- Вкладки. Классификация вкладок

Содержание
- 2. Классификация вкладок по: топографии дефекта; конструкции; материалам; методам изготовления.
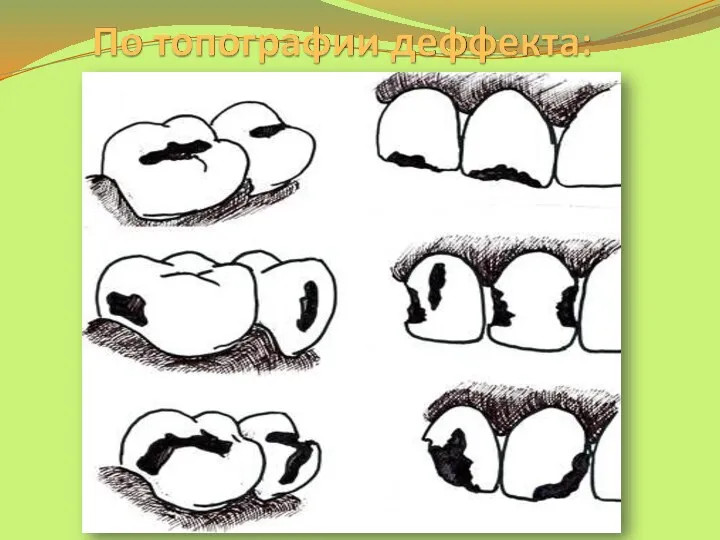
- 3. :По топографии деффекта О - полости на окклюзионной (жевательной поверхности); М - полости на медиальной поверхности;
- 5. Инлей (Inlay) микропротез, расположенный центрально и не затрагивающий бугорков зуба; По конструкции:
- 6. Онлей (Onlay) микропротез, затрагивающий внутренние скаты бугорков в виде накладки;
- 7. Оверлей (Overlay) микропротез, перекрывающий от 1 до 3 бугорков.
- 8. Пинлей (Pinlay) микропротез, укрепляемый в зубе с помощью штифтов (пинов).
- 9. Разборная вкладка Основной штифт Запирающий штифт
- 13. металлические из титана, золота, хромо – кобальтового и других сплавов; По материалу
- 14. Диоксид циркония (CAD/CAM) По материалу
- 15. Прессованная керамика (цельнокерамическая)
- 16. Металлокерамическая
- 17. Композитная
- 18. По методу изготовления Литые (отливают металлические вкладки) Литье металла – это процесс изготовления металлических изделий путем
- 19. По методу изготовления Полимеризационные (полимерные , то есть пластмассовые, композитные вкладки) Полимеризация – кратко : это
- 20. Прессованные керамическую массу нагревают до 1150° и прессуют под давлением в форму. Полученная таким образом коронка/вкладка
- 21. Основание цоколя с воронкой/опокой для литья
- 22. Восковой прототип будущей конструкции (wax up) заливается формовочной массой. Далее, эта формовочная масса затвердеет.
- 24. Восковой прототип будущей конструкции (wax up) отправляют в печь и выплавляют воск из формы. Внутри остаются
- 25. Плунжер нужен для прессования/давления на заготовку/брусок /блок керамики. В керамической печи, под высокой температурой, твердая керамика
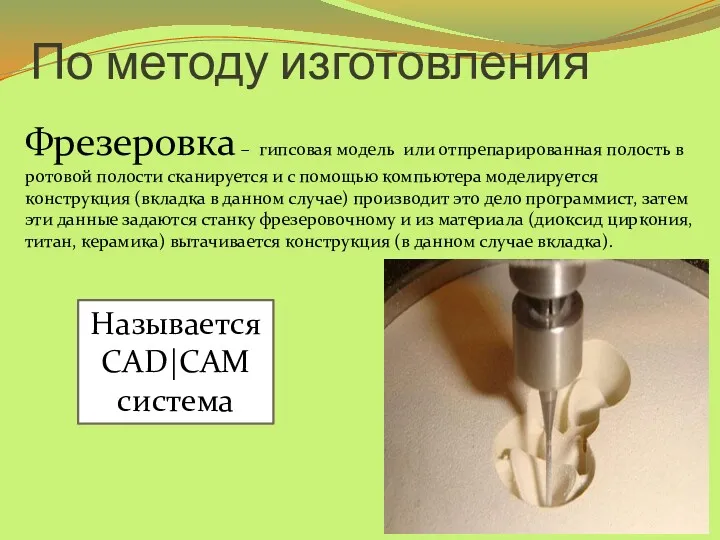
- 26. По методу изготовления Фрезеровка – гипсовая модель или отпрепарированная полость в ротовой полости сканируется и с
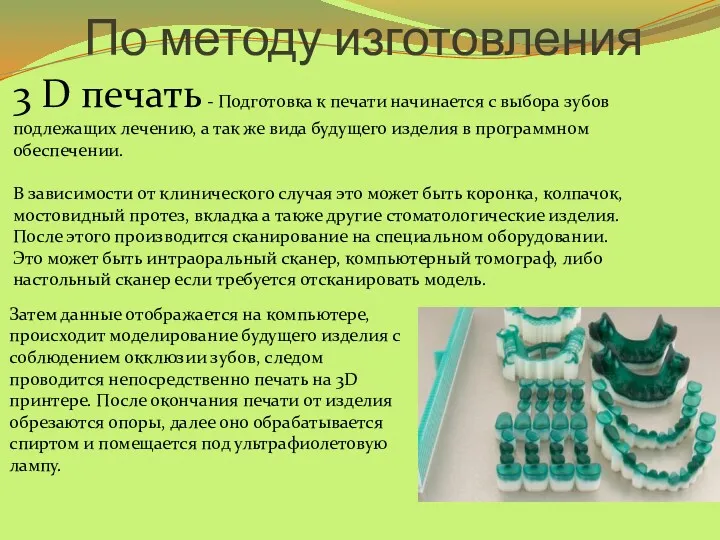
- 28. По методу изготовления 3 D печать - Подготовка к печати начинается с выбора зубов подлежащих лечению,
- 29. По методу изготовления 3 D печать - Существует большой выбор материалов для печати на 3D принтере.
- 31. 3 D печать Преимущества: Хранение анатомических моделей челюсти и зубов пациентов в цифровом формате. Высокая скорость
- 32. Выжигаемые полимеры 3D-печати используются для литья металлов по восковым моделям и прессования керамики для изготовления вкладок
- 33. Припасовкой называется окончательная точная пригонка одной детали к другой без просветов, качки и перекосов. Припасовка -
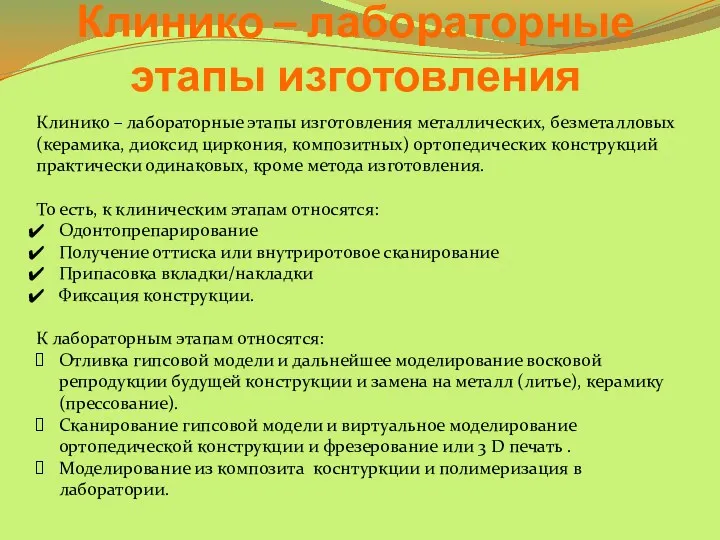
- 34. Клинико – лабораторные этапы изготовления Клинико – лабораторные этапы изготовления металлических, безметалловых (керамика, диоксид циркония, композитных)
- 35. Клинико – лабораторные этапы изготовления при полном цифровом методе работы с диоксидом циркония
- 36. Клинико – лабораторные этапы изготовления при полном цифровом методе работы с керамическим блоком для фрезеровки
- 37. Клинико – лабораторные этапы изготовления на 3 D принтере
- 38. Клинико – лабораторные этапы изготовления из прессованной керамики
- 39. По методу изготовления Литых металлических вкладок Прямой (клинический) Опосредованный (непрямой, лабораторный)
- 40. Прямой метод Формирование полости (одонтопрепарирование) (1) 1-ой клинический этап
- 41. Необходимо провести тщательную некрэктомию (убрать все кариозные ткани), так как, даже небольшое количество не удаленной кариозной
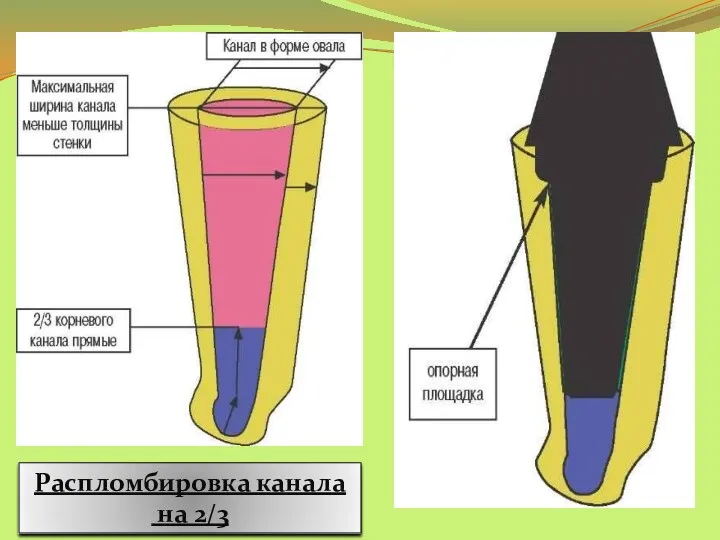
- 43. Распломбировка канала на 2/3
- 46. (2) 2-ой клинический этап Моделирование вкладки из воска или из беззольной пластмассы (врачом).
- 48. (3) 3-ий клинический этап Выведение восковой (пластмассовой) репродукции.
- 49. (4) 1-ый лабораторный этап Замена воска (пластмассы) на металл.
- 50. (5) 4-ый клинический этап Припасовка вкладки в полости рта.
- 51. (6) 5-ый клинический этап Фиксация вкладки на цемент в зубе.
- 52. (1) 1-ый клинический этап Препарирование полости. 2/3 Опосредованный (непрямой, лабораторный) метод
- 53. (2) 2-ой клинический этап Получение двуслойного оттиска (силиконовой массой).
- 54. (3) 1-ый лабораторный этап Изготовление разборной модели челюсти из супергипса.
- 55. (4) 2-ой лабораторный этап Создание восковой (пластмассовой) репродукции вкладки на гипсовой модели.
- 56. (5) 3-ий лабораторный этап Замена воска (пластмассы) на металл.
- 57. (6) 4-ый лабораторный этап Припасовка вкладки на гипсовой модели.
- 58. (7) 3-ий клинический этап Припасовка вкладки в полости рта.
- 59. (8) 4-ый клинический этап Фиксация вкладки на цемент.
- 62. Скачать презентацию
Классификация вкладок
по:
топографии дефекта;
конструкции;
материалам;
методам изготовления.
Классификация вкладок
по:
топографии дефекта;
конструкции;
материалам;
методам изготовления.
:По топографии деффекта
О - полости на окклюзионной (жевательной поверхности);
М - полости
:По топографии деффекта
О - полости на окклюзионной (жевательной поверхности);
М - полости
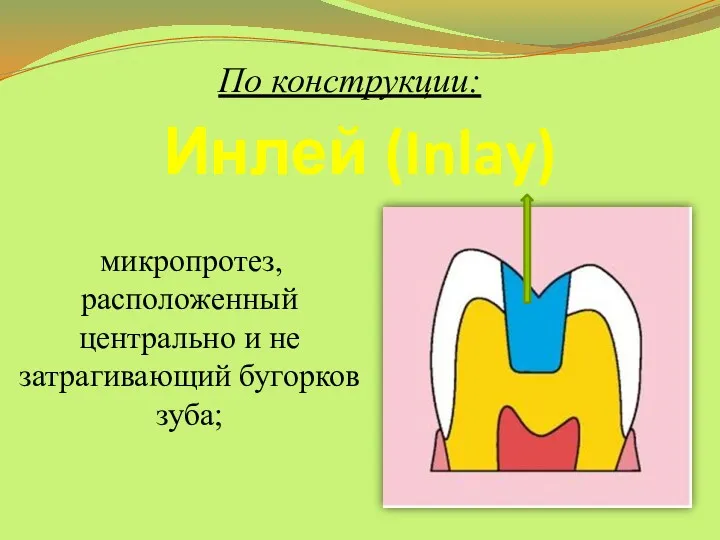
Инлей (Inlay)
микропротез, расположенный центрально и не затрагивающий бугорков зуба;
По конструкции:
Инлей (Inlay)
микропротез, расположенный центрально и не затрагивающий бугорков зуба;
По конструкции:
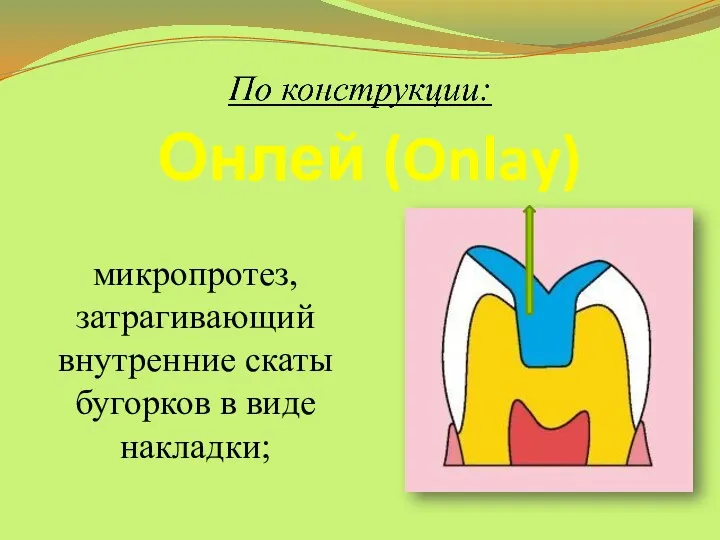
Онлей (Onlay)
микропротез, затрагивающий внутренние скаты бугорков в виде накладки;
Онлей (Onlay)
микропротез, затрагивающий внутренние скаты бугорков в виде накладки;

Оверлей (Overlay)
микропротез, перекрывающий от 1 до 3 бугорков.
Оверлей (Overlay)
микропротез, перекрывающий от 1 до 3 бугорков.

Пинлей (Pinlay)
микропротез, укрепляемый в зубе с помощью штифтов (пинов).
Пинлей (Pinlay)
микропротез, укрепляемый в зубе с помощью штифтов (пинов).

Разборная вкладка
Основной
штифт
Запирающий штифт
Разборная вкладка
Основной
штифт
Запирающий штифт



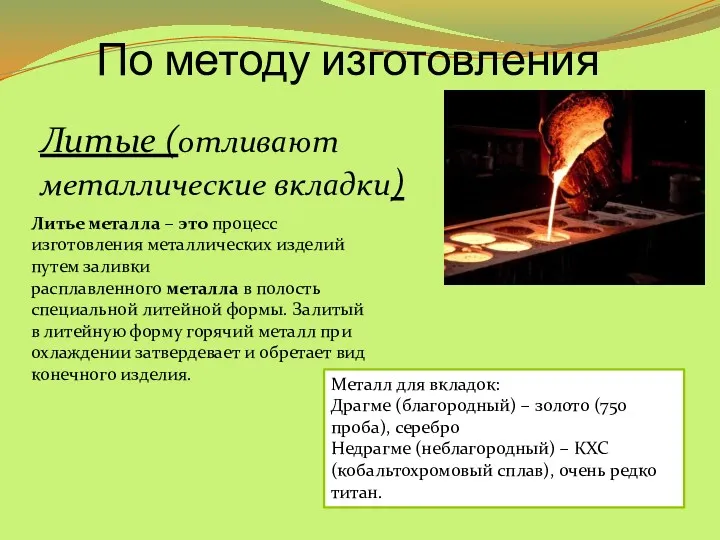
металлические
из титана, золота, хромо – кобальтового и других сплавов;
По
металлические
из титана, золота, хромо – кобальтового и других сплавов;
По

Диоксид циркония (CAD/CAM)
По материалу
Диоксид циркония (CAD/CAM)
По материалу
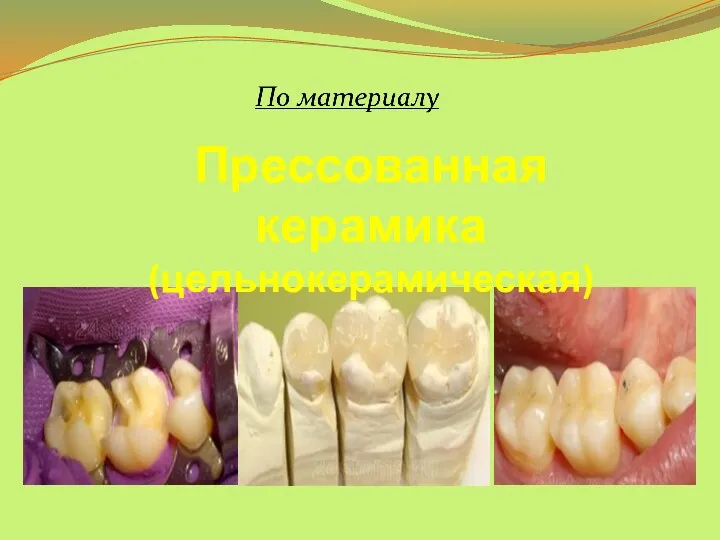
Прессованная керамика
(цельнокерамическая)
Прессованная керамика
(цельнокерамическая)

Металлокерамическая
Металлокерамическая
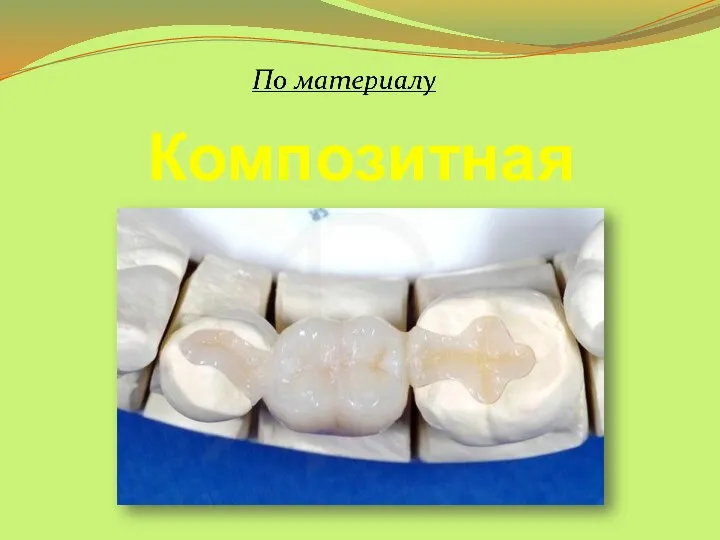
Композитная
Композитная
По методу изготовления
Литые (отливают металлические вкладки)
Литье металла – это процесс изготовления металлических
По методу изготовления
Литые (отливают металлические вкладки)
Литье металла – это процесс изготовления металлических
По методу изготовления
Полимеризационные (полимерные , то есть пластмассовые, композитные вкладки)
По методу изготовления
Полимеризационные (полимерные , то есть пластмассовые, композитные вкладки)

Прессованные керамическую массу нагревают до 1150° и прессуют под давлением в
Прессованные керамическую массу нагревают до 1150° и прессуют под давлением в

Основание цоколя с воронкой/опокой для литья
Основание цоколя с воронкой/опокой для литья

Восковой прототип будущей конструкции (wax up) заливается формовочной массой.
Далее, эта
Восковой прототип будущей конструкции (wax up) заливается формовочной массой.
Далее, эта

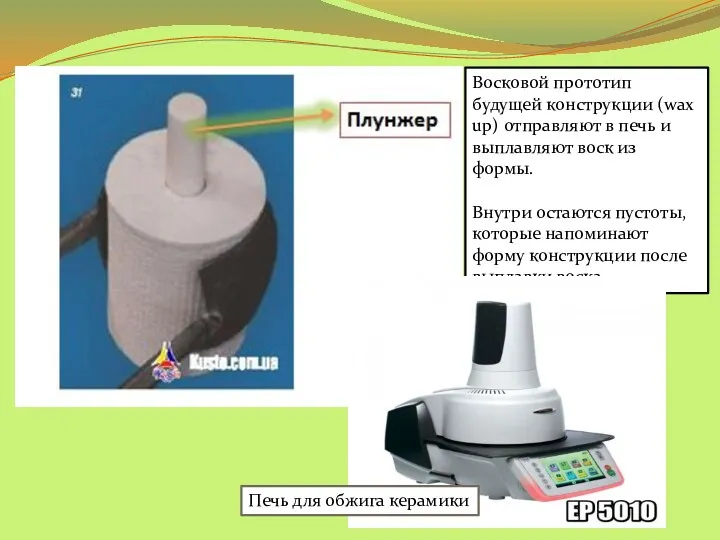
Восковой прототип будущей конструкции (wax up) отправляют в печь и выплавляют
Восковой прототип будущей конструкции (wax up) отправляют в печь и выплавляют
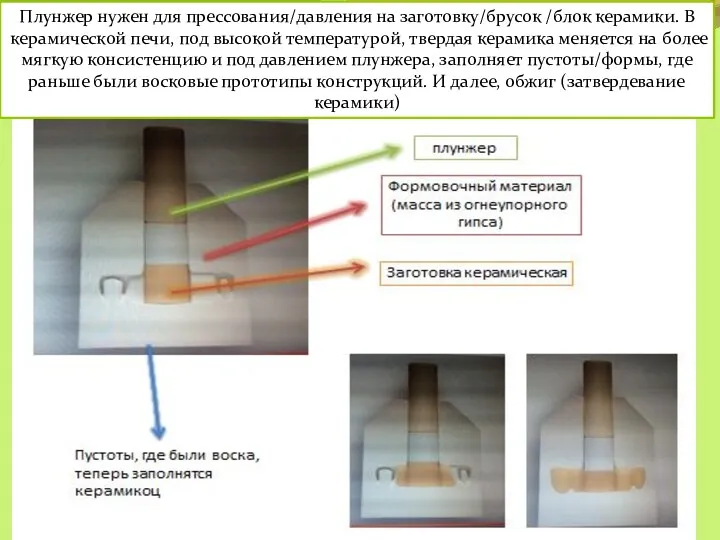
Плунжер нужен для прессования/давления на заготовку/брусок /блок керамики. В керамической печи,
Плунжер нужен для прессования/давления на заготовку/брусок /блок керамики. В керамической печи,
По методу изготовления
Фрезеровка – гипсовая модель или отпрепарированная полость в
По методу изготовления
Фрезеровка – гипсовая модель или отпрепарированная полость в

По методу изготовления
3 D печать - Подготовка к печати начинается
По методу изготовления
3 D печать - Подготовка к печати начинается
По методу изготовления
3 D печать - Существует большой выбор материалов
По методу изготовления
3 D печать - Существует большой выбор материалов


3 D печать
Преимущества:
Хранение анатомических моделей челюсти и зубов пациентов в
3 D печать
Преимущества:
Хранение анатомических моделей челюсти и зубов пациентов в
Выжигаемые полимеры 3D-печати используются для литья металлов по восковым моделям и
Выжигаемые полимеры 3D-печати используются для литья металлов по восковым моделям и
Припасовкой называется окончательная точная пригонка одной детали к другой без просветов, качки
Припасовкой называется окончательная точная пригонка одной детали к другой без просветов, качки
Клинико – лабораторные этапы изготовления
Клинико – лабораторные этапы изготовления металлических,
Клинико – лабораторные этапы изготовления
Клинико – лабораторные этапы изготовления металлических,
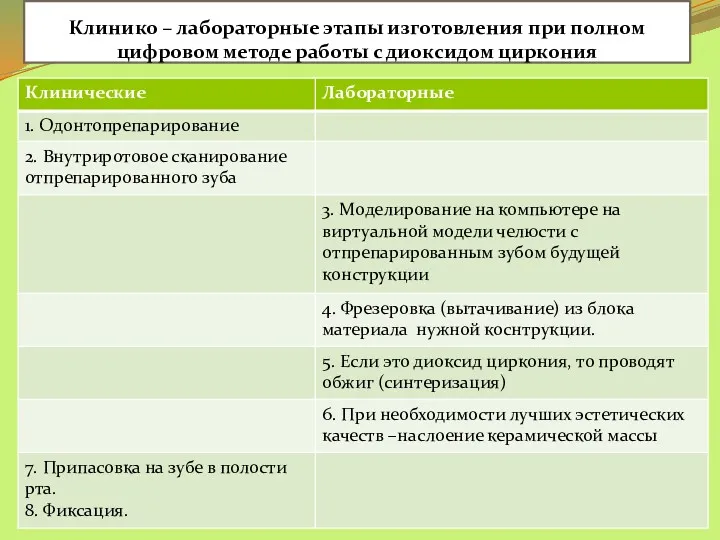
Клинико – лабораторные этапы изготовления при полном цифровом методе работы с
Клинико – лабораторные этапы изготовления при полном цифровом методе работы с
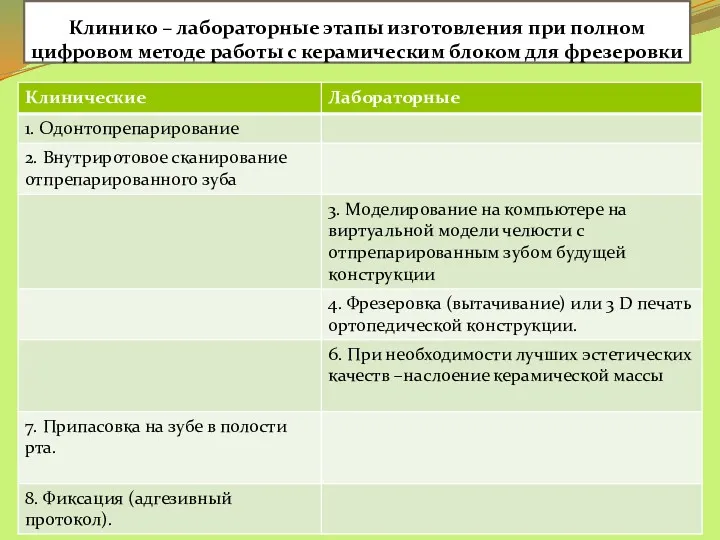
Клинико – лабораторные этапы изготовления при полном цифровом методе работы с
Клинико – лабораторные этапы изготовления при полном цифровом методе работы с
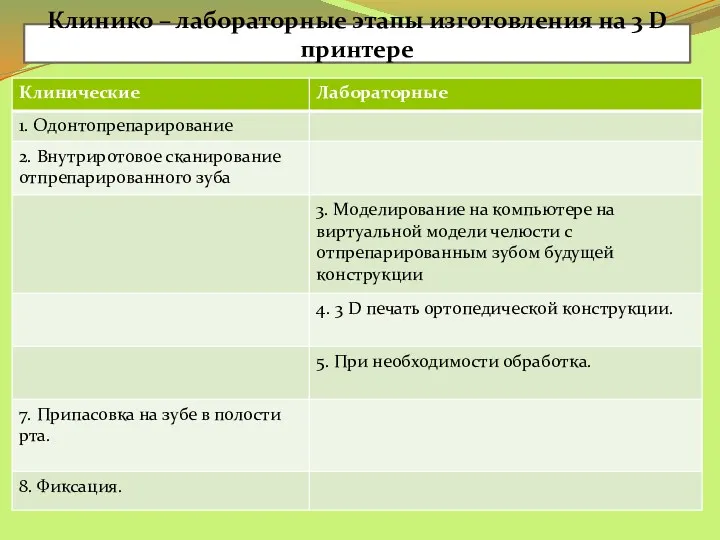
Клинико – лабораторные этапы изготовления на 3 D принтере
Клинико – лабораторные этапы изготовления на 3 D принтере
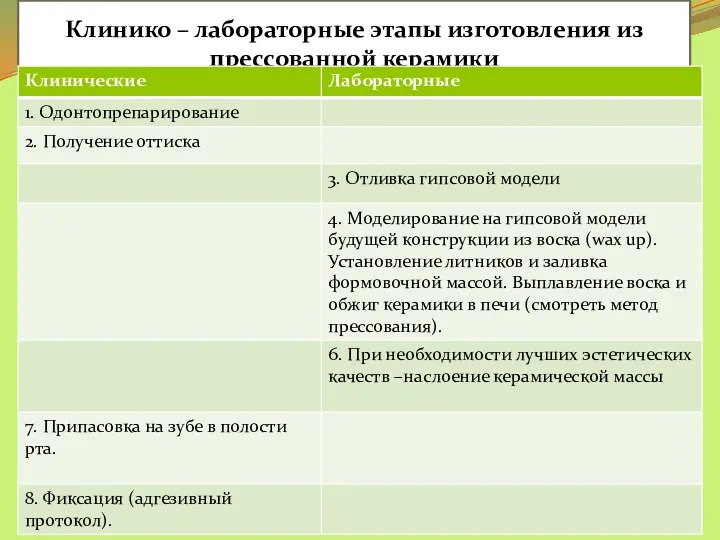
Клинико – лабораторные этапы изготовления из прессованной керамики
Клинико – лабораторные этапы изготовления из прессованной керамики
По методу изготовления
Литых металлических вкладок
Прямой
(клинический)
Опосредованный
(непрямой, лабораторный)
По методу изготовления
Литых металлических вкладок
Прямой
(клинический)
Опосредованный
(непрямой, лабораторный)

Прямой метод
Формирование полости
(одонтопрепарирование)
(1) 1-ой клинический этап
Прямой метод
Формирование полости
(одонтопрепарирование)
(1) 1-ой клинический этап
Необходимо провести тщательную некрэктомию (убрать все кариозные ткани), так как, даже
Необходимо провести тщательную некрэктомию (убрать все кариозные ткани), так как, даже
Распломбировка канала
на 2/3
Распломбировка канала
на 2/3


(2) 2-ой клинический этап
Моделирование вкладки из воска или
из беззольной пластмассы
(2) 2-ой клинический этап
Моделирование вкладки из воска или
из беззольной пластмассы
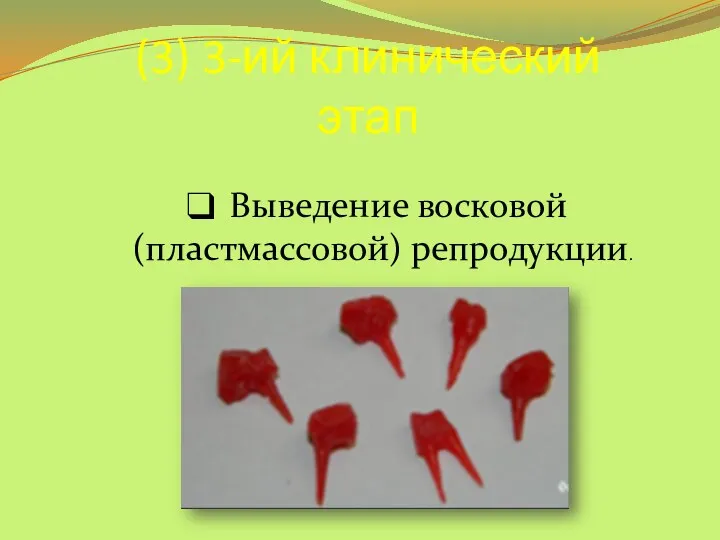
(3) 3-ий клинический этап
Выведение восковой
(пластмассовой) репродукции.
(3) 3-ий клинический этап
Выведение восковой
(пластмассовой) репродукции.
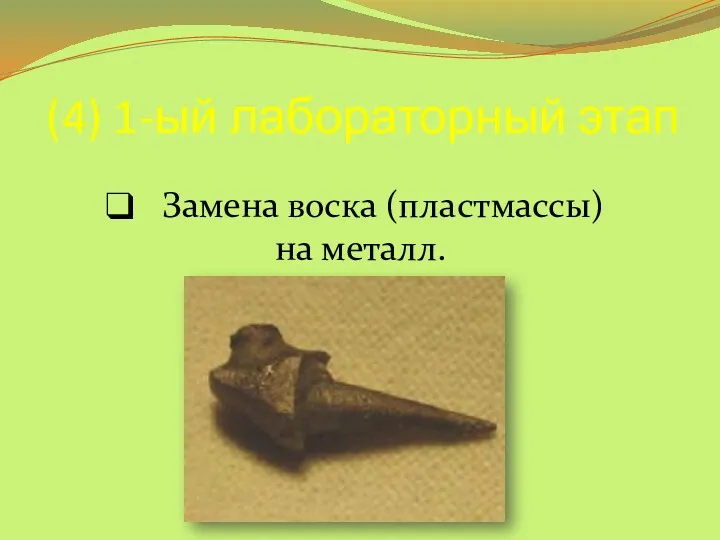
(4) 1-ый лабораторный этап
Замена воска (пластмассы)
на металл.
(4) 1-ый лабораторный этап
Замена воска (пластмассы)
на металл.
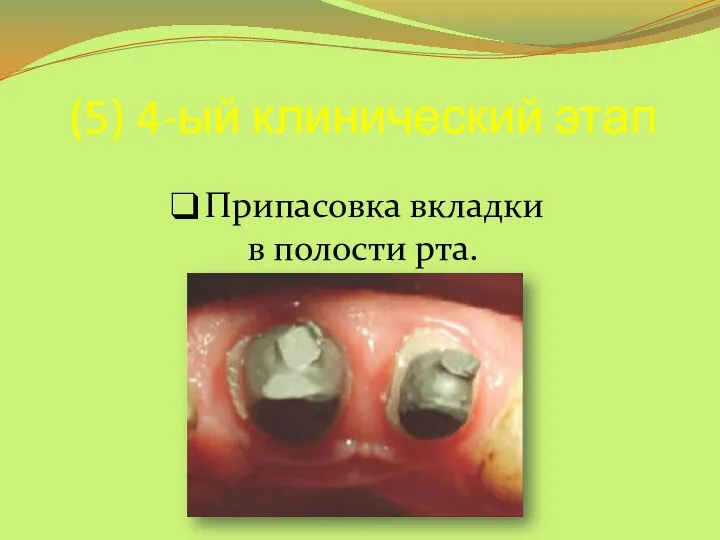
(5) 4-ый клинический этап
Припасовка вкладки
в полости рта.
(5) 4-ый клинический этап
Припасовка вкладки
в полости рта.

(6) 5-ый клинический этап
Фиксация вкладки на
цемент в зубе.
(6) 5-ый клинический этап
Фиксация вкладки на
цемент в зубе.
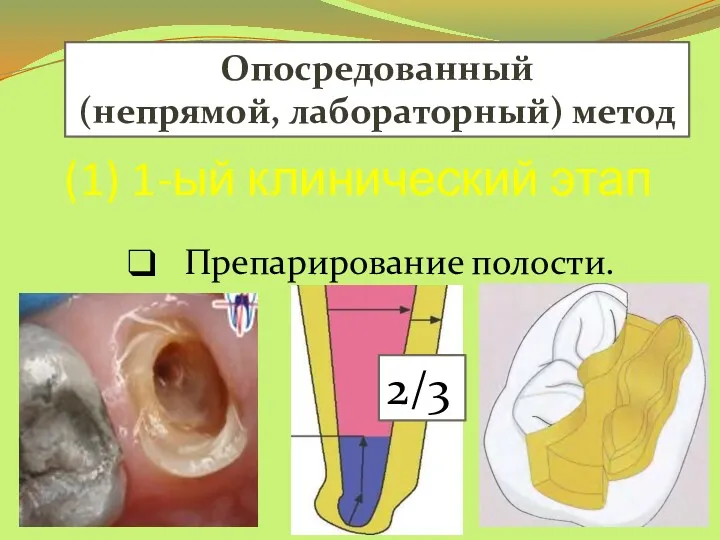
(1) 1-ый клинический этап
Препарирование полости.
2/3
Опосредованный
(непрямой, лабораторный) метод
(1) 1-ый клинический этап
Препарирование полости.
2/3
Опосредованный
(непрямой, лабораторный) метод

(2) 2-ой клинический этап
Получение двуслойного оттиска (силиконовой массой).
(2) 2-ой клинический этап
Получение двуслойного оттиска (силиконовой массой).
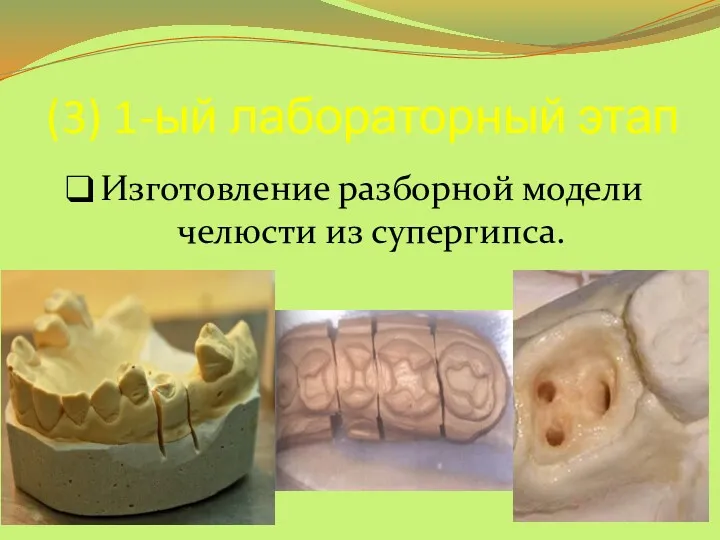
(3) 1-ый лабораторный этап
Изготовление разборной модели челюсти из супергипса.
(3) 1-ый лабораторный этап
Изготовление разборной модели челюсти из супергипса.

(4) 2-ой лабораторный этап
Создание восковой (пластмассовой) репродукции вкладки на гипсовой
(4) 2-ой лабораторный этап
Создание восковой (пластмассовой) репродукции вкладки на гипсовой

(5) 3-ий лабораторный этап
Замена воска (пластмассы) на металл.
(5) 3-ий лабораторный этап
Замена воска (пластмассы) на металл.
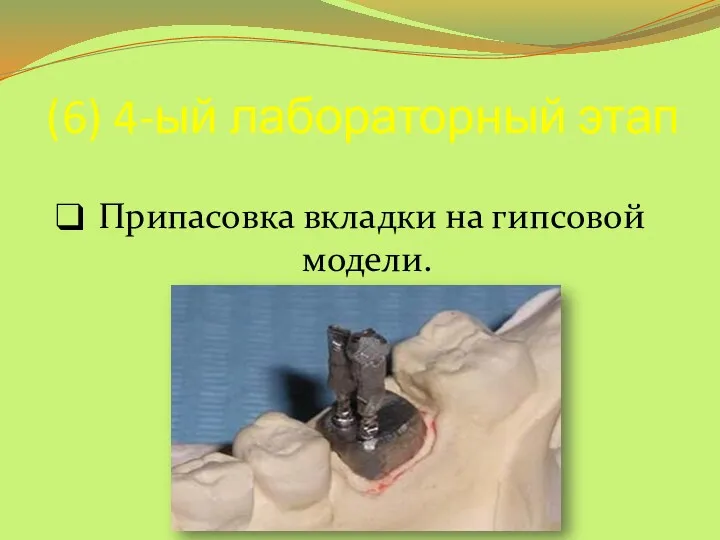
(6) 4-ый лабораторный этап
Припасовка вкладки на гипсовой модели.
(6) 4-ый лабораторный этап
Припасовка вкладки на гипсовой модели.
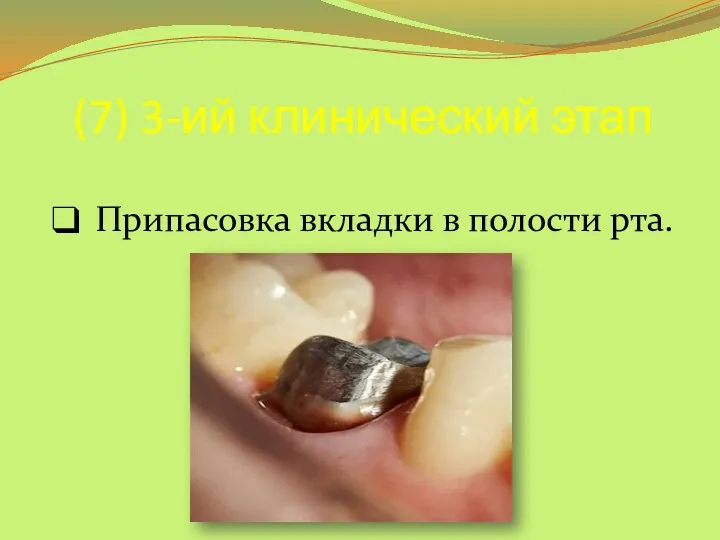
(7) 3-ий клинический этап
Припасовка вкладки в полости рта.
(7) 3-ий клинический этап
Припасовка вкладки в полости рта.

(8) 4-ый клинический этап
Фиксация вкладки на цемент.
(8) 4-ый клинический этап
Фиксация вкладки на цемент.

 Хирургическое лечение рака пищевода
Хирургическое лечение рака пищевода Особенности коммуникации с больными в терминальной стадии заболевания
Особенности коммуникации с больными в терминальной стадии заболевания ВИЧ. СПИД
ВИЧ. СПИД Способы эвакуации (переноски) пострадавших. Положение при транспортировке
Способы эвакуации (переноски) пострадавших. Положение при транспортировке Патология секреции соматотропного гормона
Патология секреции соматотропного гормона Расстройства чувствительности, боль. Атаксии
Расстройства чувствительности, боль. Атаксии О деятельности органов государственной власти, направленой на повышение качества и доступности медицинской помощи в регионах
О деятельности органов государственной власти, направленой на повышение качества и доступности медицинской помощи в регионах Частные симптомы перенапряжения и их фармакологическая коррекция
Частные симптомы перенапряжения и их фармакологическая коррекция Дизартрия
Дизартрия Амбулаторлық карта
Амбулаторлық карта Профилактика остеопороза
Профилактика остеопороза Патофизиология обмена веществ
Патофизиология обмена веществ Жатырдан тыс жүктіліктің хирургиялық емнен кейінгі науқастардың гинекологиялық реабилитациясы
Жатырдан тыс жүктіліктің хирургиялық емнен кейінгі науқастардың гинекологиялық реабилитациясы История развития гигиены, как науки
История развития гигиены, как науки Бюгельный протез
Бюгельный протез Molar pregnancy
Molar pregnancy Рак кожи
Рак кожи Хирургиялық стоматологиядағы емдік дене шынықтырушы кешен
Хирургиялық стоматологиядағы емдік дене шынықтырушы кешен Сепсис. Диагностические маркеры. Прокальцитонин
Сепсис. Диагностические маркеры. Прокальцитонин Анатомо-физиологические особенности новорожденного
Анатомо-физиологические особенности новорожденного Глаукома. Определение
Глаукома. Определение Caries (clinical application) conditional
Caries (clinical application) conditional Наследственные заболевания человека. Фенилкетонурия
Наследственные заболевания человека. Фенилкетонурия Ишемическая болезнь сердца
Ишемическая болезнь сердца Дифференциальный диагноз при остром животе
Дифференциальный диагноз при остром животе Мониторинг гемодинамики
Мониторинг гемодинамики Сердечная недостаточность с сохраненной фракцией выброса левого желудочка
Сердечная недостаточность с сохраненной фракцией выброса левого желудочка The algorithm of actions of emergency pre-hospital care in eclampsia
The algorithm of actions of emergency pre-hospital care in eclampsia