- Концепция lean production

Содержание
- 2. 1. LEAN PRODUCTION КАК ЛОГИСТИЧЕСКАЯ СИСТЕМА/ТЕХНОЛОГИЯ
- 3. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LEAN PRODUCTION
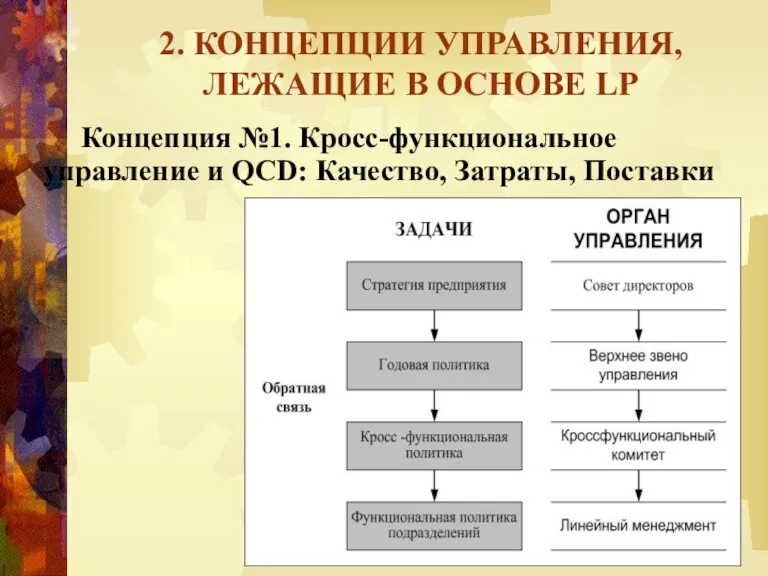
- 4. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №1. Кросс-функциональное управление и QCD: Качество, Затраты, Поставки
- 5. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №1. Кросс-функциональное управление и QCD: Качество, Затраты, Поставки
- 6. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №1. Кросс-функциональное управление и QCD: Качество, Затраты, Поставки
- 7. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №1. Кросс-функциональное управление и QCD: Качество, Затраты, Поставки
- 8. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №2. Процесс постоянных улучшений KAIZEN В ежедневной деятельности
- 9. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №2. Процесс постоянных улучшений KAIZEN
- 10. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №2. Процесс постоянных улучшений KAIZEN Сущность KAIZEN: постоянное
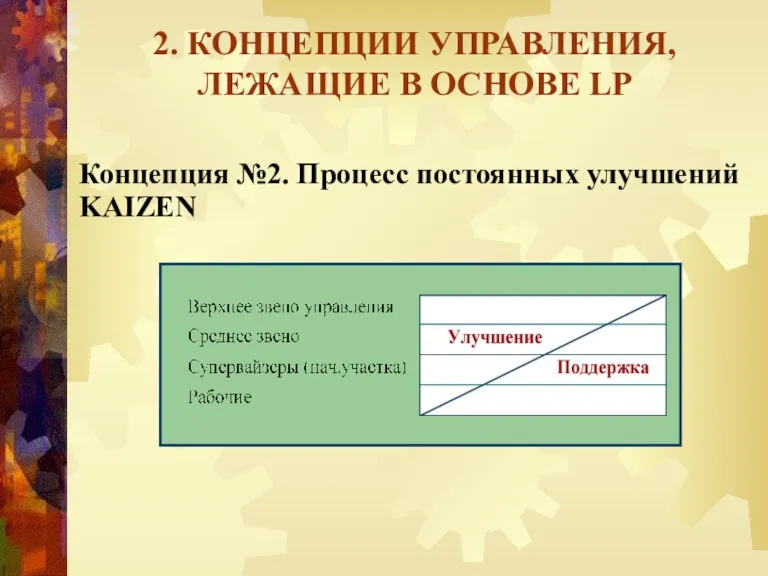
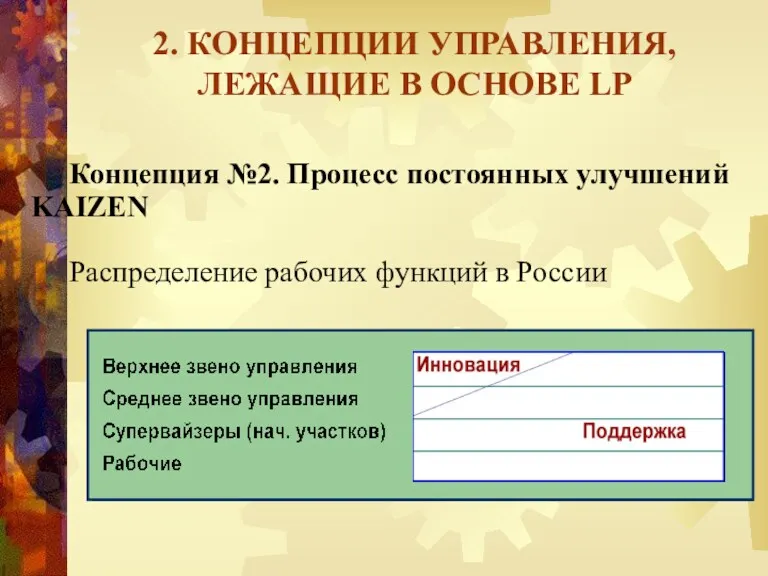
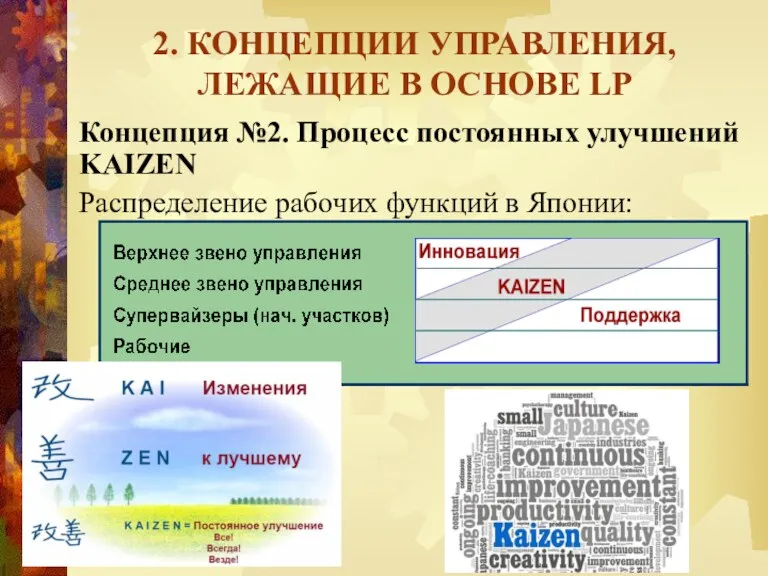
- 11. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №2. Процесс постоянных улучшений KAIZEN Распределение рабочих функций
- 12. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №2. Процесс постоянных улучшений KAIZEN Распределение рабочих функций
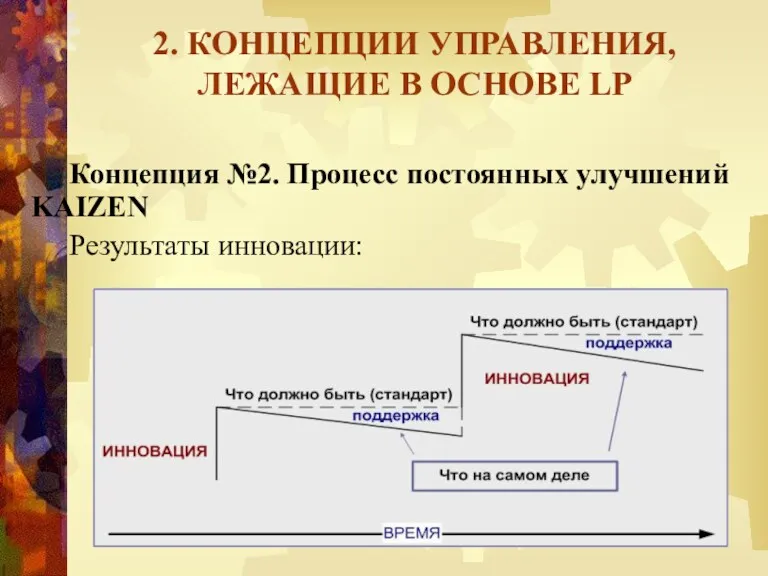
- 13. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №2. Процесс постоянных улучшений KAIZEN Результаты инновации:
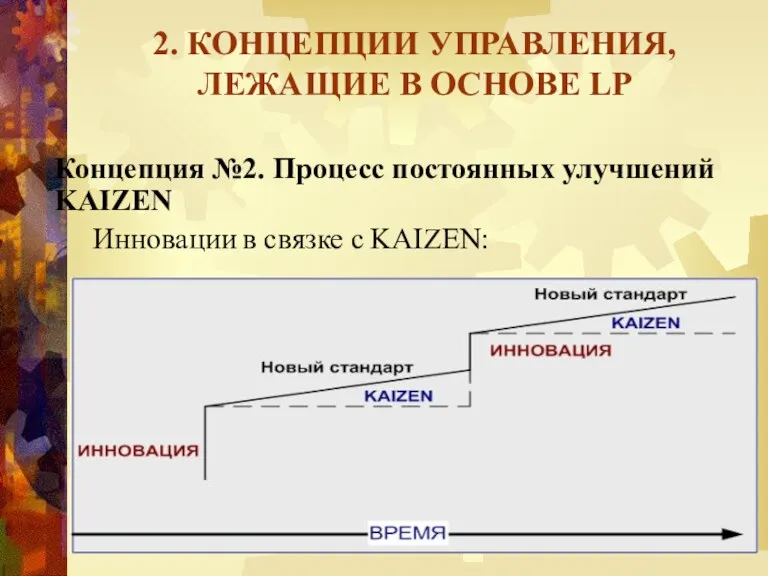
- 14. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №2. Процесс постоянных улучшений KAIZEN Инновации в связке
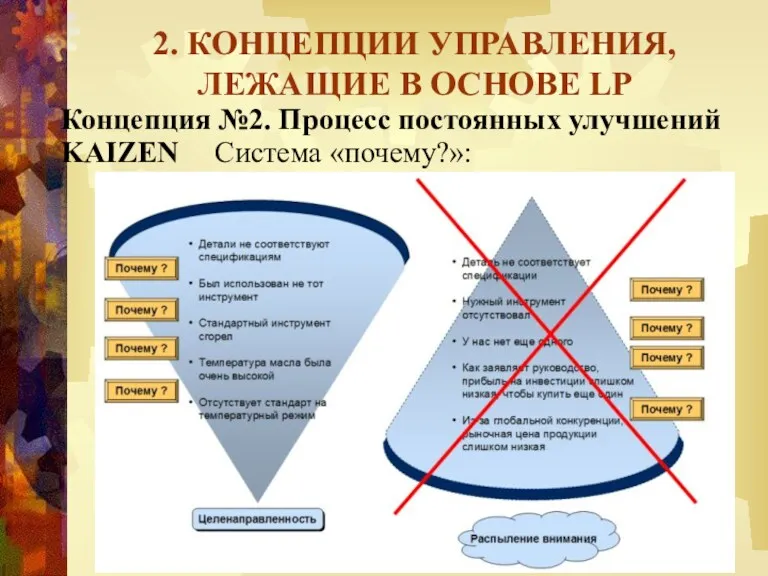
- 15. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №2. Процесс постоянных улучшений KAIZEN Система «почему?»:
- 16. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №3. Ориентация на процесс Для улучшения результата необходимо,
- 17. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №3. Ориентация на процесс Процесс постоянных улучшений придает
- 18. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №3. Ориентация на процесс Примеры П-показателей: Количество переделок
- 19. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №3. Ориентация на процесс Примеры Р-показателей: Качество выпускаемой
- 20. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №4. Производственный участок (бригада) – ключевой элемент системы
- 21. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №4. Производственный участок (бригада) – ключевой элемент системы
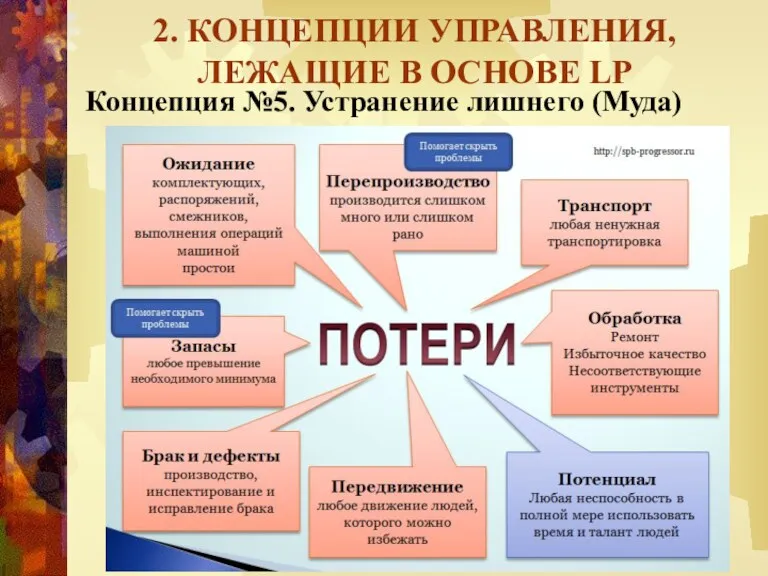
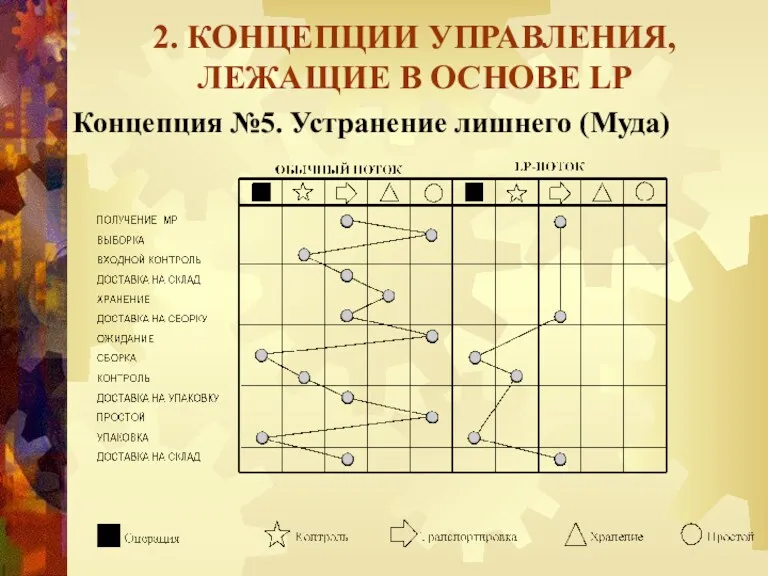
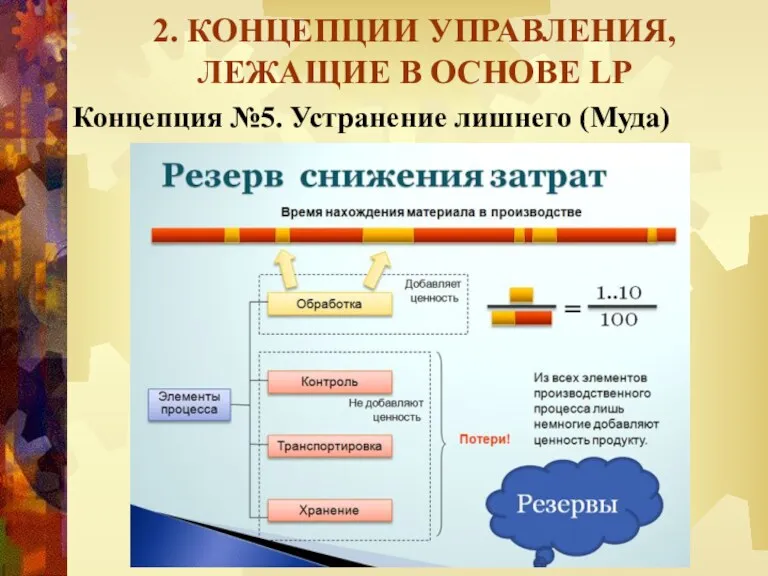
- 22. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №5. Устранение лишнего (Муда)
- 23. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №5. Устранение лишнего (Муда) Виды потерь: Перепроизводство Перепроизводство
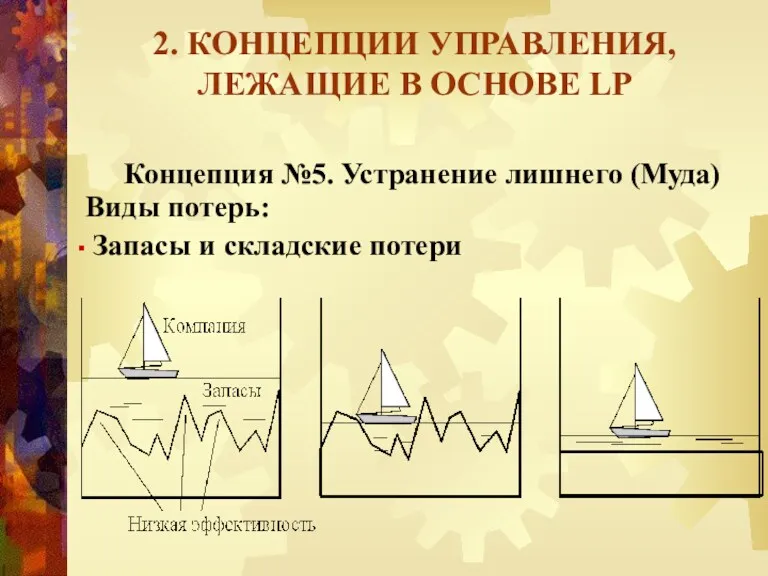
- 24. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №5. Устранение лишнего (Муда) Виды потерь: Запасы и
- 25. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №5. Устранение лишнего (Муда) Виды потерь: Брак и
- 26. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №5. Устранение лишнего (Муда) Виды потерь: Движения, не
- 27. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №5. Устранение лишнего (Муда) Виды потерь: Операции, не
- 28. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №5. Устранение лишнего (Муда)
- 29. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №5. Устранение лишнего (Муда) Виды потерь: Нереализованный творческий
- 30. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №5. Устранение лишнего (Муда)
- 31. 2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP Концепция №5. Устранение лишнего (Муда) Виды потерь в производственной
- 32. 3. ПРИНЦИПЫ LP Принцип №1. Следующий процесс является потребителем Каждый работник следует правилу никогда не подавать
- 33. 3. ПРИНЦИПЫ LP Принцип №2. Сбор и анализ данных – отправная точка для улучшений Для того
- 34. 3. ПРИНЦИПЫ LP Принцип №2. Сбор и анализ данных – отправная точка для улучшений Система сбора
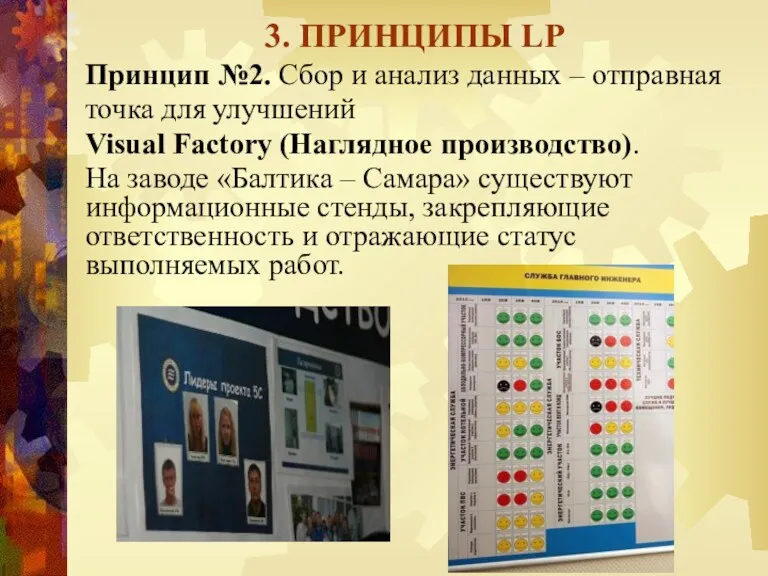
- 35. 3. ПРИНЦИПЫ LP Принцип №2. Сбор и анализ данных – отправная точка для улучшений Visual Factory
- 36. 3. ПРИНЦИПЫ LP Принцип №2. Сбор и анализ данных – отправная точка для улучшений Visual Factory
- 37. 3. ПРИНЦИПЫ LP Принцип №2. Сбор и анализ данных – отправная точка для улучшений Visual Factory
- 38. 3. ПРИНЦИПЫ LP Принцип №2. Сбор и анализ данных – отправная точка для улучшений
- 39. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства 5S представляет собой системный подход
- 40. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Организация (Seiri) – избавление от
- 41. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Организация (Seiri) (продолжение) Определяется единый
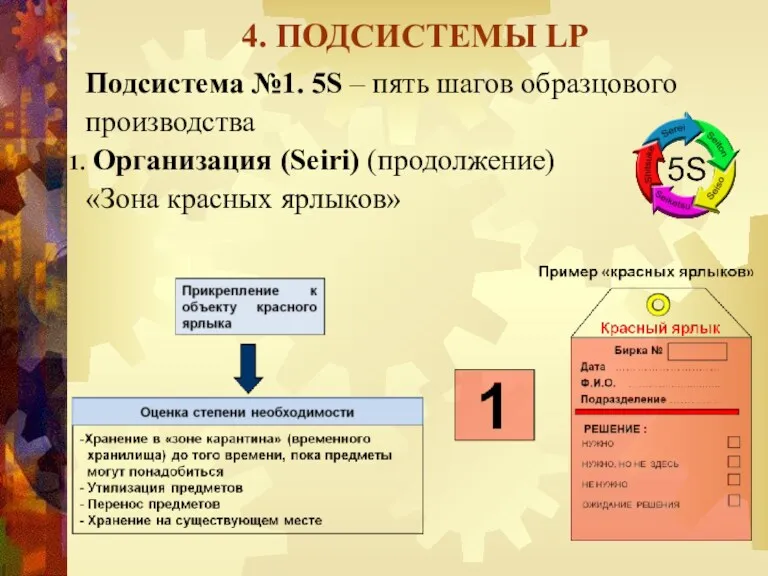
- 42. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Организация (Seiri) (продолжение) «Зона красных
- 43. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Организация (Seiri) (продолжение) «Зона красных
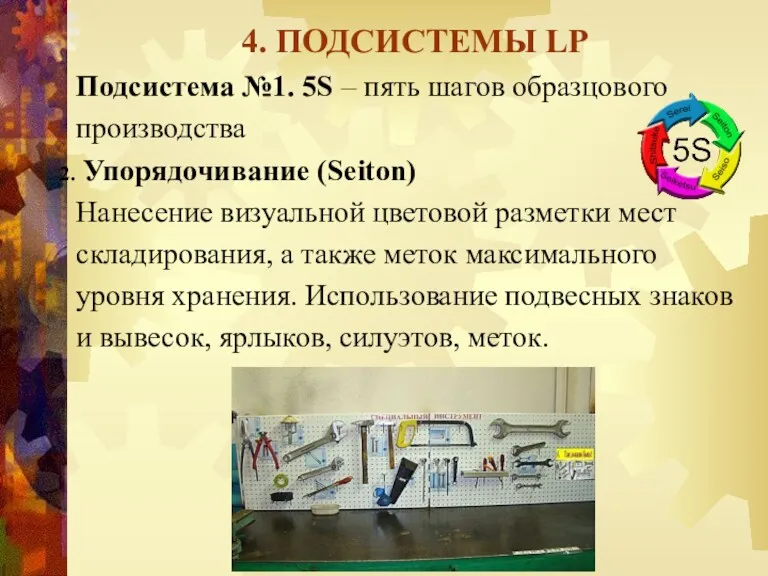
- 44. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Упорядочивание (Seiton) – размещение материалов
- 45. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Упорядочивание (Seiton) Нанесение визуальной цветовой
- 46. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Упорядочивание (Seiton) (продолжение) Обеспечение понимания
- 47. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Уборка (Seiso) – поддержание рабочих
- 48. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Стандартизация (Seiketsu) – превратить деятельность
- 49. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Стандартизация (Seiketsu) (продолжение) Разделить участок
- 50. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Дисциплина (Shitsuke) – Обеспечение выполнения
- 51. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Выгоды, которое несет за собой
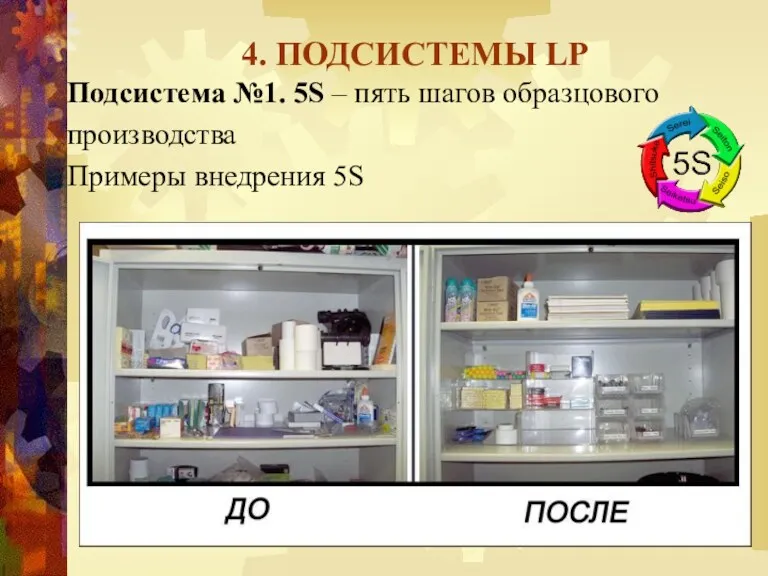
- 52. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Примеры внедрения 5S
- 53. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Примеры внедрения 5S
- 54. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S – пять шагов образцового производства Примеры внедрения 5S
- 55. 4. ПОДСИСТЕМЫ LP Подсистема №1. 5S Примеры внедрения 5S Выксунский металлурги-ческий завод
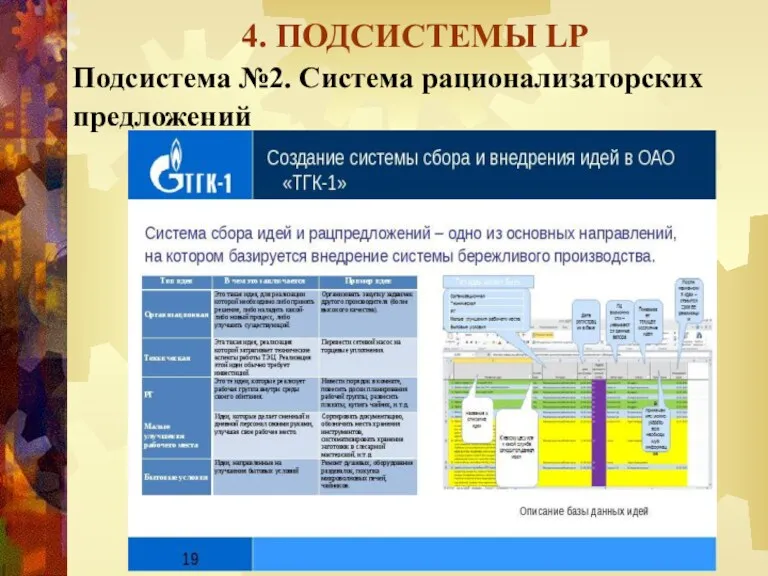
- 56. 4. ПОДСИСТЕМЫ LP Подсистема №2. Система рационализаторских предложений Система рацпредложений является одной из важнейших форм вовлечения
- 57. 4. ПОДСИСТЕМЫ LP Подсистема №2. Система рационализаторских предложений Нижфарм – ящик для предложений
- 58. 4. ПОДСИСТЕМЫ LP Подсистема №2. Система рационализаторских предложений
- 59. 4. ПОДСИСТЕМЫ LP Подсистема №3. Деятельность малых групп Одной из важнейших составляющих процесса постоянных улучшений является
- 60. 4. ПОДСИСТЕМЫ LP Подсистема №4. TPM – Общее производственное обеспечение Важнейшим элементом LP является Система Общего
- 61. 4. ПОДСИСТЕМЫ LP Подсистема №5. Контроль качества на рабочем месте Контроль качества на рабочем месте является
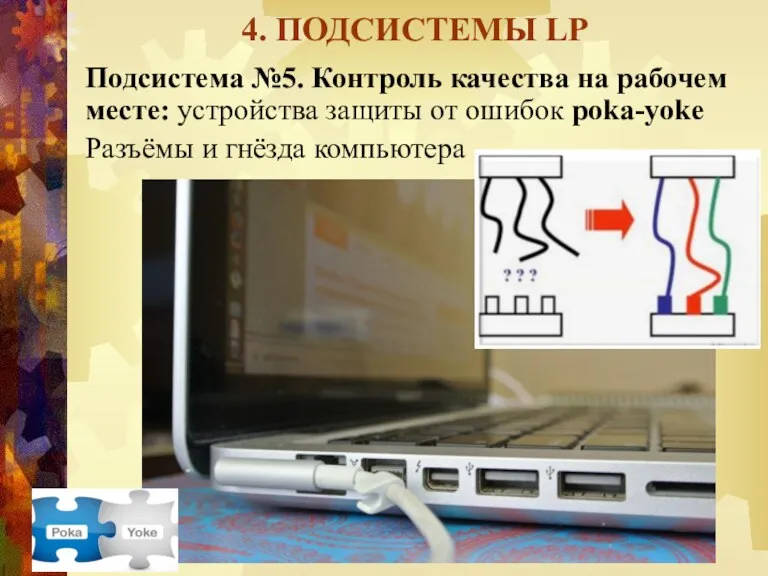
- 62. 4. ПОДСИСТЕМЫ LP Подсистема №5. Контроль качества на рабочем месте: устройства защиты от ошибок poka-yoke Разъёмы
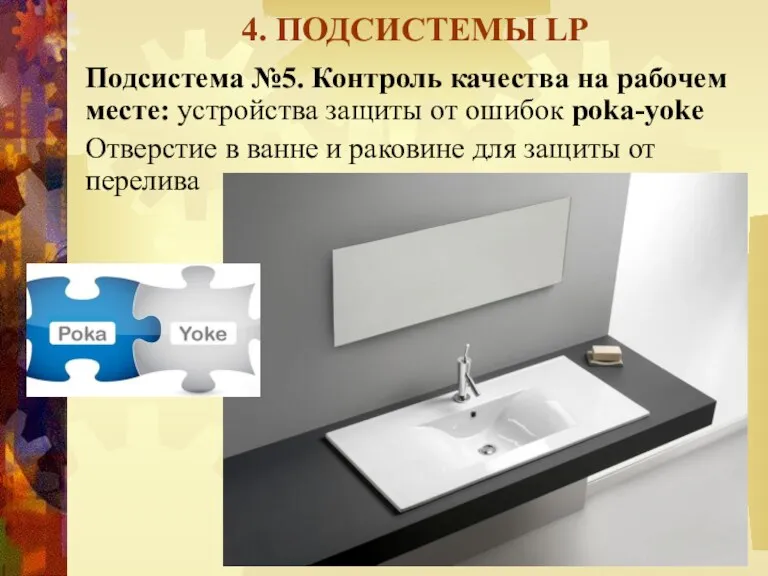
- 63. 4. ПОДСИСТЕМЫ LP Подсистема №5. Контроль качества на рабочем месте: устройства защиты от ошибок poka-yoke Отверстие
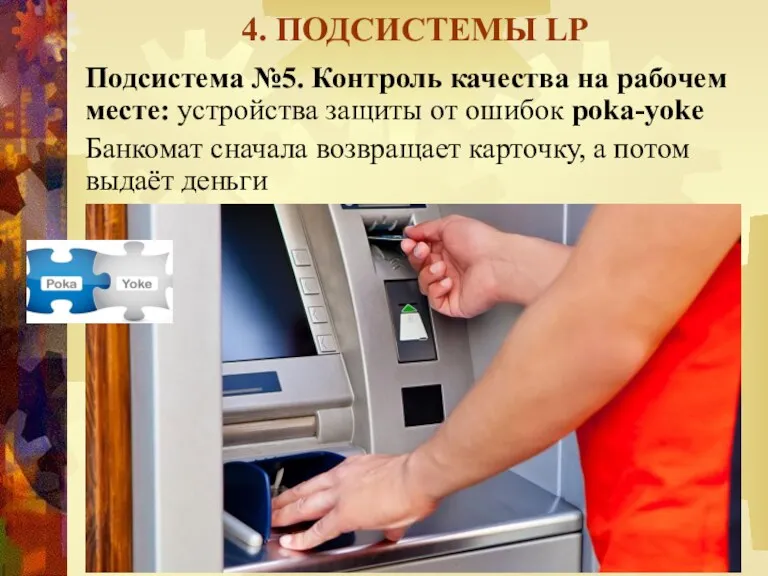
- 64. 4. ПОДСИСТЕМЫ LP Подсистема №5. Контроль качества на рабочем месте: устройства защиты от ошибок poka-yoke Банкомат
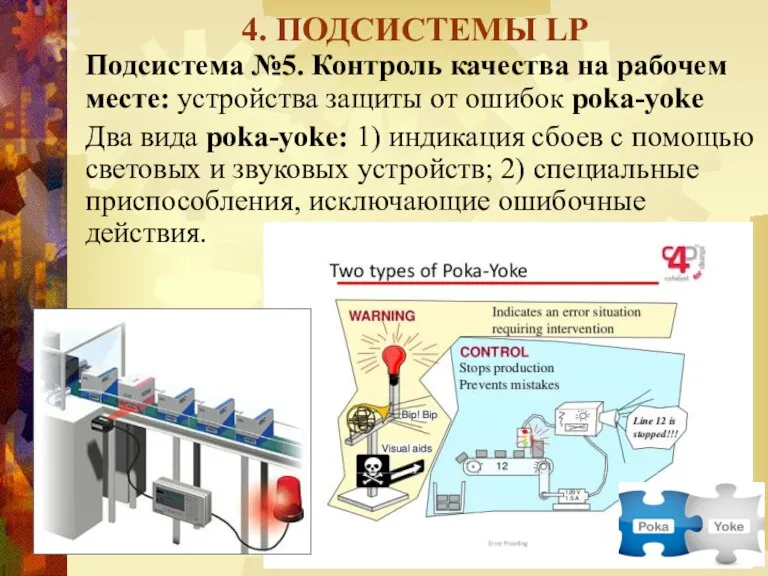
- 65. 4. ПОДСИСТЕМЫ LP Подсистема №5. Контроль качества на рабочем месте: устройства защиты от ошибок poka-yoke Два
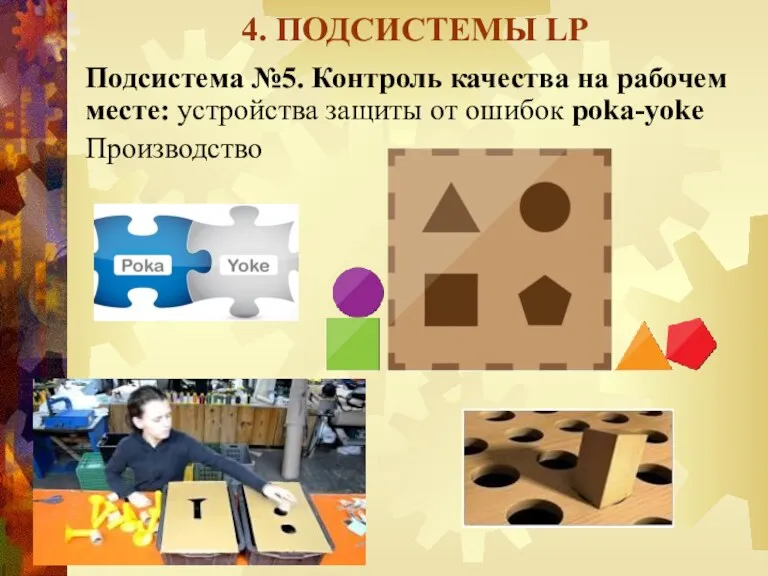
- 66. 4. ПОДСИСТЕМЫ LP Подсистема №5. Контроль качества на рабочем месте: устройства защиты от ошибок poka-yoke Производство
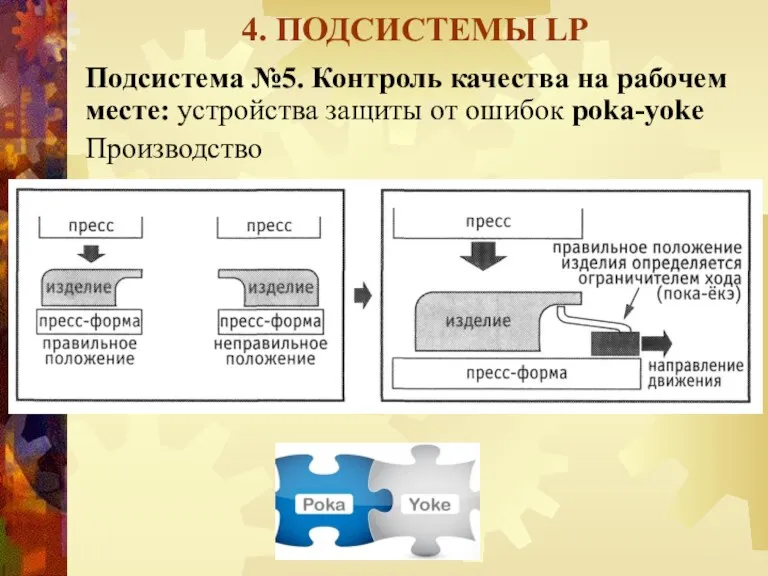
- 67. 4. ПОДСИСТЕМЫ LP Подсистема №5. Контроль качества на рабочем месте: устройства защиты от ошибок poka-yoke Производство
- 68. 4. ПОДСИСТЕМЫ LP Подсистема №5. Контроль качества на рабочем месте: устройства защиты от ошибок poka-yoke Производство
- 69. 4. ПОДСИСТЕМЫ LP Подсистема №6. Синхронное движение материалов Сокращается время производственного цикла конечного изделия (время, за
- 70. 4. ПОДСИСТЕМЫ LP Подсистема №6. Синхронное движение материалов Выровнены времена цикла всех операций и приведены максимальное
- 71. 4. ПОДСИСТЕМЫ LP Подсистема №6. Синхронное движение материалов Сокращение времени производственного цикла достигается за счёт: сокращения
- 72. 4. ПОДСИСТЕМЫ LP Подсистема №6. Синхронное движение материалов Сокращение времени производственного цикла достигается за счёт: сокращения
- 73. 5. ВНЕДРЕНИЕ LP Здание LP строится снизу вверх; внедрение каждой из подсистем требует отлаженного функционирования подсистем
- 74. 5. ВНЕДРЕНИЕ LP
- 75. 5. ВНЕДРЕНИЕ LP Самым трудным и самым важным моментом при внедрении системы является построение процесса постоянных
- 76. 5. ВНЕДРЕНИЕ LP Результат внедрения бережливого производства
- 78. Скачать презентацию
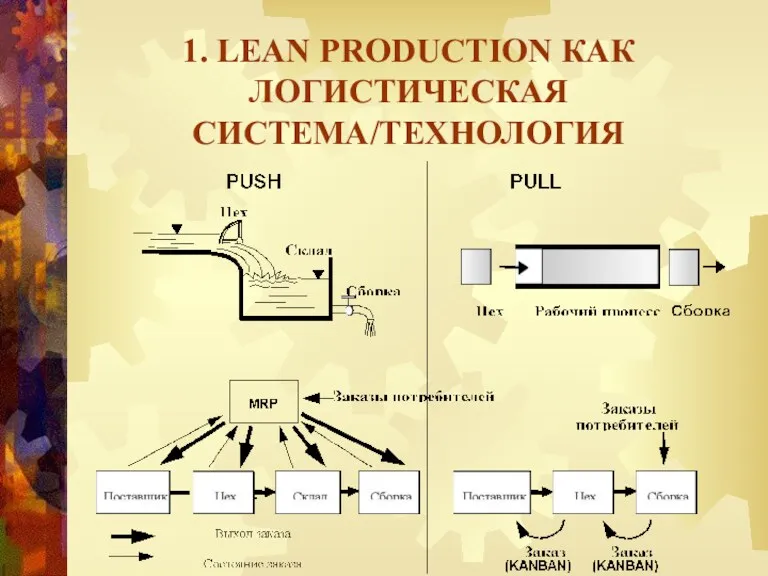
1. LEAN PRODUCTION КАК ЛОГИСТИЧЕСКАЯ СИСТЕМА/ТЕХНОЛОГИЯ
1. LEAN PRODUCTION КАК ЛОГИСТИЧЕСКАЯ СИСТЕМА/ТЕХНОЛОГИЯ

2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LEAN PRODUCTION
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LEAN PRODUCTION
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №1. Кросс-функциональное управление и
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №1. Кросс-функциональное управление и
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №1. Кросс-функциональное управление и
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №1. Кросс-функциональное управление и
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №1. Кросс-функциональное управление и
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №1. Кросс-функциональное управление и
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №1. Кросс-функциональное управление и
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №1. Кросс-функциональное управление и
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №2. Процесс постоянных улучшений
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №3. Ориентация на процесс
Для
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №3. Ориентация на процесс
Для
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №3. Ориентация на процесс
Процесс
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №3. Ориентация на процесс
Процесс
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №3. Ориентация на процесс
Примеры
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №3. Ориентация на процесс
Примеры
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №3. Ориентация на процесс
Примеры
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №3. Ориентация на процесс
Примеры
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №4. Производственный участок (бригада)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №4. Производственный участок (бригада)

2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №4. Производственный участок (бригада)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №4. Производственный участок (бригада)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
Виды
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
Виды
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
Виды
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
Виды
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)

2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
2. КОНЦЕПЦИИ УПРАВЛЕНИЯ, ЛЕЖАЩИЕ В ОСНОВЕ LP
Концепция №5. Устранение лишнего (Муда)
3. ПРИНЦИПЫ LP
Принцип №1. Следующий процесс является
потребителем
Каждый работник следует правилу
3. ПРИНЦИПЫ LP
Принцип №1. Следующий процесс является
потребителем
Каждый работник следует правилу
3. ПРИНЦИПЫ LP
Принцип №2. Сбор и анализ данных –
отправная точка
3. ПРИНЦИПЫ LP
Принцип №2. Сбор и анализ данных –
отправная точка
3. ПРИНЦИПЫ LP
Принцип №2. Сбор и анализ данных – отправная
точка
3. ПРИНЦИПЫ LP
Принцип №2. Сбор и анализ данных – отправная
точка

3. ПРИНЦИПЫ LP
Принцип №2. Сбор и анализ данных – отправная
точка
3. ПРИНЦИПЫ LP
Принцип №2. Сбор и анализ данных – отправная
точка
3. ПРИНЦИПЫ LP
Принцип №2. Сбор и анализ данных – отправная
точка
3. ПРИНЦИПЫ LP
Принцип №2. Сбор и анализ данных – отправная
точка

3. ПРИНЦИПЫ LP
Принцип №2. Сбор и анализ данных – отправная
точка
3. ПРИНЦИПЫ LP
Принцип №2. Сбор и анализ данных – отправная
точка

3. ПРИНЦИПЫ LP
Принцип №2. Сбор и анализ данных – отправная
точка
3. ПРИНЦИПЫ LP
Принцип №2. Сбор и анализ данных – отправная
точка
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
5S представляет
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
5S представляет
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Организация (Seiri)
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Организация (Seiri)
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Организация
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Организация
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Организация
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Организация

4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Организация
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Организация

4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Упорядочивание
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Упорядочивание
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Упорядочивание
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Упорядочивание
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Упорядочивание
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Упорядочивание
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Уборка
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Уборка
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Стандартизация
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Стандартизация
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Стандартизация (Seiketsu)
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Стандартизация (Seiketsu)
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Дисциплина
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Дисциплина
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Выгоды, которое
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Выгоды, которое

4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Примеры внедрения
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Примеры внедрения

4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Примеры внедрения
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Примеры внедрения
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Примеры внедрения
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S – пять шагов образцового
производства
Примеры внедрения

4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S Примеры внедрения 5S
Выксунский металлурги-ческий завод
4. ПОДСИСТЕМЫ LP
Подсистема №1. 5S Примеры внедрения 5S
Выксунский металлурги-ческий завод
4. ПОДСИСТЕМЫ LP
Подсистема №2. Система рационализаторских
предложений
Система рацпредложений является одной из
4. ПОДСИСТЕМЫ LP
Подсистема №2. Система рационализаторских
предложений
Система рацпредложений является одной из
4. ПОДСИСТЕМЫ LP
Подсистема №2. Система рационализаторских
предложений
Нижфарм – ящик для предложений
4. ПОДСИСТЕМЫ LP
Подсистема №2. Система рационализаторских
предложений
Нижфарм – ящик для предложений
4. ПОДСИСТЕМЫ LP
Подсистема №2. Система рационализаторских
предложений
4. ПОДСИСТЕМЫ LP
Подсистема №2. Система рационализаторских
предложений
4. ПОДСИСТЕМЫ LP
Подсистема №3. Деятельность малых групп
Одной из важнейших составляющих процесса
4. ПОДСИСТЕМЫ LP
Подсистема №3. Деятельность малых групп
Одной из важнейших составляющих процесса
4. ПОДСИСТЕМЫ LP
Подсистема №4. TPM – Общее производственное
обеспечение
Важнейшим элементом LP
4. ПОДСИСТЕМЫ LP
Подсистема №4. TPM – Общее производственное
обеспечение
Важнейшим элементом LP
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте
Контроль качества на
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте
Контроль качества на
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты

4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты
4. ПОДСИСТЕМЫ LP
Подсистема №5. Контроль качества на рабочем месте: устройства защиты
4. ПОДСИСТЕМЫ LP
Подсистема №6. Синхронное движение
материалов
Сокращается время производственного цикла
конечного изделия
4. ПОДСИСТЕМЫ LP
Подсистема №6. Синхронное движение
материалов
Сокращается время производственного цикла
конечного изделия
4. ПОДСИСТЕМЫ LP
Подсистема №6. Синхронное движение
материалов
Выровнены времена цикла всех операций
4. ПОДСИСТЕМЫ LP
Подсистема №6. Синхронное движение
материалов
Выровнены времена цикла всех операций
4. ПОДСИСТЕМЫ LP
Подсистема №6. Синхронное движение
материалов
Сокращение времени производственного цикла
достигается
4. ПОДСИСТЕМЫ LP
Подсистема №6. Синхронное движение
материалов
Сокращение времени производственного цикла
достигается
4. ПОДСИСТЕМЫ LP
Подсистема №6. Синхронное движение
материалов
Сокращение времени производственного цикла
достигается
4. ПОДСИСТЕМЫ LP
Подсистема №6. Синхронное движение
материалов
Сокращение времени производственного цикла
достигается
5. ВНЕДРЕНИЕ LP
Здание LP строится снизу вверх; внедрение
каждой из подсистем
5. ВНЕДРЕНИЕ LP
Здание LP строится снизу вверх; внедрение
каждой из подсистем

5. ВНЕДРЕНИЕ LP
5. ВНЕДРЕНИЕ LP
5. ВНЕДРЕНИЕ LP
Самым трудным и самым важным моментом при
внедрении системы
5. ВНЕДРЕНИЕ LP
Самым трудным и самым важным моментом при
внедрении системы

5. ВНЕДРЕНИЕ LP
Результат внедрения бережливого производства
5. ВНЕДРЕНИЕ LP
Результат внедрения бережливого производства
 Административная школа управления
Административная школа управления Современные тенденции управления в сфере гостеприимства
Современные тенденции управления в сфере гостеприимства Телефонный этикет
Телефонный этикет Мотивация труда, как элемент и функция управления персоналом
Мотивация труда, как элемент и функция управления персоналом Элементы культуры делового общения
Элементы культуры делового общения Система управління персоналом
Система управління персоналом Термины и определения. Классификация предприятий общественного питания
Термины и определения. Классификация предприятий общественного питания Сетевые задачи планирования и управления
Сетевые задачи планирования и управления Деловая коммуникация. Основные характеристики
Деловая коммуникация. Основные характеристики Концепция закупочной логистики
Концепция закупочной логистики Региональный менеджмент
Региональный менеджмент Документы для перевозки груза
Документы для перевозки груза Басқару қызметі. Басқарудың ұйымдастыруэкономикалық механизмі
Басқару қызметі. Басқарудың ұйымдастыруэкономикалық механизмі Методы решения ЗЛП. Двойственность. Анализ оптимальных решений ЗЛП. (Леция 3)
Методы решения ЗЛП. Двойственность. Анализ оптимальных решений ЗЛП. (Леция 3) Метод мозгового штурма
Метод мозгового штурма Организация как функция управления
Организация как функция управления Командная работа (распределение ролей в группе по Р.М.Белбину)
Командная работа (распределение ролей в группе по Р.М.Белбину) Управление реализацией проекта
Управление реализацией проекта Бизнес Сервис Центр Харьков. Инструкция по выставлению осуществленных рейсов ТЭК на оплату (блок документы)
Бизнес Сервис Центр Харьков. Инструкция по выставлению осуществленных рейсов ТЭК на оплату (блок документы) Организационные структуры управления туризмом
Организационные структуры управления туризмом Менеджмент организации
Менеджмент организации Проектирование и реализация АРМ менеджера по работе с клиентами для автосервиса
Проектирование и реализация АРМ менеджера по работе с клиентами для автосервиса Менеджмент и его виды
Менеджмент и его виды Организация производства. Вспомогательные и обслуживающие производства
Организация производства. Вспомогательные и обслуживающие производства Лидерство и руководство. Типы лидерства. Лидерство и власть. Стили лидерства и руководства. Командообразование
Лидерство и руководство. Типы лидерства. Лидерство и власть. Стили лидерства и руководства. Командообразование Сводные картинки
Сводные картинки Введение. 1С: Предприятие
Введение. 1С: Предприятие Региональный менеджер
Региональный менеджер