школьника Информатика. Классификации компьютерной техники
Информатика. Классификации компьютерной техники Обработка текстовой информации
Обработка текстовой информации Development of web application on the search and collection of information technology rankings
Development of web application on the search and collection of information technology rankings Презентация ко дню космонавтики с использованием гиперссылок
Презентация ко дню космонавтики с использованием гиперссылок Выбор системы управления контентом сайта Федеральной службы государственной статистики. Sitesoft.CMS
Выбор системы управления контентом сайта Федеральной службы государственной статистики. Sitesoft.CMS Побочные каналы утечки информации
Побочные каналы утечки информации Канальный уровень wi-fi
Канальный уровень wi-fi СМИ в политике. (Обществознание, 11 класс)
СМИ в политике. (Обществознание, 11 класс) Шифр Цезаря. Комп’ютерний практикум №1. Лабораторна №1
Шифр Цезаря. Комп’ютерний практикум №1. Лабораторна №1 Проектирование изделий легкой промышленности в системе автоматизированного проектирования. CAD Cutting Line Германия
Проектирование изделий легкой промышленности в системе автоматизированного проектирования. CAD Cutting Line Германия Инструкция пользователя TIME.AERO
Инструкция пользователя TIME.AERO Соціальні сервіси WEB 2.0
Соціальні сервіси WEB 2.0 Архітектура операційних систем
Архітектура операційних систем Учет товаров на складах
Учет товаров на складах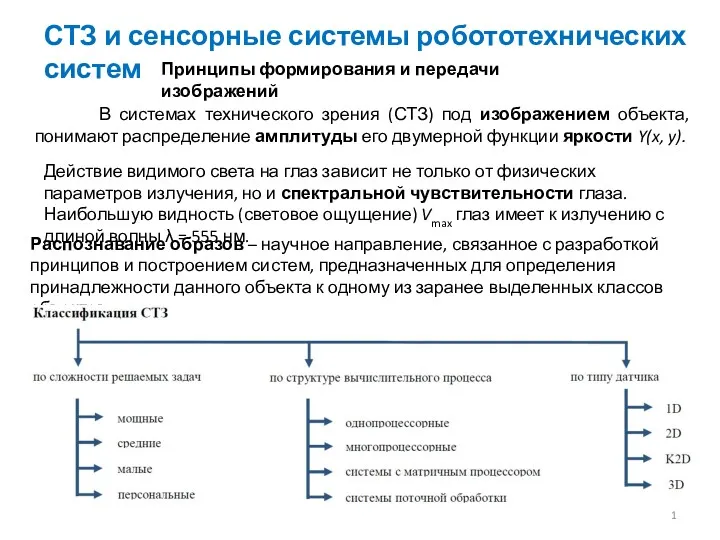 СТЗ и сенсорные системы робототехнических систем
СТЗ и сенсорные системы робототехнических систем Internet Safety Quiz
Internet Safety Quiz Разработка SATA - IO-link контроллера с программными интерфейсами Legacy и AHCI
Разработка SATA - IO-link контроллера с программными интерфейсами Legacy и AHCI Защищенность и надежность современных ос
Защищенность и надежность современных ос Линейный (одномерный) массив
Линейный (одномерный) массив Занятия 9-10. Требования с точки зрения РКЗ
Занятия 9-10. Требования с точки зрения РКЗ Векторная графика
Векторная графика