- Металлокерамические, фарфоровые коронки. Технологические этапы изготовления

Содержание
- 2. Преимущества металлокерамических конструкций Более устойчивы к переломам, чем цельнокерамические коронки. Прочность зависит от связи между металлом
- 4. Теория соединения металлов и керамики. Основные механизмы: 1.Механическое сцепление. 2.Силы сжатия. 3. Ван-дер-вальсовые силы. 4. Химическая
- 5. Механическое сцепление: При блокировании керамики в микронеровностях на поверхности металлического колпачка (при обработке абразивными головками и
- 6. Силы Ван-дер-Вальса обеспечивают прочность соединения, обусловленную взаимным притяжением заряженных молекул. Химическое соединение: благодаря формированию оксидного слоя
- 7. Применяемые сплавы: Высокоблагородные (багородные металлы более 60%): Золото-платино-палладиевые Золото-платино-серебряные Благородные (минимум 25%): Серебряно-палладиевые С высоким содержанием
- 8. Sintercast Gold (Nobil Metal)
- 9. Triceram (Dentaurum)
- 10. Требование: Сплавы должны иметь одинаковый с керамикой коэффицент термического расширения, обеспечивать необходимую химическую связь фарфоровой массы
- 11. Основные слоя фарфора: 1.Непрозрачный фарфор (опаковый слой, грунтовый слой) скрывает подлежащую металлическую часть, играет важную роль
- 12. Керамические массы: I. По материалу для изготовления керамического каркаса искусственной коронки: а) на основе иттриевого стекла;
- 13. II. По технологии изготовления: 1. Традиционная порошковая керамика. а) вакуумный обжиг керамики на платиновой фольге: Vitadur,
- 14. 4. Импрегнированная (инфильтрованная) керамика (infiltrated ceramics): а) шликерная технология изготовления: Turkom-Cera («Turkom-Ceramic (M) Sdn. Bhd», Малазия),
- 15. III. По признакам общего пользовательского алгоритма и компоновке аппаратного обеспечения CAD/CAM: а) централизованные макросистемы (Procera, Decim);
- 16. Плечевая масса – выкладывается по нижнему краю коронки
- 17. Технологи металлического каркаса. Важные особенности: Толщина подлежащего и соединенного с фарфором металла. Протяженность поверхности, которая будет
- 18. Металлический каркас. Фарфор, имеющий относительно небольшую равномерную толщину и поддерживаемый твердым металлом, является самым прочным. Минимальная
- 19. Окклюзионные и проксимальные поверхности: Отглазурованный фарфор стирает зубы-антогонисты в 40 раз быстрее, чем золото. =>окклюзионные контакты
- 20. Фарфоровые коронки. Этот вид искусственных коронок отвечает самым высоким эстетическим требованиям. Базисом при обжиге фарфоровой массы
- 21. Достоинства фарфоровых коронок: Отличная эстетика – фарфор (как и вся безметалловая керамика) очень близок по строению
- 22. Циркониевые коронки – Такие коронки делают из диоксида циркония. Этот материал является на сегодняшний день наиболее
- 23. Достоинства циркониевых коронок: Отличная эстетика – коронки полностью передают оттенки и прозрачность естественных тканей зубов. Высокая
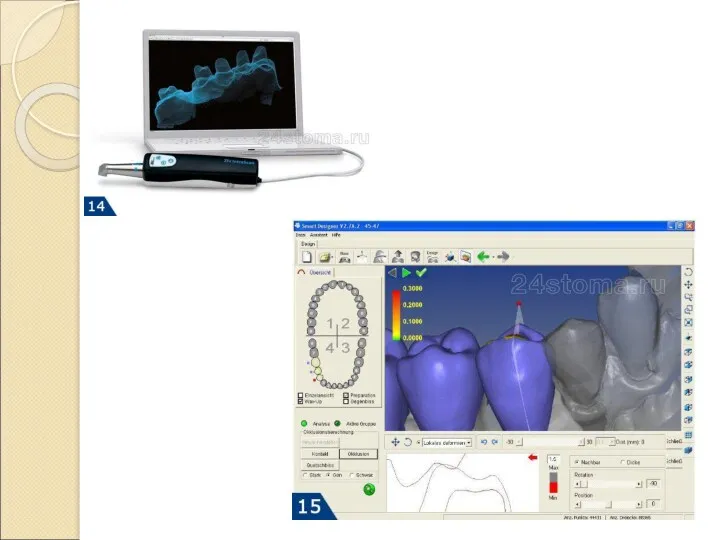
- 24. Изготовление коронок из диоксида циркония: CAD/CAM технология Обтачивание опорных зубов под коронки Сканирование обточенных зубов и
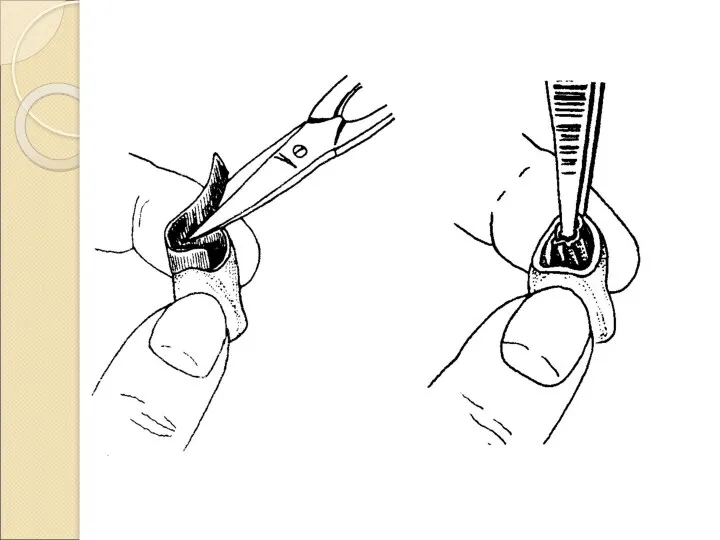
- 27. Изготовление колпачка из платиновой фольги для обжига на нем фарфоровой массы: а - заготовка фольги с
- 29. Нанесение и обжиг базисного (опакового) слоя фарфоровой массы: а - нанесение базисного слоя с частичным закрытием
- 30. Моделировка фарфоровой коронки: а - нанесение дентинной массы на опаковый слой; б - снятие части дентинного
- 32. Технология нанесения на огнеупорную модель. На фирме Noritake был разработан материалScreening EX-3, предназначенный для изготовления керамических
- 34. В последние годы специалисты пытаются совершенствовать технологию изготовления фарфоровых коронок (изготовление фарфоровых коронок на огнеупорных моделях,
- 35. Для технологии прессования применяется материал IPS Empress Esthetic, для CAD/CAM технологии – IPS Empress CAD. Оба
- 36. IPS e.max Press IPS e.max Press – это инновационная заготовка из стеклокерамики на основе дисиликата лития
- 38. Заготовки HT (HighTranslucency – высокая прозрачность) Заготовки LT (Low Translucency – низкая прозрачность) Заготовки MO (Medium
- 39. Преимущества высокая прочность (400 МПа) и превосходная эстетика минимально инвазивные и точные реставрации четыре уровня прозрачности
- 41. Скачать презентацию
Преимущества металлокерамических конструкций
Более устойчивы к переломам, чем цельнокерамические коронки.
Прочность зависит от
Преимущества металлокерамических конструкций
Более устойчивы к переломам, чем цельнокерамические коронки.
Прочность зависит от
Теория соединения металлов и керамики.
Основные механизмы:
1.Механическое сцепление.
2.Силы сжатия.
3. Ван-дер-вальсовые силы.
4. Химическая
Теория соединения металлов и керамики.
Основные механизмы:
1.Механическое сцепление.
2.Силы сжатия.
3. Ван-дер-вальсовые силы.
4. Химическая
Механическое сцепление:
При блокировании керамики в микронеровностях на поверхности металлического колпачка (при
Механическое сцепление:
При блокировании керамики в микронеровностях на поверхности металлического колпачка (при
Силы Ван-дер-Вальса обеспечивают прочность соединения, обусловленную взаимным притяжением заряженных молекул.
Химическое соединение:
Силы Ван-дер-Вальса обеспечивают прочность соединения, обусловленную взаимным притяжением заряженных молекул.
Химическое соединение:
Применяемые сплавы:
Высокоблагородные (багородные металлы более 60%):
Золото-платино-палладиевые
Золото-платино-серебряные
Благородные (минимум 25%):
Серебряно-палладиевые
С высоким содержанием палладия
Преимущественно
Применяемые сплавы:
Высокоблагородные (багородные металлы более 60%):
Золото-платино-палладиевые
Золото-платино-серебряные
Благородные (минимум 25%):
Серебряно-палладиевые
С высоким содержанием палладия
Преимущественно
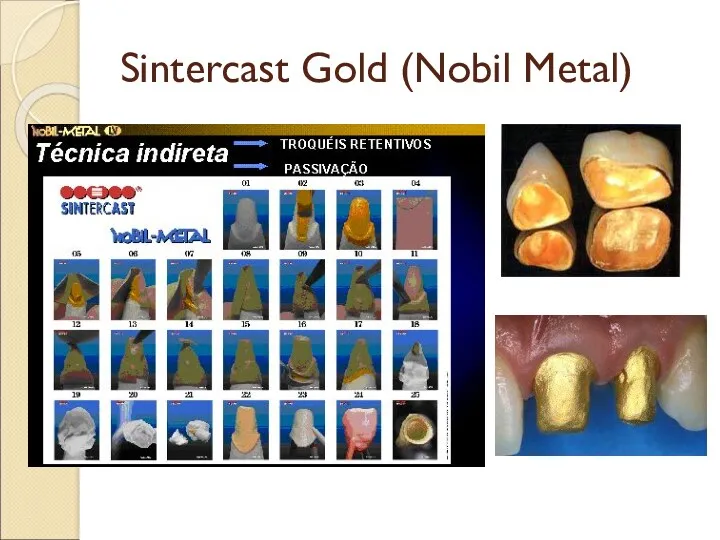
Sintercast Gold (Nobil Metal)
Sintercast Gold (Nobil Metal)

Triceram (Dentaurum)
Triceram (Dentaurum)
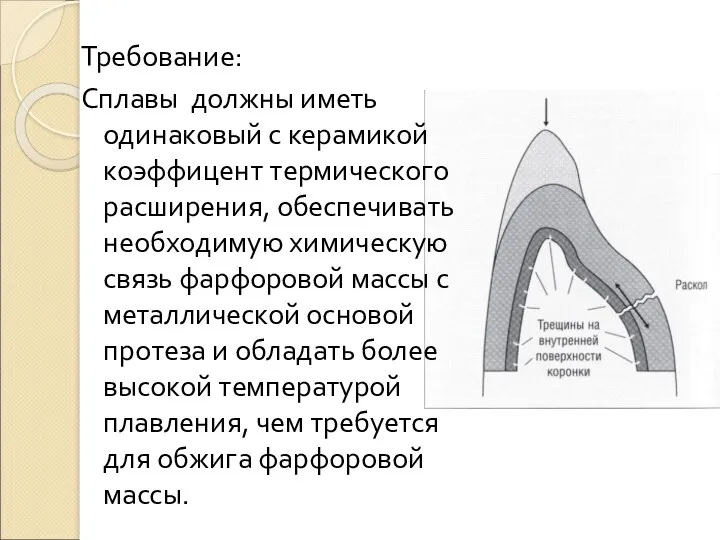
Требование:
Сплавы должны иметь одинаковый с керамикой коэффицент термического расширения, обеспечивать необходимую
Требование:
Сплавы должны иметь одинаковый с керамикой коэффицент термического расширения, обеспечивать необходимую
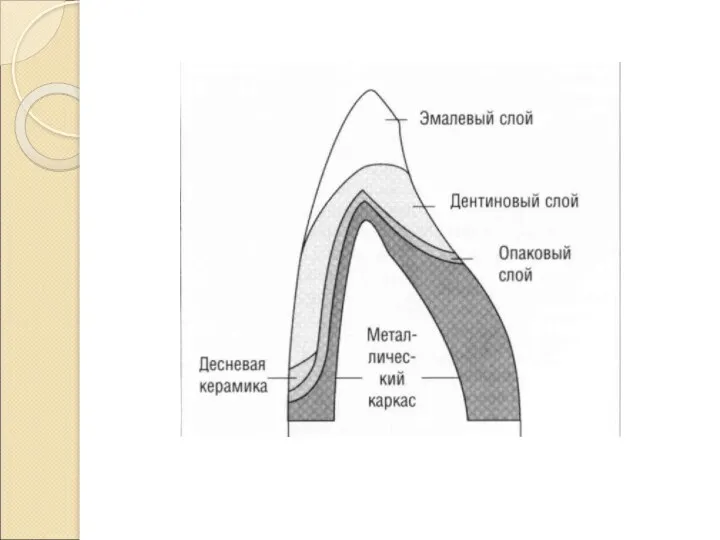
Основные слоя фарфора:
1.Непрозрачный фарфор (опаковый слой, грунтовый слой) скрывает подлежащую
Основные слоя фарфора:
1.Непрозрачный фарфор (опаковый слой, грунтовый слой) скрывает подлежащую
Керамические массы:
I. По материалу для изготовления керамического каркаса
искусственной коронки:
а) на основе
Керамические массы:
I. По материалу для изготовления керамического каркаса искусственной коронки: а) на основе
II. По технологии изготовления:
1. Традиционная порошковая керамика.
а) вакуумный обжиг керамики на
II. По технологии изготовления:
1. Традиционная порошковая керамика.
а) вакуумный обжиг керамики на
4. Импрегнированная (инфильтрованная) керамика (infiltrated ceramics):
а) шликерная технология изготовления: Turkom-Cera («Turkom-Ceramic
4. Импрегнированная (инфильтрованная) керамика (infiltrated ceramics): а) шликерная технология изготовления: Turkom-Cera («Turkom-Ceramic
III. По признакам общего пользовательского алгоритма и компоновке аппаратного обеспечения CAD/CAM:
а)
III. По признакам общего пользовательского алгоритма и компоновке аппаратного обеспечения CAD/CAM: а)

Плечевая масса – выкладывается по нижнему краю коронки
Плечевая масса – выкладывается по нижнему краю коронки
Технологи металлического каркаса.
Важные особенности:
Толщина подлежащего и соединенного с фарфором металла.
Протяженность поверхности,
Технологи металлического каркаса.
Важные особенности:
Толщина подлежащего и соединенного с фарфором металла.
Протяженность поверхности,
Металлический каркас.
Фарфор, имеющий относительно небольшую равномерную толщину и поддерживаемый твердым
Металлический каркас.
Фарфор, имеющий относительно небольшую равномерную толщину и поддерживаемый твердым
Окклюзионные и проксимальные поверхности:
Отглазурованный фарфор стирает зубы-антогонисты в 40 раз быстрее,
Окклюзионные и проксимальные поверхности:
Отглазурованный фарфор стирает зубы-антогонисты в 40 раз быстрее,
Фарфоровые коронки.
Этот вид искусственных коронок отвечает самым высоким эстетическим требованиям.
Базисом при
Фарфоровые коронки.
Этот вид искусственных коронок отвечает самым высоким эстетическим требованиям.
Базисом при
Достоинства фарфоровых коронок:
Отличная эстетика –
фарфор (как и вся безметалловая керамика) очень
Достоинства фарфоровых коронок:
Отличная эстетика –
фарфор (как и вся безметалловая керамика) очень
Циркониевые коронки –
Такие коронки делают из диоксида циркония. Этот материал является
Циркониевые коронки –
Такие коронки делают из диоксида циркония. Этот материал является
Достоинства циркониевых коронок:
Отличная эстетика –
коронки полностью передают оттенки и прозрачность естественных
Достоинства циркониевых коронок:
Отличная эстетика –
коронки полностью передают оттенки и прозрачность естественных
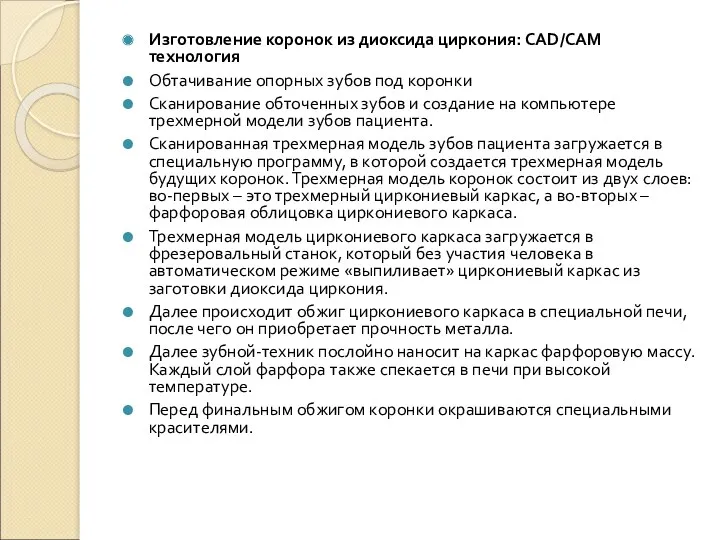
Изготовление коронок из диоксида циркония: CAD/CAM технология
Обтачивание опорных зубов под коронки
Сканирование обточенных
Изготовление коронок из диоксида циркония: CAD/CAM технология
Обтачивание опорных зубов под коронки
Сканирование обточенных
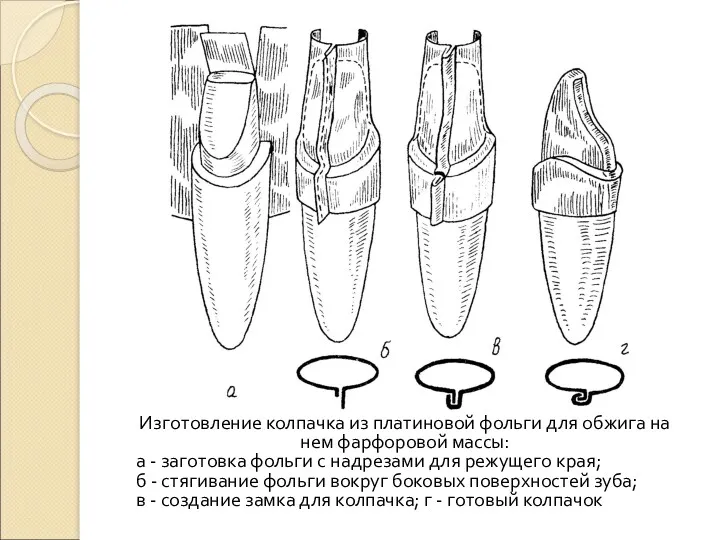
Изготовление колпачка из платиновой фольги для обжига на нем фарфоровой массы:
а
Изготовление колпачка из платиновой фольги для обжига на нем фарфоровой массы:
а

Нанесение и обжиг базисного (опакового) слоя фарфоровой массы:
а - нанесение базисного
Нанесение и обжиг базисного (опакового) слоя фарфоровой массы:
а - нанесение базисного
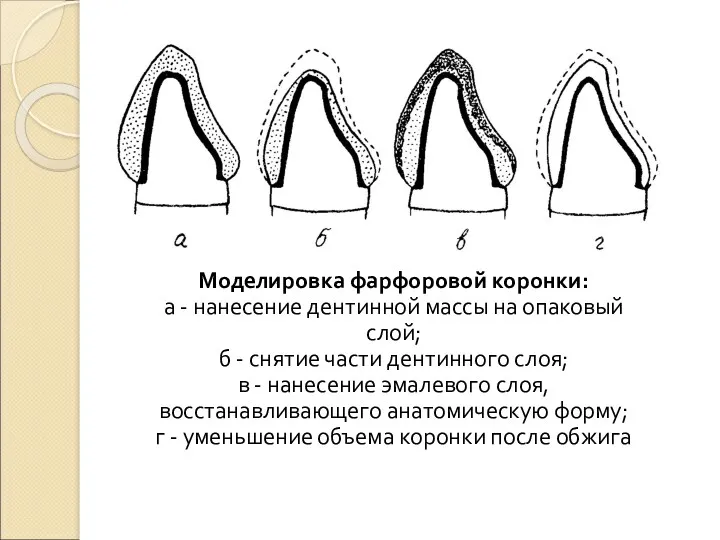
Моделировка фарфоровой коронки:
а - нанесение дентинной массы на опаковый слой;
б -
Моделировка фарфоровой коронки:
а - нанесение дентинной массы на опаковый слой;
б -
Технология нанесения на огнеупорную модель.
На фирме Noritake был разработан материалScreening EX-3, предназначенный для изготовления
Технология нанесения на огнеупорную модель.
На фирме Noritake был разработан материалScreening EX-3, предназначенный для изготовления
В последние годы специалисты пытаются совершенствовать технологию изготовления фарфоровых коронок (изготовление
В последние годы специалисты пытаются совершенствовать технологию изготовления фарфоровых коронок (изготовление
Для технологии прессования применяется материал IPS Empress Esthetic, для CAD/CAM технологии
Для технологии прессования применяется материал IPS Empress Esthetic, для CAD/CAM технологии
IPS e.max Press
IPS e.max Press – это инновационная заготовка из стеклокерамики на основе дисиликата
IPS e.max Press
IPS e.max Press – это инновационная заготовка из стеклокерамики на основе дисиликата

Заготовки HT (HighTranslucency – высокая прозрачность)
Заготовки LT (Low Translucency – низкая
Заготовки HT (HighTranslucency – высокая прозрачность) Заготовки LT (Low Translucency – низкая
Преимущества
высокая прочность (400 МПа) и превосходная эстетика
минимально инвазивные и точные реставрации
четыре
Преимущества
высокая прочность (400 МПа) и превосходная эстетика
минимально инвазивные и точные реставрации
четыре
 Деятельность медицинской сестры в осуществлении мероприятий по профилактике миопии среди школьников
Деятельность медицинской сестры в осуществлении мероприятий по профилактике миопии среди школьников Мениски. Шов менисков или резекция? Что выбрать при повреждениях менисков коленного сустава?
Мениски. Шов менисков или резекция? Что выбрать при повреждениях менисков коленного сустава? Биожүйелердің электрөткізгіштігі
Биожүйелердің электрөткізгіштігі Узкий таз в акушерстве
Узкий таз в акушерстве Условные предложения. Виды условных предложений
Условные предложения. Виды условных предложений Грязелечение
Грязелечение Адресная доставка лекарственных нанопрепаратов в применении к моделям рака на доклиническом этапе исследований
Адресная доставка лекарственных нанопрепаратов в применении к моделям рака на доклиническом этапе исследований Гигиенические основы физического воспитания и закаливания детей и подростков
Гигиенические основы физического воспитания и закаливания детей и подростков Профессия врача. Одна из самых нужных и важных профессий
Профессия врача. Одна из самых нужных и важных профессий Самостоятельная работа интерна. Нарушения пищевого поведения
Самостоятельная работа интерна. Нарушения пищевого поведения Скульптурное моделирование лица
Скульптурное моделирование лица Перитонит, панкреатит, сепсис
Перитонит, панкреатит, сепсис Природно-очаговое заболевание чума
Природно-очаговое заболевание чума Pulp involvement
Pulp involvement ВИЧ-инфекция и СПИД
ВИЧ-инфекция и СПИД МРТ в диагностики ишемического инсульта. Сосудистая патология. Лекция 3
МРТ в диагностики ишемического инсульта. Сосудистая патология. Лекция 3 Сибирская язва. Возбудитель, эпидемиология, патогенез, диагностика, лечение, профилактика
Сибирская язва. Возбудитель, эпидемиология, патогенез, диагностика, лечение, профилактика Өкпе туберкулезі
Өкпе туберкулезі Почки. Анатомия почки. Нефрэктомия
Почки. Анатомия почки. Нефрэктомия Сахарный диабет у детей
Сахарный диабет у детей Тромбоэмолдық синдром
Тромбоэмолдық синдром Классификации психического дизонтогенеза
Классификации психического дизонтогенеза Медики - структура. Структура медицинского образования в Германии
Медики - структура. Структура медицинского образования в Германии Принципы рационального питания
Принципы рационального питания Сравнительный анализ методов хирургического лечения стрессового недержания мочи у женщин
Сравнительный анализ методов хирургического лечения стрессового недержания мочи у женщин Генетика негіздері
Генетика негіздері Склеродермия. Этиология склеродермии
Склеродермия. Этиология склеродермии Орнитоз (пситтакоз)
Орнитоз (пситтакоз)