- Основные понятия и определения. Токарный станок

Содержание
- 2. Для того чтобы инструмент мог удалить с детали припуск, оставленный на обработку, инструменту и детали сообщают
- 3. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
- 4. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
- 5. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
- 6. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
- 7. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ Движение резания - это движение, необходимое для того, чтобы осуществлялся
- 8. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ Движением подачи называют такое движение, которое необходимо, чтобы указанный процесс
- 9. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ Скорость движения резания называют скоростью резания V, a скорость движения
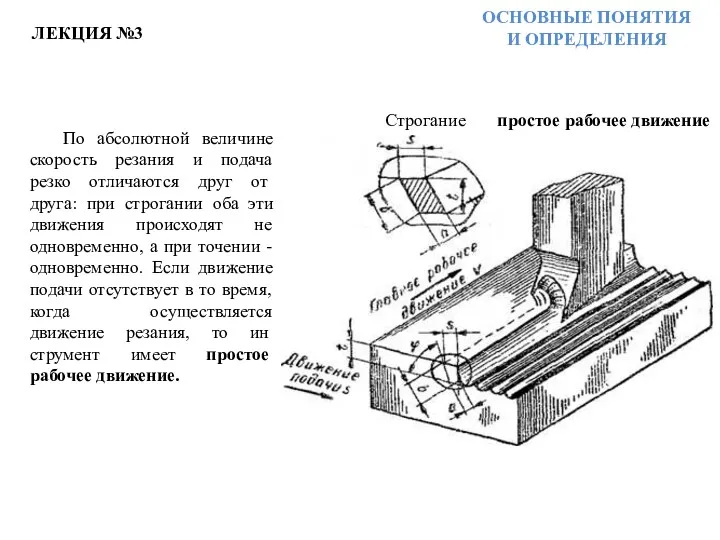
- 10. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ По абсолютной величине скорость резания и подача резко отличаются друг
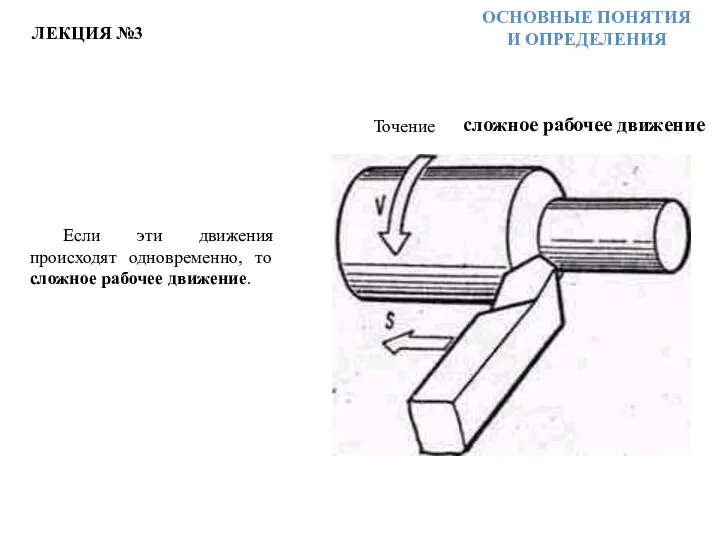
- 11. Точение сложное рабочее движение ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ Если эти движения происходят одновременно, то
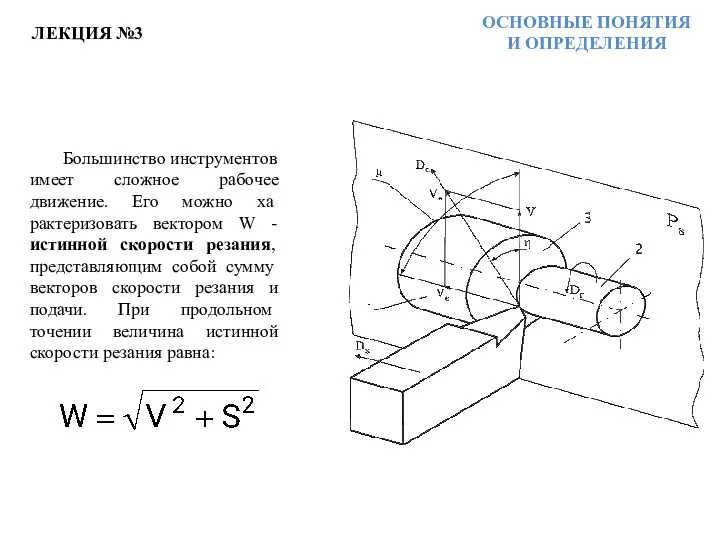
- 12. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ Большинство инструментов имеет сложное рабочее движение. Его можно характеризовать вектором
- 13. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ Зубодолбление простое рабочее движение
- 14. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ Шлифование плоскостей простое рабочее движение
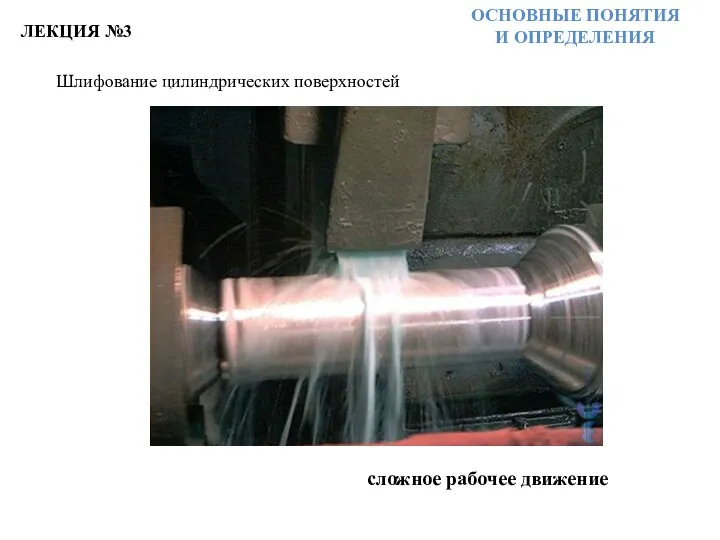
- 15. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ Шлифование цилиндрических поверхностей сложное рабочее движение
- 16. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ Шлифование внутренних цилиндрических поверхностей сложное рабочее движение
- 17. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ Развертывание сложное рабочее движение
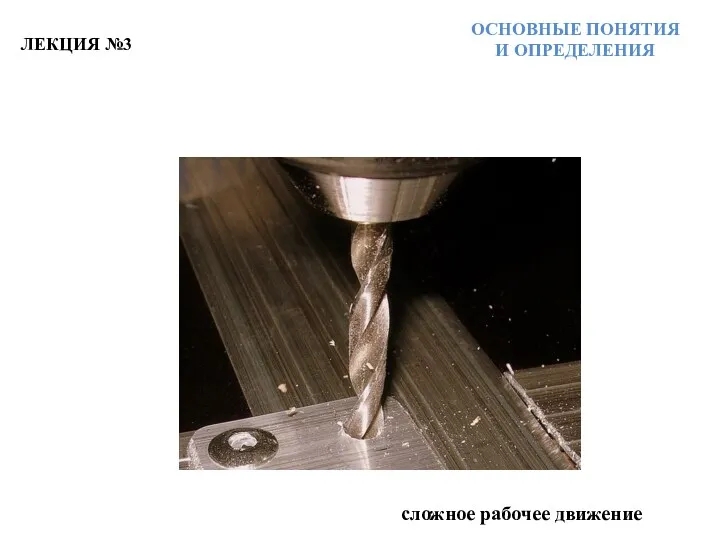
- 18. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ сложное рабочее движение
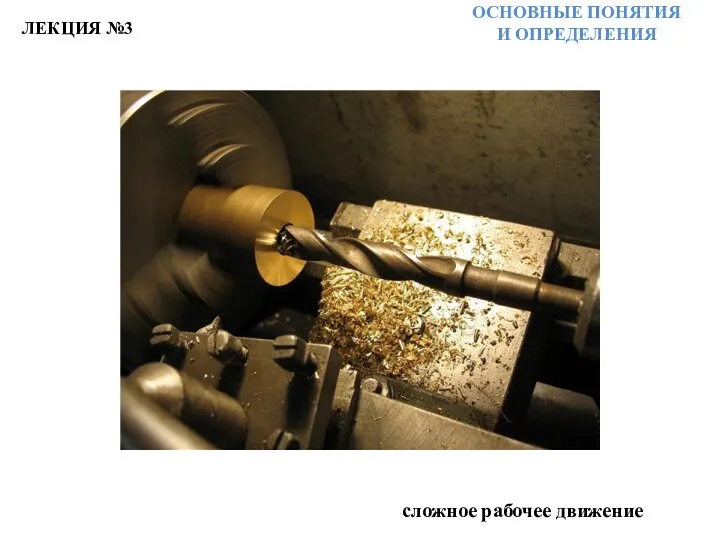
- 19. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ сложное рабочее движение
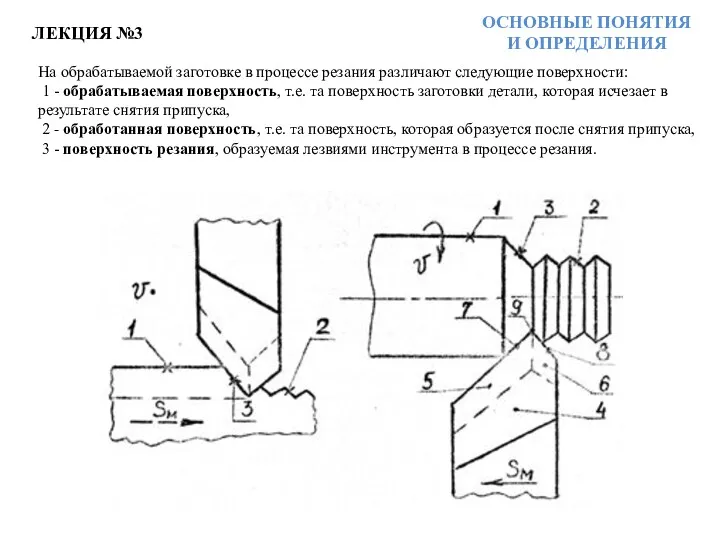
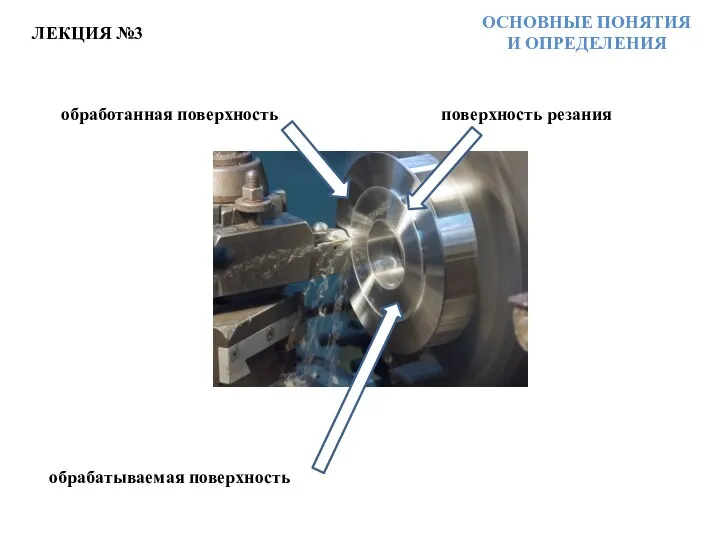
- 20. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ На обрабатываемой заготовке в процессе резания различают следующие поверхности: 1
- 21. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ обрабатываемая поверхность обработанная поверхность поверхность резания
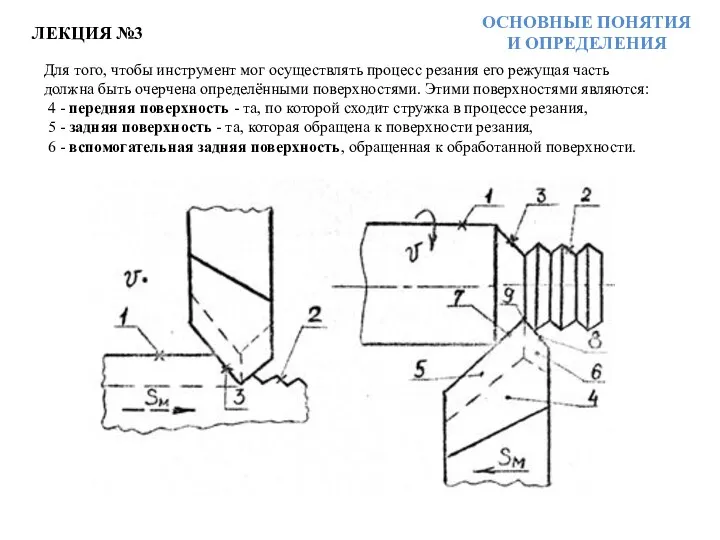
- 22. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ Для того, чтобы инструмент мог осуществлять процесс резания его режущая
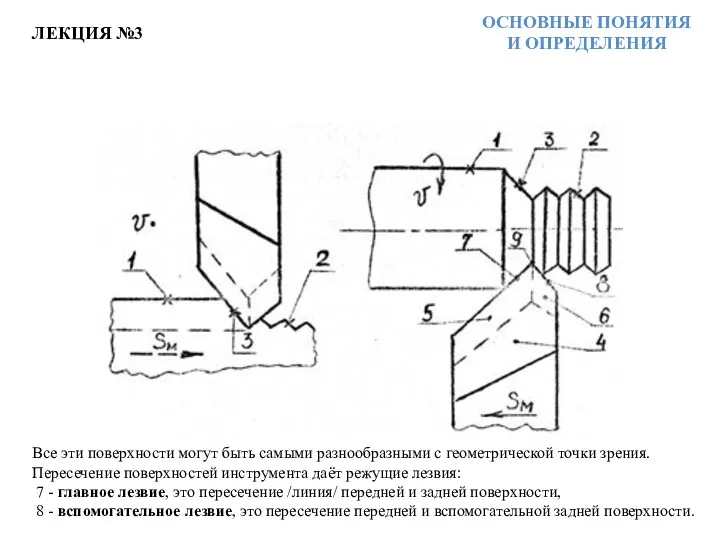
- 23. Все эти поверхности могут быть самыми разнообразными с геометрической точки зрения. Пересечение поверхностей инструмента даёт режущие
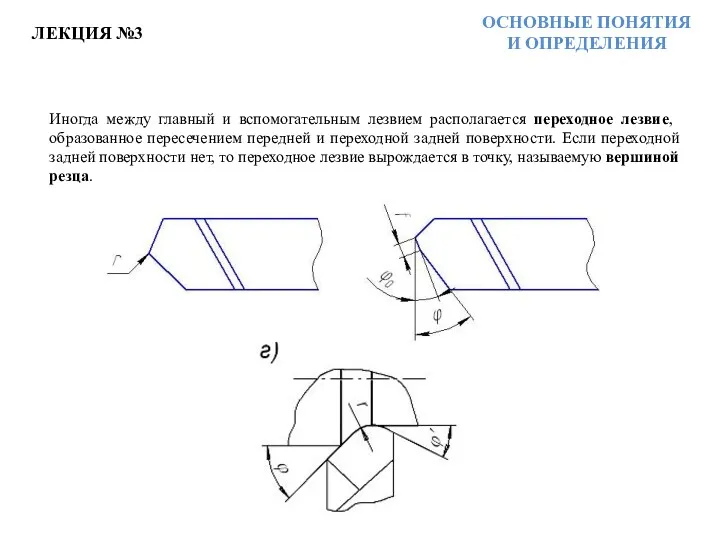
- 24. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ Иногда между главный и вспомогательным лезвием располагается переходное лезвие, образованное
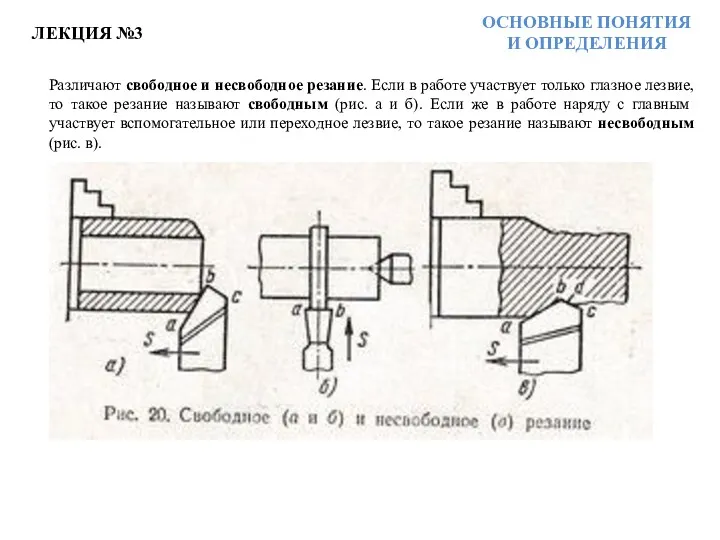
- 25. ЛЕКЦИЯ №3 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ Различают свободное и несвободное резание. Если в работе участвует только
- 26. ЛЕКЦИЯ №3 Геометрические параметры токарного резца Совокупность ряда углов, характеризующих пространственное и взаимное расположение поверхностей и
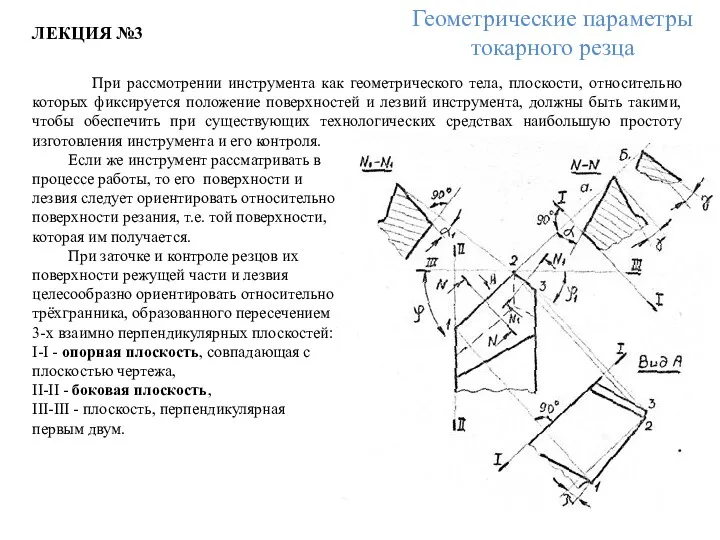
- 27. ЛЕКЦИЯ №3 Геометрические параметры токарного резца При рассмотрении инструмента как геометрического тела, плоскости, относительно которых фиксируется
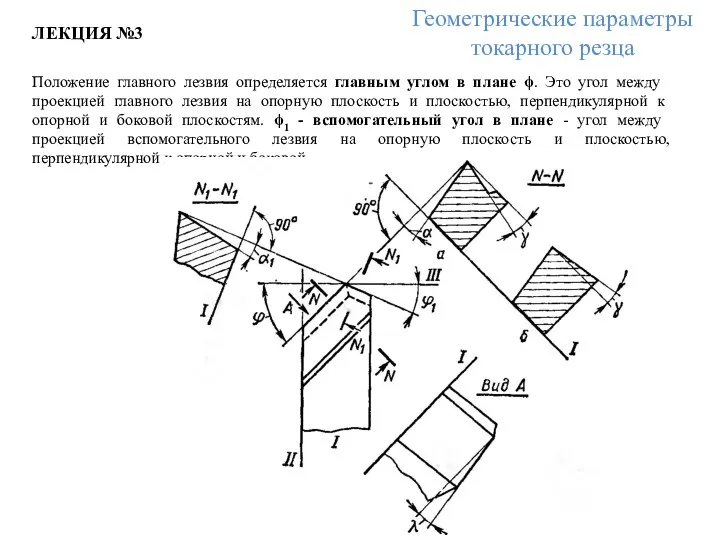
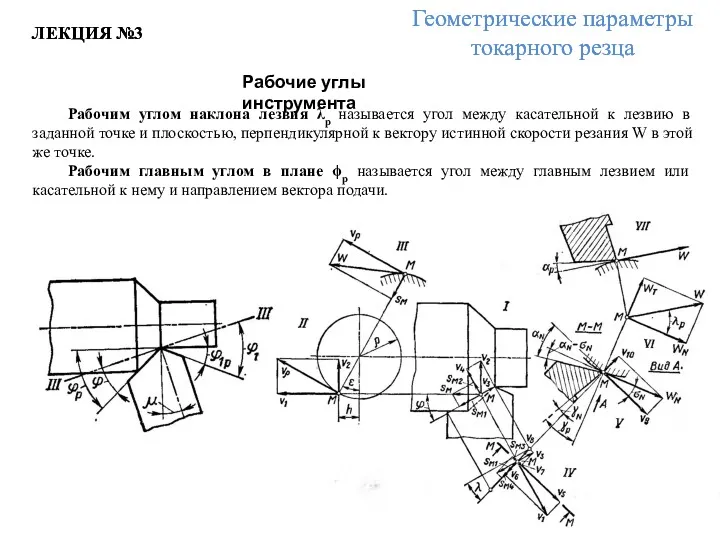
- 28. ЛЕКЦИЯ №3 Геометрические параметры токарного резца Положение главного лезвия определяется главным углом в плане ϕ. Это
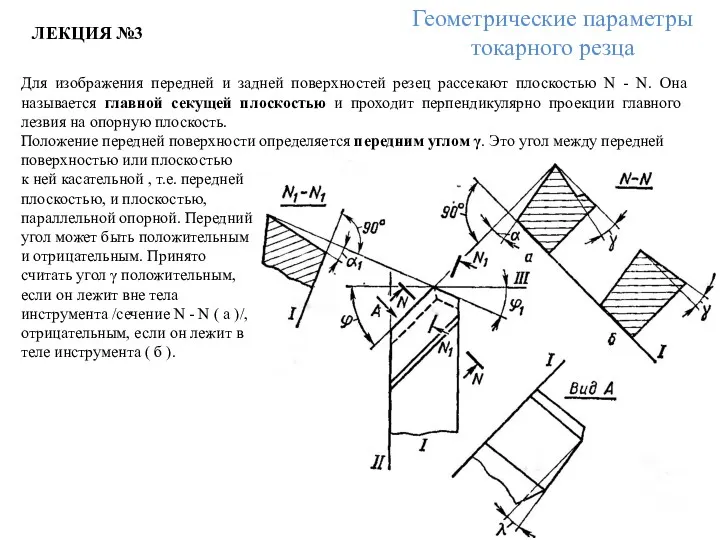
- 29. ЛЕКЦИЯ №3 Геометрические параметры токарного резца Для изображения передней и задней поверхностей резец рассекают плоскостью N
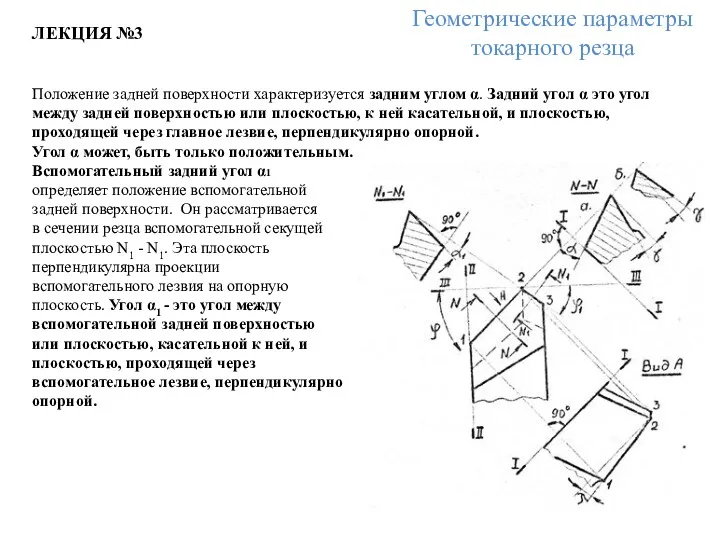
- 30. ЛЕКЦИЯ №3 Геометрические параметры токарного резца Положение задней поверхности характеризуется задним углом α. Задний угол α
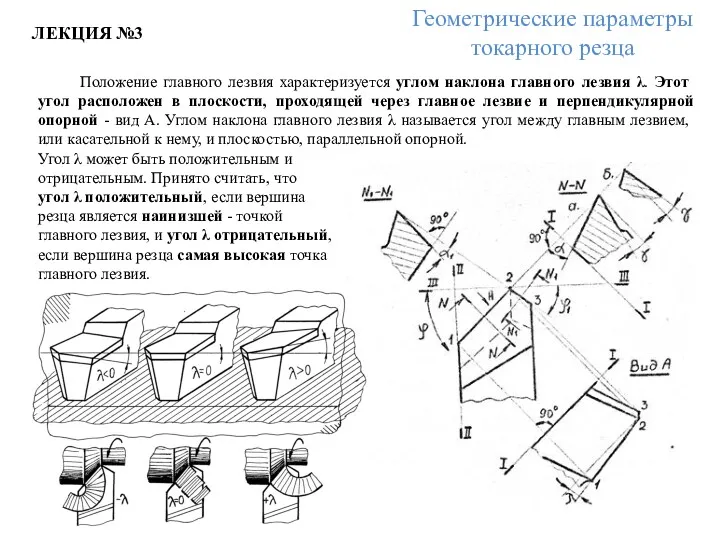
- 31. ЛЕКЦИЯ №3 Геометрические параметры токарного резца Положение главного лезвия характеризуется углом наклона главного лезвия λ. Этот
- 32. ЛЕКЦИЯ №3 Геометрические параметры токарного резца Рабочие углы инструмента Рабочие /кинематические/ углы инструмента позволяют более правильно,
- 33. ЛЕКЦИЯ №3 Геометрические параметры токарного резца ЛЕКЦИЯ №3 Геометрические параметры токарного резца Рабочие углы инструмента Рабочим
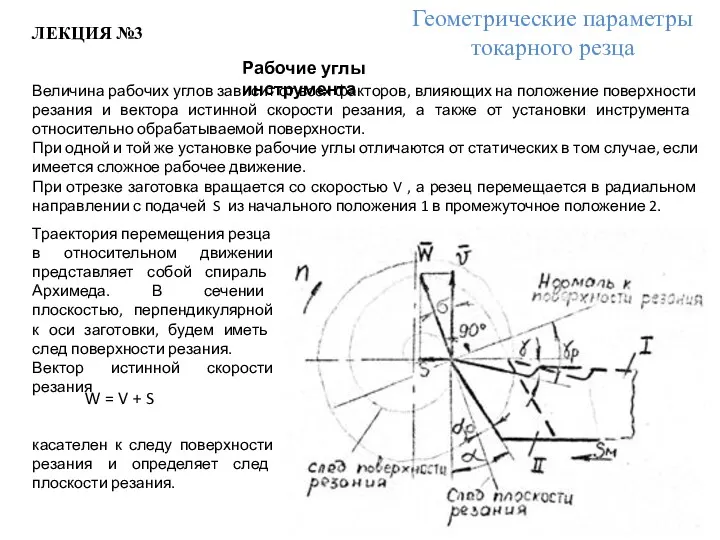
- 34. ЛЕКЦИЯ №3 Геометрические параметры токарного резца Величина рабочих углов зависит от всех факторов, влияющих на положение
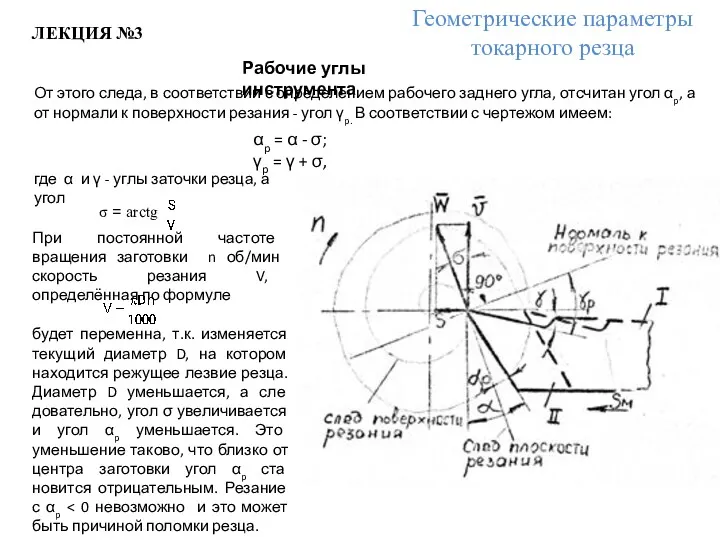
- 35. ЛЕКЦИЯ №3 Геометрические параметры токарного резца Рабочие углы инструмента От этого следа, в соответствии с определением
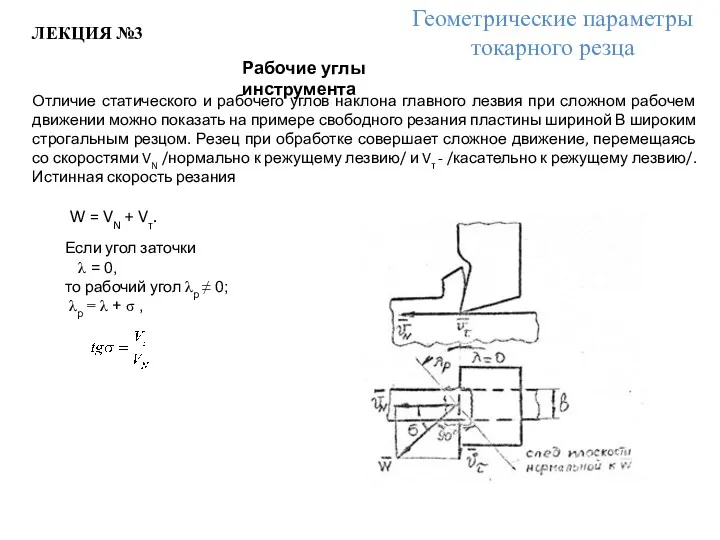
- 36. Отличие статического и рабочего углов наклона главного лезвия при сложном рабочем движении можно показать на примере
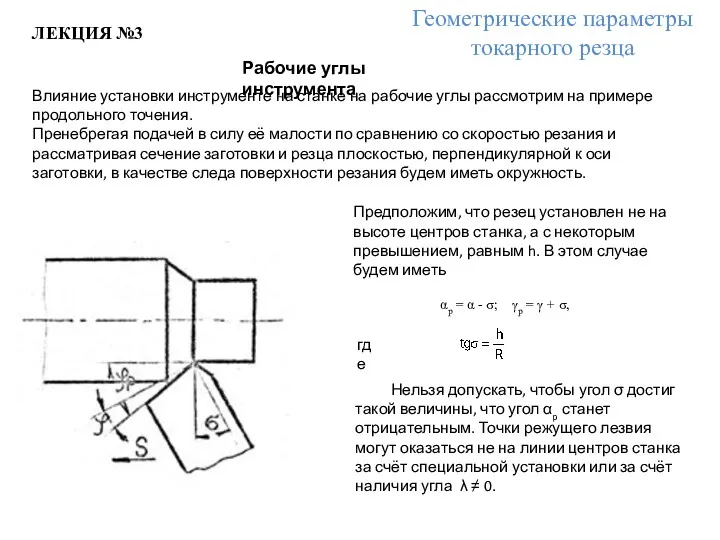
- 37. ЛЕКЦИЯ №3 Геометрические параметры токарного резца Рабочие углы инструмента Влияние установки инструменте на станке на рабочие
- 38. Рабочие углы в плане резца ϕр и ϕ1р также могут отличаться от углов заточки за счёт,
- 39. Помимо этих размеров существуют физические размеры срезаемого слоя - толщина a и ширина b. Толщина срезаемого
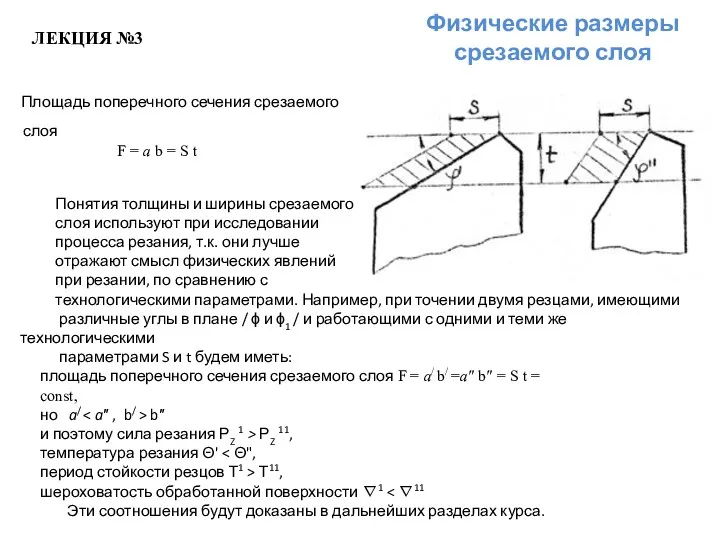
- 40. ЛЕКЦИЯ №3 Физические размеры срезаемого слоя Площадь поперечного сечения срезаемого слоя F = a b =
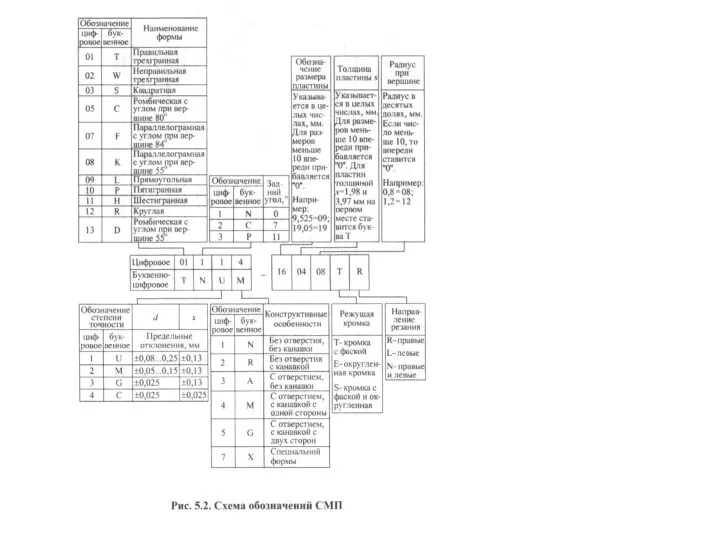
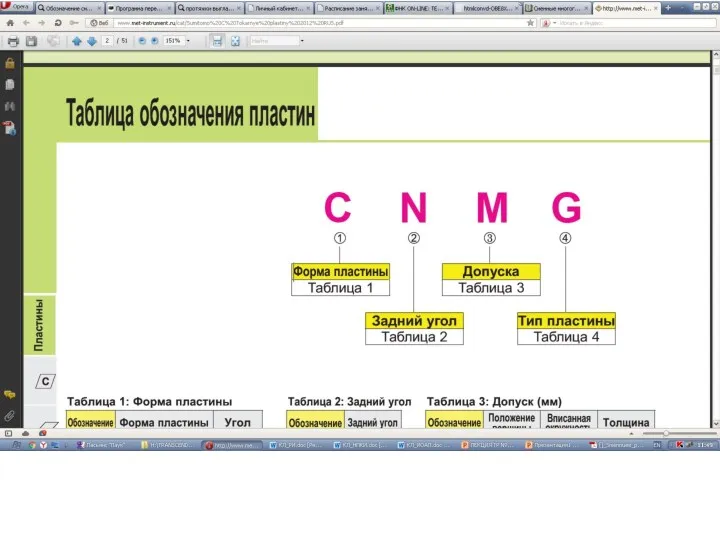
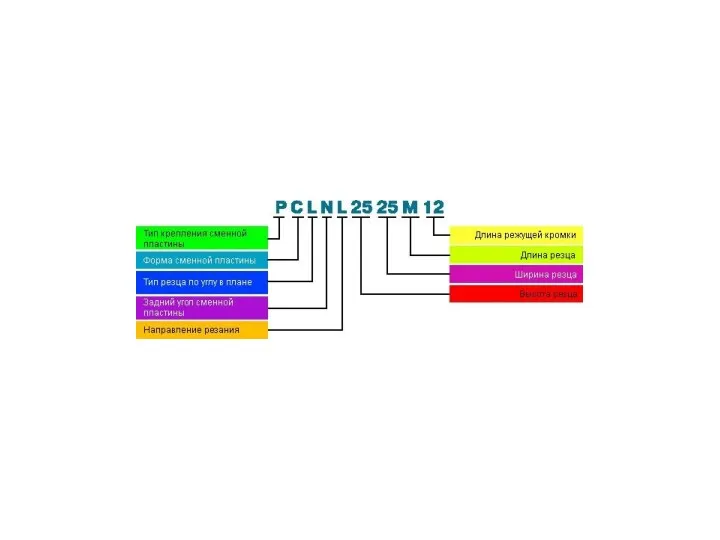
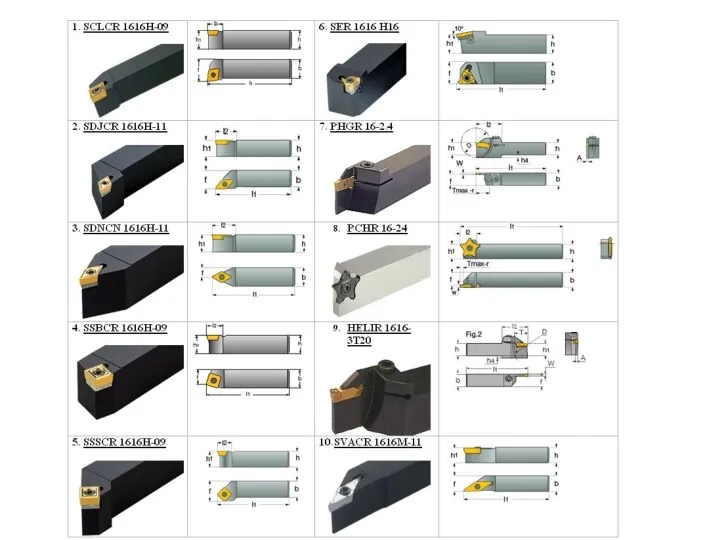
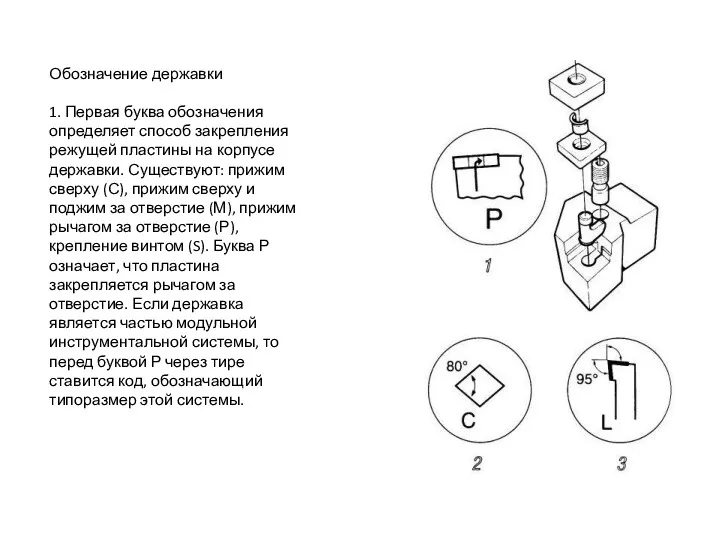
- 62. Обозначение державки 1. Первая буква обозначения определяет способ закрепления режущей пластины на корпусе державки. Существуют: прижим
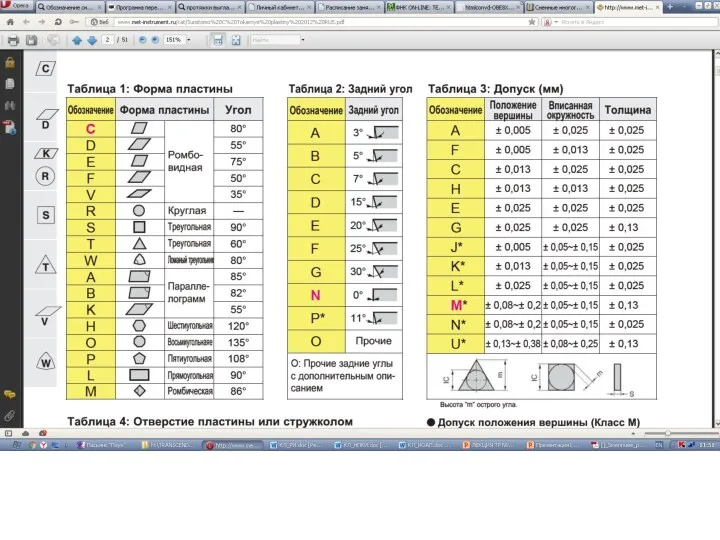
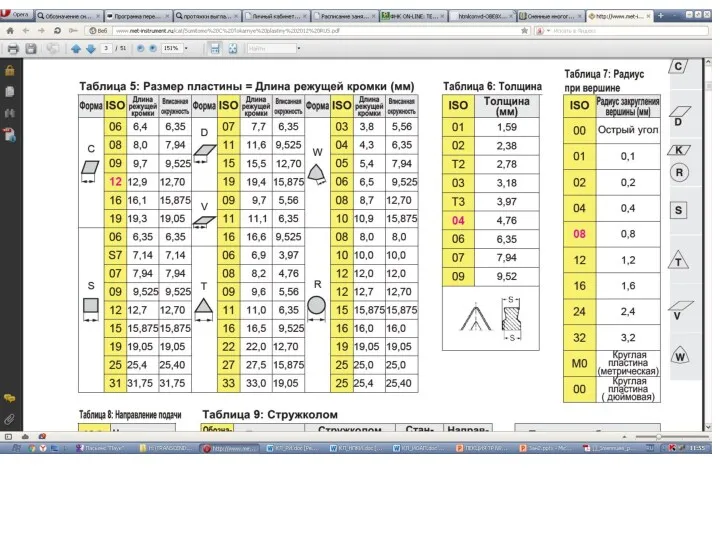
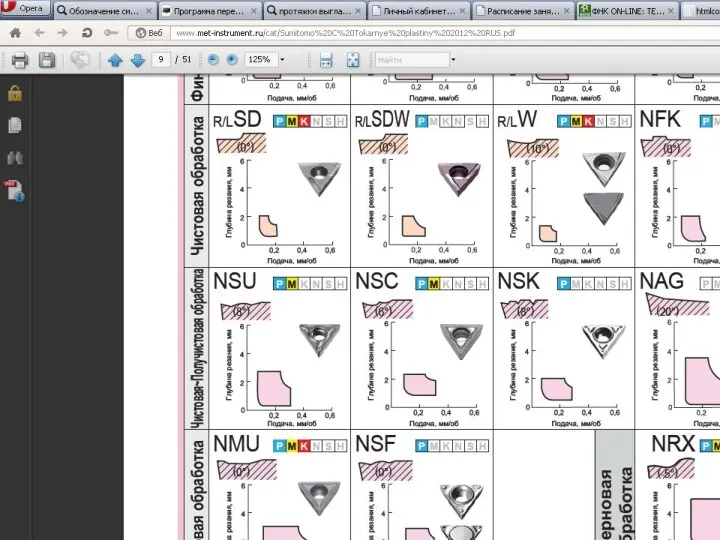
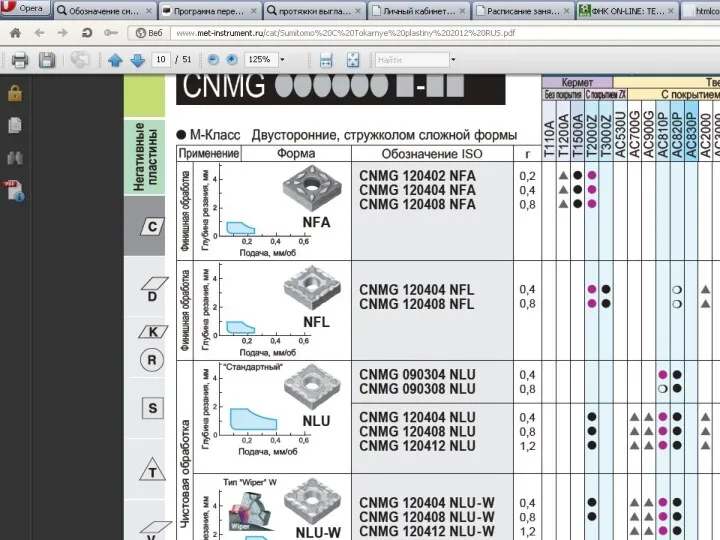
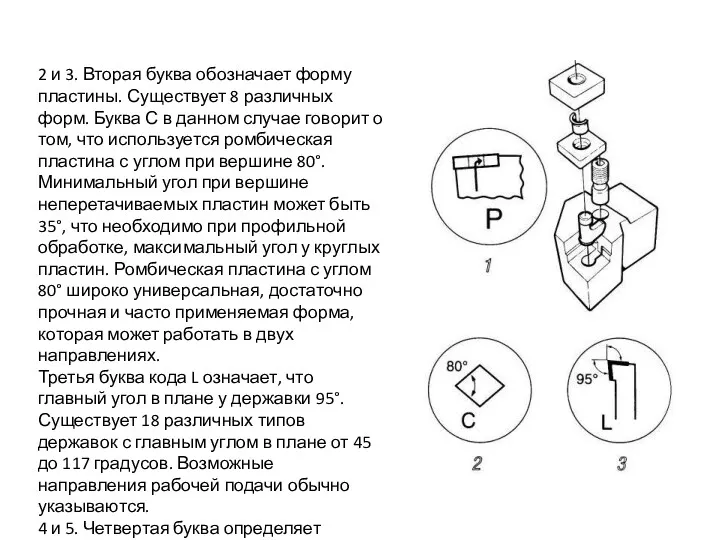
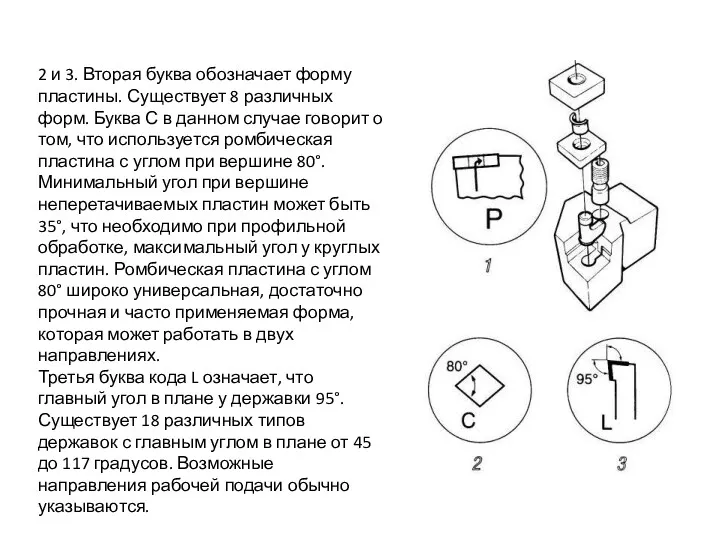
- 63. 2 и 3. Вторая буква обозначает форму пластины. Существует 8 различных форм. Буква С в данном
- 64. 2 и 3. Вторая буква обозначает форму пластины. Существует 8 различных форм. Буква С в данном
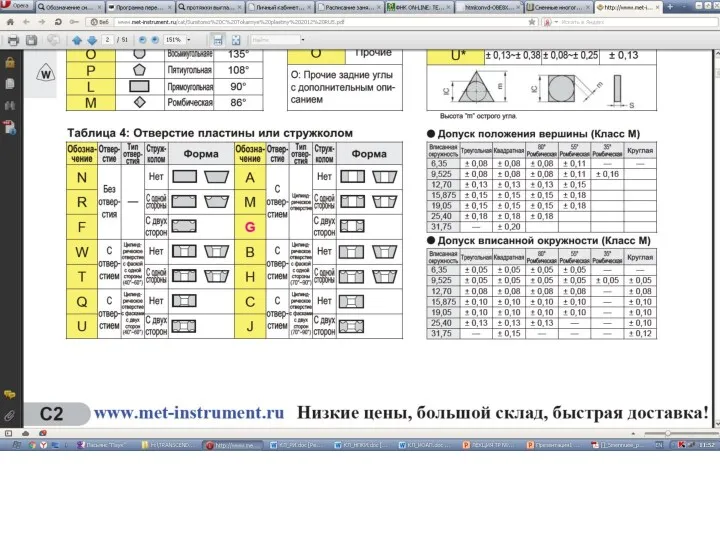
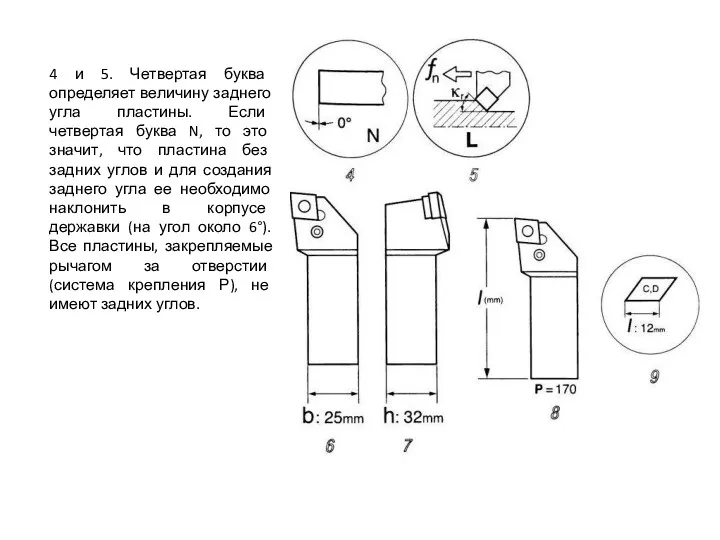
- 65. 4 и 5. Четвертая буква определяет величину заднего угла пластины. Если четвертая буква N, то это
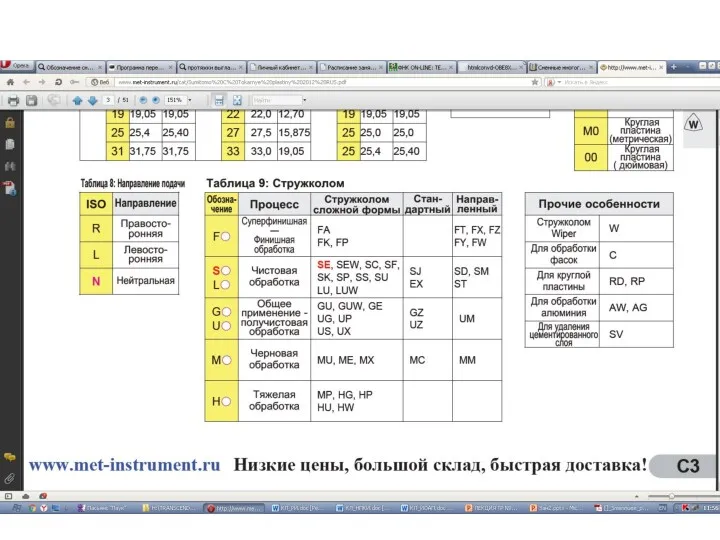
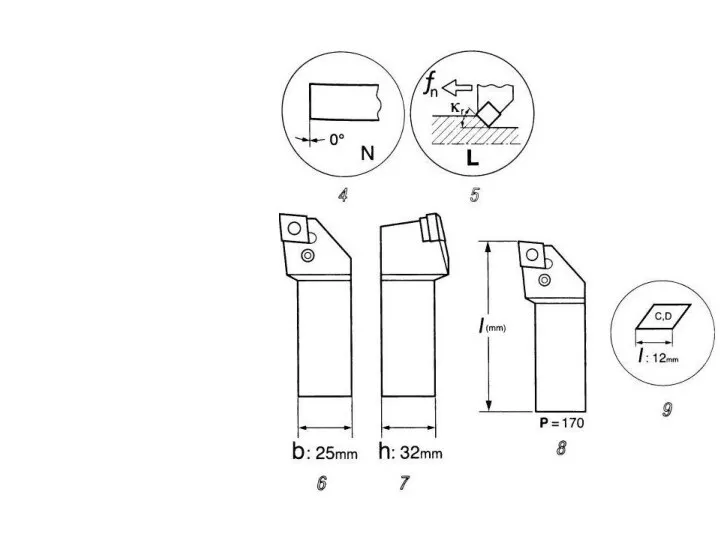
- 66. Существуют правые (R), левые (L) и нейтральные (N) державки, что определяется направлением рабочей подачи. Нейтральные державки
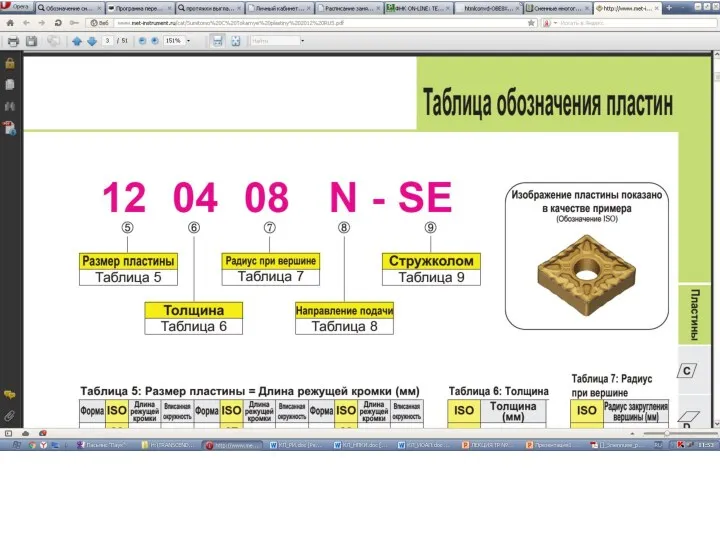
- 67. 6 и 7. Размер державки характеризуется поперечным сечением хвостовика - высотой (h) и шириной (Ь), которые,
- 70. Скачать презентацию

Для того чтобы инструмент мог удалить с детали припуск, оставленный на
Для того чтобы инструмент мог удалить с детали припуск, оставленный на

ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ

ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ

ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ

ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Движение резания - это движение, необходимое для
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Движение резания - это движение, необходимое для

ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Движением подачи называют такое движение, которое
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Движением подачи называют такое движение, которое

ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Скорость движения резания называют скоростью резания V,
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Скорость движения резания называют скоростью резания V,
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
По абсолютной величине скорость резания и подача
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
По абсолютной величине скорость резания и подача
Точение
сложное рабочее движение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Если эти движения происходят одновременно,
Точение
сложное рабочее движение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Если эти движения происходят одновременно,
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Большинство инструментов имеет сложное рабочее движение. Его
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Большинство инструментов имеет сложное рабочее движение. Его

ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Зубодолбление
простое рабочее движение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Зубодолбление
простое рабочее движение

ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Шлифование плоскостей
простое рабочее движение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Шлифование плоскостей
простое рабочее движение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Шлифование цилиндрических поверхностей
сложное рабочее движение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Шлифование цилиндрических поверхностей
сложное рабочее движение

ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Шлифование внутренних цилиндрических поверхностей
сложное рабочее движение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Шлифование внутренних цилиндрических поверхностей
сложное рабочее движение

ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Развертывание
сложное рабочее движение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Развертывание
сложное рабочее движение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
сложное рабочее движение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
сложное рабочее движение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
сложное рабочее движение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
сложное рабочее движение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
На обрабатываемой заготовке в процессе резания различают
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
На обрабатываемой заготовке в процессе резания различают
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
обрабатываемая поверхность
обработанная поверхность
поверхность резания
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
обрабатываемая поверхность
обработанная поверхность
поверхность резания
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Для того, чтобы инструмент мог осуществлять процесс
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Для того, чтобы инструмент мог осуществлять процесс
Все эти поверхности могут быть самыми разнообразными с геометрической точки зрения.
Пересечение
Все эти поверхности могут быть самыми разнообразными с геометрической точки зрения.
Пересечение
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Иногда между главный и вспомогательным лезвием располагается
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Иногда между главный и вспомогательным лезвием располагается
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Различают свободное и несвободное резание. Если в
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Различают свободное и несвободное резание. Если в
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Совокупность ряда углов, характеризующих пространственное и взаимное
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Совокупность ряда углов, характеризующих пространственное и взаимное
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
При рассмотрении инструмента как геометрического тела,
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
При рассмотрении инструмента как геометрического тела,
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Положение главного лезвия определяется главным углом в
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Положение главного лезвия определяется главным углом в
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Для изображения передней и задней поверхностей резец
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Для изображения передней и задней поверхностей резец
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Положение задней поверхности характеризуется задним углом α.
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Положение задней поверхности характеризуется задним углом α.
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Положение главного лезвия характеризуется углом наклона главного
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Положение главного лезвия характеризуется углом наклона главного

ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Рабочие углы инструмента
Рабочие /кинематические/ углы инструмента позволяют
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Рабочие углы инструмента
Рабочие /кинематические/ углы инструмента позволяют
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Рабочие углы инструмента
Рабочим
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Рабочие углы инструмента
Рабочим
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Величина рабочих углов зависит от всех факторов,
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Величина рабочих углов зависит от всех факторов,
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Рабочие углы инструмента
От этого следа, в соответствии
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Рабочие углы инструмента
От этого следа, в соответствии
Отличие статического и рабочего углов наклона главного лезвия при сложном рабочем
Отличие статического и рабочего углов наклона главного лезвия при сложном рабочем
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Рабочие углы инструмента
Влияние установки инструменте на станке
ЛЕКЦИЯ №3
Геометрические параметры токарного резца
Рабочие углы инструмента
Влияние установки инструменте на станке
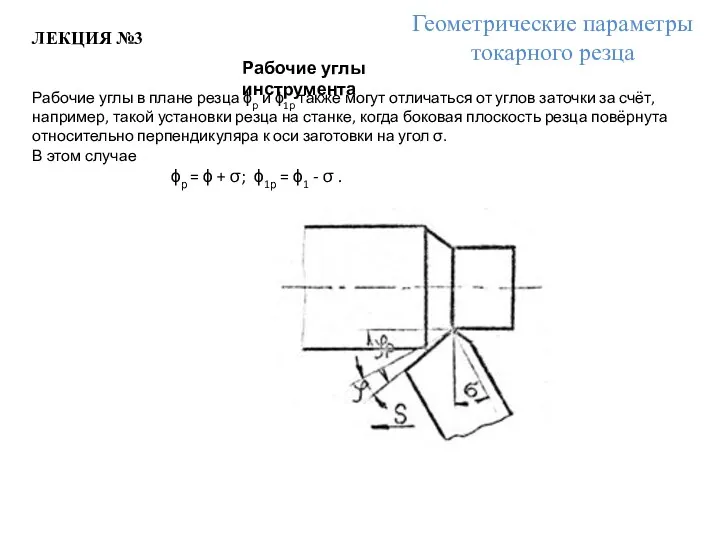
Рабочие углы в плане резца ϕр и ϕ1р также могут отличаться
Рабочие углы в плане резца ϕр и ϕ1р также могут отличаться
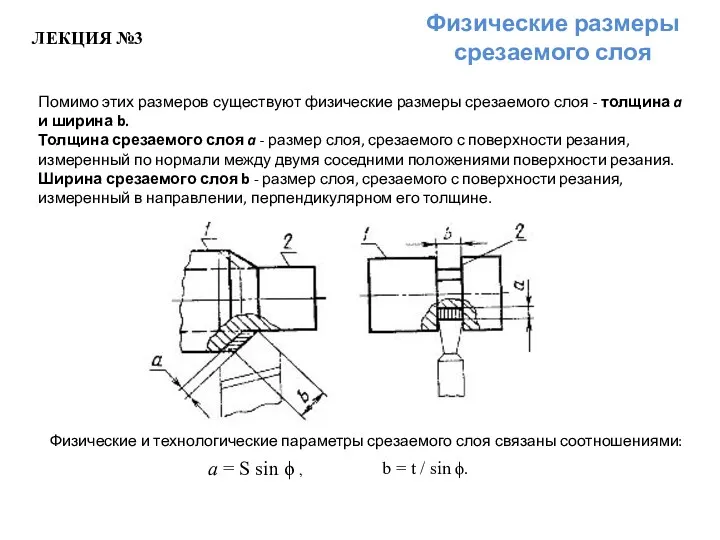
Помимо этих размеров существуют физические размеры срезаемого слоя - толщина a
Помимо этих размеров существуют физические размеры срезаемого слоя - толщина a
ЛЕКЦИЯ №3
Физические размеры срезаемого слоя
Площадь поперечного сечения срезаемого слоя
F =
ЛЕКЦИЯ №3
Физические размеры срезаемого слоя
Площадь поперечного сечения срезаемого слоя
F =
Обозначение державки
1. Первая буква обозначения определяет способ закрепления режущей пластины на
Обозначение державки
1. Первая буква обозначения определяет способ закрепления режущей пластины на
2 и 3. Вторая буква обозначает форму пластины. Существует 8 различных
2 и 3. Вторая буква обозначает форму пластины. Существует 8 различных
2 и 3. Вторая буква обозначает форму пластины. Существует 8 различных
2 и 3. Вторая буква обозначает форму пластины. Существует 8 различных
4 и 5. Четвертая буква определяет величину заднего угла пластины. Если
4 и 5. Четвертая буква определяет величину заднего угла пластины. Если
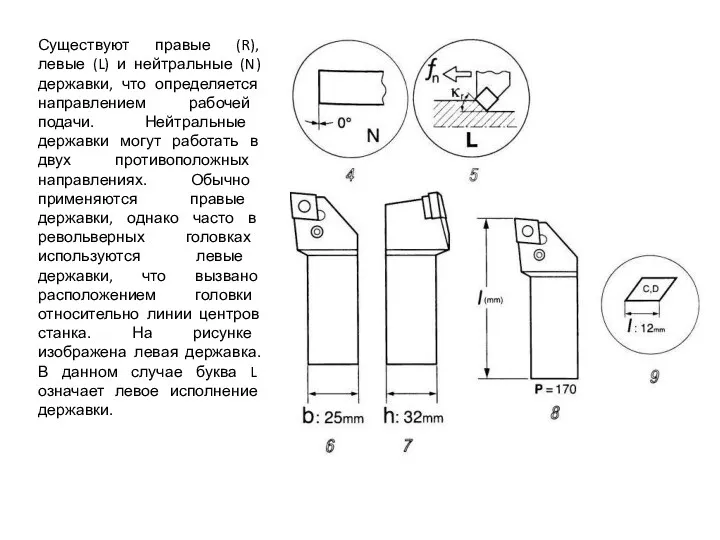
Существуют правые (R), левые (L) и нейтральные (N) державки, что определяется
Существуют правые (R), левые (L) и нейтральные (N) державки, что определяется
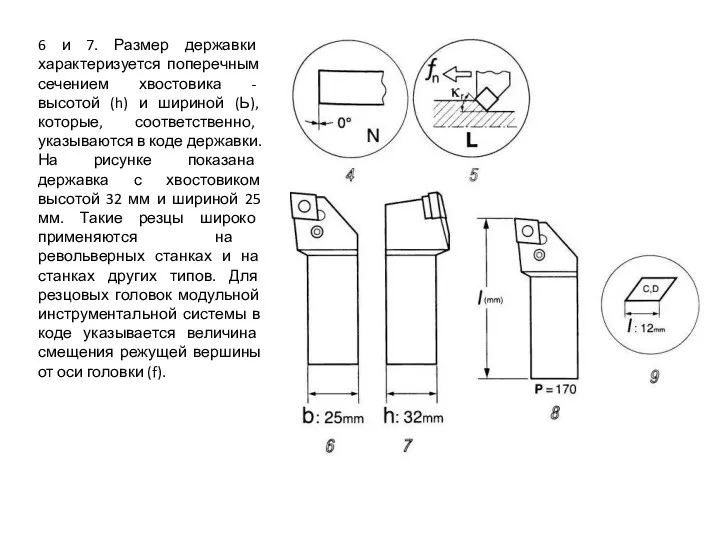
6 и 7. Размер державки характеризуется поперечным сечением хвостовика - высотой
6 и 7. Размер державки характеризуется поперечным сечением хвостовика - высотой
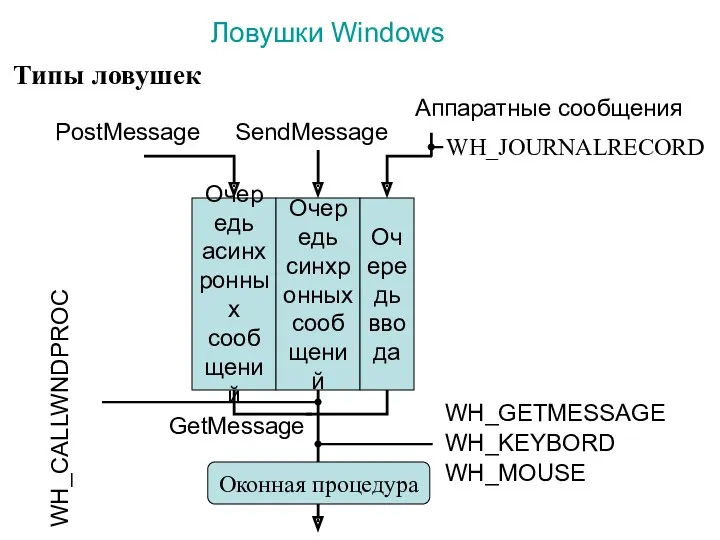 Ловушки Windows. Типы ловушек. (Лекция 14)
Ловушки Windows. Типы ловушек. (Лекция 14) Программирование на Java. Collections Framework - фреймверк коллекций объектов. (Лекция 7.1)
Программирование на Java. Collections Framework - фреймверк коллекций объектов. (Лекция 7.1) Наше время! Ноябрь-декабрь, 2019. Выпуск № 2
Наше время! Ноябрь-декабрь, 2019. Выпуск № 2 Робототехніка на основі Arduino
Робототехніка на основі Arduino Динамические модели в среде OO Impress
Динамические модели в среде OO Impress Информация. Виды и свойства
Информация. Виды и свойства Использование MS Office для автоматизации профессиональной деятельности. Microsoft Word. Microsoft Office XP. ч.2
Использование MS Office для автоматизации профессиональной деятельности. Microsoft Word. Microsoft Office XP. ч.2 Usability testing
Usability testing Универсальная энциклопедия в сети Интернет. Википедия
Универсальная энциклопедия в сети Интернет. Википедия Лекция 7. Collections [.NET Framework]
Лекция 7. Collections [.NET Framework] Хакеризм. Понятие хакера
Хакеризм. Понятие хакера Порядок регистрации на Портале
Порядок регистрации на Портале контейнеры STL
контейнеры STL Счастливый случай. Игра по информатике
Счастливый случай. Игра по информатике Представление символьной информации и десятичных чисел в ЭВМ
Представление символьной информации и десятичных чисел в ЭВМ Linux ОЖ CD және DVD көшіру
Linux ОЖ CD және DVD көшіру Применение дистанционных технологий при обучении детей с ОВЗ
Применение дистанционных технологий при обучении детей с ОВЗ Тестирование программного обеспечения. Цели и задачи тестирования
Тестирование программного обеспечения. Цели и задачи тестирования Основы теории компьютерной безопасности
Основы теории компьютерной безопасности Зачем человек приходит в этот мир?
Зачем человек приходит в этот мир? Этапы решения задач на компьютере. Языки программирования
Этапы решения задач на компьютере. Языки программирования Цепочечные команды. Обработка строк
Цепочечные команды. Обработка строк Электронная проходная. Электронная столовая
Электронная проходная. Электронная столовая Путешествие по стране Интернетии
Путешествие по стране Интернетии Моделирование информационных потоков. Диаграмма потоков данных (data fow diagram, DFD)
Моделирование информационных потоков. Диаграмма потоков данных (data fow diagram, DFD) Портфолио
Портфолио Основные принципы построения операционных систем
Основные принципы построения операционных систем Хабар 24. Главный информационный
Хабар 24. Главный информационный